 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: Molde de injeção é uma ferramenta para fazer produtos de plástico. Funciona aquecendo o plástico, derretendo-o e depois injetando-o num molde com uma máquina. O plástico arrefece e endurece, e depois tem-se uma peça de plástico.

A maioria dos produtos com reentrâncias no molde de injeção pode usar elevadores para remover as reentrâncias. O objetivo é semelhante ao do mecanismo de corrediça porque a direção de desmoldagem do produto moldado por injeção é que a máquina de moldagem por injeção empurra o produto para fora da placa de empurrão, e há apenas uma direção de desmoldagem.
Quando o produto tem saliências, orifícios e ranhuras, formará rebaixos (posições de botão) se for inconsistente com a direção de desmoldagem. É necessário adicionar um mecanismo para desmoldar noutras direcções para remover os rebaixos.

Quando se pensa no custo, na dificuldade de fabrico e no bom funcionamento, se for possível utilizar um elevador ou uma corrediça, utilize um elevador para os cortes inferiores interiores e uma corrediça para os cortes inferiores exteriores. Os elevadores são bons porque são simples, fáceis de fazer, baratos e não ocupam muito espaço.

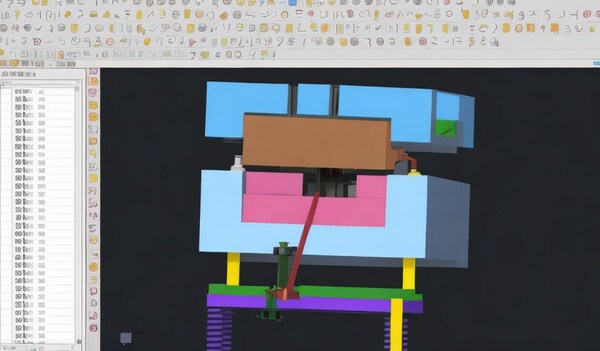
Em alguns moldes, como o molde da tampa do computador portátil, que tem muitos pequenos ejectores inclinados, é muito prático e pode simplificar o mecanismo de ejeção do molde traseiro quando o tamanho do ejetor inclinado é relativamente pequeno ou o espaço para o movimento do ejetor inclinado não é suficiente. Este artigo explica o que é o ejetor inclinado na moldagem por injeção.
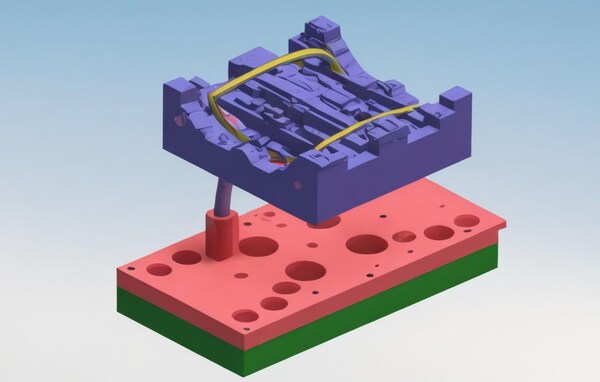
Quais são os componentes da estrutura do ejetor inclinado?
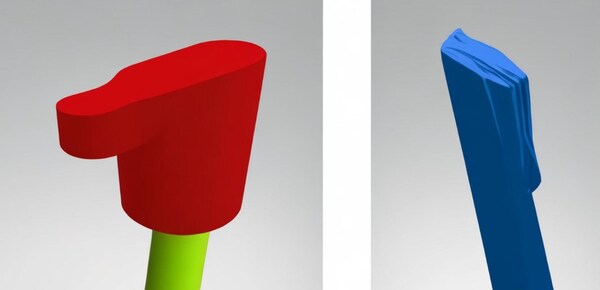
Cabeça de ejeção inclinada
É principalmente a parte do molde. A parte inferior da superfície da posição do corte inferior é normalmente feita numa superfície reta para facilitar o processamento e a correspondência com o molde. As outras três superfícies serão inclinadas para facilitar a correspondência com a cola de selagem. A superfície superior da cabeça do ejetor inclinado é normalmente rebaixada em 0,05~0,1mm abaixo da superfície de posição da cola para evitar que o ejetor inclinado raspe a cola durante a ejeção.
Haste de ejeção inclinada
Liga principalmente o assento do ejetor inclinado e a cabeça do ejetor inclinado e tem de suportar a força de ejeção durante a ejeção inclinada.
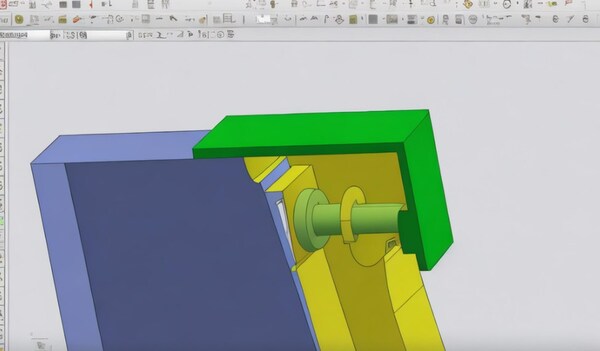
Bloco guia
Ao processar o molde, o modelo móvel será tratado para evitar o ar (reduzir a fricção) para reduzir a distorção e a deformação, e é adicionado um bloco de guia para facilitar o posicionamento e o ajuste com precisão.

Manga de guia (liga de cobre + grafite)
Existem duas mangas de guia para lubrificação e orientação no elevador combinado. A haste do elevador desgasta-se após um movimento prolongado. A adição de mangas de guia pode reduzir o desgaste e facilitar a manutenção e substituição quando há um problema com a precisão.

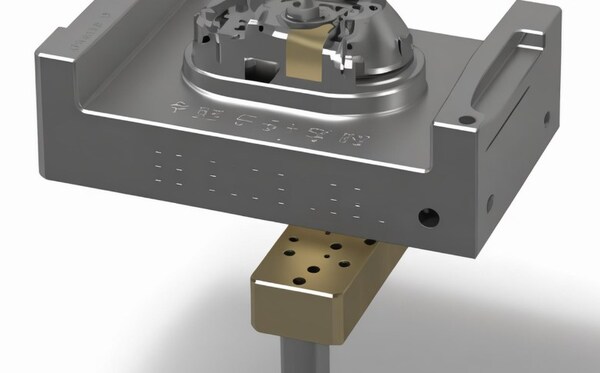
Assento de elevação
No elevador integral, os métodos de orientação incluem normalmente a guia de ranhura em "T" e a guia de pinos. A guia de pinos é a mais utilizada, sendo fácil de processar e instalar. O preço da guia de ranhura em "T" é ligeiramente superior e é necessária uma base em "T" em separado. O processamento e a correspondência também são mais complicados do que o tipo de pino.

Quais são os materiais aplicáveis para o Levantador de Injeção?
Material de aço Cr12Mov
O Cr12Mov é um aço de liga de alta qualidade e alto teor de carbono, com dureza e resistência muito elevadas, capaz de suportar altas temperaturas e utilização a longo prazo. Tem uma excelente resistência à corrosão, elevada resistência ao impacto, bom desempenho de processamento, boa resistência ao desgaste, etc. Os elevadores Cr12Mov são normalmente adequados para o fabrico de moldes de grandes dimensões, uma vez que estes moldes têm de suportar uma enorme pressão.

45# Material de aço
45# O aço 45# é um aço de baixo carbono que é amplamente utilizado na produção de moldes de injeção de pequena e média dimensão. Tem boa maquinabilidade e tenacidade, e é relativamente barato. No entanto, a dureza deste material é baixa, e só é adequado para alguns moldes mais pequenos que não precisam de suportar alta pressão.

SKD11 Material de aço
O aço SKD11 é um aço ferramenta para trabalho a frio que é amplamente utilizado na fabricação de moldes de injeção devido à sua resistência e durabilidade. Tem boa dureza, excelente resistência à corrosão e boa usinabilidade. Pode suportar alta temperatura e alta pressão sem deformação, o que é muito adequado para a produção de grandes produtos moldados por injeção.

Material de aço H13
O aço H13 é um dos melhores aços para moldes. Tem uma elevada estabilidade térmica, boa dureza e tenacidade, grande resistência ao desgaste e ao calor, etc. O aço H13 é utilizado em muitos tipos de moldes de plástico porque é muito bom, especialmente para fazer moldes que duram muito tempo e são muito utilizados.
Material de aço S136
O aço S136 é um aço inoxidável de alta qualidade. Tem alta resistência, boa resistência ao desgaste, alta precisão e forte resistência à corrosão. O aço S136 é normalmente utilizado para fabricar peças de alta precisão em produtos moldados por injeção, tais como equipamento eletrónico, equipamento médico e peças mecânicas.

Quais são as Ideias de Considerações na Conceção de Elevadores?
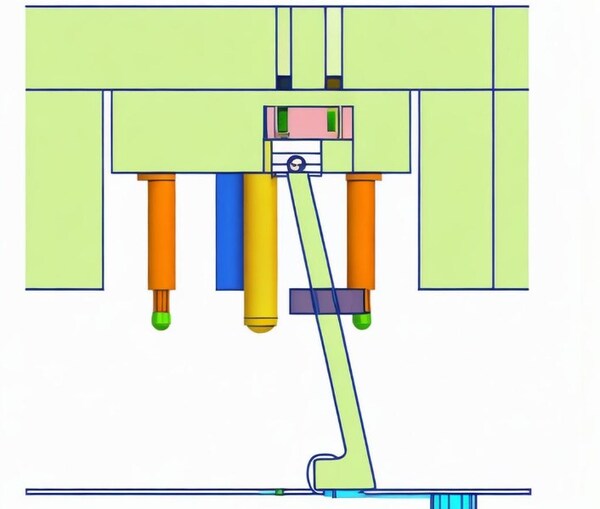
O ejetor inclinado é um tipo de sistema de ejeção. Quando há um rebaixo na peça, não é conveniente fazer a posição, mas é conveniente fazer o ejetor inclinado, o ejetor inclinado deve ser usado para ejeção.

Outra situação é a mostrada em , quando um osso profundo e comprido é ejectado por um ejetor reto, o osso cola-se facilmente ao ejetor reto e não é fácil retirar a peça, pelo que o ejetor inclinado deve ser utilizado para a ejeção.

O ejetor inclinado divide-se em ejetor inclinado do molde posterior e ejetor inclinado do molde anterior. O ejetor inclinado não pode ser utilizado para o mesmo material que o núcleo. Deve ser mais duro por um nível. O ejetor inclinado mais pequeno utiliza FDAC ,

Ideias de design para elevadores de moldagem por injeção
Primeiro, calcular o curso de disparo do ejetor inclinado. Depois, calcular a inclinação do ejetor inclinado com base no curso de ejeção. Em seguida, determine a posição de vedação do ejetor inclinado na direção lateral. É preferível ter uma posição de vedação horizontal, mas a vedação vertical também pode ser utilizada.

Se for utilizada a selagem vertical, tenha em atenção que a posição da cola da fivela do produto pode deformar-se lateralmente com o ejetor inclinado. Se houver demasiado espaço para o ejetor inclinado se mover lateralmente, a posição da cola da fivela do produto pode deformar-se lateralmente. Se o tempo for limitado, pode ser utilizada a selagem vertical.

Em seguida, fazer a posição de referência de processamento do topo inclinado, e a posição de referência de processamento é baseada na direção da posição da cola para sair; a partir da posição de referência de processamento, fazer a superfície inclinada do topo inclinado para baixo para ajustar a espessura do topo inclinado na direção do movimento lateral.

Se o comprimento total do tampo inclinado for inferior a 100 mm, é garantido que a espessura do tampo inclinado é de, pelo menos, 6 mm. Se o comprimento total for superior a 100 mm, a espessura do tampo inclinado deve ser de, pelo menos, 8 mm. Se esta espessura não puder ser alcançada, encurtar o comprimento total do tampo inclinado.
Cole os dois lados do topo inclinado. A força e a posição do tampo inclinado determinarão a quantidade de cola a utilizar.

Se a resistência não for suficiente, utilize mais cola. Certifique-se apenas de que a cola cobre os lados do topo inclinado. Faça um orifício no modelo para a passagem do tampo inclinado e faça um bloco para o tampo inclinado. Desenhe o assento para o tampo inclinado e tente evitar cantos afiados.

Quais são as precauções a ter com a estrutura de topo inclinada?
A distância de ejeção da parte superior inclinada não será demasiado elevada
Normalmente, a distância de ejeção do topo inclinado não será demasiado elevada, o que é fácil de partir. A distância de ejeção da parte superior inclinada do molde que pode alcançar uma produção totalmente automatizada é maior do que a da parte superior inclinada da recolha semi-automática para evitar uma força desigual quando o robô recolhe o produto e não consegue retirar o produto.

Distância de ejeção totalmente automática = distância do produto (H) + valor de segurança (K) 5,00~10,00mm; distância de ejeção de produção semi-automática = altura do produto (H) X (2/3) .
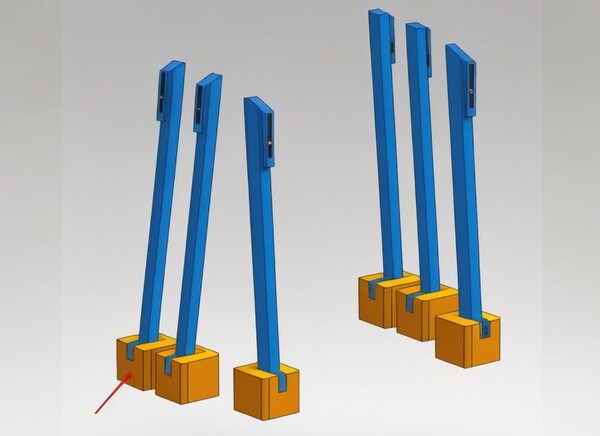
A gama de ângulos da parte superior inclinada é de 3°~15°
A gama de ângulos do topo inclinado é de 3°~15°, e o melhor é de 3°~8°. Quando o ângulo do topo inclinado é superior a 12°, para além de considerar a resistência, a haste do topo inclinado também precisa de ser equipada com uma haste auxiliar para evitar que o topo inclinado se deforme e parta devido ao binário excessivo durante a produção.

O fenómeno de aderência do produto ao topo inclinado é mais provável de ocorrer na produção. O método habitual consiste em aumentar a inclinação de desmoldagem do produto. Ao projetar, deve evitar-se que o topo inclinado tenha demasiadas nervuras.
O ejetor inclinado não deve ser demasiado fino
Não fazer o ejetor inclinado demasiado fino. A espessura mínima (diâmetro) do ejetor inclinado em produtos pequenos é de 3,00 mm. Para produtos com mais de 500,00 mm, a espessura mínima (diâmetro) do ejetor inclinado não deve ser inferior a 25,00 mm para evitar que o ejetor inclinado se deforme e parta devido a um binário excessivo durante a produção.

O ejetor inclinado faz parte do sistema de ejeção, que é o mesmo que utilizar um pino ejetor para ejetar a peça. Não é necessário colocar um pino ejetor no mesmo local que o ejetor inclinado para evitar a interferência entre o ejetor inclinado e o pino ejetor. É necessário simular para ver se há interferência entre o ejetor inclinado e o pino ejetor.
Qual é o papel do molde da estrutura dos elevadores de moldagem por injeção?
Existem várias razões pelas quais o indústria de moldagem por injeção de plástico precisa de um molde com uma estrutura de ejetor inclinada. Eis os principais:

Melhorar o desempenho de extrusão do molde
No processo de fabrico do molde, adicionamos normalmente um ejetor inclinado a um dos lados do molde para ajudar o fluxo e a exaustão do material. O ejetor inclinado pode reduzir a resistência do fluxo de material e fazer com que o material flua mais suavemente. Isto pode melhorar a velocidade de extrusão e a eficiência do molde.

Otimizar o desempenho de enchimento do molde
Quando se faz moldagem por injeção, pretende-se que o material preencha todo o molde e entre em todos os pequenos recantos. O design angular da parte superior ajuda quando as farpas das peças de plástico não querem sair facilmente do molde,

Assim, o enchimento do molde é melhor. O princípio do movimento também consiste em transformar o movimento vertical da abertura e fecho do molde em movimento horizontal, de modo a completar a tração lateral do núcleo.
Melhorar a qualidade do produto
No molde de injeção, a posição e o ângulo do topo inclinado estão intimamente relacionados com a qualidade da aparência do produto moldado por injeção. Uma definição razoável da posição e do ângulo do topo inclinado pode fazer com que o molde feche bem, reduzir significativamente as bolhas no interior do produto moldado por injeção e melhorar a qualidade do aspeto e o acabamento da superfície do produto moldado por injeção.

A estrutura superior inclinada pode fazer com que o material preencha o molde mais suavemente, evitar interferências com o interior do produto e melhorar a qualidade e a precisão do produto.

Melhorar a eficiência da produção
O molde de estrutura de desenho inclinado pode fazer com que a haste do núcleo deslize através do controlo da inclinação durante o processo de moldagem por injeção, encurtar o tempo de moldagem do produto e o ciclo de produção, e melhorar a eficiência da produção.

Melhorar a precisão do produto
A haste central do molde de estrutura de desenho inclinado pode permanecer estável durante o processo de deslizamento, evitando a interferência com o interior do produto e melhorando a precisão e a qualidade do produto.
Evitar o encravamento do molde durante a abertura e o fecho
Quando o molde abre e fecha, por vezes o espaço entre os moldes torna-se mais pequeno ou desaparece por qualquer razão, causando um grave encravamento. É nesta altura que o topo inclinado se torna útil. A estrutura inclinada e o dispositivo flutuante do topo inclinado tornam o molde mais suave durante o processo de abertura e fecho, o que ajuda a resolver o problema de encravamento do molde.

Prolongar a vida útil do molde
Quando se utiliza o molde de injeção, o plano do molde não é retificado em toda a superfície, havendo mesmo desgaste local, o que pode facilmente reduzir o espaço entre os modelos e aumentar a probabilidade de encravamento.

O design do topo inclinado pode aliviar eficazmente o problema do espaço entre os moldes e, ao mesmo tempo, pode também minimizar a força de impacto entre os modelos e prolongar a vida útil do molde.
Reduzir o stress residual
A conceção do molde de estrutura de tração oblíqua pode reduzir a geração de tensão residual durante o processo de processo de moldagem por injeçãoo que é bom para melhorar a precisão dimensional e a estabilidade do produto.

Reduzir os custos de produção
A conceção do molde de estrutura de desenho oblíquo pode reduzir a dificuldade e o custo de fabrico do molde, e pode também reduzir o custo de manutenção e a taxa de refugo durante o processo de produção, reduzindo assim o custo global de produção.

Melhorar a competitividade do mercado
A utilização de moldes com estrutura de ejetor inclinado pode produzir produtos de maior qualidade, melhorar o valor acrescentado e a competitividade dos produtos no mercado e ajudar as empresas a ganhar mais quota de mercado na feroz concorrência do mercado.
Conclusão
No projeto do molde de injeção de plástico, a fim de lidar com a cavidade complexa do molde 、 projeto de molde complexo e melhorar a eficiência de injeção do molde, geralmente é necessário projetar um mecanismo de ejeção de molde mais simples.

Especialmente sob alta pressão de injeção, a aplicação racional de mecanismos ejectores de movimento vertical e horizontal (tais como pinos ejectores) e elevadores de moldes pode efetivamente aumentar o efeito da moldagem por injeção de plástico melhorada.

O design da placa ejectora e o design do elevador do molde de injeção ajudam a garantir uma desmoldagem suave dos produtos, optimizando assim o processo de produção global.

O ejetor inclinado é um componente chave no processo de injeção. É utilizado para lidar com os cortes inferiores no produto para garantir uma desmoldagem suave.

O ejetor inclinado tem uma estrutura simples e de baixo custo. Pode ser fabricado em vários aços, como o Cr12Mov, o aço 45# e o SKD11, e é adequado para moldes de diferentes tamanhos e necessidades.

A conceção do ejetor inclinado envolve o ângulo do ejetor inclinado, a distância de ejeção e a seleção de materiais. Deve ser dada atenção à resistência estrutural e ao espaço de movimento.

Ao otimizar o design do ejetor inclinado, o desempenho do enchimento, a eficiência da produção e a qualidade do produto do molde podem ser melhorados, a vida útil do molde pode ser prolongada e o custo de produção pode ser reduzido.

Em suma, a aplicação razoável do ejetor inclinado não só optimiza o processo de produção, como também aumenta a competitividade do mercado e garante a precisão e a fiabilidade do produto final.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






