 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O material plástico é utilizado em muitas indústrias diferentes, desde electrodomésticos a dispositivos médicos, peças de automóveis e muito mais. Assim, a moldagem por injeção é um processo de fabrico que é utilizado em muitas indústrias diferentes. Se quer saber o que é a moldagem por injeção, então está no sítio certo.

Neste artigo, vamos falar sobre as condições para a moldagem por injeção, as etapas do processo de moldagem por injeção, os prós e os contras de moldagem por injeção. E vamos falar sobre a utilização da moldagem por injeção.
O que é a moldagem por injeção?
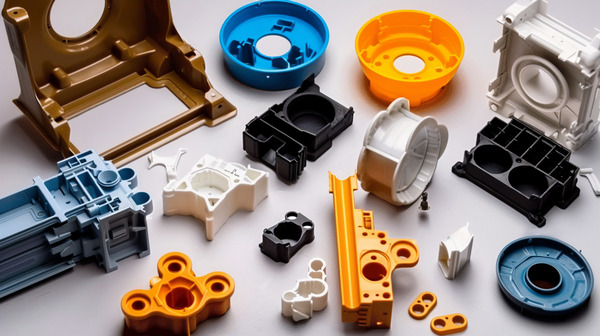
A moldagem por injeção é uma forma de fazer coisas. É um processo em que o material derretido é injetado num molde, depois arrefece e assume a forma do molde. Depois, retira-se o material do molde. Pode utilizar-se a moldagem por injeção para fazer uma coisa, mas normalmente utiliza-se para fazer várias da mesma coisa. O material utilizado para a moldagem por injeção é normalmente plástico ou borracha.

A moldagem por injeção é utilizada em muitas indústrias para fabricar componentes eléctricos, peças automóveis, plásticos de consumo, peças de mobiliário e muito mais. É popular porque é rápida e produz coisas boas.
Quais são os parâmetros do processo de moldagem por injeção?
Pressão de injeção
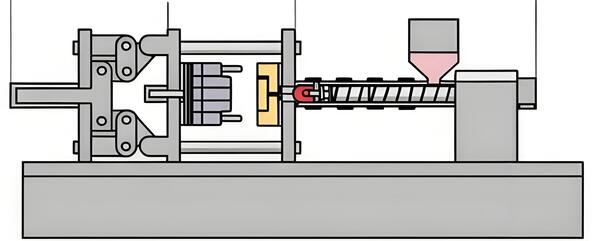
O sistema hidráulico do sistema de moldagem por injeção fornece a pressão de injeção. A pressão do cilindro hidráulico é transmitida ao plástico fundido através do parafuso das máquinas de moldagem por injeção eléctrica.

Sob pressão, o plástico derretido entra no canal de fluxo vertical (também o canal de fluxo principal para alguns moldes), o canal de fluxo principal, o canal de fluxo de ramificação do molde através do bocal da máquina de moldagem por injeção, e entra na cavidade do molde através da porta.
Este processo é o processo de moldagem por injeção ou o processo de enchimento. A pressão existe para ultrapassar a resistência no processo de fluxo da massa fundida ou, pelo contrário, a resistência no processo de fluxo tem de ser compensada pela pressão da máquina de moldagem por injeção para garantir um processo de enchimento sem problemas.

Quando se faz moldagem por injeção, a pressão no bocal da máquina de moldagem por injeção é a mais elevada porque é necessário ultrapassar a resistência do fluxo da massa fundida ao longo de todo o processo.
Em seguida, a pressão diminui gradualmente ao longo do comprimento do fluxo até a extremidade frontal da frente de onda de fusão. Se a exaustão no interior da cavidade do molde for boa, a pressão final na extremidade dianteira da massa fundida é a pressão atmosférica.

Existem muitos factores que afectam a pressão de enchimento da massa fundida. Estes podem ser resumidos em três categorias: factores materiais, factores estruturais e elementos do processo de moldagem. Os factores materiais incluem o tipo e a viscosidade do plástico.
Os factores estruturais incluem o tipo, o número e a posição do sistema de comportas, a forma da cavidade do molde e a espessura do produto. Os elementos do processo de moldagem incluem a velocidade de injeção, a pressão de injeção e a pressão de retenção.

Tempo de injeção
Aqui, o tempo de injeção significa o tempo que o plástico demora a encher o molde, não incluindo o tempo que demora a abrir e a fechar o molde. Embora o tempo de injeção seja muito curto e tenha pouco efeito no ciclo de moldagem, o ajuste do tempo de injeção tem um grande efeito no controlo da pressão da porta, do corredor e da cavidade do molde.
Um tempo de injeção razoável ajuda o plástico a encher bem o molde, o que é muito importante para melhorar a qualidade da superfície do produto e reduzir a tolerância de tamanho.

O tempo de injeção deve ser muito inferior ao tempo de arrefecimento, cerca de 1/10 a 1/15 do tempo de arrefecimento. Esta regra pode ser utilizada como base para prever o tempo total de moldagem de peças de plástico.
Ao efetuar a análise do fluxo do molde, o tempo de injeção no resultado da análise é igual ao tempo de injeção definido nas condições do processo apenas quando a massa fundida é completamente empurrada pelo parafuso para encher a cavidade.

Se o interrutor de retenção da pressão do parafuso ocorrer antes de a cavidade ser preenchida, o resultado da análise será superior à definição das condições do processo.
Temperatura de injeção
A temperatura de injeção é um fator importante que afecta a pressão de injeção. O cilindro da máquina de moldagem por injeção tem 5 a 6 secções de aquecimento, e cada matéria-prima tem a sua temperatura de processamento adequada (para temperaturas de processamento detalhadas, consulte os dados fornecidos pelo fornecedor do material). A temperatura de moldagem por injeção deve ser controlada dentro de um determinado intervalo.
Se a temperatura for demasiado baixa, o material fundido não será bem plastificado, o que afectará a qualidade das peças moldadas e aumentará a dificuldade do processo; se a temperatura for demasiado elevada, as matérias-primas decompor-se-ão facilmente.
No processo real de moldagem por injeção, a temperatura de moldagem por injeção é frequentemente superior à temperatura do cilindro. O valor mais elevado está relacionado com a taxa de moldagem por injeção e o desempenho do material, e pode ir até 30°C.

Isso é causado pelo alto calor gerado pelo cisalhamento do material fundido ao passar pela porta de injeção. Existem duas formas de compensar esta diferença quando se efectua a análise do fluxo do molde. Uma é tentar medir a temperatura do material fundido ao injetar no ar, e a outra é incluir o bocal ao modelar.
Pressão de manutenção e tempo
Quando o processo de moldagem por injeção está prestes a terminar, o parafuso pára de rodar e só se move para a frente. Neste momento, a moldagem por injeção entra na fase de pressão de retenção. Durante o processo de pressão de retenção, o bocal da máquina de moldagem por injeção adiciona continuamente material à cavidade para preencher o volume vazio pelo encolhimento da peça.

Se a cavidade for preenchida e a pressão não for mantida, a peça encolherá cerca de 25%. Especialmente as nervuras encolherão demasiado e formar-se-ão marcas de encolhimento. A pressão de manutenção é geralmente cerca de 85% da pressão máxima de enchimento. Esta deve ser determinada de acordo com a situação atual.
Pressão de retorno
A contrapressão é a pressão que o parafuso tem de ultrapassar quando inverte e retrai para armazenar material. A contrapressão elevada é boa para a dispersão de cores e para a fusão de plástico,

Mas também prolonga o tempo de retração do parafuso, reduz o comprimento das fibras de plástico e aumenta a pressão do parafuso. moldagem por injeção máquina. Por conseguinte, a contrapressão deve ser inferior, não excedendo geralmente 20% da pressão de injeção.
Ao injetar espuma de plástico, a contrapressão deve ser superior à pressão formada pelo gás, caso contrário o parafuso será empurrado para fora do cilindro. Algumas máquinas de moldagem por injeção podem programar a contrapressão para compensar a redução do comprimento do parafuso durante a fusão, o que reduzirá o calor de entrada e a temperatura.

No entanto, como o resultado desta alteração é difícil de estimar, não é fácil efetuar os ajustamentos correspondentes na máquina.
Quais são as condições do processo de moldagem por injeção?
As condições mais importantes do processo de moldagem por injeção são a temperatura, a pressão e o tempo de ação correspondente que afectam a plastificação, o fluxo e o arrefecimento.
Condições de temperatura
Para fazer a moldagem por injeção, é necessário aquecer os granulados de plástico até derreterem. A máquina de moldagem por injeção define o barril de aquecimento, o barril e o aquecedor do molde para proporcionar condições de aquecimento. Diferentes materiais plásticos necessitam de diferentes temperaturas de aquecimento. Normalmente, é necessário efetuar uma depuração experimental do molde antes da produção para descobrir as condições de temperatura corretas.

Condições de pressão
A moldagem por injeção requer a aplicação de uma certa quantidade de pressão no molde, de modo a que o plástico possa preencher totalmente a cavidade do molde e manter uma certa quantidade de tempo de pressão para evitar defeitos como buracos e bolhas de encolhimento. O tamanho da pressão deve ser razoavelmente definido de acordo com a gama de pressão da máquina de moldagem por injeção e a forma e tamanho do produto.
Condições da velocidade de injeção
A velocidade de injeção é a velocidade a que o plástico entra no molde. Se a velocidade de injeção for demasiado rápida, causará defeitos como bolhas, marcas de fluxo e soldadura deficiente. Se a velocidade de injeção for demasiado lenta, a superfície do produto será rugosa e o ciclo de moldagem por injeção será encurtado. Por isso, a velocidade de injeção tem de ser ajustada durante o ensaio do molde.

Condições do tempo de arrefecimento
O tempo de arrefecimento é o tempo necessário para que os produtos de plástico formados no molde arrefeçam no molde antes de poderem ser retirados, de modo a evitar defeitos como a deformação e o encolhimento. A duração do tempo de arrefecimento tem de ser definida de acordo com o tamanho e a espessura do produto, e tem de ser ajustada durante o processo de produção.
Condições do material de moldagem por injeção
Quando se trata de moldagem por injeção, é necessário escolher o plástico certo e ajustar a temperatura, a pressão, a velocidade de injeção e outras definições com base nas propriedades do plástico. Os diferentes plásticos têm diferentes pontos de fusão e taxas de fluxo, pelo que é necessário ajustar as definições em conformidade.

Condições de bolor
O molde é a parte mais importante do processo de moldagem por injeção. Tem de cumprir os requisitos do produto, como a forma, o tamanho, a qualidade da superfície, etc. Ao mesmo tempo, o material e o processo de fabrico do molde também têm de ser considerados para garantir a sua resistência ao desgaste, resistência à corrosão e precisão.
Quais são as etapas do processo de moldagem por injeção de plástico?
Agora que já sabe tudo sobre a história da moldagem por injeção e porque é tão importante na indústria transformadora, está na altura de aprender o processo passo a passo para que possa tirar o máximo partido do seu projeto.

Conceção do molde
Fazer o molde é um grande passo. Os maquinistas utilizam o desenho CAD e a maquinagem CNC para determinar os pormenores do molde, como o tamanho, a forma e a textura da superfície.
O molde é concebido com caraterísticas como cavidade, núcleo, porta, jito, canal, sistema de ejeção e peças móveis. A cavidade é a parte fixa onde o plástico fundido é injetado, enquanto o núcleo é a parte móvel utilizada para moldar a peça final.

Os fabricantes utilizam normalmente aço ou alumínio de alta qualidade para criar moldes duradouros que podem suportar várias séries de produção. Para projectos de curto prazo, a impressão 3D pode ajudar a reduzir os custos de produção. Esta fase requer um elevado nível de competência e precisão, com testes e simulações rigorosos para garantir que o molde cumpre os requisitos específicos.
Conceber, fabricar e aprovar o molde é normalmente a parte mais demorada do processo de moldagem por injeção, e pode ser dispendioso. Alguns tipos comuns de ferramentas de molde são: moldes de cavidade única, moldes de cavidade múltipla, moldes de pilha, moldes de injeção 2K.

Seleção do material plástico
Antes de começar a moldar, é necessário escolher a resina plástica que funcionará melhor para a sua peça. Ao escolher, tem de pensar na forma como o material e o molde funcionarão em conjunto, porque algumas resinas não funcionam com determinados designs de molde.
É importante testar o material que escolheu com a sua ferramenta para se certificar de que o produto final terá as propriedades que pretende. Diferentes plásticos têm diferentes estruturas moleculares, o que lhes confere diferentes propriedades mecânicas e térmicas. Estas propriedades determinarão se um material funcionará no seu molde e para o seu produto.

Instalar a máquina
Um dos passos mais importantes no processo de moldagem é a instalação da máquina de moldagem por injeção. A instalação do molde requer uma atenção cuidadosa aos pormenores para garantir que o molde está corretamente alinhado e fixo à placa da máquina. Antes de instalar o molde, é importante verificar as especificações da máquina para se certificar de que esta pode suportar o tamanho e o peso do molde.
A placa da máquina deve estar limpa e sem detritos ou contaminantes que possam interferir com o processo de moldagem ou danificar o molde. Quando a máquina está pronta, o molde é cuidadosamente colocado na placa e alinhado com o bocal da máquina. O alinhamento correto é necessário para garantir que a resina plástica fundida flui uniformemente para a cavidade do molde, produzindo peças de alta qualidade com dimensões consistentes.

Depois de o ter colocado no lugar e aparafusado, fixado ou de outra forma fixado à placa da máquina, é necessário efetuar testes para se certificar de que está a funcionar corretamente. Testar significa passar um pouco de resina derretida pela máquina de moldagem para ver se há algum entupimento, vazamento ou outros problemas com os pellets.
A configuração de uma máquina de moldagem por injeção requer competência e conhecimentos. Se a configurar corretamente, obterá peças de alta qualidade que são sempre iguais e reduzirá o risco de danificar o molde ou a máquina.

Processo de moldagem por injeção de plástico
É um ciclo. Fecha-se o molde, aquece-se a resina plástica e introduz-se na máquina. Aplica-se a pressão correta na ferramenta e no parafuso, abre-se a porta e avança-se com o parafuso. Injecta-se o plástico derretido no molde, enchendo-o.
Quando o plástico fundido chega ao fim do cilindro, fecha-se a porta que controla a injeção do plástico. Move-se o parafuso para trás e aspira-se uma quantidade pré-determinada de plástico, criando pressão no parafuso para a injeção.
Ao mesmo tempo, a pressão de aperto ajuda a manter unidas as duas partes do molde. O equilíbrio entre a pressão de injeção e a pressão de aperto é fundamental para garantir que a peça é moldada corretamente e que não há fuga de plástico da ferramenta durante o processo de injeção.
Arrefecimento e solidificação
Assim que o molde é preenchido com plástico, incluindo os sprues, as corrediças, as comportas e outros componentes, é mantido a uma temperatura específica para permitir que o material solidifique uniformemente na forma da peça desejada. A manutenção da pressão de retenção durante este período ajuda a evitar o refluxo para o cilindro e reduz os efeitos de contração.

A pressão de retenção é importante para garantir que o plástico é embalado e moldado corretamente, de modo a obter uma boa peça. O tamanho e a complexidade da peça, o tipo de plástico que está a utilizar e alguns outros factores determinam o tempo de retenção.
O parafuso recua após a fase de retenção, libertando a pressão e deixando a peça recém-moldada arrefecer no molde. Durante esta fase, a peça permanece no molde e a temperatura do molde permanece a mesma para garantir que a peça arrefece uniformemente.
O tempo de arrefecimento é muito importante para garantir que a peça de plástico fica dura e mantém a forma que foi feita no molde. Se retirar a peça demasiado cedo, esta pode dobrar-se ou mudar de forma, o que provoca defeitos na moldagem por injeção.
Dependendo do tamanho e da dureza da peça, este tempo pode ser de alguns segundos a alguns minutos. A unidade de injeção injeta eficazmente o plástico fundido no molde para completar a moldagem e o arrefecimento do produto. É amplamente utilizada em várias indústrias para satisfazer diferentes necessidades de fabrico.

Ejeção de peças
Quando a peça de plástico arrefece, o molde abre-se e um pino ejetor ou uma placa ejectora empurra a peça acabada para fora da ferramenta. A peça moldada é colocada num cubículo ou num tapete rolante a aguardar o acabamento. O acabamento pode ser o polimento, a pintura ou a remoção de espuma. O polimento pode ajudar a suavizar superfícies ásperas ou imperfeições na peça, enquanto a pintura pode dar cor à peça.
Inspeção e controlo de qualidade
Depois de as peças estarem prontas, são verificadas para garantir que têm o tamanho e a forma corretos. Se não tiverem, podem ter de ser reparadas ou deitadas fora. Se tiverem o tamanho e a forma corretos, podem ser colocadas em caixas e enviadas para lojas e pessoas que as queiram comprar.
Quais são as vantagens da moldagem por injeção de plástico?
Óptima relação qualidade/preço
A moldagem por injeção é um processo barato que não desperdiça muito porque utiliza material que pode ser reciclado. O plástico é normalmente mais barato do que outros materiais como o metal e a borracha, pelo que as pessoas gostam de o utilizar para muitas coisas. Para além disso, é possível reciclar o plástico extra e utilizá-lo novamente mais tarde, o que permite poupar ainda mais dinheiro.

Uma vez ultrapassado o custo inicial de conceção e fabrico do molde, os custos de mão de obra são normalmente baixos. É um processo de elevada produtividade, pelo que se pode dizer que os moldes se pagam a si próprios ao longo do tempo. É por isso que é uma óptima maneira de fabricar peças de plástico de alta qualidade e de grande volume.
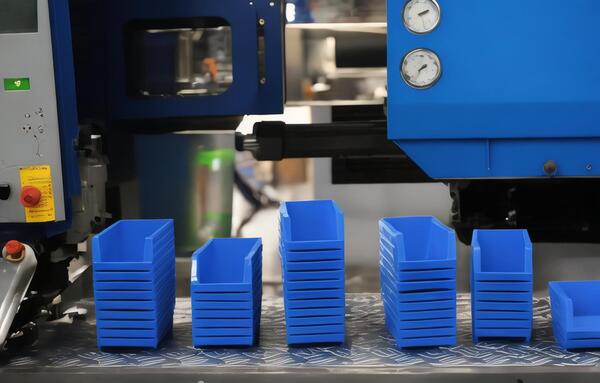
Elevada eficiência de produção
A moldagem de plástico é rápida e eficiente. É óptima para grandes trabalhos porque permite poupar dinheiro. Também é bom porque faz a mesma coisa vezes sem conta, pelo que não se desperdiça tanto.

Um único molde pode produzir centenas ou milhares de peças antes de precisar de ser substituído. Muitos moldes de alumínio duram até 10.000 ciclos, enquanto os moldes de aço podem durar mais de 100.000 ciclos. Isto assegura um processo repetível e de elevado rendimento que cumpre os requisitos estéticos e de tolerância. Não se esqueça de que as velocidades de produção dependem frequentemente do tamanho e da complexidade da peça moldada por injeção pretendida.
Elevada eficiência de produção
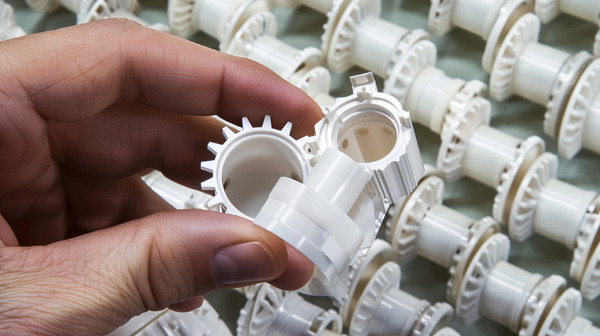
Alta velocidade moderna moldagem por injeção pode produzir consistentemente peças de plástico moldadas com precisão. O processo é ótimo para fabricar componentes com a mesma qualidade, com tolerâncias apertadas e dimensionalmente estáveis. Para aplicações que precisam de ser realmente precisas, como engrenagens e conectores, a moldagem por injeção de plástico é frequentemente a melhor opção. É possível obter tolerâncias tão elevadas como +/-0,0002".

Além disso, os fabricantes colocam frequentemente sistemas de controlo avançados nas máquinas de moldagem. Estes sistemas automatizados observam e alteram os parâmetros do processo em tempo real. Assim, as peças de plástico podem ser moldadas de acordo com especificações exactas.
Versatilidade de design
A moldagem por injeção é um processo que permite aos fabricantes produzir peças com formas complexas. Para garantir que as peças saem da forma pretendida, os fabricantes ajustam as definições da máquina. Alteram aspectos como a velocidade a que o plástico entra no molde, a temperatura a que está quente e a pressão que utilizam.

Além disso, os maquinistas podem utilizar software de simulação, automação e impressão 3D. Estas tecnologias ajudam a conceber e testar moldes, parâmetros de processo e peças moldadas. No entanto, a versatilidade do design da moldagem por injeção depende do material plástico, da complexidade da peça e do design do molde.
Vasta gama de materiais
Como referi anteriormente, a moldagem por injeção é compatível com uma vasta gama de materiais e cores. Oferecemos mais de 25.000 materiais de engenharia, incluindo termoplásticos, termoendurecíveis, silicones, resinas e muito mais. Estas opções permitem-lhe alcançar o equilíbrio perfeito entre as propriedades mecânicas, químicas e físicas dos seus materiais.

Pode facilmente combinar materiais para tornar o seu produto mais rígido, mais forte ou mais resistente ao impacto. Por exemplo, pode moldar materiais plásticos sobre um substrato metálico utilizando o design de sobremoldagem.
Quais são as desvantagens da moldagem por injeção?
Investimento inicial elevado
Cada peça moldada necessita do seu próprio molde. O fabrico destes moldes pode aumentar o custo inicial da moldagem por injeção. Também dificulta a produção económica de pequenas quantidades de peças. Os custos das ferramentas para peças simples e pequenas quantidades podem atingir $5.000. Por outro lado, os moldes para grandes séries de produção com peças complexas custam muito mais.

Flexibilidade limitada
Ao contrário da maquinagem CNC, em que as peças podem ser feitas a partir de ficheiros de design de computador que podem ser alterados em qualquer altura pelos engenheiros de software, fazer grandes alterações aos moldes de plástico depois de estes terem sido maquinados pode ser complicado. Existem duas formas principais de alterar um molde de plástico.

Uma forma é aumentar a cavidade do molde cortando partes do molde de metal. Isto pode adicionar plástico à peça. Retirar o plástico da peça pode ser mais difícil. Por vezes, é possível soldar metal na cavidade, mas nem sempre. Por isso, pode ser necessário fazer um novo tipo de cavidade ou um molde totalmente novo.
Prazo de entrega longo
A maquinagem CNC pode fornecer-lhe peças em 5 a 10 dias, enquanto a impressão 3D industrial demora normalmente 3 a 5 dias. Os processos de moldagem, por outro lado, demoram mais tempo. São necessárias 5 a 7 semanas para fabricar a ferramenta e mais 2 a 4 semanas para produzir e enviar.

Os bons moldes de plástico duram muito tempo e têm corrediças sofisticadas e sistemas de arrefecimento a água para que o plástico flua e arrefeça mais rapidamente. Uma vez que os moldes são tão complicados de conceber, prototipar, testar e maquinar, pode demorar meses a fazê-los, o que é muito tempo em comparação com outras formas de produzir plástico.
Mas uma vez feito o planeamento e a maquinação, um molde pode produzir milhões de peças durante a sua vida útil. A capacidade de fabricar peças em grandes quantidades compensa muitas vezes o tempo e o dinheiro investidos no processo inicial.

Resíduos de materiais
Há algumas coisas que podem causar desperdício no processo de moldagem por injeção. Uma delas é a conceção do molde. Se o molde não for concebido ou construído corretamente, pode fazer com que as peças sejam enchidas incorretamente, embaladas incorretamente ou arrefecidas incorretamente. Todos estes factores podem causar desperdício.
Sobrembalagem: Quando se coloca demasiado plástico no molde, é necessário cortar o plástico extra. Isso significa que se está a produzir mais resíduos.

Resíduos de portões e de corrediças: Os canais por onde passa o plástico são maiores do que a peça que está a ser fabricada. Quando os corta, está a fazer desperdício.
Manuseamento de materiais: Se não manusear corretamente os granulados de plástico em bruto, pode estragá-los e eles não funcionarão.
Questões ambientais
Tal como qualquer outro processo industrial, a moldagem por injeção tem alguns problemas ambientais. As máquinas de moldagem utilizam muita energia para aquecer e arrefecer o material, fazer funcionar a maquinaria e alimentar o equipamento auxiliar. Toda esta utilização de energia contribui para a poluição do ar através de emissões gasosas. Os resíduos gerados pelo processo também podem acabar em aterros, causando poluição ambiental.

Quais são as principais utilizações das peças moldadas por injeção?
A moldagem por injeção é uma forma muito fixe de fazer todo o tipo de coisas. Pode fazer coisas como torradeiras, peças de automóveis e até dispositivos médicos. É uma forma muito importante de fazer coisas.

Indústria automóvel
As peças de plástico tornam os automóveis mais aerodinâmicos. São utilizadas em todo o automóvel. A moldagem por injeção é a melhor forma de fabricar peças para automóveis. Produz peças que são fortes mas leves. Isso poupa combustível e reduz a poluição. As peças não mudam muito de forma. Não são danificadas pelas condições climatéricas ou pela fricção.

Alguns exemplos de peças moldadas por injeção em automóveis são painéis de instrumentos, para-choques e pequenas peças como suportes de espelhos, suportes de copos e muitas outras peças que se vêem nos automóveis.
Indústria de embalagens
A indústria de embalagens utiliza componentes que são eficazes no desenvolvimento de designs de embalagens criativos que apelam aos clientes. Para além de uma aparência e estética atractivas, os produtos também têm de cumprir normas rigorosas de segurança e higiene. A moldagem por injeção pode melhorar a qualidade geral do produto sem causar problemas de maior.

Indústria médica
Os componentes médicos requerem frequentemente peças de plástico personalizadas que ofereçam propriedades mecânicas excepcionais e dimensões precisas. A indústria médica é conhecida pelos seus elevados padrões e compromisso com a sustentabilidade.
O fabrico de peças de plástico para fins médicos é um processo altamente regulamentado. Para além de serem duradouras, as peças médicas têm de ser fabricadas com materiais que resistam a temperaturas elevadas e que tenham a composição química correta.

A moldagem por injeção é uma óptima escolha porque é super durável, flexível, forte e fácil de modificar. Estas são todas as coisas de que precisa se estiver a fazer coisas para a indústria da saúde. Coisas como dentaduras, equipamento cirúrgico, material que se utiliza para se preparar para uma cirurgia e coisas como suportes para ossos partidos são todos feitos utilizando a moldagem por injeção de plástico.
Indústria de bens de consumo
A indústria de fabrico de artigos para o lar depende fortemente das técnicas de moldagem de plástico. A principal vantagem deste método para os bens de consumo é a capacidade de dar o acabamento e o aspeto que se pretende.

As peças fabricadas com esta tecnologia são fortes e de alta qualidade. Desde que os produtos de plástico se tornaram populares, os artigos para o lar têm utilizado este processo, mostrando a quantidade de coisas que ele pode fazer. As coisas que as pessoas compram e que são feitas desta forma incluem suportes para janelas, suportes para talheres, pegas, prateleiras e muito mais.
Indústria aeroespacial
A indústria aeroespacial tem regulamentos rigorosos em matéria de resistência e precisão estrutural. A moldagem por injeção de plástico é utilizada para fabricar componentes aerodinâmicos para a maioria dos aviões actuais. A indústria aeroespacial está a mudar o paradigma para adotar este método de fabrico de peças.

Muitos produtos da indústria, desde peças pequenas a componentes complexos, utilizam a moldagem por injeção. Exemplos de tais peças são as pás e carcaças de turbinas, painéis, componentes de chassis, painéis, caixas, etc.
Conclusão
Moldagem por injeção de plástico é uma boa maneira de fazer peças de plástico. É rápido e pode produzir muitas peças de uma só vez. Também é barato. A moldagem por injeção é utilizada para fazer muitas coisas. É boa porque produz peças que são sempre iguais.
É utilizada para fabricar peças de automóveis, objectos para a casa, material médico, objectos que utilizamos todos os dias e objectos que contêm outras coisas. As pessoas estão sempre a melhorar a moldagem por injeção. Estão sempre a fazer coisas novas com ela.






