 Przejdź do treści
Przejdź do treści 

- Czterostopniowy audyt podcięć: po pierwsze, zdefiniuj linię podziału i kierunek wyciągania. Po drugie, przeprowadź analizę pochylenia w kierunku otwierania formy. Po trzecie, dla każdej zaznaczonej powierzchni zadaj pytanie: czy mogę dodać pochylenie i wyeliminować podcięcie? Czy mogę zastosować zamknięcie? Czy ta cecha jest mi rzeczywiście potrzebna? Po czwarte, dla cech, które przetrwały wszystkie trzy pytania, zaplanuj typ mechanizmu – suwak lub podnośnik – i uwzględnij liczbę mechanizmów w szacunkowym budżecie narzędziowym.
- Three options to handle an undercut: side-action slider, internal lifter, or redesign to eliminate it. Redesign is almost always the cheapest — if the function can be preserved.
- Sliders are better for external undercuts (side holes, clips, ports). Lifters are better for internal undercuts (snap-fits, ribs on inner walls). Using the wrong mechanism adds unnecessary complexity.
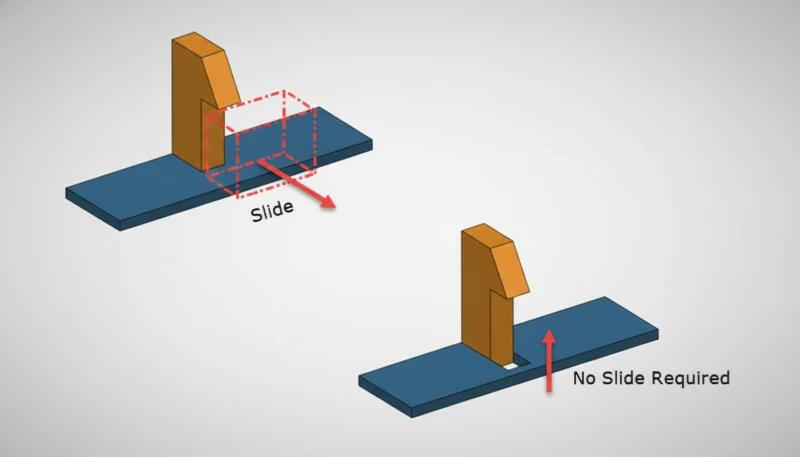
- A shut-off (pass-through) can replace a slider for many snap-fit and tab features by placing a hole in the part floor directly below the feature — zero added tooling cost.
- The 5-degree rule: an undercut with less than 5 degrees of draft on the release angle is asking for galling, sticking, and premature wear on the mold mechanism.
You designed a clip. A snap-fit. A side port. Made total sense on the CAD model. Then you got the DFM1 report back and the toolmaker circled it in red: ‘undercut feature2 — requires slider.’ The quote went up $8,000 and the lead time grew by three weeks.
That story repeats itself hundreds of times a day in product development. The frustrating part is that most undercuts aren’t necessary — they’re a modeling habit that wasn’t caught early enough. This guide explains what undercuts cost, why they cost that much, how to handle the ones you can’t eliminate, and how to tell which kind of mechanism your design actually needs.
What Is an Undercut and Why Does It Stop Your Part From Coming Out?
An undercut is any molded feature that blocks straight-line ejection — the part cannot exit the mold without a special mechanism. When the mold opens, the core retracts and the part is pushed off the core by ejector pins. For this to work, every surface of the part must be visible from the Z direction — meaning there’s no feature that would mechanically trap the part in the mold.
An undercut is any feature that blocks that straight-line ejection. The most common examples: a hole in the side of a part (perpendicular to the mold opening direction), a snap-fit arm that curves inward, a thread on a cylindrical feature, a recessed groove running around the perimeter of a part, or a hook that points back toward the parting line.
The problem is mechanical, not cosmetic. If you try to pull the part straight out with an undercut present, you either tear the part, damage the mold, or both. The mold must have a mechanism that gets out of the way before the part is ejected. That mechanism is what costs money.

Why Do Undercuts Make Injection Molds So Much More Expensive?
Here is what you’re actually paying for when a toolmaker quotes you an undercut mechanism. Understanding this breakdown helps you evaluate whether the mechanism cost is justified or whether redesign is worth the engineering time.
A single external side-action slider3 involves: cam pin design and machining ($800–$2,000), the slider body itself machined from tool steel ($1,500–$4,000), guide rails and wear plates ($400–$800), cooling circuit extension to the slider ($300–$600 if needed), and integration testing during T1 trials (1–2 additional trial rounds, $1,000–$2,500). Total for one slider: $4,000–$10,000 at a typical Chinese mold shop, $8,000–$20,000 at a North American shop.
An internal lifter4 is generally less expensive: $1,500–$4,000 per lifter at a Chinese shop. But lifters are harder to cool — they sit deep in the core where cooling channels can’t easily reach — and they’re more prone to galling under high ejection forces. In high-cycle production (500K+ shots), lifters need replacement more frequently than sliders.
Cycle time impact is another cost that doesn’t show up in the tooling quote. Sliders and lifters slow the mold open and eject sequence. A mold with two sliders typically runs 3–8 seconds slower per cycle than the equivalent mold without them. At 100,000 annual cycles, that’s 83–222 machine-hours per year — a real ongoing cost on top of the tooling premium.
“Each side-action slider adds $4,000–$10,000 to tooling cost at a typical mold shop.”Prawda
The cost comes from cam pin design, slider body machining from hardened tool steel, guide rail installation, and the additional T1 trial shots needed to verify slider timing and travel. Complex sliders with hydraulic actuation can cost $15,000+ each.
“Lifters are always cheaper and simpler than side-action sliders for handling undercuts.”Fałsz
Lifters are cheaper upfront for simple internal undercuts, but in high-volume production they often cost more over the life of the tool. Lifters run hotter (difficult to cool), are prone to galling under the combined ejection and lateral forces, and require more frequent replacement. For external undercuts, a slider is almost always the right choice mechanically.
Can You Redesign the Part to Eliminate the Undercut?
Redesigning the part is the cheapest way to handle an undercut — in our DFM reviews, roughly 30% of undercuts are eliminated at zero cost.
The most common elimination strategies are: re-orienting the part in the mold (sometimes rotating 90 degrees eliminates the undercut entirely), adding a through-hole below a snap-fit feature (the shut-off technique), splitting the part at the undercut feature so each half molds cleanly, or converting an undercut snap to a cantilevered snap that deflects during assembly rather than requiring a mold mechanism.
We recommend the shut-off technique as the first option to evaluate because it’s the most commonly overlooked option. If you have a snap-fit arm that protrudes inward from a wall, placing a window or hole directly below that arm allows the mold steel to ‘kiss’ (shut off) through the opening — the feature forms without any sliding mechanism. The part has a small hole that most designs can accommodate. Cost impact: zero. Lead time impact: zero. This should always be the first option evaluated.

When Should You Use a Side-Action Slider?
A side-action slider is the standard mechanism for external undercuts — side holes, clips, threads, and ports. The slider forms the undercut feature during the shot, then retracts as the mold opens — before the part is ejected.
Cam pin sliders are driven by angled pins attached to the mold’s fixed half. As the mold opens, the angled pin forces the slider to retract perpendicular to the opening direction. Cam angle typically ranges from 15 to 25 degrees. Below 15 degrees, the cam force is insufficient. Above 25 degrees, the lateral force during opening creates dangerous side loads on the mold plate. Hydraulic sliders bypass this constraint and are used when the required travel exceeds what cam geometry allows, or when the mold is too compact to accommodate a standard cam pin length.
Design rules for sliders: minimum 5° draft on all slider surfaces — our molds run at 80.0°C to 120.0°C, and steel-on-steel friction at these temperatures causes rapid wear, minimum 2.0mm steel-to-steel contact at the parting line at the parting line on all faces (this is the ‘shut-off’ that prevents flash during the shot), and the slider pocket must be vented to prevent air traps. The undercut depth drives the required slider travel: for every 1mm of undercut depth, you need at least 1.5mm of slider travel, plus a 3mm safety margin for part release.
“Sliders driven by cam pins must stay within a 15–25 degree cam angle range for reliable operation.”Prawda
Below 15 degrees, the horizontal force component from the cam is too small to reliably retract the slider against friction and any residual part gripping. Above 25 degrees, the side load transmitted to the mold plate during opening becomes high enough to cause parting line damage and premature wear on the cam pin and slider pocket.
“You can design a slider to release any undercut regardless of depth or geometry.”Fałsz
Sliders have geometric limits. Very deep undercuts (>25mm travel) require large slider bodies that compete for space with cooling channels and ejector pins. Undercuts with complex geometry — curved surfaces, re-entrant angles — may require a two-stage or rotating slider mechanism, which adds $8,000–$20,000 and significant complexity. Sometimes the honest answer is that the geometry needs to change.
When Are Internal Lifters the Right Choice?
Lifters are angled ejector pins that release internal undercuts — snap-fits, ribs, and grooves that sliders cannot reach. Classic lifter applications: snap-fit hooks on the inside of a housing, rib features that have negative draft, internal groove features, and boss retention rings that face inward.
A lifter is essentially an angled ejector pin. As the ejector plate travels forward to push the part off the core, the lifter’s angle causes it to simultaneously travel sideways — releasing the internal undercut. The typical lifter angle is 5 to 15 degrees from vertical. Less than 5 degrees produces insufficient lateral travel for part release. More than 15 degrees creates excessive wear on the lifter rail and the pocket in the core.
Lifter sizing matters. In our shop, our engineers have replaced undersized lifters on three separate production molds across our 45 machines — a lifter that is undersized for the ejection force will gall and seize, leaving aluminum or steel deposits in the pocket and eventually jamming the ejection system. Size the lifter cross-section to handle at least 2× the expected ejection force, and specify H13 steel for the lifter body in any production mold running above 100,000 cycles.
How Do You Audit Your Design for Undercuts Before Tooling?
A draft analysis is the fastest way to find undercuts — every surface with negative draft in the mold-opening direction is flagged automatically. In any modern CAD system, a draft analysis tool will highlight surfaces that have negative draft in the mold opening direction. Run it before you finalize your design. At ZetarMold, we see this on every new project — every red surface is either an undercut or a surface without draft — both problems that will cost you money.
The four-step undercut audit: first, define your parting line and draw direction. Second, run draft analysis in the mold opening direction. Third, for every flagged surface, ask: can I add draft and eliminate the undercut? Can I use a shut-off? Do I actually need this feature? Fourth, for the features that survive all three questions, plan the mechanism type — slider or lifter — and include the mechanism count in your tooling budget estimate.
Elementy konstrukcyjne formy wtryskowej
| Undercut Type | Lokalizacja | Best Solution | Approximate Cost Add |
|---|---|---|---|
| Side hole / port | External wall | Side-action slider | $4,000–$10,000 |
| External snap-fit / clip | Outer wall | Slider or shut-off | $0 (shut-off) or $4K–$8K (slider) |
| Internal snap-fit | Inner wall | Lifter or shut-off | $0 (shut-off) or $1.5K–$4K (lifter) |
| External thread | Outer cylinder | Rotating unscrewing mechanism | $8,000–$20,000 |
| Internal thread | Inner cylinder | Collapsible core or unscrewing | $10,000–$25,000 |
| Circumferential groove | Around perimeter | Slider or parting line relocation | $4,000–$12,000 |
| Undercut eliminated | Any | Redesign / shut-off / draft modification | $0 |
Threads deserve a special note. External threads on a cylindrical part are routinely handled by placing the parting line along the thread centerline — the thread forms across both halves of the mold and the part releases cleanly. Internal threads almost always require either an unscrewing mechanism (expensive, slow) or a hand-loaded insert that gets removed after the shot (labor-intensive). If an internal thread is necessary, consider whether a self-tapping screw boss or a heat-set insert can replace the molded thread. Post-molded inserts are available in brass or stainless steel in standard metric sizes from M2 to M12, and they install reliably in any thermoplastic with a simple heat-press tool.

How Can Parting Line Strategy Eliminate Undercuts for Free?
Parting line relocation is the only undercut solution that costs $0 — it converts an undercut into a drafted surface. Moving or reshaping the parting line can convert an undercut into a standard drafted surface — at zero additional tooling cost. This is the approach that competitors’ guides almost never cover in detail, and it’s where experience matters most.
The basic principle: if a surface creates an undercut at a flat parting line, try stepping, angling, or contouring the parting line to follow that surface. A side hole that would require a slider at a flat parting line might be fully released at a stepped parting line that bisects the hole. The limitation is that complex parting lines take longer to machine and must be matched precisely between core and cavity — adding $1,000–$4,000 in machining time, but usually much less than a full slider mechanism.
Three parting line strategies that eliminate common undercuts: the stepped parting line (for bosses, ribs, and protrusions near the parting zone), the angled parting line (for features on tapered or angled surfaces), and the contoured parting line that follows the part’s natural geometry. We model all three options in our DFM review and present the cost difference so the customer can decide whether the design change is worth it.
Frequently Asked Questions About Injection Mold Undercut Design?
Ile dodaje pojedynczy suwak do kosztu narzędzia formującego?
A single cam-pin-driven side-action slider adds $4,000 to $10,000 to tooling cost at a typical Chinese mold shop, and $8,000 to $20,000 at North American or European shops. The cost covers cam pin design and machining, slider body from hardened H13 tool steel, guide rail installation, wear plates, and the additional T1 and T2 trial shots needed to verify slider timing, travel distance, and parting line sealing at the shut-off faces. Hydraulic or two-stage sliders cost proportionally more due to actuation hardware.
Jaka jest różnica między suwakiem a podnośnikiem w formowaniu wtryskowym?
A slider handles external undercuts on the outer surfaces of a part, moving perpendicular to the mold opening direction via a cam pin or hydraulic cylinder mounted on the mold plates. A lifter handles internal undercuts on the inner surfaces of a part, moving at an angle during the ejection stroke — its travel is integrated into the ejector plate motion. Sliders sit in the parting line area; lifters are embedded inside the core. For external side holes and clips, use a slider. For internal snap-fits and inner wall features, use a lifter or consider a shut-off.
Czy mogę wyeliminować podcięcie za pomocą elastycznego materiału?
Sometimes yes. For shallow snap-fits and small hooks, softer resins like TPE, TPU, or low-durometer polypropylene can deform enough during ejection to clear a small undercut without a mechanism — a technique called forced ejection. The design guideline is that the undercut depth must not exceed 2 to 5 percent of the part’s local diameter for this to work reliably without leaving visible stress marks or cracking. Rigid materials like ABS, PC, or glass-filled nylon cannot be force-ejected from undercuts without damage.
Skąd mam wiedzieć, czy moja część wymaga suwaka czy podnośnika?
Run a draft analysis in your CAD tool using the mold opening direction as the reference. If the flagged surface is on the outer wall of the part — visible from outside and accessible from the parting line area — you need a slider or a design change. If the flagged surface is on an inner wall or a recessed feature inside the part cavity, you need a lifter or a shut-off hole. When in doubt, submit your part files for a DFM review — standard at most mold shops and typically provided at no charge for new projects.
Jak najtaniej radzić sobie z podcięciem w formowaniu wtryskowym?
The cheapest solution is always to eliminate the undercut through design modification — zero tooling cost, zero cycle time impact. The second cheapest is a shut-off or pass-through: adding a window or hole directly below a snap-fit or tab feature, allowing the mold steel to form the feature without any moving mechanism. If neither option works, a standard cam-pin slider is the least expensive mechanism at $4,000 to $10,000. Complex rotating or multi-stage mechanisms for internal threads are the most expensive undercut solutions available.
Czy podcięcie zawsze zwiększa czas cyklu formowania?
Yes, but the magnitude depends on the mechanism type. A well-designed cam-pin slider adds 2 to 5 seconds to the mold open sequence as the slider retracts before ejection can begin. A hydraulic slider requiring an additional hydraulic actuation stroke can add 5 to 10 seconds per cycle. At 100,000 annual shots, even 5 extra seconds represents 139 additional machine-hours per year — a real ongoing production cost on top of the tooling premium. Lifters generally add less cycle time than sliders since their motion is integrated into the ejection stroke.
-
DFM: DFM (Design for Manufacturability) refers to a systematic review of part geometry before tooling to identify features that increase mold complexity, cost, or defect risk, and to propose design modifications that reduce these risks. ↩
-
undercut: An undercut is a feature in an injection molded part — such as a hook, thread, snap-fit, or side hole — that prevents the part from being ejected straight out of the mold along the primary draw direction. ↩
-
side-action slider: A side-action slider is a mechanical mold component that moves perpendicular to the mold opening direction during ejection to release undercut features, driven by an angled cam pin or hydraulic cylinder. ↩
-
lifter: A lifter is an angled ejector pin or blade inside an injection mold that moves at an angle during the ejection stroke to release internal undercuts or snap-fit features on the inner walls of a part. ↩






