 Przejdź do treści
Przejdź do treści 
Wytłaczanie gumy silikonowej: Specjalistyczne rozwiązania w zakresie formowania
Poznaj specjalistyczne usługi wytłaczania gumy silikonowej. Osiągnij precyzję i wydajność dzięki naszej najnowocześniejszej technologii i doświadczonemu zespołowi.

Kompletny przewodnik po wytłaczaniu gumy silikonowej
Czym jest wytłaczanie gumy silikonowej?
Wytłaczanie gumy silikonowej to wysokonakładowy proces produkcyjny, w którym specjalnie opracowana, niewulkanizowana mieszanka silikonowa jest wtłaczana lub "wytłaczana" przez ukształtowane stalowe narzędzie zwane umierać. To działanie tworzy ciągły profil o stałym przekroju, który jest następnie wulkanizowany (utwardzany) w celu ustabilizowania jego kształtu i nadania ostatecznych właściwości fizycznych.
Główna zasada: Proces ten opiera się na ciśnieniu i cieple. Śruba wytłaczarki wytwarza ciśnienie, aby przepchnąć giętki materiał silikonowy przez matrycę. Wytłoczony profil przechodzi następnie przez komorę grzewczą lub tunel, gdzie inicjowana jest reakcja utwardzania, przekształcająca miękki, gumowaty ekstrudat w stałą, elastyczną gumę.
Podstawowe pojęcia:
Materiał termoutwardzalny: W przeciwieństwie do tworzyw termoplastycznych, które mogą być wielokrotnie topione i przekształcane, silikon jest materiałem termoutwardzalnym. Proces utwardzania, znany jako wulkanizacja, tworzy nieodwracalne wiązania krzyżowe między łańcuchami polimerowymi. Po utwardzeniu część silikonowa nie może zostać ponownie stopiona.
Chemia polisiloksanów: Kauczuk silikonowy jest oparty na szkielecie krzemowo-tlenowym (Si-O), a nie węglowym, jak większość kauczuków organicznych. Ta unikalna struktura chemiczna odpowiada za jego wyjątkowe właściwości, w tym stabilność w wysokich temperaturach i obojętność chemiczną.

Klasyfikacje i rodzaje wytłaczania silikonu
Wytłaczanie silikonu można sklasyfikować na podstawie kilku kluczowych czynników, w tym systemu utwardzania, postaci surowca i kształtu produktu końcowego.
1. Klasyfikacja według systemu utwardzania:
① Silikon utwardzany nadtlenkiem: Jest to tradycyjna i opłacalna metoda. Katalizator nadtlenkowy jest mieszany ze związkiem silikonowym. Po podgrzaniu nadtlenek rozkłada się na wolne rodniki, które inicjują sieciowanie łańcuchów polimerowych. Ta metoda może czasami wytwarzać produkty uboczne (takie jak kwas dichlorobenzoesowy), które mogą wymagać usunięcia w procesie utwardzania końcowego, szczególnie w przypadku zastosowań spożywczych lub medycznych.
② Silikon utwardzany platyną (utwardzany addycyjnie): System ten wykorzystuje katalizator na bazie platyny. Jest to czystszy proces, który nie wytwarza szkodliwych produktów ubocznych, co czyni go preferowanym wyborem do zastosowań o wysokim stopniu czystości, takich jak implanty medyczne, rurki farmaceutyczne i produkty mające kontakt z żywnością. Silikony utwardzane platyną oferują doskonałą przejrzystość, lepsze właściwości mechaniczne i są mniej podatne na żółknięcie w miarę upływu czasu.
2. Klasyfikacja według postaci surowca:
① Wytłaczanie gumy o wysokiej konsystencji (HCR): HCR, znany również jako guma utwardzana termicznie, jest najpopularniejszym materiałem do wytłaczania silikonu. Ma bardzo wysoką lepkość, przypominającą gęstą pastę lub ciasto. Zazwyczaj jest dostarczany w kłodach lub paskach i podawany do wytłaczarki z podajnika.
② Wytłaczanie płynnej gumy silikonowej (LSR): Chociaż LSR jest stosowany głównie w formowaniu wtryskowym, istnieją dla niego wyspecjalizowane procesy wytłaczania. LSR ma znacznie niższą lepkość i jest systemem dwuczęściowym (komponenty A i B), które są pompowane, mieszane, a następnie podawane bezpośrednio do wytłaczarki. Metoda ta jest mniej powszechna, ale może być korzystna w przypadku złożonych, precyzyjnych profili.
3. Klasyfikacja według postaci produktu:
① Rurki i węże silikonowe: Puste profile używane do przesyłania płynów, powietrza lub przewodów elektrycznych.
② Silikonowe przewody stałe: Solidne, okrągłe profile używane do uszczelniania (sznur o-ringowy).
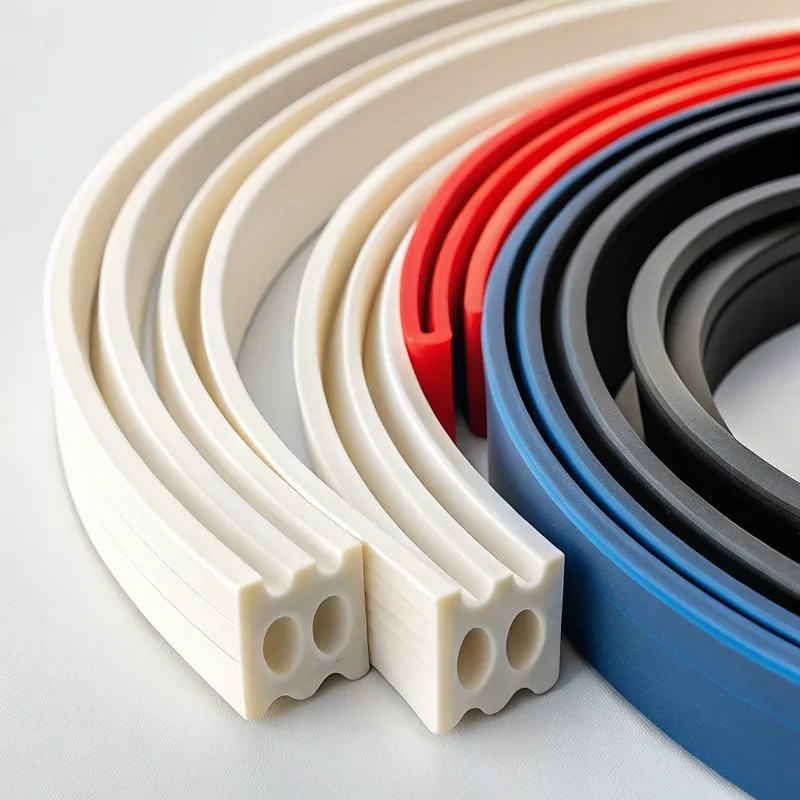
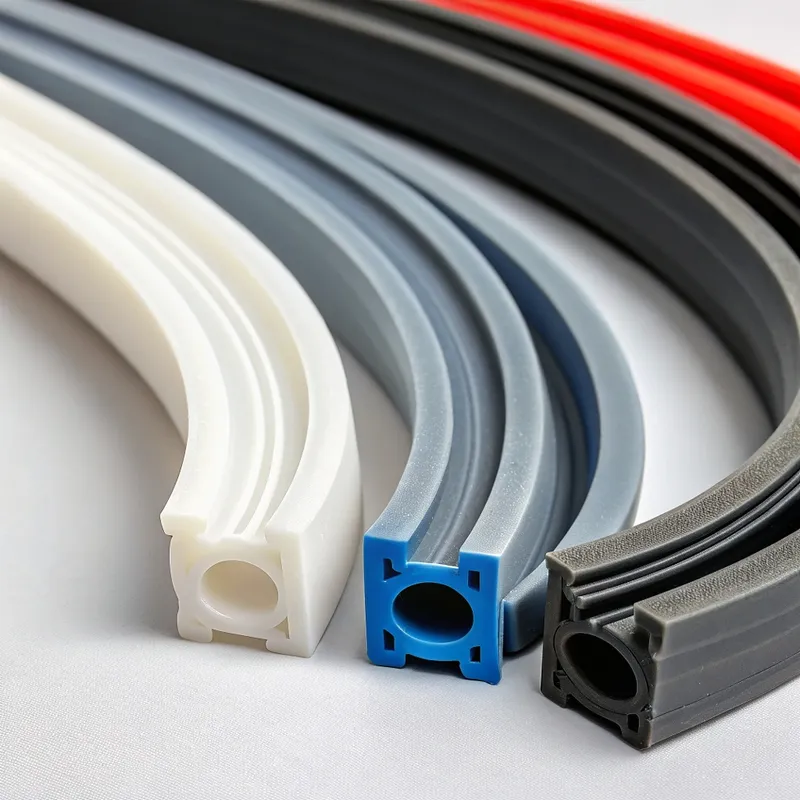
③ Profile i kształty silikonowe: Niestandardowe, złożone przekroje, takie jak listwy P, uszczelki D, kanały U i inne niestandardowe uszczelki.
④ Paski i arkusze silikonowe: Płaskie, prostokątne profile, które mogą być cięte na długość lub dostarczane w ciągłych rolkach.

Typowe scenariusze zastosowań i przypadki użycia
Unikalne właściwości silikonu sprawiają, że jego wytłaczane produkty są niezbędne w wielu branżach.
① Medycyna i opieka zdrowotna: Ze względu na swoją biokompatybilność, możliwość sterylizacji (autoklaw, EtO, gamma) i obojętność, silikon jest materiałem stosowanym do produkcji cewników, rurek drenażowych, rurek pomp perystaltycznych i uszczelek do sprzętu medycznego.
② Żywność, napoje i nabiał: Rurki silikonowe zgodne z FDA są szeroko stosowane do przesyłania płynów w przetwórstwie żywności, dozowaniu napojów i zastosowaniach mleczarskich. Nie nadaje smaku ani zapachu i może wytrzymać cykle czyszczenia w wysokiej temperaturze (CIP/SIP).

③ Przemysł lotniczy i motoryzacyjny: Wytłaczane silikonowe uszczelki, uszczelnienia i węże mają kluczowe znaczenie dla wydajności w ekstremalnych temperaturach. Są one stosowane do uszczelniania drzwi i okien, uszczelek komory silnika, izolacji przewodów i kabli oraz węży do przesyłania płynów, które są odporne na ciepło, ozon i degradację UV.
Elektronika: Doskonałe właściwości dielektryczne silikonu sprawiają, że idealnie nadaje się on do izolowania przewodów i kabli wysokiego napięcia. Jest również stosowany do tworzenia uszczelek ochronnych i uszczelnień obudów elektronicznych w celu ochrony przed wilgocią i kurzem (stopnie ochrony IP).
⑤ Budownictwo i architektura: Silikonowe uszczelki pogodowe, dylatacje i uszczelki do szklenia zapewniają długotrwałe, odporne na warunki atmosferyczne rozwiązania uszczelniające do okien, drzwi i systemów ścian osłonowych.
⑥ Maszyny przemysłowe: Stosowany do trwałych uszczelnień, uszczelek i przewodów rurowych w szerokiej gamie urządzeń przemysłowych, oferując niezawodne działanie w warunkach wysokiej temperatury i narażenia chemicznego.
Jakie są zalety wytłaczania silikonu?
Wytłaczanie silikonu oferuje potężne połączenie właściwości materiału i wydajności produkcji.
① Wyjątkowa odporność na temperaturę: Silikon zachowuje swoją elastyczność i integralność w szerokim zakresie temperatur, zazwyczaj od -60°C do +230°C (od -75°F do +450°F), a jego specjalne odmiany nawet w większym zakresie.
② Doskonała odporność na warunki środowiskowe: Wykazuje doskonałą odporność na ozon, promieniowanie UV i ogólne warunki atmosferyczne, dzięki czemu idealnie nadaje się do zastosowań zewnętrznych, nie pękając ani nie niszczejąc.
③ Biokompatybilność i czystość: Silikony medyczne i spożywcze są nietoksyczne, hipoalergiczne i nie sprzyjają rozwojowi drobnoustrojów, dzięki czemu są bezpieczne dla wrażliwych zastosowań.
④ Obojętność chemiczna: Silikon jest odporny na wiele chemikaliów, wodę i oleje, choć ma słabości w stosunku do niektórych rozpuszczalników i silnych kwasów.
⑤ Doskonała elastyczność i sprężystość: Charakteryzuje się niskim poziomem kompresji, co oznacza, że może być wielokrotnie ściskany i powraca do swojego pierwotnego kształtu, co ma kluczowe znaczenie dla skutecznego uszczelnienia.
⑥ Izolacja elektryczna: Silikon jest fantastycznym izolatorem elektrycznym, co czyni go głównym wyborem do osłony przewodów i kabli.
⑦ Wysoki poziom personalizacji: Proces wytłaczania pozwala na wydajną produkcję złożonych profili niestandardowych i szerokiej gamy kolorów.

Jakie są wady i ograniczenia wytłaczania silikonu?
Żaden proces nie jest doskonały. Ważne jest, aby zdawać sobie sprawę z ograniczeń wytłaczania silikonu.
① Niższa wytrzymałość mechaniczna: W porównaniu do wielu kauczuków organicznych (takich jak EPDM lub neopren), standardowy silikon ma niższą wytrzymałość na rozciąganie, rozdarcie i ścieranie. Nie nadaje się do dynamicznych zastosowań wymagających dużego tarcia lub fizycznego nadużycia.
② Wyższy koszt materiałów: Surowce silikonowe są generalnie droższe niż kauczuki towarowe, co może wpływać na opłacalność w przypadku zastosowań niekrytycznych.
③ Wrażliwość na niektóre płyny: Silikon pęcznieje i ulega degradacji pod wpływem niektórych paliw, olejów i rozpuszczalników na bazie węglowodorów. Wybór materiału musi być starannie dopasowany do środowiska chemicznego.
④ Wyzwania związane z przetwarzaniem: "Lepka" natura nieutwardzonego silikonu może czasami prowadzić do trudności w obsłudze i przetwarzaniu. Wymaga również czystego środowiska produkcyjnego, ponieważ może przyciągać kurz i zanieczyszczenia.
⑤ Stałe ograniczenie przekroju poprzecznego: Wytłaczanie jest z natury ograniczone do produkcji części o jednolitym przekroju wzdłuż ich długości. Cechy takie jak podcięcia, różne grubości ścianek lub zintegrowane złącza nie są możliwe do uzyskania w tym procesie.
Porównanie z alternatywnymi technologiami
| Technologia | Kluczowe mocne strony | Najlepsze dla | Kluczowe słabości |
|---|---|---|---|
| Wytłaczanie silikonu | Doskonała odporność termiczna/środowiskowa, biokompatybilność, ciągła produkcja. | Uszczelnienia, uszczelki, rury i profile o stałym przekroju. | Niższa odporność na ścieranie, ograniczenie do profili 2D, wyższy koszt materiału. |
| Wytłaczanie TPE | Niższy koszt, dobra odporność na ścieranie, możliwość recyklingu (tworzywo termoplastyczne). | Uszczelnienia samochodowe, towary konsumpcyjne i zastosowania, w których ekstremalne ciepło nie jest czynnikiem. | Znacznie niższy zakres temperatur, mniejsza sprężystość (wyższa kompresja). |
| Formowanie wtryskowe silikonu | Tworzy złożone części 3D, wysoka precyzja, doskonała do obtrysku. | Komponenty 3D, takie jak przyciski, klawiatury, złożone uszczelki i części urządzeń medycznych. | Wyższe koszty oprzyrządowania, brak ciągłości procesu, ograniczenia rozmiaru części. |
Wytłaczanie gumy silikonowej: Kompleksowy przewodnik
Opanuj proces wytłaczania gumy silikonowej. Nasz fachowy przewodnik obejmuje kluczowe zasady, zastosowania, najlepsze praktyki projektowe i rozwiązania typowych problemów.
Kompletny przewodnik po wytłaczaniu gumy silikonowej
Kluczowe cechy i właściwości wytłaczanego silikonu
Określając specyfikację wytłaczanej części silikonowej, inżynierowie odnoszą się do tych krytycznych wskaźników wydajności:
① Twardość (Durometr): Mierzona w skali Shore'a A, wskazuje odporność materiału na wgniecenia. Typowe wartości dla wytłoczek wahają się od 20 (bardzo miękkie) do 80 (twarde) Shore A.

② Wytrzymałość na rozciąganie: Maksymalne naprężenie, jakie materiał może wytrzymać podczas rozciągania przed zerwaniem, mierzone w PSI lub MPa.
③ Wydłużenie przy zerwaniu: Procentowy wzrost długości, jaki materiał może osiągnąć przed pęknięciem. Jest to miara jego "rozciągliwości".
④ Wytrzymałość na rozdarcie: Odporność materiału na rozprzestrzenianie się rozdarcia, krytyczna właściwość dla uszczelek, które mogą być rozciągane na ostrych narożnikach.
⑤ Zestaw kompresji: Mierzy zdolność materiału do powrotu do pierwotnej grubości po poddaniu go długotrwałemu naprężeniu ściskającemu w określonej temperaturze. Niski zestaw ściskania jest niezbędny do niezawodnego, długotrwałego uszczelnienia.
⑥ Wytrzymałość dielektryczna: Maksymalne pole elektryczne, jakie materiał może wytrzymać bez uszkodzenia, mierzone w woltach na milimetr (V/mil).
Podstawowy proces formowania wytłaczanego silikonu
Droga od surowej mieszanki do gotowego produktu obejmuje kilka odrębnych, starannie kontrolowanych etapów.
Etap 1: Przygotowanie materiału i mieszanie:
Proces rozpoczyna się od bazowego polimeru silikonowego (HCR). Jest on umieszczany w dwuwalcowym młynie, w którym mieszane są dodatki. Mogą to być pigmenty nadające kolor, wypełniacze (takie jak zmatowiona krzemionka) poprawiające właściwości mechaniczne oraz katalizator (nadtlenek lub platyna) do utwardzania. Mieszanka jest dokładnie mieszana w celu zapewnienia jednorodności, a następnie formowana w ciągłe paski lub kłody gotowe do wytłaczarki.
Etap 2: Karmienie:
Przygotowany pasek silikonu jest podawany do leja zasypowego wytłaczarki. W przypadku HCR, rolki często pomagają w popychaniu lepkiego materiału w dół do cylindra wytłaczarki.
Etap 3: Wytłaczanie:
Wewnątrz podgrzewanej beczki obracająca się śruba przenosi silikon do przodu. Mechaniczne działanie śruby i ciepło beczki powodują zmiękczenie materiału i wytworzenie ciśnienia. Ciśnienie to przepycha homogenizowaną mieszankę silikonową przez mały otwór matrycy, która jest precyzyjnie obrabiana do pożądanego końcowego przekroju części.
Etap 4: Utwardzanie (wulkanizacja):
Gdy profil opuszcza matrycę, jest nadal w miękkim, nieutwardzonym stanie. Natychmiast trafia do tunelu utwardzającego lub pieca. Najpopularniejsze metody to:
Tunel do wulkanizacji gorącym powietrzem (HAV): Profil przemieszcza się na przenośniku taśmowym przez długi piec, w którym gorące powietrze, zwykle o temperaturze 200-450°C, utwardza silikon. Jest to najczęściej stosowana metoda.
② Tunel na podczerwień (IR): Lampy na podczerwień o wysokiej intensywności zapewniają szybki i wydajny transfer ciepła, co często skutkuje większą prędkością linii.
③ Utwardzanie w kąpieli solnej: Ekstrudat przechodzi przez wannę ze stopioną solą. Zapewnia to bardzo szybki i równomierny transfer ciepła, ale jest obecnie mniej powszechne ze względu na obawy dotyczące środowiska i bezpieczeństwa.
Etap 5: Utwardzanie końcowe (opcjonalne, ale zalecane):
Po utwardzeniu pierwotnym, niektóre części, zwłaszcza te wykonane z systemów nadtlenkowych lub do zastosowań krytycznych, przechodzą cykl utwardzania wtórnego. Części są umieszczane w piecu wsadowym na kilka godzin (np. 4 godziny w temperaturze 200°C), aby usunąć wszelkie lotne produkty uboczne i dodatkowo ustabilizować właściwości fizyczne materiału, zwłaszcza wytrzymałość na ściskanie.
Etap 6: Chłodzenie, cięcie i wykańczanie:
Utwardzony profil jest chłodzony, często powietrzem lub w kąpieli wodnej. Następnie można go przyciąć na określone długości za pomocą noży muchowych na linii produkcyjnej, nawinąć na szpule lub poddać dodatkowym operacjom, takim jak drukowanie, nakładanie kleju lub łączenie w celu utworzenia pierścieni uszczelniających.

Kluczowe parametry i czynniki wpływające na proces
Kontrolowanie procesu wytłaczania to delikatna równowaga wielu zmiennych.
① Prędkość obrotowa śruby (obr./min): Bezpośredni wpływ na wydajność. Wyższe prędkości zwiększają przepustowość, ale mogą również generować nadmierne ciepło ścinania, potencjalnie powodując przedwczesne utwardzanie (przypalanie) w cylindrze.
② Temperatura lufy i matrycy: Musi być dokładnie kontrolowany, aby silikon był wystarczająco elastyczny, aby płynąć bez rozpoczynania reakcji utwardzania wewnątrz wytłaczarki.
③ Konstrukcja matrycy: Geometria matrycy ma kluczowe znaczenie. Musi być zaprojektowana tak, aby kompensować die swell-Tendencja wytłoczyny do rozszerzania się po wyjściu z matrycy. Wymaga to doświadczenia i często kilku iteracji.
④ Temperatura i czas utwardzania: Muszą one być wystarczające do osiągnięcia pełnego utwardzenia w całym przekroju części. Niewystarczające utwardzenie skutkuje słabym, lepkim produktem, podczas gdy nadmierne ciepło może spowodować degradację. Czas jest kontrolowany przez długość pieca i prędkość linii.
⑤ Prędkość linii: Prędkość przenośnika taśmowego musi być zsynchronizowana z wydajnością wytłaczarki, aby zapobiec rozciągnięciu lub ugięciu profilu, co mogłoby zniekształcić jego wymiary.
Przewodnik projektowy i najlepsze praktyki dotyczące wytłoczek silikonowych
Przestrzeganie tych zasad projektowania doprowadzi do powstania bardziej wydajnych i opłacalnych części.
① Uproszczenie profilu: Im prostszy przekrój, tym łatwiej kontrolować wymiary i tym niższy koszt narzędzi. Unikaj niepotrzebnie skomplikowanych elementów.
② Utrzymanie jednolitej grubości ścianki: Drastyczne różnice w grubości ścianek mogą prowadzić do nierównomiernego utwardzania, zniekształceń i niestabilności wymiarowej. W miarę możliwości należy dążyć do jednolitości.
③ Zastosowanie dużych promieni: Należy unikać ostrych narożników wewnętrznych i zewnętrznych. Ostre narożniki są punktami koncentracji naprężeń i mogą być trudne do całkowitego i spójnego wypełnienia podczas wytłaczania. Zalecany jest promień co najmniej 0,5 mm (0,020″).
④ Unikaj pustych w środku sekcji o cienkich ściankach: Cienkościenne puste sekcje są podatne na zapadanie się lub zniekształcanie przed całkowitym utwardzeniem. Jeśli konieczne jest wydrążenie, należy upewnić się, że ściany są wystarczająco wytrzymałe, aby się utrzymać.
⑤ Zrozumienie i określenie tolerancji: Standardowe tolerancje przemysłowe dla wytłoczek silikonowych są zazwyczaj definiowane przez Stowarzyszenie Producentów Wyrobów Gumowych (ARPM) w ich Podręczniku Gumy (klasa 2 dla precyzyjnych, klasa 3 dla komercyjnych). Najściślejsze tolerancje należy określać tylko wtedy, gdy jest to konieczne, ponieważ zwiększa to koszty.
⑥ Jasne określenie specyfikacji materiałów: Nie pytaj tylko o "silikon". Określ twardość (durometr), kolor, wymagania zgodności (np. FDA 21 CFR 177.2600, USP Class VI) i wszelkie krytyczne właściwości użytkowe, takie jak wytrzymałość na ściskanie lub zakres temperatur.
Najczęstsze problemy związane z wytłaczaniem silikonu i sposoby ich rozwiązywania
| Problem | Potencjalne przyczyny | Rozwiązania |
|---|---|---|
| Pęcznienie matrycy / nieprawidłowe wymiary | Konstrukcja matrycy nie uwzględnia rozszerzalności materiału. Niespójna partia materiału. Nieprawidłowa prędkość linii lub wydajność wytłaczarki. | Modyfikowanie wymiarów otworów matryc. Wstępne testowanie i certyfikowanie partii materiałów. Synchronizacja prędkości linii i obrotów śruby. |
| Porowatość (pęcherzyki w części) | Wilgoć w surowcu. Uwięzienie powietrza podczas podawania. Zbyt wysoka temperatura utwardzania, powodująca wrzenie substancji lotnych. | Przed użyciem dokładnie wysuszyć mieszankę. Zapewnić właściwą technikę podawania. Zmniejszyć temperaturę utwardzania w piecu. |
| Wady powierzchni (chropowatość, wżery) | Zanieczyszczenia w mieszance. Scorch (przedwczesne utwardzanie) w ekstruderze. Uszkodzona lub zabrudzona powierzchnia matrycy. | Używaj środowiska czystego do mieszania. Niższa temperatura cylindra. Regularne czyszczenie i polerowanie matrycy. |
| Niepełne utwardzenie (lepka powierzchnia) | Niewystarczający czas lub temperatura utwardzania. Prędkość linii jest zbyt duża dla pieca. Nieprawidłowy stosunek katalizatora. | Zmniejszyć prędkość linii. Zwiększenie temperatury pieca. Zweryfikować zapisy dotyczące mieszania materiałów. Przeprowadzenie utwardzania końcowego. |
| Zniekształcenia lub wypaczenia | Nierównomierne chłodzenie. Niejednolita grubość ścianki. Nieprawidłowe podparcie profilu podczas opuszczania matrycy. | Optymalizacja systemu chłodzenia (dysze powietrzne, kąpiel wodna). Przeprojektowanie części w celu uzyskania jednolitych ścianek. Dostosowanie wysokości przenośnika i rolek podpierających. |
Powiązane technologie i koncepcje
1. Proces wyższego szczebla - mieszanie silikonu:
Jest to krytyczny pierwszy etap, w którym bazowe polimery silikonowe są mieszane z wypełniaczami, dodatkami i katalizatorami w celu stworzenia określonego gatunku HCR wymaganego do danego zastosowania. Jakość końcowej wytłaczanej części w dużym stopniu zależy od jakości i spójności procesu mieszania.
2. Proces niższego szczebla - produkcja i montaż:
Wytłaczane profile rzadko są produktem końcowym. Dalsze procesy obejmują:
① Łączenie: Przycinanie wytłaczanego przewodu na odpowiednią długość i łączenie końców w celu utworzenia niestandardowego o-ringu.
② Aplikacja kleju: Naklejenie samoprzylepnej taśmy (PSA) na jedną stronę profilu w celu ułatwienia montażu.
③ Drukowanie i znakowanie: Dodawanie numerów części, logo lub znaków wyrównania do powierzchni.
3. Współwytłaczanie:
Bardziej zaawansowany proces, w którym dwie lub więcej wytłaczarek podaje różne materiały (np. różne kolory lub twardości silikonu) do jednej matrycy w celu stworzenia zintegrowanego profilu z wielu materiałów. Na przykład uszczelka może mieć sztywną podstawę do mocowania i miękką bańkę do uszczelniania.
4. Formowanie wtryskowe silikonu:
Jak już wspomniano, jest to proces uzupełniający wykorzystywany do tworzenia złożonych, trójwymiarowych części silikonowych. Jest on często wybierany w przypadku komponentów, które nie mogą być wykonane ze stałym przekrojem.
5. Silikonowe formowanie tłoczne:
Najstarsza metoda formowania silikonu. Wstępnie zważony ładunek materiału jest umieszczany w podgrzanej wnęce formy, a forma jest zamykana pod ciśnieniem, zmuszając materiał do wypełnienia wnęki i utwardzenia. Nadaje się do produkcji części o małej i średniej objętości, takich jak uszczelki i podkładki.


How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

