 Przejdź do treści
Przejdź do treści 
Usługi druku 3D metodą Multi Jet Fusion (MJF)
Odkryj nasze profesjonalne usługi druku 3D Multi Jet Fusion (MJF), aby uzyskać mocne, szczegółowe części o krótkim czasie realizacji.

Zasoby dla Kompletnego przewodnika po druku 3D Multi Jet Fusion (MJF)
Czym jest druk 3D Multi Jet Fusion (MJF)?
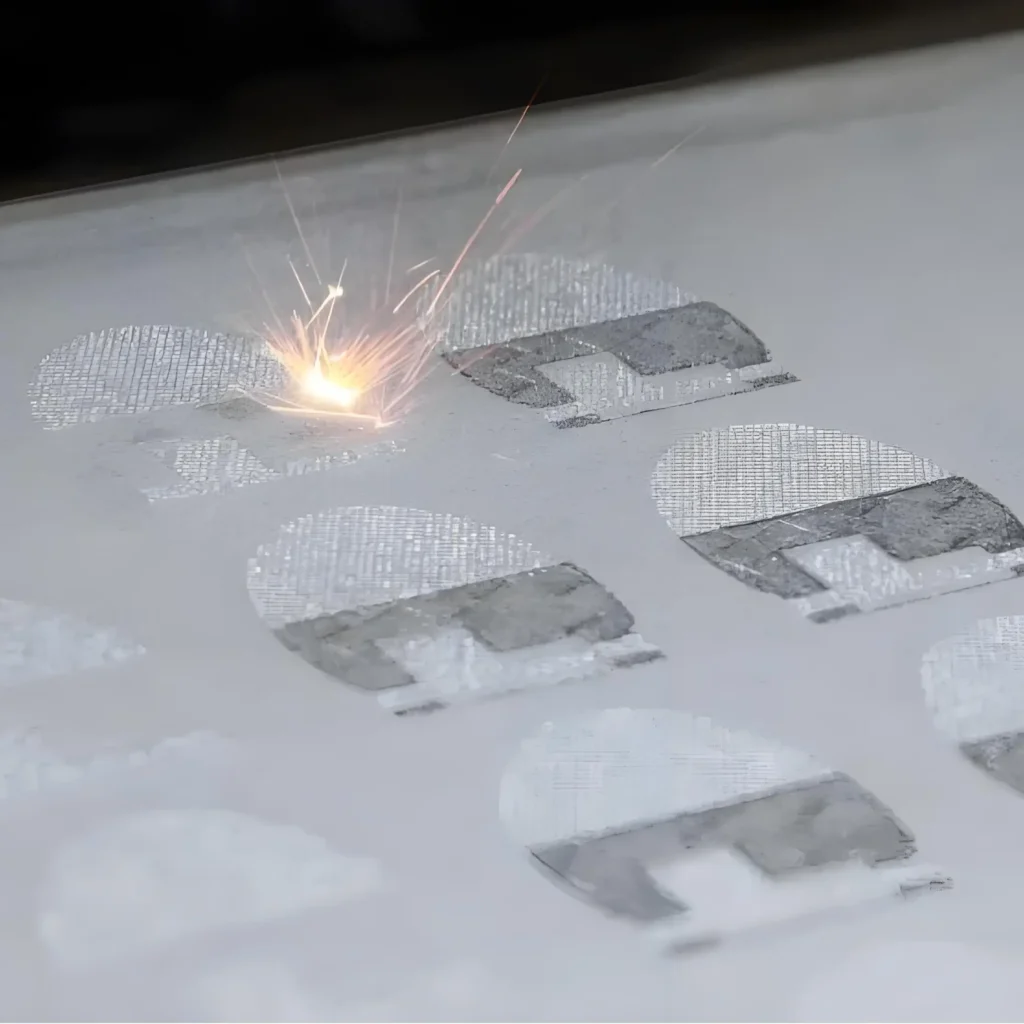
Multi Jet Fusion (MJF) to szybka, przemysłowa technologia produkcji dodatków opracowana i wprowadzona przez HP (Hewlett-Packard). Należy ona do fuzja złoża proszkowego rodzina procesów druku 3D. W swojej istocie MJF buduje funkcjonalne prototypy i końcowe części produkcyjne z granulowanego proszku termoplastycznego, warstwa po warstwie, z poziomem szybkości, szczegółowości i jakości części, który pozycjonuje go jako wiodącą technologię zarówno do szybkiego prototypowania, jak i produkcji seryjnej.
W przeciwieństwie do innych metod stapiania w łożu proszkowym, które wykorzystują pojedynczy laser do śledzenia i spiekania geometrii części (jak SLS), MJF wykorzystuje unikalny proces obejmujący cały obszar. Wykorzystuje on matrycę atramentową do selektywnego nakładania środków chemicznych na całą powierzchnię złoża proszku w jednym przejściu. Ta fundamentalna różnica jest kluczem do wyjątkowej szybkości i produktywności, umożliwiając produkcję solidnych, wysokiej jakości części przy niższym koszcie jednostkowym w porównaniu z wieloma alternatywami.
1. Podstawowa zasada: Fuzja złoża proszkowego ze środkiem do detali:
Innowacyjność MJF polega na zastosowaniu dwóch podstawowych środków płynnych: środka utrwalającego i środka do detalowania.
- Środek utrwalający: Jest to czarny atrament przewodzący ciepło. Jest on precyzyjnie natryskiwany na obszary złoża proszku, które mają stać się częścią stałą. Gdy stosowana jest energia podczerwieni, środek ten pochłania ciepło, powodując stopienie i stopienie się cząstek proszku.
- Detailing Agent: Środek ten jest rozpylany wokół zewnętrznego konturu części. Jego podstawową funkcją jest hamowanie stapiania. Działa jako izolator termiczny, zapobiegając topieniu się proszku na granicy części. Tworzy to ostre przejście termiczne między strefami stopionymi i nietopionymi, co skutkuje ostrymi krawędziami, precyzyjną definicją cech i gładszym wykończeniem powierzchni niż byłoby to możliwe w innym przypadku.
Ten podwójny system daje MJF kontrolę na poziomie woksela nad właściwościami części, co jest kamieniem węgielnym potencjału tej technologii w zakresie przyszłego rozwoju materiałów i właściwości.
2. Jak MJF wyróżnia się na rynku produkcji addytywnej:
MJF nie jest jedynie przyrostowym ulepszeniem istniejących technologii; stanowi zmianę paradygmatu w druku 3D opartym na proszku. Wypełnia lukę między swobodą projektowania w druku 3D a wydajnością wymaganą do produkcji.
- Do prototypowania: Oferuje możliwość tworzenia wysoce funkcjonalnych, trwałych prototypów, które ściśle naśladują właściwości mechaniczne końcowych części formowanych wtryskowo.
- Do produkcji: Jego szybkość, spójność i opłacalność sprawiają, że jest to realna alternatywa dla tradycyjnych metod produkcji, takich jak formowanie wtryskowe, w przypadku małych i średnich serii produkcyjnych, części niestandardowych i złożonych geometrii, których nie można formować.
Jak działa technologia Multi Jet Fusion?
1. Proces drukowania MJF krok po kroku:
Krok 1: Osadzanie materiału
Proces rozpoczyna się wewnątrz komory roboczej. Mechanizm ponownego powlekania przesuwa cienką, precyzyjną warstwę proszku termoplastycznego (np. PA 12) po platformie roboczej, tworząc świeże, jednolite złoże proszku. Komora jest wstępnie podgrzewana do temperatury tuż poniżej temperatury topnienia materiału, co minimalizuje energię wymaganą do fuzji i pomaga zapobiegać wypaczeniom.
Krok 2: Aplikacja agenta
Jest to decydujący etap procesu MJF. Atramentowa głowica drukująca, podobna do tych, które można znaleźć w drukarkach 2D do papieru, ale znacznie bardziej zaawansowana, przechodzi nad złożem proszku. Wózek ten zawiera tysiące dysz, które mogą z niezwykłą precyzją rozpylać maleńkie kropelki (pikolitry) środków chemicznych. Poruszając się, wykonuje dwa działania jednocześnie:
- Rola czynnika utrwalającego: Głowica drukująca selektywnie umieszcza środek utrwalający na obszarach proszku, które odpowiadają przekrojowi części dla danej warstwy. Środek ten został zaprojektowany jako wysoce skuteczny pochłaniacz promieniowania podczerwonego. Zasadniczo "maluje" on wycinek modelu 3D na proszku.
- Rola agenta ds. detali: Jednocześnie głowica drukująca nakłada środek do detalowania na obwodzie geometrii części. Środek ten ma właściwości hamujące stapianie. Chłodzi granicę, zapobiegając rozprzestrzenianiu się ciepła i częściowemu stopieniu otaczającego luźnego proszku. Ta precyzyjna kontrola termiczna pozwala MJF uzyskać ostre krawędzie i drobne detale.
Krok 3: Zastosowanie energii i utrwalanie
Natychmiast po nałożeniu środków, źródło energii podczerwonej (zestaw lamp o dużej mocy) przechodzi nad całym złożem proszku. Obszary poddane działaniu czarnego środka stapiającego szybko pochłaniają tę energię, powodując wzrost ich temperatury powyżej temperatury topnienia materiału. Proszek w tych obszarach topi się i stapia w stałą warstwę. Niepoddany obróbce proszek i obszary poddane obróbce środkiem detalizującym nie pochłaniają tak dużej ilości energii i pozostają w postaci sypkiego proszku.
Krok 4: Uzupełnianie i powtarzanie warstw
Po stopieniu warstwy platforma robocza obniża się o grubość pojedynczej warstwy (zwykle około 80 mikronów). Następnie urządzenie do ponownego powlekania nakłada nową warstwę proszku i cały cykl (kroki 1-4) powtarza się. Proces ten jest kontynuowany warstwa po warstwie, aż do ukończenia całej części lub partii części. Ponieważ części są wspierane przez otaczający je nieutwardzony proszek, nie są potrzebne żadne dedykowane konstrukcje wsporcze, co pozwala na stosowanie złożonych geometrii i możliwość zagnieżdżania wielu części w objętości wydruku w celu zmaksymalizowania wydajności.

2. Po wydrukowaniu: Proces chłodzenia i rozpakowywania:
Po zakończeniu fazy drukowania cała jednostka drukująca, zawierająca stopione części i otaczający je sypki proszek, jest przenoszona z drukarki do oddzielnej stacji przetwarzania.
- ① Kontrolowane chłodzenie: Jednostka drukująca musi stygnąć powoli i w kontrolowanych warunkach. Jest to krytyczny etap zapewniający dokładność części i optymalne właściwości mechaniczne. Przyspieszenie procesu chłodzenia może prowadzić do wypaczeń i naprężeń wewnętrznych. Okres chłodzenia jest istotną częścią całego procesu MJF i może trwać kilka godzin.
- ② Ekstrakcja części: Po schłodzeniu jednostka drukująca jest rozpakowywana. Blok stopionych części i nietopionego proszku jest rozbijany. Znaczna większość luźnego proszku jest usuwana i zbierana do recyklingu.
- ③ Usuwanie pudru: Części są następnie przenoszone do stacji czyszczącej, gdzie wszelkie pozostałości niestopionego proszku są skrupulatnie usuwane, zwykle za pomocą piaskowania lub sprężonego powietrza. W ten sposób powstają gotowe części, które mają lekko szorstkie, matowo-szare wykończenie powierzchni.

Odzyskany proszek jest mieszany z pewnym procentem świeżego proszku (proces zwany "odświeżaniem") i może być używany w kolejnych kompilacjach. Ten wysoki wskaźnik ponownego użycia (zazwyczaj 80-90%) sprawia, że MJF jest bardziej zrównoważonym i opłacalnym procesem w porównaniu do innych technologii łoża proszkowego, które mają niższe wskaźniki odświeżania.
Jakie są typowe zastosowania MJF?
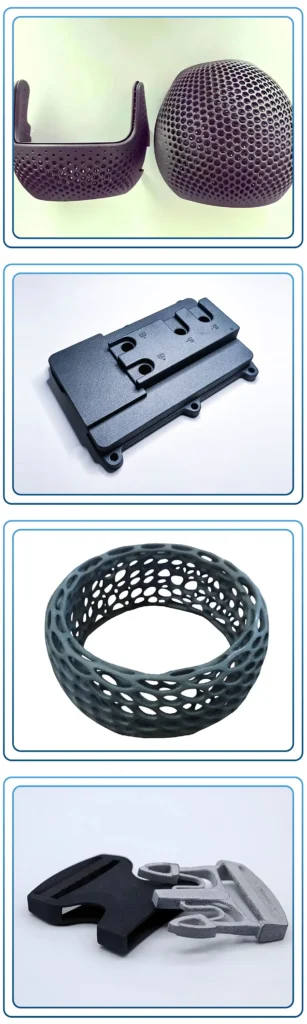
Unikalne połączenie szybkości, opłacalności i solidnych właściwości materiału sprawia, że Multi Jet Fusion jest wysoce wszechstronną technologią odpowiednią do szerokiego zakresu zastosowań, obejmujących cały cykl życia produktu.
1. Funkcjonalne prototypowanie:
MJF przoduje w tworzeniu funkcjonalnych prototypów o wysokiej wierności, które mogą wytrzymać rygorystyczne testy.
- Testowanie kształtu, dopasowania i funkcjonalności: Inżynierowie mogą produkować prototypy o właściwościach mechanicznych niemal identycznych z częściami końcowymi, co pozwala na realistyczne testowanie zespołów, zatrzasków i ruchomych komponentów.
- Szybka iteracja: Szybkość procesu MJF pozwala zespołom projektowym na szybkie przejście od modelu CAD do fizycznej części, przetestowanie go, zidentyfikowanie wad i iterację projektu w ciągu dni, a nie tygodni. Przyspiesza to cały cykl rozwoju produktu.
- Wytrzymałe i trwałe prototypy: W przeciwieństwie do bardziej kruchych technologii prototypowania, części MJF wykonane z materiałów takich jak PA 11 i PA 12 są wytrzymałe, odporne chemicznie i mogą wytrzymać obciążenia fizyczne, co czyni je idealnymi do testów w terenie.
2. Części do produkcji końcowej:
To właśnie tutaj MJF naprawdę błyszczy i wyróżnia się na tle wielu innych technologii druku 3D. Nie jest to tylko narzędzie do prototypowania; jest to legalne rozwiązanie produkcyjne.
① Części samochodowe:
Przemysł motoryzacyjny wykorzystuje MJF zarówno do prototypowania, jak i produkcji niekrytycznych elementów wewnętrznych, zewnętrznych i pod maską.
- Przykłady: Wsporniki, zaciski, obudowy płynów, elementy deski rozdzielczej, niestandardowe elementy wykończenia i przewody.
- Korzyści: Odporność chemiczna PA 12 na oleje i płyny, jego trwałość i zdolność do wytwarzania złożonych, lekkich struktur to kluczowe zalety.
② Urządzenia medyczne i medyczne:
Materiały MJF, takie jak PA 12, są biokompatybilne (certyfikowane USP klasy I-VI i wytyczne US FDA dla urządzeń o nienaruszonej powierzchni skóry) i mogą być sterylizowane, dzięki czemu nadają się do szerokiego zakresu zastosowań medycznych.
- Przykłady: Prowadnice chirurgiczne, modele ortopedyczne, niestandardowe ortezy i protezy, obudowy urządzeń medycznych i sprzęt laboratoryjny.
- Korzyści: Zdolność do tworzenia części specyficznych dla pacjenta, złożonych kanałów wewnętrznych i lekkich projektów z doskonałą szczegółowością.
Towary konsumpcyjne i elektronika:
MJF jest wykorzystywany do produkcji trwałych obudów, obudów i komponentów wewnętrznych dla różnych produktów konsumenckich.
- Przykłady: Korpusy dronów, niestandardowe obudowy elektroniczne, komponenty słuchawek i obudowy ochronne.
- Korzyści: Doskonałe wykończenie powierzchni (zwłaszcza po obróbce końcowej), wysoka szczegółowość i wytrzymałość na upadki i codzienne użytkowanie.
④ Przyrządy, uchwyty i oprzyrządowanie przemysłowe:
Hale produkcyjne czerpią ogromne korzyści ze zdolności MJF do szybkiego wytwarzania niestandardowych narzędzi.
- Przykłady: Przyrządy montażowe, przyrządy kontrolne, prowadnice wiertarskie i oprzyrządowanie końca ramienia dla robotyki.
- Korzyści: Zastąpienie ciężkich, drogich i powolnych w produkcji metalowych narzędzi lekkimi, ergonomicznymi i opłacalnymi alternatywami drukowanymi w 3D poprawia wydajność linii produkcyjnej i bezpieczeństwo operatora.
3. Złożone geometrie i struktury kratowe:
Ponieważ MJF nie wymaga konstrukcji wsporczych, odblokowuje bezprecedensową swobodę projektowania. Jest to szczególnie cenne w przypadku aplikacji, które korzystają ze złożoności geometrycznej.
- Struktury kratowe: Inżynierowie mogą projektować części ze złożonymi wewnętrznymi strukturami kratowymi, aby zmniejszyć wagę i zużycie materiału przy jednoczesnym zachowaniu integralności strukturalnej. Ma to kluczowe znaczenie w zastosowaniach lotniczych i motoryzacyjnych o wysokiej wydajności.
- Konsolidacja części: Wiele pojedynczych komponentów zespołu można przeprojektować i wydrukować jako pojedynczą, złożoną część. Skraca to czas montażu, eliminuje potencjalne punkty awarii i upraszcza łańcuch dostaw.

Czy MJF nadaje się zarówno do prototypowania, jak i produkcji?
Absolutnie. Jedną z najbardziej atrakcyjnych propozycji Multi Jet Fusion jest jej podwójna zdolność, służąca jako potężne narzędzie zarówno na początkowych etapach rozwoju produktu, jak i na końcowych etapach produkcji.
1. MJF do szybkiego prototypowania:
MJF stał się doskonałym wyborem do tworzenia wysokiej jakości funkcjonalnych prototypów.
- Prędkość: Proces drukowania obszarowego pozwala MJF produkować prototypy znacznie szybciej niż technologie takie jak FDM lub SLS, zwłaszcza gdy objętość wydruku jest wypełniona wieloma częściami. Pełna kompilacja prototypów może być często ukończona w ciągu jednej nocy.
- Parytet funkcjonalny: Części MJF wykazują doskonałe, niemal izotropowe właściwości mechaniczne. Oznacza to, że wytrzymałość i zachowanie prototypu są bardzo spójne niezależnie od jego orientacji w komorze roboczej. Ta przewidywalność ma kluczowe znaczenie dla testów funkcjonalnych, ponieważ prototyp zachowuje się podobnie jak część formowana wtryskowo.
- Właściwości materiału: Prototypy wykonane z PA 12 lub PA 11 służą nie tylko do oceny wizualnej. Są one wytrzymałe, trwałe i odporne chemicznie, co pozwala na testowanie w rzeczywistych warunkach, w których prototypy wykonane w innych technologiach uległyby zniszczeniu.

2. MJF dla produkcji seryjnej:
MJF został zaprojektowany od podstaw z myślą o produkcji. Kilka czynników sprawia, że jest to realna i często lepsza alternatywa dla tradycyjnej produkcji w niektórych zastosowaniach.
- Skalowalność ekonomiczna: Koszt jednej części w przypadku MJF jest wysoce konkurencyjny, szczególnie w przypadku małych i średnich serii (od setek do tysięcy sztuk). Wysoka prędkość, zdolność do gęstego zagnieżdżania części w objętości roboczej i wysoki wskaźnik ponownego wykorzystania proszku przyczyniają się do korzystnej ekonomii, która stanowi wyzwanie dla formowania wtryskowego dla tych ilości.
- Spójność i powtarzalność: Drukarki MJF oferują wyjątkową kontrolę procesu, co skutkuje wysoką dokładnością wymiarową i powtarzalnością każdej części. Zapewnia to, że tysięczna część jest praktycznie identyczna z pierwszą, co jest niezbywalnym wymogiem w środowiskach produkcyjnych.
- Sprawność łańcucha dostaw: MJF umożliwia produkcję na żądanie i cyfrową inwentaryzację. Zamiast magazynować fizyczne części, firmy mogą przechowywać pliki cyfrowe i drukować części w razie potrzeby. Zmniejsza to koszty magazynowania, minimalizuje straty wynikające z przestarzałych zapasów i pozwala na zlokalizowaną produkcję, skracając czas realizacji.
- Masowa personalizacja: MJF sprawia, że ekonomicznie wykonalne jest wytwarzanie niestandardowych lub spersonalizowanych produktów na dużą skalę. Ponieważ nie ma oprzyrządowania, każda część w kompilacji może być unikalna bez ponoszenia dodatkowych kosztów.

3. Most pomiędzy: Od prototypu do produkcji przy użyciu jednej technologii:
Wykorzystanie MJF zarówno do prototypowania, jak i produkcji zapewnia płynne przejście. Prototyp, który został przetestowany i zatwierdzony, jest wykonany z dokładnie tego samego materiału i w tym samym procesie, co ostateczna część produkcyjna. Eliminuje to ryzyko i etapy ponownej walidacji, które często występują przy przejściu z technologii prototypowania (np. FDM) na technologię produkcyjną (np. formowanie wtryskowe). Ta ciągłość odciąża proces rozwoju produktu i znacznie przyspiesza czas wprowadzenia go na rynek.
Jakie materiały są powszechnie stosowane w druku 3D MJF?
Chociaż wybór materiałów dla MJF jest bardziej ograniczony niż w przypadku innych technologii, takich jak FDM, dostępne materiały są wysoce zaprojektowane pod kątem wydajności i obejmują szeroki zakres zastosowań przemysłowych. Portfolio stale się poszerza, ale podstawowymi materiałami są wytrzymałe tworzywa termoplastyczne.
1. Poliamidy (nylony):
Nylony są kamieniem węgielnym druku MJF, znanym z doskonałej równowagi między wytrzymałością, elastycznością i odpornością termiczną/chemiczną.
① PA 12 (materiał roboczy):
HP 3D High Reusability PA 12 to najpopularniejszy i najbardziej wszechstronny materiał dla MJF. Jest to wytrzymałe tworzywo termoplastyczne o doskonałych właściwościach.
Właściwości i korzyści:
- Wysoka wytrzymałość i sztywność: Zapewnia solidne, trwałe części.
- Dobra odporność chemiczna: Odporność na oleje, smary, węglowodory alifatyczne i zasady.
- Doskonała rozdzielczość szczegółów: Możliwość tworzenia drobnych elementów i ostrych krawędzi.
- Biokompatybilność: Certyfikowany do zastosowań medycznych wymagających kontaktu ze skórą.
- Wysoka przydatność do ponownego użycia: Wiodące w branży wskaźniki odświeżania proszku (około 80% proszku z recyklingu do 20% proszku pierwotnego) sprawiają, że jest on opłacalny i bardziej zrównoważony.
Typowe zastosowania: Funkcjonalne prototypy, przyrządy i uchwyty produkcyjne, urządzenia medyczne, komponenty motoryzacyjne i złożone zespoły. Jest to idealny materiał do większości zastosowań MJF.
② PA 11 (Bio-Based Alternative):
HP 3D High Reusability PA 11 jest produkowany z zasobów odnawialnych (olej rycynowy), dzięki czemu jest bardziej przyjazny dla środowiska. Oferuje inne właściwości mechaniczne niż PA 12.
Właściwości i korzyści:
- Doskonała plastyczność i odporność na uderzenia: PA 11 jest mniej kruchy niż PA 12 i oferuje większe wydłużenie przy zerwaniu. Dzięki temu idealnie nadaje się do części, które muszą się zginać bez łamania, takich jak zatrzaski, żywe zawiasy i elementy narażone na uderzenia.
- Ulepszone właściwości izotropowe: Wykazuje jeszcze bardziej spójne właściwości mechaniczne we wszystkich osiach.
- Na bazie biologicznej: Oferuje bardziej zrównoważoną opcję materiałową.
Typowe zastosowania: Protetyka, sprzęt sportowy, komponenty dronów i wszelkie zastosowania wymagające wysokiej wytrzymałości i odporności na zmęczenie.
③ PA 12 z wypełnieniem szklanym (PA 12 GB):
HP 3D High Reusability PA 12 with Glass Beads (GB) to materiał kompozytowy zawierający wypełniacz w postaci szklanych perełek 40%.
Właściwości i korzyści:
- Zwiększona sztywność i stabilność wymiarowa: Szklane kulki znacznie zwiększają sztywność materiału i zmniejszają jego tendencję do wypaczania się, dzięki czemu idealnie nadaje się do części, które wymagają wysokiej sztywności i muszą zachować wąskie tolerancje pod obciążeniem lub zmianami temperatury.
- Zwiększona odporność na zużycie: Zapewnia lepszą odporność na zużycie ścierne.
Typowe zastosowania: Obudowy, obudowy, osprzęt i oprzyrządowanie, które wymagają długotrwałej stabilności i sztywności. Nie nadaje się do części wymagających wysokiej udarności lub elastyczności.


2. Termoplastyczny poliuretan (TPU):
Materiały takie jak BASF Ultrasint® TPU01 są dostępne dla MJF, umożliwiając produkcję elastycznych, gumopodobnych części.
Właściwości i korzyści:
- Elastyczność i sprężystość: Oferuje doskonałą odporność na odbicia i rozdarcia. Może być wielokrotnie rozciągany i ściskany bez trwałego odkształcenia.
- Wysoka odporność na zużycie i ścieranie: Niezwykle trwała w zastosowaniach wymagających tarcia.
- Dobra absorpcja wstrząsów: Idealne do amortyzacji i tłumienia drgań.
Typowe zastosowania: Uszczelnienia, uszczelki, węże, mieszki, chwytaki, koła i ochronne konstrukcje kratowe do sprzętu sportowego lub obuwia.


Jak MJF wypada na tle innych technologii druku 3D?
Wybór odpowiedniej technologii druku 3D zależy od konkretnych wymagań aplikacji, takich jak szybkość, właściwości materiału, koszt i pożądany poziom szczegółowości. Oto jak MJF wypada na tle innych popularnych technologii przemysłowych.
1. MJF vs. selektywne spiekanie laserowe (SLS):
SLS jest technologią najbardziej zbliżoną do MJF, ponieważ obie są procesami syntezy w złożu proszku. Kluczowe różnice decydują jednak o tym, która z nich jest lepsza dla danego zadania.
Podobieństwa:
- Oba wykorzystują proszki termoplastyczne (najczęściej Nylon 12).
- Oba są samonośne, eliminując potrzebę stosowania dedykowanych struktur wsparcia.
- Obie produkują mocne, funkcjonalne części odpowiednie do zastosowań końcowych.
② Kluczowe różnice:
- Fusion Method & Speed: SLS wykorzystuje pojedynczy laser o dużej mocy do śledzenia geometrii części punkt po punkcie. MJF wykorzystuje matrycę atramentową i lampę na podczerwień do stapiania całej warstwy na raz. To sprawia, że MJF znacznie szybszy (w niektórych przypadkach nawet 10-krotnie), zwłaszcza w przypadku konstrukcji z wieloma małymi częściami lub dużymi przekrojami poprzecznymi.
- Detale i wykończenie powierzchni: Środek wykańczający w MJF zapewnia lepszą kontrolę termiczną na granicy części, co zazwyczaj skutkuje ostrzejsze detale i nieco gładsze wykończenie powierzchni w porównaniu do SLS.
- Możliwość ponownego wykorzystania materiałów: MJF może pochwalić się wyższym współczynnikiem odświeżania proszku (zazwyczaj 80% z recyklingu), podczas gdy SLS często wymaga mieszanki 50/50 proszku z recyklingu i pierwotnego. To sprawia, że MJF bardziej opłacalny i zrównoważony pod względem zużycia materiałów.
- Właściwości części: Części MJF są generalnie bardziej izotropowe i mają wyższą wytrzymałość na rozciąganie i gęstość niż ich odpowiedniki SLS, co czyni je lepszymi mechanicznie.
③ Kiedy wybrać MJF zamiast SLS?
Wybierz MJF do produkcji wielkoseryjnej, zastosowań, w których prędkość ma kluczowe znaczenie, części wymagających najlepszej możliwej wydajności mechanicznej i drobnych detali, a także gdy koszt jednej części jest głównym czynnikiem.
Druk 3D w technologii SLS
2. MJF vs. Fused Deposition Modeling (FDM):
FDM to technologia oparta na wytłaczaniu, która buduje części poprzez osadzanie stopionego filamentu warstwa po warstwie.
Kluczowe różnice:
- Właściwości mechaniczne (izotropia): Części FDM są anizotropowyco oznacza, że są one znacznie słabsze w osi Z (między warstwami) niż w płaszczyźnie XY. Części MJF są prawie izotropowy, przy czym wytrzymałość jest bardzo spójna we wszystkich kierunkach. Sprawia to, że MJF jest znacznie lepszy w przypadku części funkcjonalnych, które będą poddawane obciążeniom.
- Wykończenie powierzchni i szczegóły: MJF produkuje części z drobną, ziarnistą teksturą i znacznie wyższą rozdzielczością. Części FDM mają widoczne linie warstw i zmagają się z drobnymi szczegółami i złożonymi geometriami bez znaczących struktur nośnych.
- Swoboda projektowania: Samonośna natura łoża proszkowego MJF pozwala na tworzenie niezwykle złożonych geometrii, wewnętrznych kanałów i zagnieżdżonych zespołów, które są niemożliwe lub niepraktyczne do wydrukowania w technologii FDM ze względu na zależność od struktur podporowych.
- Szybkość i skalowalność: W przypadku pojedynczej małej części, FDM może być szybszy. W przypadku produkcji wielu części jednocześnie, MJF jest znacznie lepszy ze względu na możliwość zagnieżdżania części i proces drukowania obejmujący cały obszar.
② Kiedy wybrać MJF zamiast FDM?
Wybierz MJF, gdy wymagana jest wydajność mechaniczna, dokładność wymiarowa, złożona geometria i profesjonalne wykończenie powierzchni. FDM lepiej nadaje się do tanich wstępnych modeli koncepcyjnych, prostych geometrii i zastosowań, w których dopuszczalne są właściwości anizotropowe.
Druk 3D w technologii FDM
3. MJF a stereolitografia (SLA):
SLA to technologia fotopolimeryzacji kadziowej, która wykorzystuje laser UV do utwardzania ciekłej żywicy fotopolimerowej warstwa po warstwie.
Kluczowe różnice:
- Właściwości materiału i trwałość: Żywice SLA, choć oferują niesamowitą szczegółowość, są generalnie bardziej kruche i mniej trwałe niż tworzywa termoplastyczne klasy inżynieryjnej stosowane w MJF. Części MJF (takie jak PA 12) są wytrzymałe, elastyczne i odpowiednie do wymagających zastosowań funkcjonalnych. Części SLA są lepsze do modeli wizualnych i zastosowań, w których wymagana jest wysoka sztywność, ale nie udarność.
- Wykończenie powierzchni: SLA produkuje Najgładsze wykończenie powierzchni spośród wszystkich technologii druku 3D, dzięki czemu idealnie nadaje się do tworzenia estetycznych prototypów, modeli prezentacyjnych i wzorów do odlewania. Surowe części MJF mają ziarnistą teksturę, choć można ją poprawić poprzez obróbkę końcową.
- Koncentracja na aplikacji: MJF jest ukierunkowany na funkcjonalne prototypy i części produkcyjne. SLA jest złotym standardem dla szczegółowe modele wizualne, dopasowane prototypy i wzory odlewnicze.
- Koszt: W przypadku części funkcjonalnych, MJF jest generalnie bardziej opłacalny, zwłaszcza na dużą skalę.
② Kiedy wybrać MJF zamiast SLA?
Wybierz MJF do wszelkich zastosowań wymagających trwałości, udarności, odporności chemicznej i dobrych właściwości mechanicznych do rzeczywistego użytku. Wybierz SLA, gdy najwyższym priorytetem jest ultra-gładkie, przypominające formę wtryskową wykończenie powierzchni do celów wizualnych lub do tworzenia wzorców.

Druk 3D w technologii SLA
Druk 3D metodą Multi Jet Fusion (MJF)
Dowiedz się, jak działa druk 3D Multi Jet Fusion (MJF), jego kluczowe zalety, kompatybilne materiały i dlaczego jest idealny do funkcjonalnych prototypów i części do użytku końcowego.

Zasoby dla Kompletnego przewodnika po druku 3D Multi Jet Fusion (MJF)
Jakie są kluczowe zalety korzystania z MJF?
Technologia Multi Jet Fusion oferuje przekonujący zestaw korzyści, które czynią ją wiodącym wyborem dla nowoczesnej produkcji.
1. Wyjątkowa szybkość i wydajność:
Jednoprzebiegowy proces stapiania obejmujący cały obszar jest podstawą szybkości MJF. Przetwarzając całą warstwę na raz, może produkować części z prędkością do 10 razy większą niż konkurencyjne technologie, takie jak SLS i FDM, drastycznie skracając czas realizacji zarówno prototypów, jak i serii produkcyjnych.
2. Doskonałe właściwości mechaniczne i izotropowość:
Części MJF wykazują najlepsze w swojej klasie właściwości izotropowe, co oznacza, że mają niemal jednolitą wytrzymałość i trwałość w kierunkach X, Y i Z. Jest to krytyczna przewaga nad FDM, a nawet poprawa w stosunku do SLS, co skutkuje przewidywalnymi, niezawodnymi częściami, które działają jak ich odpowiedniki formowane wtryskowo.
3. Wysoka dokładność i rozdzielczość detali:
Połączenie głowicy drukującej o wysokiej rozdzielczości (1200 DPI) i unikalnego środka detalizującego pozwala firmie MJF produkować części z precyzyjną definicją cech (do 0,5 mm), ostrymi krawędziami i doskonałą dokładnością wymiarową.
4. Opłacalność dla małych i średnich partii:
Wysoka prędkość MJF, wydajne zagnieżdżanie części (wypełnianie objętości kompilacji w 3D) i wiodący w branży wskaźnik ponownego wykorzystania proszku zapewniają niski koszt w przeliczeniu na część. Sprawia to, że jest to ekonomicznie opłacalne rozwiązanie produkcyjne dla serii produkcyjnych, które są zbyt małe dla opłacalnego formowania wtryskowego.
5. Swoboda projektowania (brak konieczności stosowania konstrukcji wsporczych):
Podobnie jak w przypadku SLS, części MJF są podtrzymywane przez łoże nietopionego proszku, w którym są drukowane. Eliminuje to potrzebę generowania i przetwarzania struktur podporowych, umożliwiając tworzenie skomplikowanych elementów wewnętrznych, złożonych geometrii i gotowych do użycia ruchomych zespołów drukowanych w jednym kawałku.
6. Wysoka użyteczność materiału:
Przy wskaźnikach odświeżania proszku tak niskich jak 20% materiału pierwotnego na budowę, MJF minimalizuje ilość odpadów i zmniejsza koszty materiałów. Sprawia to, że jest to bardziej zrównoważony i ekonomiczny wybór w porównaniu z innymi procesami łoża proszkowego o niższych wskaźnikach recyklingu.

Jakie są ograniczenia technologii Multi Jet Fusion?
Chociaż MJF jest potężną technologią, ważne jest, aby zrozumieć jej ograniczenia, aby określić, czy jest ona odpowiednia dla twojego projektu.
1. Ograniczony wybór materiałów:
W porównaniu do technologii takich jak FDM, portfolio materiałów dla MJF jest obecnie mniejsze i koncentruje się głównie na nylonach i TPU. Chociaż dostępne materiały są bardzo wydajne, projekty wymagające określonych materiałów, takich jak ABS, PC lub wysokotemperaturowy ULTEM, mogą wymagać zastosowania innych procesów.
2. Nieodłączne wykończenie powierzchni i kolor:
Surowe części MJF mają spójny szary lub czarny kolor (w zależności od materiału) i mają lekko ziarniste, matowe wykończenie powierzchni podobne do kostki cukru. Chociaż można to znacznie poprawić dzięki obróbce końcowej (takiej jak barwienie lub wygładzanie parowe), nie dorównuje to gładkości SLA lub formowania wtryskowego.
3. Wymagany czas chłodzenia:
Istotną częścią procesu MJF jest kontrolowany cykl chłodzenia. Jednostka drukująca musi chłodzić się przez okres w przybliżeniu równy czasowi drukowania, aby zapobiec wypaczaniu i zapewnić optymalne właściwości części. Oznacza to, że nawet jeśli zadanie drukowania zakończy się w ciągu 12 godzin, części nie będą gotowe do ekstrakcji i czyszczenia przez kolejne 12 godzin, co wpływa na rzeczywisty "czas do części".
4. Nie nadaje się do bardzo dużych części:
Objętość robocza maszyn MJF jest duża, ale ograniczona (np. około 380 x 284 x 380 mm w przypadku serii 5200 firmy HP). W przypadku części, które przekraczają te wymiary, muszą one zostać podzielone na mniejsze części i zmontowane po wydrukowaniu lub musi zostać użyta inna technologia z większą platformą roboczą (np. wielkoformatowy FDM lub SLA).
5. Wyższy początkowy koszt sprzętu:
W przypadku firm, które chcą wdrożyć tę technologię u siebie, początkowa inwestycja w przemysłowy system MJF (w tym drukarkę, stację przetwarzania i materiały) jest znaczna. Dlatego też wiele firm decyduje się na wykorzystanie tej technologii za pośrednictwem dostawcy usług, takiego jak my.

Jakie są wytyczne projektowe dla druku 3D MJF?
Projektowanie części specjalnie dla MJF zapewni osiągnięcie najlepszych możliwych wyników pod względem jakości, dokładności i wytrzymałości. Przestrzeganie tych wytycznych zminimalizuje liczbę błędów drukowania i zoptymalizuje części pod kątem procesu.
1. Kluczowe kwestie projektowe:
① Grubość ścianki:
- Zalecane minimum: 0,5 mm dla bardzo małych elementów. W przypadku wytrzymałych części, minimalna grubość ścianki 1 mm jest wysoce zalecane.
- Maksymalnie: Unikaj zbyt grubych, masywnych sekcji, ponieważ mogą one gromadzić nadmiar ciepła, prowadząc do potencjalnych niedokładności lub wypaczeń. W miarę możliwości należy wydrążać duże sekcje.
② Rozmiary i średnice otworów:
- Minimum: W przypadku otworów pionowych (prostopadłych do warstw), minimalna średnica wynosi 0,5 mm jest możliwe.
- Najlepsze praktyki: Zaprojektuj otwory nieco większe niż zamierzone, aby uwzględnić niewielki skurcz. W przypadku otworów gwintowanych najlepiej jest wydrukować je w mniejszym rozmiarze, a następnie stuknąć je w post-processingu, aby uzyskać optymalną jakość gwintu.
③ Rozmiar i rozdzielczość funkcji:
- Wytłoczone / wytłoczone szczegóły: W przypadku detali tekstowych lub powierzchniowych należy upewnić się, że ich minimalna wysokość/głębokość wynosi 0,5 mm i grubość linii co najmniej 0,5 mm być wyraźnie czytelne.
- Najmniejsze cechy: MJF jest w stanie drukować z dokładnością do 0,5 mm. Cokolwiek mniejszego może nie zostać pomyślnie wydrukowane.
④ Odstępy dla zespołów:
- W przypadku części, które muszą pasować do siebie lub poruszać się razem (np. zatrzaski, zawiasy, części zazębiające się), minimalny prześwit wynoszący 0,4 mm jest zalecane. W przypadku części wymagających luźniejszego dopasowania należy zwiększyć tę wartość do 0,6 mm lub więcej.
⑤ Wypaczanie i duże płaskie powierzchnie:
- Bardzo duże, płaskie i cienkie powierzchnie (takie jak duża płyta bazowa) mogą być podatne na wypaczenia podczas procesu chłodzenia.
- Łagodzenie skutków: Dodaj żebra lub kliny, aby zwiększyć sztywność, lub ustaw część pod kątem w kompilacji, jeśli to możliwe. Pomocne może być również rozbicie dużych płaskich obszarów za pomocą subtelnej tekstury.
⑥ Wydrążenie i otwory ucieczkowe:
- Aby zaoszczędzić materiał, zmniejszyć wagę i obniżyć koszty, zaleca się wydrążanie dużych, solidnych modeli.
- Otwory ucieczkowe: Jeśli część jest wydrążona musi zawierać co najmniej dwa otwory ewakuacyjne umożliwiające usunięcie nieroztopionego proszku po zakończeniu drukowania. Minimalna zalecana średnica otworu ewakuacyjnego to 2 mm, ale większe (4-5 mm) są lepsze dla łatwiejszego czyszczenia.

2. Tabela podsumowująca zalecenia projektowe:
| Cecha | Zalecane minimum | Najlepsze praktyki |
|---|---|---|
| Grubość ścianki | 0,5 mm | 1,0 mm lub więcej |
| Średnica otworu | 0,5 mm | 1,0 mm (gwintownik do gwintów) |
| Prześwit (zespoły) | 0,4 mm | 0,6 mm dla luźniejszego dopasowania |
| Grawerowane/tłoczone detale | Głębokość/wysokość 0,5 mm | 1,0 mm dla wysokiej przejrzystości |
| Otwory ucieczkowe (do drążenia) | Średnica 2,0 mm (2 otwory) | Średnica 4,0 mm+ |
Jakie opcje obróbki końcowej są dostępne dla części MJF?
Surowe części MJF są w pełni funkcjonalne, ale można zastosować szereg opcji obróbki końcowej, aby poprawić ich estetykę, wykończenie powierzchni i określone właściwości funkcjonalne.
1. Standardowe przetwarzanie końcowe:
Usuwanie proszku (piaskowanie): Jest to standardowy i wymagany krok dla wszystkich części MJF. Po usunięciu luźnego proszku, części są starannie czyszczone w komorze śrutowniczej przy użyciu środków takich jak szklane kulki. W ten sposób usuwane są wszystkie pozostałości proszku, co skutkuje czystą, matową, lekko teksturowaną powierzchnią. Jest to standardowe wykończenie części MJF.
2. Ulepszenia estetyczne i funkcjonalne:
① Barwienie:
Jest to najbardziej powszechny i opłacalny sposób barwienia części MJF. Ponieważ materiał bazowy jest porowaty, łatwo przyjmuje barwnik.
- Proces: Części są zanurzane w gorącej kąpieli barwiącej, która penetruje powierzchnię, zapewniając głęboki, bogaty i trwały kolor.
- Popularne kolory: Czarny jest najpopularniejszym wyborem, ponieważ tworzy bardzo jednolite, profesjonalne wykończenie, które ukrywa wszelkie drobne niedoskonałości. Dostępne są również inne kolory, takie jak niebieski, czerwony, zielony i żółty.
- Wynik: Odporny na zarysowania kolor, który nie odpryskuje ani nie łuszczy się.
② Wygładzanie oparów:
Jest to transformacyjna technika przetwarzania końcowego, która znacznie poprawia wykończenie powierzchni.
- Proces: Część jest poddawana działaniu odparowanego rozpuszczalnika w kontrolowanej komorze. Opary topią zewnętrzną powierzchnię części na poziomie mikroskopijnym, wygładzając ziarnistą teksturę i uszczelniając powierzchnię.
- Wynik: Półbłyszczące, gładkie wykończenie powierzchni, które bardzo przypomina formowany wtryskowo plastik. Poprawia również wydłużenie przy zerwaniu i sprawia, że część jest wodoszczelna i łatwiejsza do czyszczenia.
③ Malowanie i powlekanie:
W przypadku specyficznych wymagań kolorystycznych (np. dopasowanie Pantone) lub specjalnych właściwości ochronnych, części MJF mogą być malowane lub powlekane.
- Proces: Części są zazwyczaj najpierw gruntowane, aby stworzyć jednolitą bazę, a następnie malowane farbami samochodowymi lub innymi specjalistycznymi farbami. Powłoki takie jak Cerakote mogą być stosowane w celu zwiększenia twardości, odporności na zużycie i odporności chemicznej.
- Wynik: Nieograniczone opcje kolorystyczne i dostosowane właściwości powierzchni.
④ Obróbka skrawaniem i gwintowanie:
W przypadku elementów wymagających wyjątkowo wysokiej precyzji, której nie można osiągnąć za pomocą druku 3D, części MJF mogą być poddawane wtórnej obróbce mechanicznej.
- Proces: Powierzchnie krytyczne mogą być frezowane lub toczone, a otwory mogą być wiercone i gwintowane w celu utworzenia mocnych, niezawodnych gwintów dla metalowych śrub.
- Wynik: Część hybrydowa, która łączy swobodę projektowania MJF z precyzją tradycyjnej produkcji subtraktywnej.
Często zadawane pytania dotyczące druku 3D MJF
Czas realizacji może się różnić w zależności od rozmiaru części, ilości i wymaganej obróbki końcowej. Jednak ze względu na szybkość tej technologii, standardowe czasy realizacji są często tak krótkie, jak 3-5 dni roboczych dla części ze standardowym wykończeniem strumieniowo-ściernym.
Części MJF są wyjątkowo wytrzymałe i trwałe, zwłaszcza te wykonane z PA 12 i PA 11. Ich niemal izotropowe właściwości oznaczają, że są niezawodne pod wpływem naprężeń z dowolnego kierunku, dzięki czemu nadają się do wymagających zastosowań funkcjonalnych i części końcowych.
Surowa, piaskowana część MJF ma matowe, szare wykończenie z lekko ziarnistą teksturą, często porównywaną do kostki cukru lub bardzo drobnego papieru ściernego. Wykończenie to można znacznie poprawić dzięki obróbce końcowej, takiej jak wygładzanie parowe.
Surowa część MJF ma pewną mikroporowatość i nie gwarantuje wodoszczelności. Jednak zastosowanie etapu obróbki końcowej, takiego jak wygładzanie parowe, uszczelnia powierzchnię, dzięki czemu część jest wodoszczelna i nadaje się do zastosowań związanych z płynami.
W porównaniu z wieloma metodami produkcji, MJF ma silne referencje w zakresie zrównoważonego rozwoju. Wysoki wskaźnik ponownego wykorzystania proszku (często 80% lub więcej) znacznie zmniejsza ilość odpadów materiałowych. Co więcej, produkcja części na żądanie eliminuje odpady związane z nadprodukcją i przestarzałymi zapasami powszechnymi w tradycyjnej produkcji.

Dlaczego powinieneś wybrać nas dla swoich potrzeb w zakresie druku 3D MJF?
Nasz zespół posiada bogate doświadczenie w technologii Multi Jet Fusion (MJF). Od wczesnego etapu prototypowania po końcową produkcję, zapewniamy wskazówki dotyczące projektowania na potrzeby produkcji (DFM), aby zapewnić, że części są zarówno funkcjonalne, jak i opłacalne.
Korzystamy z zaawansowanych drukarek HP Jet Fusion, aby dostarczać części o wysokiej rozdzielczości, dokładności wymiarowej i powtarzalności. Niezależnie od tego, czy potrzebujesz pojedynczego prototypu, czy dużej serii produkcyjnej, mamy możliwości i precyzję, aby spełnić Twoje potrzeby.
Oferujemy wybór wysokowydajnych materiałów MJF, w tym PA 11, PA 12, PA 12 GB i elastyczne TPU. Wszystkie materiały są starannie dobierane, aby zapewnić wytrzymałość mechaniczną, trwałość i doskonałe wykończenie powierzchni.
Dzięki własnej produkcji i usprawnionym przepływom pracy możemy szybko dostarczać części - często w ciągu 3-7 dni, w zależności od złożoności i ilości - dzięki czemu projekt nigdy się nie opóźnia.
Od wygładzania parowego i barwienia po obróbkę końcową i montaż, oferujemy szereg usług wykończeniowych, aby pomóc częściom MJF spełnić zarówno wymagania funkcjonalne, jak i estetyczne.
Obsługujemy klientów na całym świecie dzięki niezawodnej logistyce i anglojęzycznemu wsparciu technicznemu. Gwarantujemy odpowiedź na pytania w ciągu 12 godzin.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

