 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: A moldagem por injeção é um processo utilizado para fabricar muitas peças de plástico. Funciona através da injeção de plástico derretido num molde, onde arrefece e endurece até ter a forma da peça pretendida. As pessoas utilizam a moldagem por injeção para fabricar peças para carros, eletrónica, coisas que se compram e coisas médicas, porque pode produzir muitas peças com o tamanho certo. Este artigo fala sobre os passos da moldagem por injeção e porque é que as pessoas gostam dela.

Conceção e criação de moldes
Antes da preparação do projeto
Declaração da tarefa de conceção, familiarizar-se com a peça de plástico, incluindo a sua forma geométrica, requisitos de utilização da peça de plástico, matérias-primas da peça de plástico, verificar o processo de moldagem da peça de plástico e esclarecer o modelo e as especificações da máquina de moldagem por injeção.

Criar um cartão de processo de moldagem
Resumo do produto, como um desenho, peso, espessura da parede, área projectada, dimensões gerais e se existem cortes inferiores e inserções. Resumo do plástico utilizado no produto, como nome do produto, modelo, fabricante, cor e condições de secagem.

Os principais parâmetros técnicos da máquina de moldagem por injeção escolhida, como as dimensões relevantes entre a máquina de injeção e o molde de montagem, o tipo de parafuso e a potência. Pressão e curso da máquina de moldagem por injeção. Moldagem por injeção condições, como temperatura, pressão, velocidade, força de aperto, etc.

Passos para conceber a estrutura de um molde de injeção
Determinar o número de cavidades . considerando factores como o volume máximo de injeção, a força de aperto, os requisitos de precisão do produto e a relação custo-eficácia. Escolher a superfície de separação. A estrutura do molde deve ser simples, fácil de separar e não afetar o aspeto e a utilização das peças de plástico. Determinar a disposição da cavidade do molde e tentar obter uma disposição equilibrada. Determine o sistema de vazamento, incluindo os canais principais, corredores, portões, orifícios de bala fria, etc.

Determinar o método de desmoldagem . projetar diferentes métodos de desmoldagem para as diferentes partes do molde onde as peças de plástico são deixadas. Determinar a estrutura do sistema de controlo da temperatura. O sistema de controlo da temperatura é determinado principalmente pelo tipo de plástico. Ao decidir se o molde ou o núcleo deve usar uma estrutura de inserção, considere dividir as inserções proporcionalmente e instalá-las ao mesmo tempo, bem como a capacidade de trabalho e os métodos de instalação e fixação.

Determinar o método de exaustão. Geralmente, a exaustão pode ser conseguida através da superfície de separação do molde e do espaço entre o mecanismo de ejeção e o molde. Para moldes de injeção de grande escala e de alta velocidade, é necessário conceber o método de escape correspondente.

Em primeiro lugar, é necessário determinar as dimensões principais do molde de injeção. De seguida, pode utilizar as fórmulas para calcular as dimensões de trabalho das peças moldadas. Depois disso, pode determinar a espessura da parede lateral da cavidade do molde, a espessura do chão da cavidade, a almofada do núcleo, o modelo móvel e a placa da cavidade da cavidade modular. Também é necessário calcular a espessura e a altura de fecho do molde de injeção.

Com base nas principais dimensões do molde de injeção que concebeu e calculou, pode escolher uma base de molde padrão para o molde de injeção. Você deve tentar escolher peças de molde padrão. Desenhar o esboço estrutural do molde, desenhar o esboço estrutural completo do molde de injeção e desenhar o diagrama da estrutura do molde são tarefas muito importantes no projeto do molde.

Verificar as dimensões relevantes do molde e da máquina de injeção. Verificar os parâmetros da máquina de injeção utilizada: incluindo o volume máximo de injeção, a pressão de injeção, a força de aperto e o tamanho da parte de montagem do molde, o curso de abertura do molde e o mecanismo de ejeção. Na revisão do projeto estrutural do molde de injeção, é realizada uma revisão preliminar e é obtido o consentimento do utilizador. Ao mesmo tempo, é necessário confirmar e modificar os requisitos do utilizador.

Criar um desenho de montagem de molde. Mostre como as peças se encaixam, os tamanhos que precisam de ter, os números que têm, os horários em que estão, os blocos de títulos que têm, e os requisitos técnicos para cada parte do molde de injeção (os requisitos técnicos são coisas como a forma como o molde é suposto funcionar, como o sistema ejetor é suposto funcionar, como o sistema de puxar o núcleo é suposto funcionar.

como é que o molde deve ser montado, por exemplo, quanto espaço existe entre as duas metades do molde, quão paralelas são as duas metades do molde; como é que o molde deve ser utilizado; como é que o molde deve ser protegido contra a ferrugem, como é que o molde deve ser numerado, como é que o molde deve ser gravado, como é que o molde deve ser selado com óleo, como é que o molde deve ser armazenado; Requisitos para o molde e inspeção.

Desenhar desenhos de peças de moldes. A ordem de desenho dos desenhos das peças a partir dos desenhos de montagem do molde ou dos desenhos dos componentes é: primeiro o interior, depois o exterior, primeiro as peças complexas, depois as simples, primeiro as peças de conformação e depois as peças estruturais. Rever os desenhos do projeto. A revisão final do desenho do molde de injeção é a verificação final do desenho do molde de injeção. Preste mais atenção ao desempenho de processamento das peças.

Preparação do material
Os materiais de moldagem por injeção incluem principalmente: poliestireno (PS). Vulgarmente conhecido como cola dura, é um poliestireno granular incolor, transparente e brilhante com as seguintes propriedades: boas propriedades ópticas, excelentes propriedades eléctricas, fácil moldagem e processamento e boas propriedades de coloração.

Polipropileno (PP)
É um material granular incolor, transparente ou brilhante, referido como PP, vulgarmente conhecido como cola suave 100%, e é um plástico cristalino. As propriedades do polipropileno são as seguintes: boa fluidez, excelente desempenho de moldagem, excelente resistência ao calor, pode ser fervido e esterilizado a 100 graus Celsius, alta resistência ao rendimento; boas propriedades eléctricas.

Nylon (PA)
O nylon (PA) é um plástico de engenharia feito de resina de poliamida, designada por PA. Existem PA6 PA66 PA610 PA1010, etc. O nylon tem elevada cristalinidade, elevada resistência mecânica, boa tenacidade, elevada resistência à tração, resistência à compressão, excelente resistência à fadiga, resistência ao desgaste, resistência à corrosão, resistência ao calor, não tóxico e excelentes propriedades eléctricas.

Polioximetileno (POM)
O polioximetileno (POM), também conhecido como Delrin, é um plástico de engenharia. O POM tem uma estrutura altamente cristalina, excelentes propriedades mecânicas, elevado módulo de elasticidade, elevada rigidez e dureza superficial, e é conhecido como um "substituto do metal". Tem um baixo coeficiente de atrito, boa resistência ao desgaste e propriedades auto-lubrificantes, ficando atrás apenas do nylon, mas mais barato do que este.

Boa resistência a solventes, especialmente solventes orgânicos, mas não resistente a ácidos fortes, álcalis e oxidantes. Tem boa estabilidade dimensional e pode fabricar peças de precisão. A contração da moldagem é grande, a estabilidade térmica é fraca e é fácil de decompor quando aquecido.
Acrílico-Butadieno-Estireno (ABS)
O plástico ABS é uma espécie de poliestireno modificado de alta resistência, constituído por três compostos: butadieno e estireno numa determinada proporção. É de cor marfim claro, opaco, não tóxico e insípido. Tem elevada resistência mecânica, forte resistência ao impacto, boa resistência à fluência e tem as caraterísticas de dureza, tenacidade e rigidez. A superfície das peças de plástico ABS pode ser galvanizada e misturada com outros plásticos e borracha para melhorar as suas propriedades, tais como (ABS + PC)

Policarbonato (PC)
Também conhecido como vidro à prova de bala, é um material não tóxico, insípido, inodoro, transparente, inflamável mas que se auto-extingue quando afastado do fogo. Tem uma resistência e dureza especiais. Entre todos os materiais termoplásticos, tem boa resistência ao impacto, excelente resistência à fluência, boa estabilidade dimensional, elevada precisão de moldagem; boa resistência ao calor (120 graus).

Liga de PC+ABS (PC+ABS)
Combina as vantagens do PC (plástico de engenharia) e do ABS (plástico geral) e melhora o desempenho de ambos. Contém componentes químicos de ABS e PC, com a boa fluidez e desempenho de processamento de moldagem do ABS e a resistência ao impacto e às alterações do ciclo de frio e calor do PC. . A superfície pode ser pulverizada com óleo, galvanizada ou pulverizada com metal.

Injeção
Etapas de injeção da máquina de moldagem por injeção
Adicionar materiais
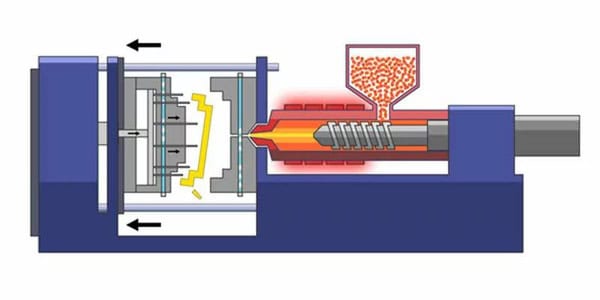
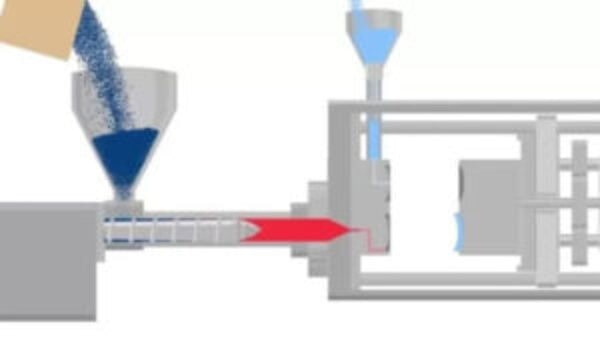
Antes de iniciar o processamento com a máquina de injeção, é necessário colocar os grânulos de plástico em bruto na tremonha da máquina de injeção. Em seguida, é necessário definir a temperatura da máquina de injeção de acordo com os requisitos do produto. Depois disso, é necessário pré-aquecer e derreter os grânulos de plástico para os transformar numa fusão de plástico fluida.
Montagem e fixação do molde
O molde do produto moldado é fixado na câmara do molde ou na mesa de injeção da máquina de injeção, e o tamanho, a estrutura, etc. do molde são ajustados através de vários sistemas de posicionamento.

Fechar o molde
Depois de ajustar o molde, inicie o dispositivo de fecho da máquina de injeção para fechar o molde. Ao fechar o molde, tenha cuidado para não bater na superfície do molde para evitar danos no molde.

Processo de moldagem por injeção
Inicie o sistema de plastificação da máquina de injeção e o parafuso na máquina de injeção começa a rodar, transportando o plástico derretido para o bocal de injeção; em seguida, inicie o sistema de injeção da máquina de injeção e injecte o fundido na cavidade de moldagem do molde; durante a moldagem por injeção Durante o processo, parâmetros como o volume de injeção e a velocidade de injeção são definidos de acordo com a estrutura, espessura e outros requisitos do produto. Após a injeção estar concluída, desligue a moldagem por injeção sistema e esperar que o plástico arrefeça.

Abertura do molde e remoção de material
Após um certo período de arrefecimento, o plástico derretido na superfície do molde solidifica gradualmente num produto plástico sólido. Nesta altura, o dispositivo de abertura do molde da máquina de injeção é ligado para separar o molde e o sistema de desmoldagem é iniciado para remover o produto da cavidade do molde. Este processo requer determinadas competências e experiência, consoante a superfície irregular do produto.

Arrefecimento e solidificação
Nos moldes de moldagem por injeção, a conceção do sistema de arrefecimento é muito importante. Isto porque só quando os produtos de plástico moldados são arrefecidos e solidificados até uma certa rigidez, é que se pode evitar que os produtos de plástico sejam deformados devido a forças externas depois de serem desmoldados.

Uma vez que o tempo de arrefecimento é responsável por cerca de 70% a 80% de todo o ciclo de moldagem, um sistema de arrefecimento bem concebido pode reduzir significativamente o tempo de moldagem, melhorar moldagem por injeção produtividade e reduzir os custos. Um sistema de arrefecimento incorretamente concebido prolongará o tempo de moldagem e aumentará os custos; um arrefecimento desigual causará ainda mais deformações e distorções nos produtos de plástico.

Com base em experiências, o calor que entra no molde a partir da fusão é geralmente dissipado de duas formas. Cinco por cento do calor é transferido para a atmosfera através de radiação e convecção, e os restantes 95 por cento são conduzidos da fusão para o molde.

Devido aos tubos de água de arrefecimento no molde, o calor é conduzido do plástico na cavidade do molde para os tubos de água de arrefecimento através da estrutura do molde por condução, e depois levado pelo líquido de arrefecimento por convecção. Uma pequena quantidade de calor que não é transportada pela água de arrefecimento continua a ser conduzida no molde e depois escapa-se para o ar depois de entrar em contacto com o mundo exterior.

O processo de moldagem por injeção tem várias fases: fecho do molde, enchimento, embalagem, arrefecimento e ejeção. O arrefecimento é a fase mais demorada, normalmente 70% a 80% do tempo total do ciclo. Assim, o tempo de arrefecimento afecta o tempo de ciclo e o número de peças produzidas. Durante a ejeção, a peça tem de ser arrefecida abaixo da sua temperatura de deflexão térmica para evitar que se deforme ou se deforme quando é retirada do molde.

Ejeção e pós-processamento
A moldagem por injeção é um processo de fabrico comum em que se injecta plástico derretido num molde e depois arrefece-se para o tornar sólido. Mas devido a alguns problemas no processo de produção de peças moldadas por injeção, como bolhas, deformações, etc., é necessário fazer algum pós-processamento para as melhorar. A seguir, apresentamos algumas soluções comuns de pós-processamento para melhorar as peças moldadas por injeção.

Problema de bolhas em peças moldadas por injeção
Para resolver o problema das bolhas nas peças moldadas por injeção, pode fazer o seguinte. Primeiro, certifique-se de que o molde tem uma boa ventilação para que o plástico possa libertar gás quando é injetado. Em segundo lugar, ajuste a temperatura e a pressão de injeção para que o plástico não fique demasiado quente nem demasiado pressurizado, o que reduzirá as bolhas. Finalmente, pulverize um agente anti-bolhas na superfície da peça moldada por injeção para evitar que o gás entre no plástico.

Problema de empenamento de peças moldadas por injeção
Para resolver o problema do empenamento das peças moldadas por injeção, pode fazer o seguinte. Em primeiro lugar, pode aumentar a espessura da peça moldada por injeção para a tornar mais rígida e menos suscetível de se deformar. Em segundo lugar, pode otimizar a velocidade e a pressão de injeção para evitar o empeno causado por uma injeção demasiado rápida ou demasiado lenta. Em terceiro lugar, pode adicionar algumas estruturas de suporte ao design da peça moldada por injeção para a tornar mais estável.

Em quarto lugar, pode melhorar o processo de pós-processamento alterando o material que utiliza para a peça moldada por injeção. Por exemplo, pode escolher um material com uma taxa de contração mais baixa para reduzir a quantidade de contração da peça à medida que arrefece. Também pode escolher um material com melhores propriedades de fluxo para reduzir a possibilidade de bolhas e deformações. A escolha do material correto pode também melhorar a resistência e o aspeto das suas peças moldadas por injeção.

Para além dos planos de melhoria do processo acima referidos, devemos também reforçar o controlo de qualidade dos processos de pós-processamento. Por exemplo, devemos assegurar que as peças moldadas por injeção arrefecem uniformemente durante o processo de arrefecimento para evitar empenos causados por retração desigual. Além disso, devemos inspecionar e testar completamente as peças moldadas por injeção para garantir que a sua qualidade cumpre os requisitos.

Portanto, para resumir, se quiser fazer melhores peças moldadas por injeção, tem de fazer melhores peças depois de as moldar. Pode fazê-lo certificando-se de que o molde tem boas aberturas de ventilação, ajustando a temperatura e a pressão da injeção, tornando as peças mais espessas e utilizando os materiais certos. Se fizer estas coisas, pode livrar-se de bolhas e deformações. Também é necessário certificar-se de que verifica as peças para ter a certeza de que estão boas. Se fizer estas coisas, pode fazer peças melhores e mais rápidas, e pode deixar os seus clientes satisfeitos.

Vantagens da moldagem por injeção
A moldagem por injeção permite a conceção de peças complexas
A moldagem por injeção é excelente para fabricar peças complexas, fabricar muitas peças iguais e fabricar peças iguais e realmente boas. Para fazer muitas peças iguais e realmente boas, é preciso pensar em alguns aspectos importantes quando se desenha a peça.

É necessário conceber a peça de modo a que funcione muito bem com a forma como a moldagem por injeção funciona. Se conceber bem a sua peça, pode fazer muitas peças iguais e muito boas, e pode torná-las tão complexas quanto quiser.

A moldagem por injeção pode melhorar a eficiência e a velocidade da produção
Há uma série de boas razões pelas quais esta é a forma mais comum e eficiente de moldagem. Em primeiro lugar, em comparação com outros métodos, o processo de moldagem por injeção é mais rápido e as elevadas taxas de produção tornam-no mais eficiente.

A velocidade depende da complexidade e da dimensão do molde, mas há apenas cerca de 15-120 segundos entre cada ciclo de moldagem. Uma vez que os tempos de ciclo entre ciclos são mais curtos, é possível fazer mais peças moldadas por injeção num determinado tempo de produção.

A moldagem por injeção é mais forte
Ao longo dos anos, os plásticos tornaram-se muito mais fortes e duradouros. Os termoplásticos leves modernos podem suportar até os ambientes mais difíceis tão bem, se não melhor, do que as peças de metal. Além disso, existem mais de 25.000 materiais de engenharia à escolha para trabalhos complexos de moldagem por injeção. Também pode fazer misturas e híbridos de plásticos de alto desempenho para satisfazer requisitos e propriedades específicos das peças, como uma elevada resistência à tração.

Aplicação da moldagem por injeção
Alimentação e bebidas
A moldagem por injeção é uma excelente forma de fabricar peças a partir de uma série de materiais diferentes. Isto é importante para indústrias como a alimentar e a de bebidas, que têm de seguir uma série de regras sobre a segurança dos seus recipientes para alimentos. A moldagem por injeção permite-lhe utilizar plásticos que são seguros para tocar nos alimentos e que não contêm quaisquer químicos nocivos. Além disso, podem suportar temperaturas quentes e frias. E como não custa muito fazer coisas com moldagem por injeção, é perfeito para fazer coisas como recipientes para alimentos, tampas para bebidas, filtros e muito mais.

Peças de construção
Outra indústria que utiliza a tecnologia de moldagem por injeção é a indústria da construção, onde as peças de plástico complexas e personalizadas desempenham um papel importante na construção de casas e estruturas. Muitas vezes, estas peças têm de ser muito boas e encaixar corretamente. Por exemplo, quando se fabricam peças de plástico para portas e janelas, estas têm de ser perfeitas, mas também têm de ser resistentes e ter qualidades especiais que resistam às condições climatéricas. Atualmente, a moldagem por injeção é mesmo utilizada para fabricar peças que podem substituir as peças metálicas, funcionando melhor e custando menos.

Drogas
Agradecimentos a moldagem por injeçãoCom a moldagem por injeção, as empresas médicas podem produzir ferramentas e peças importantes de forma mais económica, o que ajuda a tornar os cuidados de saúde mais acessíveis às pessoas em todo o mundo. Muitos dispositivos médicos integrais, como bombas cardíacas, vários monitores e uma série de dispositivos médicos, dependem da precisão da moldagem por injeção, o que torna esta tecnologia insubstituível neste domínio.

Conclusão
A moldagem por injeção é um processo versátil que suporta uma variedade de materiais e acabamentos, tornando-a uma escolha popular para inúmeras indústrias com objectivos e requisitos completamente diferentes.

A tecnologia é amplamente utilizada em indústrias como a aeroespacial, a dos dispositivos médicos e a automóvel, onde técnicas avançadas como a sobremoldagem e a moldagem por inserção podem ser utilizadas para fabricar as peças mais complexas com uma precisão impecável.








