 Przejdź do treści
Przejdź do treści 

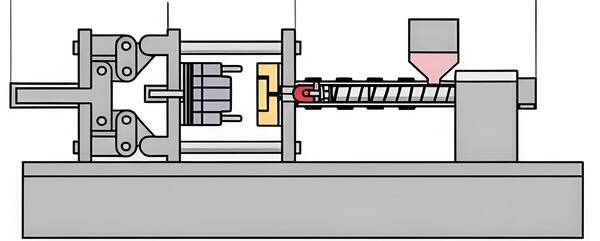
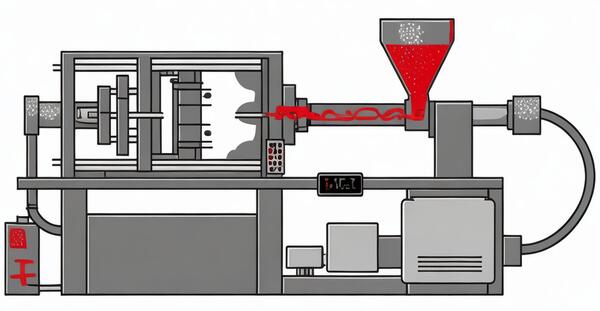
Wprowadzenie: W procesie formowania wtryskowego prędkość jest bardzo ważnym parametrem, prędkość wtrysku, określona przez parametry takie jak cylinder wtryskowy, ciśnienie wtrysku p, prędkość ślimaka, ciśnienie pompy i faza napełniania, bezpośrednio wpływa na jakość produktu i wydajność produkcji.

Prędkość wtrysku, zdefiniowana przez parametry takie jak cylinder wtryskowy, ciśnienie wtrysku p, prędkość ślimaka, ciśnienie pompy i stopień napełnienia, ma bezpośredni wpływ na jakość produktu i wydajność produkcji. Oto kilka podstawowych informacji na temat prędkości wtrysku:
Co to jest prędkość wtrysku ?
Prędkość wtrysku to przemieszczenie ślimaka wtryskowego w jednostce czasu. Ma ona bezpośredni wpływ na jakość i wydajność produkcji.

Aby wypełnić wnękę formy stopionym materiałem i uzyskać produkty o jednolitej gęstości i wysokiej precyzji, stopiony materiał musi zostać wypełniony wnęką formy w określonym czasie w celu szybkiego wypełnienia formy.
Jeśli prędkość wtrysku jest niska, czas napełniania stopionym materiałem jest długi, a produkt jest podatny na zimne połączenia, nierównomierną gęstość, wysokie naprężenia i inne wady.
Zastosowanie szybkiego wtrysku może zmniejszyć różnicę temperatur stopionego materiału w gnieździe formy, poprawić efekt przenoszenia ciśnienia i uzyskać precyzyjne produkty o jednolitej gęstości i niskim naprężeniu.
Jeśli jednak prędkość wtrysku jest zbyt wysoka, stopiony materiał będzie łatwo przepływać nieregularnie przez bramę i inne miejsca, powodując spalanie materiału, wlot gazu, słabe spaliny i bezpośrednio wpływając na jakość powierzchni produktu.
Jednocześnie, jeśli prędkość wtrysku jest zbyt wysoka, nie jest łatwo osiągnąć stabilne przełączanie między ciśnieniem wtrysku a ciśnieniem utrzymywania, a produkt często przepełnia się z powodu nadciśnienia.
Podczas wtrysku prędkość każdego punktu na bramie i przekrój wnęki są nierówne. W procesie wtrysku płyn musi być wtryskiwany powoli po wejściu do wnęki.

Na ostatnim etapie prędkość wtrysku musi zostać przyspieszona, aby zapewnić pełnię, dlatego prędkość wtrysku musi być kontrolowana etapami.
Zwiększenie prędkości wtrysku zwiększy ciśnienie napełniania. Szybkie napełnianie może utrzymać stopiony materiał w wyższej temperaturze, zmniejszyć lepkość i utratę oporu płynu, a tym samym zwiększyć ciśnienie we wnęce.

Jednocześnie może to również spowolnić chłodzenie, a produkt jest jednolity i gęsty. Jeśli jednak prędkość jest zbyt wysoka, przepływ stopu będzie niestabilny, a forma wybrzuszy się.
Ponadto określenie prędkości wtrysku powinno opierać się na różnych strukturach form, rozmiarach, systemach kanałów i właściwościach polimeru.

Jakie są czynniki wpływające na prędkość wtrysku?
Projektowanie form
Różne tworzywa sztuczne mają różne wymagania dotyczące prędkości wtrysku. Generalnie, tworzywa sztuczne o wysokiej lepkości wymagają niższych prędkości wtrysku. Na przykład polietylen o niskiej gęstości wymaga niższej prędkości wtrysku, aby uniknąć nadmiernego wytwarzania ciepła, deformacji lub skurczu.
Podczas wtryskiwania tworzywa ABS wymagana jest wyższa prędkość wtrysku, aby zapewnić, że powierzchnia części z tworzywa sztucznego jest gładka i nie tworzy gorących linii ani emulgacji.
Geometria formy
Geometria formy jest również istotnym czynnikiem: cienkościenne części wymagają najwyższej prędkości wtrysku; grubościenne części wymagają krzywej powolnej-szybkiej-wolnej prędkości, aby uniknąć wad; aby upewnić się, że jakość części jest dobra, ustawienie prędkości wtrysku powinno zapewnić, że szybkość przepływu stopionego czoła pozostanie taka sama.

Struktura i konstrukcja formy są bezpośrednio związane z jakością formowania i szybkością wtrysku części z tworzywa sztucznego.
Na przykład, jeśli forma ma dużą wnękę, należy wtryskiwać tworzywo sztuczne z dużą prędkością, aby wypełnić całą wnękę. Jeśli forma ma małą wnękę, należy wtryskiwać tworzywo sztuczne z niską prędkością, aby uniknąć uszkodzenia formy.

Właściwości materiału
Właściwości materiału są bardzo ważne, ponieważ polimery mogą ulec uszkodzeniu pod wpływem różnych naprężeń.
Jeśli zwiększysz temperaturę formy, możesz utlenić i zniszczyć strukturę chemiczną, ale jednocześnie mniej ją zniszczysz od ścinania, ponieważ wysoka temperatura sprawia, że materiał jest mniej lepki i zmniejsza naprężenie ścinające.

Bez wątpienia wielostopniowa prędkość wtrysku jest bardzo pomocna przy formowaniu materiałów wrażliwych na ciepło, takich jak PC, POM, UPVC i ich preparatów.
Model wtryskarki
Prędkość wtrysku zależy bezpośrednio od parametrów wtryskarki, takich jak tonaż, ciśnienie oleju i objętość wtrysku.

Ogólnie rzecz biorąc, gdy wtryskiwane są duże wtryskarki, wymagają one wyższego ciśnienia i objętości wtrysku, a prędkość wtrysku jest większa. Małe wtryskarki są podatne na pękanie lub wady plastikowych części z powodu nadmiernej prędkości wtrysku.
Umiejętności operatora
Umiejętności operatora mają również bezpośredni wpływ na prędkość wtrysku. Na przykład, dobry operator może dostosować prędkość wtrysku do typu wtryskarki i właściwości tworzywa sztucznego, aby zapewnić płynny proces wtrysku i dobrą jakość plastikowych części.

Inne ograniczenia przepływu i niestabilne czynniki
Podczas ustawiania segmentu prędkości należy wziąć pod uwagę geometrię formy, inne ograniczenia przepływu i niestabilne czynniki. Konieczne jest dokładne zrozumienie procesu formowania wtryskowego i znajomość materiałów, w przeciwnym razie trudno będzie kontrolować jakość produktu.
Ponieważ trudno jest bezpośrednio zmierzyć natężenie przepływu stopionego materiału, można je obliczyć pośrednio, mierząc prędkość obrotową ślimaka lub ciśnienie w komorze (aby upewnić się, że zawór zwrotny nie przecieka).
Szybkość przepływu stopu
Szybkość przepływu stopu jest bardzo ważna, ponieważ wpływa na orientację molekularną i stan powierzchni części; gdy front stopu osiągnie strukturę przekroju, należy go spowolnić; w przypadku złożonych form z dyfuzją promieniową szybkość przepływu stopu powinna być równomiernie zwiększana.
Aby uniknąć wad spowodowanych spowolnieniem przepływu na wlocie wody, można dostosować prędkość wtrysku.
Gdy stopiony materiał przechodzi przez dyszę i prowadnicę do wlotu wody, powierzchnia czoła stopionego materiału może ostygnąć i zestalić się lub stopiony materiał może pozostać w stagnacji z powodu nagłego zwężenia prowadnicy, dopóki nie zostanie wytworzone wystarczające ciśnienie, aby przepchnąć stopiony materiał przez wlot wody, co spowoduje, że ciśnienie przez wlot wody osiągnie wartość szczytową.
Jeśli ciśnienie jest zbyt wysokie, spowoduje to uszkodzenie materiału i wady powierzchni, takie jak ślady przepływu i oparzenia wlotu wody. Można to naprawić, zwalniając tuż przed wlotem wody.
Spowoduje to zatrzymanie nadmiernego ścinania na wlocie wody, a następnie można przyspieszyć prędkość wtrysku z powrotem do poprzedniego poziomu. Trudno jest kontrolować prędkość wtrysku, aby zwolnić na wlocie wody, więc lepiej jest zwolnić na końcu kanału.
Jak kontrolować prędkość wtrysku ?
Szybkość wtrysku wtryskarki to prędkość, z jaką tworzywo sztuczne jest wtryskiwane do formy. Ma to wpływ na czas wypełniania formy przez tworzywo sztuczne i rozkład ciśnienia w formie.

Prędkość wtrysku należy dostosować do konkretnego produktu i używanego tworzywa sztucznego. Oto kilka sposobów kontrolowania prędkości wtrysku:
Konwencjonalny zawór sterujący
Prędkość wtrysku jest regulowana poprzez sterowanie zaworem, który kontroluje przepływ oleju. Metoda ta jest zwykle stosowana w prostych wtryskarkach i ma stosunkowo podstawową funkcję regulacji prędkości.

Konwencjonalny zawór sterujący
System wtrysku jest napędzany serwomotorem, a prędkość wtrysku jest kontrolowana poprzez regulację prędkości silnika. Metoda ta charakteryzuje się wyższą dokładnością i szybkością reakcji i jest odpowiednia dla procesów formowania wtryskowego o wysokim zapotrzebowaniu.
Proporcjonalne sterowanie zaworem
Zawór proporcjonalny steruje przepływem za pomocą sygnału elektromagnetycznego, dzięki czemu prędkość wtrysku może być precyzyjnie regulowana i kontrolowana.

Jak ustawić prędkość wtrysku ?
Wybór prędkości wtrysku zgodnie z charakterystyką produktu
Wybierz prędkość wtrysku w oparciu o różne cechy produktu, takie jak struktura produktu, rozmiar, grubość, materiał i inne czynniki. Różne produkty wymagają różnych prędkości wtrysku i należy dostosować prędkość wtrysku, aby uzyskać najlepszy efekt formowania.
Rozsądne dostosowania
Prędkość wtrysku należy dostosować do aktualnej sytuacji. Nie rób tego zbyt szybko lub zbyt wolno, bo nie osiągniesz zbyt wiele.

Wykorzystanie technologii przetwarzania naukowego
Wykorzystaj naukową i rozsądną technologię przetwarzania wtryskowego, w połączeniu z doświadczeniem produkcyjnym, rzeczywistymi warunkami, średnią wydajnością i innymi czynnikami do optymalizacji.
Naukowa technologia przetwarzania może zmaksymalizować dopasowanie prędkości wtrysku i właściwości produktu, aby osiągnąć najlepszy efekt przetwarzania.

Jak wybrać prędkość wtrysku ?
W zależności od przepływu stopionego materiału podczas procesu wtrysku, zazwyczaj dzielimy prędkość wtrysku na pięć części:
Napełnianie z dużą prędkością
Pierwsza część to kanał główny i kanał odgałęziony. Zasadniczo stosuje się szybkie napełnianie, które może skrócić cykl formowania, ale należy wziąć pod uwagę, że ten szybki wtrysk nie powinien powodować złej jakości powierzchni.
Niska prędkość wtrysku
Druga część to brama i część produktu w pobliżu bramy. Ten etap wprowadza odpowiednie zmiany dla różnych surowców i form bramy.
Zazwyczaj należy stosować niższą prędkość wtrysku, szczególnie w przypadku żywic o wysokiej lepkości, takich jak PC, PMMA, ABS itp. oraz bram bocznych (bramy proste, takie jak przezroczyste arkusze szafek, osłony drzwi paneli okiennych i podłużne ostrza itp.

Jeśli brama jest bramą punktową lub tunelową, a materiał jest żywicą o niskiej lepkości, taką jak PP, PA, PBT itp., a wymagania dotyczące jakości powierzchni w pobliżu bramy nie są wysokie, można zastosować wtrysk z dużą prędkością.
Zasady wtrysku z dużą prędkością
Trzecia część jest główną częścią wypraski, tzn. produkt w pobliżu wlotu jest wypełniony do około 70% do 80% masy wypraski.

Ta część wykorzystuje wtrysk z dużą prędkością, aby skrócić cykl formowania, zmniejszyć zmianę lepkości stopu w metalowej wnęce formy, poprawić połysk powierzchni produktu i zmniejszyć deformację spowodowaną spadkiem ciśnienia tworzywa sztucznego podczas napełniania formy. Może to poprawić wytrzymałość i wygląd linii spawania.
Wtrysk ze średnią prędkością
Czwarta część to około 85% do 90%. Ta część jest wtryskiwana ze średnią prędkością. Celem jest przejście do wtrysku z niską prędkością w następnym etapie i zapobieganie zbyt dużej grubości formowanego produktu i jego migotaniu z powodu nierównej bramki.

Wtrysk przy niskiej prędkości
Piątym krokiem jest ostateczne wypełnienie wnęki. Zastosowanie wtrysku z niską prędkością zapobiega powstawaniu wypływek i śladów spalania oraz poprawia stabilność rozmiaru i wagi produktu. Jednocześnie może również kontrolować i zmniejszać ciśnienie zacisku.
Jakie problemy można rozwiązać poprzez regulację prędkości wtrysku? ?
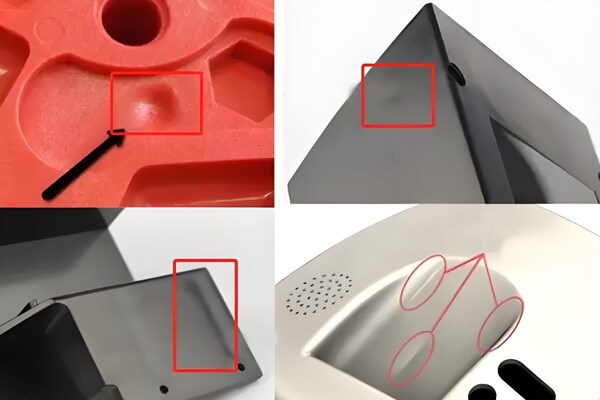
Możemy uniknąć lub zredukować defekty, takie jak wypalanie, przypalanie i uwięzione powietrze, kontrolując prędkość wtrysku na ostatnim etapie.

Flash
Spowolnienie pod koniec napełniania może zapobiec nadmiernemu pakowaniu, uniknąć zapłonu i zmniejszyć naprężenia szczątkowe. Zmniejszenie prędkości odpowietrzania, zwłaszcza pod koniec wtrysku, może również rozwiązać problem uwięzionego powietrza spowodowanego słabym odpowietrzaniem na końcu ścieżki przepływu lub problemami z minimalnym ciśnieniem napełniania.

Krótki strzał
Krótki wtrysk ma miejsce, gdy stopiony materiał zwalnia na wlocie wody lub gdy stopiony materiał krzepnie i blokuje lokalnie przepływ. Problem ten można rozwiązać, zwiększając prędkość wtrysku tuż za wlotem wody lub miejscową blokadą przepływu.

Wady, takie jak ślady przepływu, oparzenia wlotu wody, pęknięcia molekularne, rozwarstwienie i złuszczanie materiałów wrażliwych na ciepło są spowodowane zbyt dużym ścinaniem podczas przechodzenia przez wlot wody.
Gładkie części zależą od szybkości wtrysku, a materiały wypełnione włóknem szklanym są szczególnie wrażliwe, zwłaszcza nylon. Ciemne plamy (faliste wzory) są spowodowane niestabilnością przepływu spowodowaną zmianami lepkości. Zniekształcony przepływ może powodować faliste wzory lub nierównomierną mgiełkę, a dokładny defekt zależy od stopnia niestabilności przepływu.

Gdy stopiony materiał przejdzie przez wlot wody, wtrysk z dużą prędkością spowoduje wysokie ścinanie, a wrażliwe na ciepło tworzywa sztuczne zostaną spalone. Ten spalony materiał przejdzie przez wnękę, dotrze do frontu przepływu i pojawi się na powierzchni części.
Wzór strzału
Aby uniknąć powstawania śladów wtrysku, ustawienie prędkości wtrysku musi zapewniać, że obszar linii przepływu wypełnia się szybko, a następnie powoli przechodzi przez wlot wody. Znalezienie tego punktu przejścia prędkości jest istotą problemu. Jeśli nastąpi to zbyt wcześnie, czas napełniania zostanie nadmiernie wydłużony.

Jeśli nastąpi to zbyt późno, nadmierna bezwładność przepływu spowoduje powstanie wzoru strzału. Im niższa lepkość stopu i im wyższa temperatura cylindra, tym bardziej oczywista jest tendencja do powstawania tego wzoru. Ponieważ małe wloty wody wymagają wtrysku z dużą prędkością i pod wysokim ciśnieniem, są one również ważnym czynnikiem prowadzącym do wad przepływu.
Skurcz
Aby zmniejszyć skurcz, należy poprawić przenoszenie ciśnienia i zmniejszyć spadek ciśnienia. Niska temperatura formy i niska prędkość posuwu ślimaka sprawią, że długość przepływu będzie krótsza, więc aby to zrekompensować, należy użyć wysokiej prędkości wtrysku.
Szybki przepływ zmniejsza straty ciepła, a ciepło generowane przez wysokie ciepło ścinające spowoduje wzrost temperatury stopu i spowolnienie tempa zagęszczania zewnętrznej warstwy części. Przecięcie wnęki musi być wystarczająco grube, aby uniknąć zbyt dużego spadku ciśnienia, w przeciwnym razie nastąpi skurcz.
Wnioski
Podsumowując, prędkość wtrysku jest bardzo ważna w procesie formowania wtryskowego. Kontrolując prędkość wtrysku, można poprawić wygląd produktu, wyprodukować więcej produktów i upewnić się, że produkt ma odpowiedni rozmiar i jest mocny.
Różne materiały, różne struktury form i różne wymagania dotyczące produktów wymagają starannej regulacji i precyzyjnej kontroli prędkości wtrysku w celu uzyskania najlepszego efektu formowania.
Dlatego dogłębne zrozumienie procesu formowania wtryskowego i właściwości materiałów oraz naukowych praktyk produkcyjnych zapewni kluczowe wsparcie w optymalizacji produkcji formowania wtryskowego.







