 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução
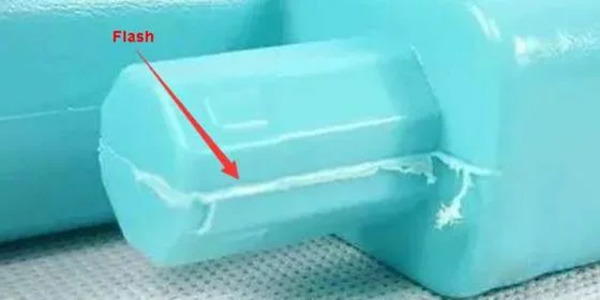
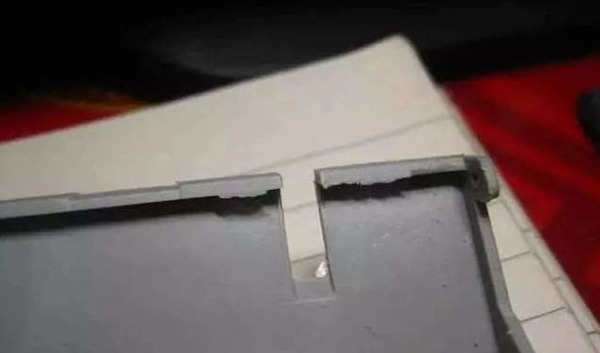
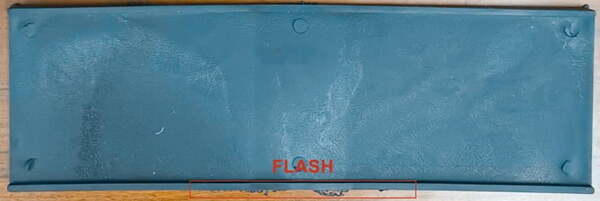
O flash é um dos defeitos mais comuns na moldagem por injeção. Trata-se de uma fina camada de plástico na linha de separação ou em qualquer outra parte onde duas superfícies diferentes do molde se encontram e formam um limite. Estas áreas produzem diferenças na expansão e noutros parâmetros, o que pode contribuir para uma maior probabilidade de flash.

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
Para resolver os problemas de moldagem por injeção de plástico, é necessário primeiro identificá-los e depois resolvê-los eficazmente através de uma abordagem orientada. Isto garantirá os resultados mais rápidos e ajudará a apontar na direção certa para otimizar o processo de moldagem por injeção e eliminar todos os defeitos.

O que é o Flash na Moldagem por Injeção?
O flash é um defeito que ocorre quando uma peça tem plástico extra na linha de separação, no limite ou em qualquer outro local onde diferentes formas e áreas do molde se encontram. Na maioria das vezes, o flash na moldagem de plástico encontra-se na linha de separação. Mas também pode ocorrer noutros locais. Independentemente de onde se encontre, a causa e o efeito são os mesmos.
O flash nas peças moldadas é comum na indústria atual e a maioria dos fabricantes de moldagem por injeção de plástico reduzi-lo-á significativamente, mas não o eliminará completamente. A principal razão é o custo total da moldagem por injeção. Os moldes sem flash são muito caros, mas a maioria das empresas encontra uma solução de compromisso entre custo, qualidade e estética.
Principais Causas de Flash de Moldagem por Injeção
Os flashes na moldagem por injeção podem ocorrer por uma variedade de razões. Por vezes, pode haver mais do que uma causa para o problema. Pode haver um desencontro de linhas de partição ou um fluxo deficiente, mas o resultado é o mesmo - defeitos de flash em peças moldadas por injeção.

Um aspeto a ter em conta sobre o problema do flash na moldagem por injeção é que não se limita a uma instância ou subprocesso. O flash tem várias causas e pode ocorrer por uma variedade de razões, desde problemas durante a fase de injeção a defeitos nos dispositivos de fixação, ou outras razões como a viscosidade, a pressão ou a velocidade.
Aqui estão as causas mais comuns de flashes de moldagem de plástico e quando ocorrem.
Flash do molde durante a fase de injeção
Incompatibilidade da linha de separação
Uma das maiores causas da incompatibilidade da linha de partição é a presença de contaminantes ambientais, como poeira e detritos, que mantêm o molde aberto. Como resultado, o excesso de material vaza e causa defeitos de flash. Para além disso, os defeitos no molde também podem causar este problema.

Estes defeitos propagam-se principalmente ao longo do tempo devido à utilização. Mesmo que tenha um molde perfeito e se certifique de que não existem contaminantes, pode ocorrer flash quando lida com uma pressão de aperto incorrecta ou com formas realmente complexas. As cavidades e outras caraterísticas complexas aumentam a pressão global sobre o molde e provocam fugas e defeitos em determinadas áreas.
Ventilação incorrecta
A moldagem por injeção é um processo complexo. É necessário ter em atenção a temperatura, a pressão, as bolsas de ar e outros factores. Por exemplo, as bolhas de ar aprisionadas são um grande problema em qualquer projeto de moldagem por injeção. Elas prejudicam a resistência da peça.

Além disso, as peças moldadas por injeção têm um intervalo de temperatura específico para uma boa moldagem. As aberturas de ventilação são o que faz com que todas estas coisas funcionem corretamente. Se alguma destas coisas correr mal, pode haver muitos problemas, e não apenas flashes.
Flash de molde durante a embalagem ou armazenamento
Baixa pressão de aperto
O flash pode ocorrer tanto durante a fase de embalagem como durante a fase de retenção. A fase de enchimento é responsável pelo encolhimento do material durante o arrefecimento. A melhor forma de lidar com isto é adicionar material extra enquanto a fase de retenção mantém todo o sistema em equilíbrio de pressão até arrefecer.

Em ambos os casos, a pressão de aperto tem de ser correta. Se a força de aperto for incorrecta, pode danificar a linha de separação e fazer com que o líquido de entrada flua para fora e provoque o flash.
Problemas com o casquilho do sprue
Os casquilhos de jitos são a parte do molde que transfere o plástico fundido para a cavidade. Com o tempo, podem perder o suporte para manter a força da pressão de injeção e deteriorar a sua função. Neste caso, as suas peças moldadas por injeção terão defeitos, o mais comum dos quais é o flash.
Flash do molde de injeção durante o processo
Para além da fase do processo, há também factores que podem causar moldagem por injeção flash devido às caraterísticas do processo e do fluxo. A quantidade de flash que a sua peça de plástico terá devido às caraterísticas do processo depende das seguintes caraterísticas do processo.
Viscosidade
A viscosidade é a propriedade de qualquer fluxo de líquido e está no centro do processo de moldagem por injeção. Uma viscosidade mais baixa significa que o líquido derretido fluirá facilmente para fora da forma do molde e produzirá deformação sob a forma de flash. Normalmente, esta viscosidade é uma função da temperatura, das propriedades do material, da pressão e da velocidade.
Temperatura do tambor e do bocal
A pressão não é a única coisa que torna o seu plástico mais espesso e causa flashes nas suas peças. A temperatura do cano e do bocal também tem um grande efeito. Quando se aquece o plástico, este torna-se mais fino e mais suscetível de apresentar fugas. É por isso que se obtém mais flash quando se aquece mais a máquina de moldagem por injeção.
Enchimento excessivo
Qualquer configuração de moldagem por injeção terá limitações baseadas no tamanho e na geometria. Se o plástico fundido for enchido em excesso, a pressão de injeção excederá naturalmente a pressão de aperto e provocará uma fuga. Isto aumenta a possibilidade de flash e outros defeitos. No entanto, deve ter cuidado ao ajustar as definições de alimentação, porque o arrefecimento encolhe o plástico e não quer uma peça incompleta devido a um enchimento insuficiente na moldagem por injeção.

Alta pressão
A pressão é uma das caraterísticas mais comuns do processo que pode aumentar a probabilidade de flash. A física básica mostra que a pressão elevada conduz a temperaturas e caraterísticas de fluxo mais elevadas num ambiente fechado. O aumento da pressão e o consequente aumento da viscosidade podem levar a múltiplos defeitos, incluindo a inflamação.
Embalagem excessiva
O desenho é complexo e o molde tem caminhos intrincados. Este facto pode causar flashes nas peças moldadas por injeção. Numa área estreita, uma pequena quantidade de líquido fundido pode solidificar e bloquear o fluxo. Isto cria pressão no molde. Terá mais do que flash. Terá deformações, densidade irregular e outros problemas relacionados.

Causas de Flash em Produtos Moldados por Injeção
Temperatura do material demasiado elevada
O derretimento a alta temperatura tem baixa viscosidade de derretimento, boa fluidez e pode fluir para as menores lacunas no molde para produzir flash. Portanto, após o aparecimento do flash, é necessário reduzir adequadamente a temperatura do barril, do bico e do molde para encurtar o ciclo de injeção.
Para materiais fundidos de baixa viscosidade, como a poliamida, é difícil resolver o defeito de flash simplesmente alterando as condições de moldagem. Enquanto se reduz adequadamente a temperatura do material, o molde deve ser processado com precisão e reparado tanto quanto possível para reduzir a folga do molde.

Força de aperto insuficiente
Se a pressão de injeção for maior do que a força de aperto, a superfície de separação do molde não está bem ajustada, o que é propenso a flash. Neste sentido, deve ser verificado se a pressão de injeção é excessiva e se o produto da área projectada da peça de plástico e a pressão de moldagem excede a força de aperto do equipamento.
A pressão de moldagem é a pressão média no molde, que é calculada como 40mpa em circunstâncias normais. Quando se produzem peças de plástico em forma de caixa, o valor da pressão de moldagem do polietileno, polipropileno, poliestireno e ABS é de cerca de 30mpa; quando se fazem peças de plástico com formas profundas, a pressão de moldagem é de cerca de 36MPa; quando se fazem pequenas peças de plástico com um volume inferior a 10cm3, a pressão de moldagem é de cerca de 60MPa.

Se calcular que a força de aperto é inferior ao produto da área projectada da peça de plástico e da pressão de moldagem, isso significa que a força de aperto não é suficiente ou que a pressão de posicionamento da injeção é demasiado elevada. Pode também encurtar o tempo de pressão de retenção, encurtar o curso de injeção, ou reduzir o número de cavidades e utilizar uma máquina de moldagem por injeção de grande força de aperto.
Defeitos de bolor
Se a distribuição da cavidade do molde não for equilibrada ou se o paralelismo não for suficiente, isso causará uma força desequilibrada, um flash local e insatisfação local. O canal deve ser colocado no centro de simetria da massa, tanto quanto possível, sem afetar a integridade da peça. Os defeitos do molde são a principal causa de fulgor.

Quando há mais flash, o molde deve ser cuidadosamente verificado. A superfície de partição deve ser verificada novamente para alinhar o molde móvel com o molde fixo, e a superfície de partição deve ser verificada para ver se se encaixa firmemente, e se a folga de desgaste das partes deslizantes da cavidade e do núcleo está fora da tolerância.
Se os modelos são paralelos, se existem deformações de flexão, se a distância de abertura do modelo é ajustada para a posição correta de acordo com a espessura do molde, se a superfície do pino guia está danificada, se a haste de tração está deformada de forma desigual, e se a ranhura de escape é demasiado grande ou demasiado profunda. De acordo com os resultados da inspeção passo a passo acima, os erros podem ser eliminados por processamento mecânico.

Controlo inadequado das condições do processo
Se a velocidade de injeção for demasiado rápida, o tempo de injeção for demasiado longo, a pressão de injeção for distribuída de forma desigual na cavidade do molde, a taxa de enchimento for desigual, a quantidade de alimentação for demasiado elevada e o lubrificante for utilizado em excesso, isso causará flashes. Devem ser tomadas medidas adequadas de acordo com a situação específica durante o funcionamento.
É importante notar que, para eliminar o defeito de flash, é necessário começar por eliminar o defeito do molde. Se as condições de moldagem ou a fórmula da matéria-prima forem alteradas devido ao flash, isso tem frequentemente um efeito adverso noutros aspectos e é fácil de causar outras falhas de moldagem.
Matérias-primas
O flash pode ocorrer quando a viscosidade do plástico é demasiado alta ou demasiado baixa. Para plásticos com baixa viscosidade, como o nylon, o polietileno e o polipropileno, aumente a força de aperto; os plásticos com forte absorção de água ou sensibilidade à água reduzem muito a viscosidade do fluxo a altas temperaturas, aumentando a possibilidade de flash, pelo que estes plásticos devem ser bem secos.
Os plásticos com demasiado material reciclado também terão uma viscosidade mais baixa, pelo que os componentes de retenção devem ser complementados, se necessário. Se a viscosidade do plástico for demasiado elevada, a resistência ao fluxo aumentará e será gerada uma grande contrapressão para aumentar a pressão da cavidade, resultando numa força de aperto insuficiente e em flash. Quando o tamanho das partículas da matéria-prima plástica é desigual, a quantidade de material adicionado varia e a peça pode não estar cheia ou não estar a piscar.
Soluções para moldagem por injeção Flash
Não há dúvida de que o flash é um grande problema. Pode causar todo o tipo de problemas funcionais e estéticos. Mas é possível eliminar o flash da moldagem por injeção.
Aqui estão as 6 melhores formas de controlar o flash nas suas peças moldadas.
Conceção para a capacidade de fabrico
A melhor maneira de garantir que as suas peças moldadas por injeção não têm flash é desenhar para a capacidade de fabrico. Isso significa certificar-se de que tem a forma mais simples e eficaz de fazer o que quer fazer, e não a mais complexa.

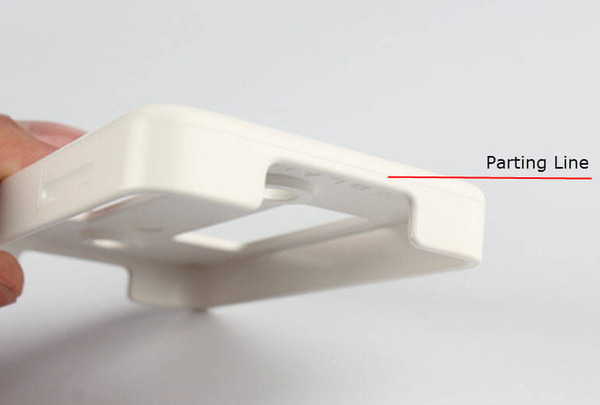
Para compreender isto do ponto de vista do processo de moldagem por injeção, pense na linha de separação. Os especialistas neste domínio dizem que a linha de separação deve ser colocada no bordo e não na superfície. Isto tem vantagens estéticas e funcionais. Não se verá a linha de separação no bordo. Além disso, o design reduzirá a possibilidade de flash, uma vez que a costura compensará qualquer desfasamento da linha de partição.
Atualmente, a utilização da análise DFM é imprescindível para qualquer projeto industrial de moldagem por injeção. Existem ferramentas de software especiais que podem simular os resultados e mostrar-lhe as caraterísticas do fluxo e prever problemas comuns na moldagem por injeção, tais como empenos, flash e fluxo de calor. Por exemplo, na Zetar Mold, pode carregar os seus ficheiros de design de peças para uma plataforma de fabrico online e, em seguida, obter uma análise DFM da peça gratuitamente. Todas as informações e carregamentos são seguros e confidenciais.
Diminuir a velocidade de injeção
Outra excelente forma de reduzir o flash na moldagem por injeção é controlar as variáveis do processo. A taxa de injeção tem um impacto direto na viscosidade, pressão e temperatura que podem causar o flash. Esta é frequentemente a primeira coisa que muitos especialistas fazem quando lidam com o flash, uma vez que a maioria das variáveis do processo está relacionada com a taxa de injeção.

Especificação de um molde sem flash
A melhor forma de eliminar o flash em peças moldadas por injeção é utilizar um molde sem flash. É a melhor maneira de o fazer, mas é caro. Não é prático para muitas empresas e aplicações. Se tem uma aplicação sensível em que a estética, a funcionalidade e tudo o resto é importante e o custo não é um problema, esta é a forma de garantir que obtém peças sem defeitos.
Limpeza correta dos bolores
Uma das principais razões para a incompatibilidade da linha de partição é a acumulação de poeiras, detritos e outros resíduos no molde. Para além disso, as partículas em cavidades estreitas podem até causar uma retenção excessiva, o que prejudica ainda mais os defeitos gerais da peça. Manter o molde limpo e conservado ajuda a minimizar a possibilidade destes problemas e a garantir os melhores resultados.
Manutenção adequada do molde e melhoria do processo
Finalmente, é importante manter o molde e otimizar o processo para obter resultados consistentes e fiáveis. Por vezes, a força de aperto e a pressão podem danificar o molde e causar deformações, o que pode levar a vários defeitos na peça.

Reduzir a pressão de injeção
A pressão de injeção é elevada. Deve ser reduzida adequadamente, e o intervalo de ajuste é de 60mpa-100mpa.
Há também a utilização de baixar a temperatura do barril. Diminuir a temperatura do molde e reduzir a velocidade de injeção para reduzir a fluidez do material de resina plástica fundida para definir os parâmetros.
No entanto, deve ter-se em conta que isto causará tensões internas residuais no produto. Em termos de tratamento, a pressão de injeção pode ser reduzida, a temperatura do cilindro de aquecimento pode ser reduzida e a velocidade de injeção pode ser reduzida.

E a superfície do molde onde ocorre o flash pode ser retificada, e o molde pode ser resolvido usando materiais de aço duro. Devido à diferença de materiais, os materiais com boa fluidez são propensos a flash, por isso a superfície de separação do molde deve ser apertada. Os materiais cristalinos devem ter uma viscosidade muito baixa quando fundidos, e a superfície de separação do molde precisa de ser apertada.
Conclusão
Flash em moldagem por injeção é um facto da vida, e a melhor forma de o reduzir é otimizar continuamente o seu processo e prestar atenção aos sinais. É possível comprar moldes sem flash, mas eles custam mais caro. Em vez disso, é mais prático abordar as causas mais comuns, melhorando o seu design, mantendo os seus moldes e optimizando os seus processos de moldagem por injeção para obter os melhores resultados.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





