 Przejdź do treści
Przejdź do treści 

Oto jak uruchamiamy PS w naszej fabryce:
– PS injection molding operates at relatively low temperatures (180–260°C melt, 20–50°C mold), making it energy-efficient compared to engineering plastics.
– General-purpose PS (GPPS) provides optical clarity up to 90% light transmission, while high-impact PS (HIPS) adds rubber-modified toughness for durable applications.
– Common PS applications include food packaging, disposable cutlery, electronics housings, and laboratory consumables — industries where cost and clarity matter most.
What Is PS Injection Molding and Why Is It So Widely Used?
PS injection molding is a manufacturing process that melts polystyrene resin pellets and injects them into a precision mold cavity to produce finished plastic parts. Polystyrene is one of the most widely processed thermoplastics globally, with annual production exceeding 14 million metric tons. In our factory, we run PS parts daily — from clear food containers to electronics housings — because the material combines low cost ($1.00–1.50/kg), easy processing, and excellent surface finish.

Polystyrene belongs to the amorphous polymer1 PS Wtrysk: Kompletny przewodnik po formowaniu polistyrenu | ZetarMold
Two main grades dominate PS injection molding:
| Własność | GPPS (General Purpose) | HIPS (High Impact) |
|---|---|---|
| Przejrzystość | Crystal clear (90% light transmission) | Opaque |
| Siła uderzenia | Low (15–20 J/m) | Moderate (60–120 J/m) |
| Wytrzymałość na rozciąganie | 35–55 MPa | 20–35 MPa |
| Heat Resistance (HDT) | 80–95°C | 75–90°C |
| Typical Use | Clear packaging, optical parts | Electronics housings, appliances |
“Polystyrene requires high mold temperatures above 100°C for proper filling.”Fałsz
PS is an amorphous polymer with a relatively low melt viscosity. Mold temperatures of 20–50°C are sufficient for most PS parts, which is one reason it’s so energy-efficient to process.
“PS injection molding uses lower mold temperatures (20–50°C) than most engineering plastics.”Prawda
Because PS is amorphous and has a glass transition temperature around 100°C, it solidifies quickly at low mold temperatures, enabling shorter cycle times and lower energy consumption.
What Are the Key Material Properties That Make PS Ideal for Injection Molding?
Polystyrene’s key material properties — low melt viscosity, minimal shrinkage, and excellent flow characteristics — make it one of the easiest thermoplastics to injection mold. In our experience, PS fills thin-wall sections down to 0.5 mm with minimal pressure, something that materials like PC or POM struggle with at the same wall thickness.

Here are the critical material properties we consider when selecting PS for a project:
| Własność | Value Range | Why It Matters |
|---|---|---|
| Wskaźnik płynięcia (MFI) | 2–30 g/10min | Higher MFI = easier filling of complex geometries |
| Gęstość | 1.04–1.06 g/cm³ | Lightweight parts, lower material cost per volume |
| Współczynnik skurczu | 0.3–0.6% | Predictable dimensions, tight tolerances achievable |
| Temperatura mięknienia Vicat | 85–105°C | Defines maximum service temperature |
| Wytrzymałość dielektryczna | 20–28 kV/mm | Good electrical insulation for electronics |
| Water Absorption (24h) | 0.03–0.10% | Minimal drying needed before processing |
One practical advantage we appreciate: PS has very low moisture absorption, typically under 0.1%. This means we can often skip the pre-drying step that’s mandatory for materials like nylon or PET. For GPPS, we go straight from the bag to the hopper in most cases. HIPS may benefit from 1–2 hours at 70–80°C if the material has been stored in humid conditions, but it’s rarely critical.
How Does the PS Injection Molding Process Work Step by Step?
The PS injection molding process follows the standard thermoplastic injection cycle — plastication, injection, packing, cooling, and ejection — but with parameters optimized for polystyrene’s low viscosity and fast solidification. A typical cycle runs 15–30 seconds, which is 20–40% faster than comparable parts in ABS or PC.
Here’s how we run PS in our factory:
Zmniejsz ciśnienie docisku, zwiększ temperaturę formy do 40–50°C, dodaj kąty odciągu ≥1,5° Load PS pellets into the hopper. For GPPS, no drying is usually required. For HIPS, dry at 70–80°C for 1–2 hours if needed.
Step 2: Plastication. The screw rotates to melt PS at 180–260°C. We use a general-purpose screw with a 2.0–2.5:1 compression ratio. PS melts easily and doesn’t require high temperatura topnienia2 precision — a ±5°C variation is acceptable.
Step 3: Injection. The screw pushes forward at 30–80 mm/s injection speed, filling the cavity at 40–100 MPa pressure. PS flows readily, so we keep injection speed moderate to avoid jetting marks on the surface.
Step 4: Packing and Holding. We apply holding pressure at 40–60% of injection pressure for 3–8 seconds to compensate for shrinkage. Since PS has low shrinkage (0.3–0.6%), packing time is relatively short.
Step 5: Cooling. Parts cool in the mold at 20–50°C for 8–20 seconds. PS solidifies quickly as an amorphous material — no crystallization time needed.
Step 6: Ejection. Mold opens and ejector pins push the part out. PS is rigid and can be brittle (especially GPPS), so we use sufficient ejector pins to distribute force evenly and avoid cracking.
What Processing Parameters Are Critical for PS Injection Molding Quality?
The critical processing parameters for PS injection molding are melt temperature, injection speed, and cooling time. Getting these three right determines whether you produce crystal-clear GPPS parts or end up with haze, stress marks, and brittle failures. We’ve optimized these parameters across hundreds of PS projects, and the table below reflects our proven settings.

| Parametr | GPPS Range | HIPS Range | Uwagi |
|---|---|---|---|
| Temperatura topnienia | 180–240°C | 200–260°C | Higher temp improves clarity for GPPS |
| Temperatura formy | 20–40°C | 30–50°C | Lower temp = faster cycle, higher temp = better surface |
| Ciśnienie wtrysku | 40–80 MPa | 50–100 MPa | HIPS needs slightly more pressure |
| Prędkość wtrysku | Medium (30–60 mm/s) | Medium-fast (40–80 mm/s) | Too fast causes jetting; too slow causes flow marks |
| Ciśnienie trzymania | 30–50 MPa | 35–60 MPa | 40–60% of injection pressure |
| Czas utrzymywania | 3–6 seconds | 4–8 seconds | Until gate freeze-off |
| Czas chłodzenia | 8–15 seconds | 10–20 seconds | Depends on wall thickness |
| Ciśnienie wsteczne | 3–10 MPa | 5–15 MPa | Ensures uniform melt homogeneity |
A key lesson we’ve learned: for GPPS clarity parts, keep the melt temperature at the higher end (220–240°C) and injection speed moderate. High speed creates shear-induced haze that ruins optical transparency. For HIPS parts where impact resistance matters more than appearance, we push the melt temperature to 240–260°C to fully disperse the rubber phase.
“PS requires extensive drying (4+ hours) before injection molding, just like nylon.”Fałsz
Polystyrene absorbs very little moisture (0.03–0.10% in 24 hours). GPPS can typically be processed without drying, and HIPS only needs 1–2 hours at 70–80°C in humid conditions. This is far less demanding than nylon, which requires 4–6 hours of drying.
“PS has one of the lowest moisture sensitivity levels among common injection molding plastics.”Prawda
With water absorption under 0.1%, PS is far less moisture-sensitive than nylon (1.5–2.5%), PET (0.3%), or even ABS (0.2–0.4%). This simplifies material handling and reduces pre-processing time and cost.
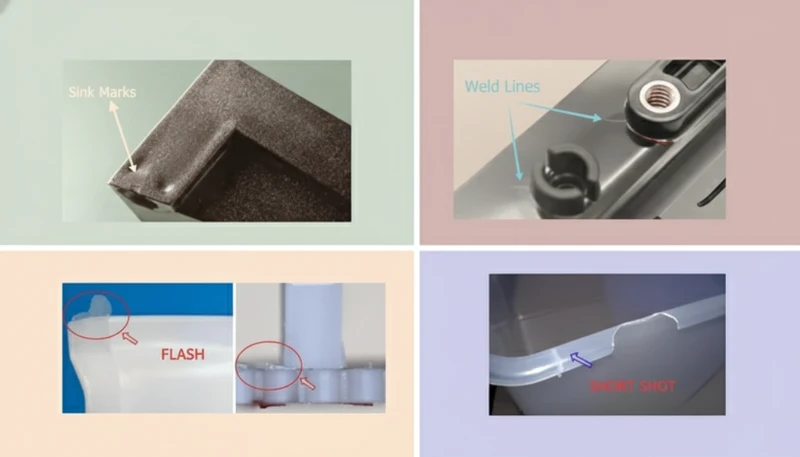
What Are Common Defects in PS Injection Molding and How Can You Prevent Them?
The most common defects in PS injection molding are cracking/brittleness, flow marks, and silver streaks — all directly linked to PS’s amorphous, rigid molecular structure. In our production, we’ve developed specific countermeasures for each defect that reduce reject rates below 1%.
| Wada | Root Cause | Rozwiązanie |
|---|---|---|
| Cracking / Brittleness | Excessive internal stress, over-packing | Reduce holding pressure, increase mold temp to 40–50°C, add draft angles ≥1.5° |
| Srebrne smugi | PS kosztuje o 30–40% mniej niż ABS i przetwarza się szybciej przy niższym zużyciu energii. Jednak ABS oferuje 5–10 razy większą wytrzymałość na uderzenia i lepszą odporność na ciepło (95–110°C vs 80–95°C). Wybierz PS, gdy liczy się koszt i przejrzystość; wybierz ABS, gdy części muszą wytrzymać uderzenia, wyższe temperatury lub kontakt z chemikaliami. | Dry material if needed, reduce melt temp, check for contamination |
| Znaki przepływu | Cold material, slow injection | Increase melt temp by 10–15°C, optimize injection speed profile |
| Haze (GPPS) | Shear-induced crystallites, contamination | Reduce injection speed, clean barrel thoroughly, use virgin material |
| Wypaczenie | Uneven cooling, asymmetric wall thickness | Balance cooling channels, maintain uniform wall thickness ±10% |
| Znaki zlewu | Thick sections, insufficient packing | Core out thick areas, increase holding pressure/time |
| Jetting | High-speed entry through small gate | Enlarge gate, reduce initial injection speed, use fan gate |
One critical issue unique to PS: stress cracking when exposed to certain chemicals. We’ve seen GPPS parts crack spontaneously after contact with adhesives, cleaning solvents, or even certain printing inks. Always test chemical compatibility before specifying PS for parts that will be bonded, painted, or exposed to solvents in service.
Where Is PS Injection Molding Used in Real-World Applications?
PS injection molding is used extensively in food packaging, consumer electronics, medical/laboratory products, and household goods — industries where cost efficiency, clarity, and ease of processing outweigh the need for high impact or heat resistance. We produce PS parts for clients across all these sectors, and the material’s versatility continues to surprise us.

Food Packaging (GPPS & HIPS): Clear clamshell containers, yogurt cups, disposable cutlery, and deli trays. GPPS provides the transparency consumers expect, while HIPS handles applications needing more durability. PS is FDA-compliant for food contact.
Consumer Electronics (HIPS): TV housings, remote control cases, printer cartridges, and appliance panels. HIPS offers good impact resistance, easy painting/printing, and low cost for high-volume consumer products.
Medical and Laboratory (GPPS): Petri dishes, test tubes, pipette tips, and diagnostic device housings. GPPS’s optical clarity and gamma-sterilization compatibility make it standard in lab consumables.
Household Products: CD/DVD cases, picture frames, coat hangers, and storage organizers. PS molds easily into detailed shapes with excellent surface finish at minimal cost.
Toys and Models: Model kits, building blocks (non-structural), and disposable toys. PS accepts colorants well and produces sharp detail in thin-wall parts.
How Does Mold Design Affect PS Injection Molding Quality?
Mold design directly determines PS part quality in three critical ways: gate placement controls flow pattern and surface appearance, cooling layout affects cycle time and warpage, and draft angles prevent cracking during ejection. Since PS is more brittle than ABS or PP, mold design errors that might be tolerable with tougher materials become reject-causing problems with polystyrene.
Konstrukcja bramy: We recommend fan gates or submarine gates for PS parts. Pin gates work for small parts but can cause gate stress3 concentrations that lead to cracking. Gate diameter should be 60–80% of wall thickness for GPPS, and slightly larger for HIPS.
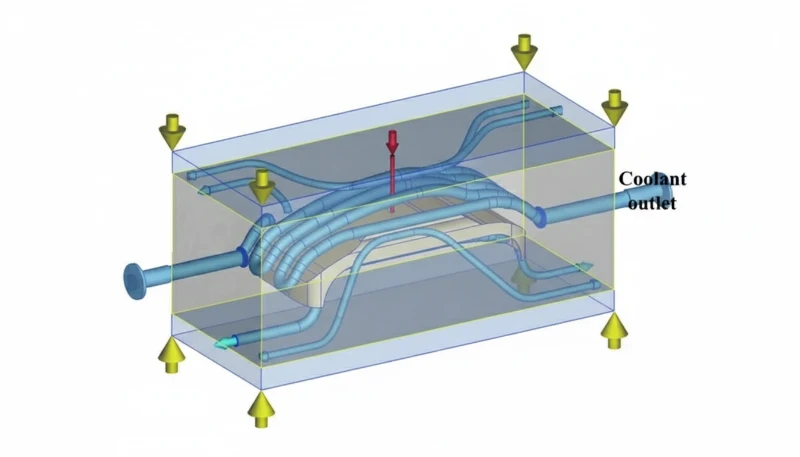
Cooling Layout: Uniform cooling is critical because PS warps easily with temperature differentials. We maintain cooling channel spacing at 1.5–2× the channel diameter from the cavity surface, with water temperature kept at 20–40°C. Conformal cooling helps significantly for complex geometries.
Draft Angles: PS requires minimum 1–2° draft — more than PP (0.5–1°) — because its rigidity and brittleness make it prone to cracking if forced off the core. For textured surfaces, add 1° per 0.025 mm texture depth.
Grubość ścianki: Maintain uniform walls between 1.0–3.0 mm. PS can fill down to 0.5 mm in short-flow applications, but walls below 1.0 mm increase brittleness risk. Thickness variation should stay within ±10% to prevent wypaczenie4.
Ejection System: Use more ejector pins than you would for PP or PE. We typically space ejectors no more than 50 mm apart for PS parts, and use blade ejectors for long edges to distribute force and prevent stress fractures.
Frequently Asked Questions About PS Injection Molding
What is the difference between GPPS and HIPS for injection molding?
GPPS (General Purpose Polystyrene) is transparent, rigid, and brittle with 90% light transmission, ideal for clear packaging and optical applications. HIPS (High Impact Polystyrene) is opaque and rubber-modified, offering 3–6× higher impact strength (60–120 J/m vs 15–20 J/m), making it suitable for electronics housings and durable consumer products.
Can PS injection molded parts be recycled?
Yes, PS is fully recyclable under resin identification code #6. Both GPPS and HIPS can be reground and reprocessed. In our factory, we routinely blend up to 20–30% regrind with virgin PS without significant property loss. However, municipal recycling programs for PS vary by region, so check local regulations.
What is the typical cycle time for PS injection molding?
Typical PS cycle times range from 15–30 seconds for standard parts with 1.5–2.5 mm wall thickness. This is 20–40% faster than ABS or PC parts of similar geometry, primarily because PS solidifies rapidly and needs lower mold temperatures. Thin-wall packaging parts can cycle as fast as 8–12 seconds.
Is PS safe for food contact applications?
Yes, both GPPS and HIPS grades are available in FDA-compliant and EU 10/2011-compliant formulations for food contact. PS is widely used for yogurt cups, deli containers, and disposable cutlery. Always specify food-grade resin from your supplier and ensure processing temperatures stay below 280°C to avoid thermal degradation.
How does PS compare to ABS for injection molding?
PS costs 30–40% less than ABS and processes faster with lower energy consumption. However, ABS offers 5–10× higher impact strength and better heat resistance (95–110°C vs 80–95°C). Choose PS when cost and clarity matter most; choose ABS when parts need to withstand impacts, higher temperatures, or chemical exposure.
Wysokotechnologiczna fabryka formowania wtryskowego z zautomatyzowanymi liniami produkcyjnymi
Post-molding cracking in PS is typically caused by residual naprężenie wewnętrzne5 from over-packing, excessive injection speed, or insufficient draft angles. Environmental stress cracking from contact with solvents, adhesives, or printing chemicals is another common cause. Reduce holding pressure, increase mold temperature, and test chemical compatibility to prevent this.

Podsumowanie
PS injection molding remains one of the most cost-effective and versatile manufacturing processes for producing clear, dimensionally stable plastic parts at high volumes. With melt temperatures of 180–260°C, mold temperatures of 20–50°C, and cycle times as short as 15 seconds, polystyrene is one of the easiest thermoplastics to process. The two main grades — GPPS for optical clarity and HIPS for impact resistance — cover applications from food packaging to electronics housings. Success with PS depends on controlling injection speed to avoid haze and stress marks, designing molds with adequate draft and ejection, and being mindful of the material’s brittleness and chemical sensitivity. At Zetar, we’ve refined our PS molding processes across hundreds of projects, and we’re always ready to help you find the right approach for your next polystyrene application.
-
Amorphous polymer refers to a plastic whose molecular chains lack long-range crystalline order, resulting in transparency, isotropic shrinkage, and a distinct glass transition temperature rather than a sharp melting point. ↩
-
Melt temperature is the temperature at which the polymer is fully molten and fluid enough for injection, measured at the nozzle tip. It directly affects flow behavior, molecular orientation, and potential thermal degradation. ↩
-
Gate stress is the localized residual stress concentration at the gate area of an injection molded part, caused by high shear rates and rapid cooling as material enters the cavity through the gate. ↩
-
Warpage is the dimensional distortion of an injection molded part from its intended shape, caused by non-uniform shrinkage due to uneven cooling, inconsistent wall thickness, or molecular orientation differences. ↩
-
Internal stress (residual stress) is the stress locked within a molded part after cooling, resulting from molecular orientation during flow and differential cooling rates. It can cause delayed cracking, warpage, or reduced chemical resistance. ↩







