 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Wprowadzenie do tolerancji wtryskiwania i | ZetarMold

To źle, ponieważ formy kosztują dużo pieniędzy. Ten artykuł pokaże ci, jak upewnić się, że twoje części pasują do siebie i są dobrej jakości.
Czym są tolerancje w formowaniu wtryskowym?
Rzeczy się kurczą. To fakt z życia wzięty. I nie zawsze jest taki sam. Musisz więc ustawić zakres akceptowalnego skurczu, aby część działała.
Zakresy te nazywane są tolerancjami. Są one bardzo ważne w przypadku dużych części i części składających się z więcej niż jednej części. Jeśli części nie pasują do siebie, ponieważ nie mieszczą się w zakresie tolerancji, część nie będzie działać. A ty nie będziesz zadowolony.

Formy wtryskowe są obrabiane CNC z tolerancją ±.005 cala. Wąskie tolerancje formowania wtryskowego odnoszą się do odchyleń ±.002 cala. Bardzo wąskie tolerancje odnoszą się do ±.001 cala. Części z normalnymi tolerancjami są tańsze niż części z mniejszymi tolerancjami.
Dlatego określenie optymalnych tolerancji dla części formowanych wtryskowo jest ważne dla produkcji wysokiej jakości części w przystępnej cenie.
Dlaczego tolerancje formowania wtryskowego są tak ważne?
Ważne jest, aby prawidłowo określić tolerancję formowania wtryskowego, aby końcowa część pasowała do siebie po złożeniu.

Tolerancje formowania wtryskowego można kontrolować, stosując dobre zasady projektowania i produkcji, wybierając odpowiedni materiał, prawidłowo projektując narzędzie i kontrolując proces.
Podczas produkcji części nie wszystkie będą dokładnie takie same. Musisz określić, jak duże różnice są dopuszczalne, aby części działały tak, jak chcesz. Staje się to jeszcze ważniejsze, gdy zaczynasz składać części razem.
Na przykład, jeśli masz dwie płaskie części, które muszą być ze sobą skręcone, otwory w każdej części muszą znajdować się we właściwym miejscu. Otwory w jednej części muszą znajdować się we właściwym miejscu względem otworów w drugiej części.

Brzmi to prosto, ale kiedy zaczynasz łączyć ze sobą kilka części, jedna z nich może zepsuć całość.
Można wykorzystać układanie tolerancji i analizę statystyczną, aby dowiedzieć się, jak tworzyć części formowane wtryskowo, które będą ze sobą współpracować.
Jakie czynniki wpływają na tolerancje formowania wtryskowego?
Projekt części
Jednym z najważniejszych sposobów na ograniczenie wypaczenia, nadmiernego skurczu i niewspółosiowości części jest stosowanie zasad DFM podczas projektowania części.

Najlepiej jest to osiągnąć, pracując z projektem formowania wtryskowego na wczesnym etapie procesu projektowania, aby zapobiec kosztownym przeprojektowaniom na późniejszym etapie projektowania.
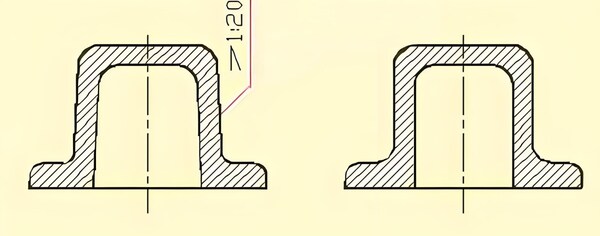
Grubość ścianki
Części o zmiennej grubości ścianek mogą kurczyć się nierównomiernie. Gdy nie można uniknąć grubych obszarów, należy użyć rdzeniowania, aby utrzymać jednolitą grubość ścianki.
Nierówna grubość ścianek może powodować deformację części, co może wpływać na tolerancje i montaż.

Grubsze ścianki nie zawsze są najlepszym wyborem dla zwiększenia wytrzymałości; tam, gdzie to możliwe, lepiej jest użyć żeber i klinów, aby zwiększyć wytrzymałość części.
Kąt zanurzenia
Kąt zanurzenia jest bardzo ważny, aby upewnić się, że część łatwo wychodzi z formy.
Jeśli nie jest on prawidłowy, część może utknąć podczas próby jej wyjęcia, a także może się zarysować i wypaczyć. Kąt zanurzenia może wynosić od 0,5° do 3°, w zależności od projektu części i wykończenia powierzchni.
Cechy szefa
Tuleje są często używane do mocowania elementów złącznych podczas montażu wielu plastikowych części. Jeśli występy są zbyt grube, mogą pozostawić wgłębienia na części.
Jeśli nie są one połączone ze ścianami bocznymi za pomocą żeber, mogą się znacznie odkształcić. Sprawi to, że montaż tych części będzie prawie niemożliwy.
Wybór materiału
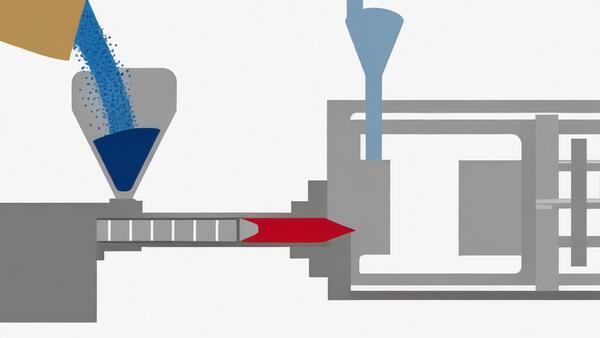
Tworzywa sztuczne formowane wtryskowo można wytwarzać z wielu różnych żywic. To, którą wybierzesz, zależy od tego, co chcesz wyprodukować.

Każda żywica kurczy się w innym stopniu. Podczas projektowania formy należy uwzględnić ten skurcz. Zazwyczaj powiększa się formę o procent skurczu materiału.
Jeśli tworzysz zespół składający się z wielu materiałów, musisz zaprojektować go pod kątem różnych współczynników skurczu.
Jeśli tolerancje nie zostaną zaprojektowane prawidłowo, może się okazać, że części nie będą do siebie pasować. To duży błąd w formowaniu wtryskowym.

Tolerancje dla formowania wtryskowego zależą głównie od skurczu materiału i geometrii części. Wybór materiału należy sfinalizować przed zaprojektowaniem i zbudowaniem narzędzia. Konstrukcja narzędzia zależy w dużej mierze od wybranego materiału.
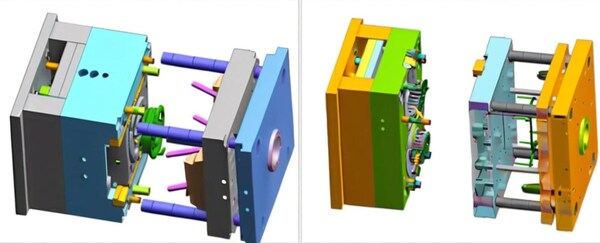
Projektowanie narzędzi
Po wybraniu materiału należy zazwyczaj przewymiarować narzędzie, aby uwzględnić kurczenie się materiału.
Ale skurcz nie występuje konsekwentnie we wszystkich wymiarach. Na przykład, grubsze części stygną w innym tempie niż cieńsze.

Tak więc, jeśli masz złożoną część z mieszanką cienkich i grubych ścianek, będziesz mieć zmienne szybkości chłodzenia.
A to wypaczenie lub zapadnięcie może poważnie wpłynąć na tolerancje formowania wtryskowego i dopasowanie. Tak więc, aby ograniczyć te skutki, producenci narzędzi biorą pod uwagę następujące kwestie podczas projektowania elementów formy.
Chłodzenie narzędzia: Chłodzenie jest ważne. Złe chłodzenie sprawi, że część będzie zła. Dobre chłodzenie sprawi, że część będzie dobra. Umieść chłodzenie we właściwym miejscu.

Tolerancja narzędzia
Jeśli narzędzie jest poza tolerancją, każda część formowana za pomocą tego narzędzia będzie miała ten błąd dodany do błędu spowodowanego skurczem.
Jednak w obróbce CNC tolerancje narzędzi są zazwyczaj ściśle kontrolowane i monitorowane, więc narzędzie poza tolerancją rzadko jest powodem, dla którego część jest poza tolerancją.
Ponadto narzędzia te są zazwyczaj "bezpieczne dla stali". Oznacza to, że po wykonaniu narzędzia, krytyczne wymiary lub cechy można dostosować za pomocą dodatkowego frezowania.

Jeśli wykończone wymiary niektórych części są poza tolerancją, dodatkowy materiał pozwala na precyzyjne dostrojenie narzędzia podczas obróbki.
Na przykład, otwór o wąskiej tolerancji na części może mieć narzędzie zaprojektowane z trzpieniem rdzeniowym, który znajduje się po szerszej stronie tolerancji.
Jeśli otwór wymaga regulacji, zostanie on obrobiony w celu uzyskania cieńszego otworu.

Pozycja wyrzutnika
Wyrzutnik wypycha formę z formy podczas jej otwierania. Należy to zrobić tak szybko, jak to możliwe, aby zminimalizować czas cyklu.

Jeśli wyrzutnik zostanie umieszczony w nieidealnej pozycji, może to spowodować uszkodzenie części. Niektóre materiały nie są całkowicie sztywne po opuszczeniu narzędzia. Nierówny wyrzut może spowodować poważne wypaczenia i niespójności wymiarowe.
Lokalizacja bramki
Bramka to miejsce, w którym żywica wchodzi do narzędzia. Jeśli umieścisz ją w złym miejscu, będzie wyglądać źle.

Ponadto, jeśli forma nie zostanie wypełniona równomiernie, dojdzie do wypaczenia i skurczu. Czasami potrzeba więcej niż jednej bramki, aby równomiernie wypełnić formę i uniknąć tych problemów.
Kontrola procesu
Even if you do all the upfront design work and material considerations to optimize a part for injection molding tolerances, it’s possible that the part will be out of tolerance when the first samples are delivered.
Po połączeniu wszystkich powyższych metod, kolejnym krokiem do poprawy zgodności z tolerancją jest dostosowanie procesu.
Kontrola temperatury, ciśnienia i czasu przebywania to jedne z najczęstszych sposobów na poprawę jakości części.
Po określeniu idealnego zestawu warunków, forma może tworzyć spójne części o bardzo niewielkich różnicach wymiarowych w zależności od części.
W przypadku złożonych, wieloczęściowych części, dobrym pomysłem może być umieszczenie w narzędziu czujników ciśnienia i temperatury, aby mierzyć te parametry podczas procesu produkcyjnego w celu uzyskania informacji zwrotnych w czasie rzeczywistym i kontroli procesu.

Utrzymywanie ciśnienia i temperatury w narzędziu przez cały czas może pomóc w utrzymaniu stałych tolerancji.
W przypadku złożonych, wieloczęściowych części, dobrym pomysłem może być umieszczenie w narzędziu czujników ciśnienia i temperatury, aby mierzyć te parametry podczas procesu produkcyjnego w celu uzyskania informacji zwrotnych w czasie rzeczywistym i kontroli procesu.
Utrzymywanie ciśnienia i temperatury w narzędziu przez cały czas może pomóc w utrzymaniu stałych tolerancji.

Jak zoptymalizować tolerancje formowania wtryskowego?
Projektowanie części pod kątem możliwości produkcji
Aby uniknąć późniejszych kosztownych i czasochłonnych przeprojektowań, ważne jest, aby przewidzieć problemy z tolerancją na wczesnym etapie procesu projektowania.
Aby zminimalizować ryzyko wypaczenia i niewspółosiowości, projektanci powinni postępować zgodnie z wytycznymi dotyczącymi projektowania pod kątem możliwości produkcyjnych (DFM). DFM oznacza projektowanie części z myślą o konkretnym procesie produkcyjnym.
Projektując część przeznaczoną do produkcji, należy zastanowić się, w jaki sposób zostanie ona wykonana. Oznacza to, że należy rozważyć takie kwestie, jak grubość ścianek, kąt nachylenia boków i rodzaj elementów konstrukcyjnych, takich jak występy.
Jedną z najważniejszych rzeczy do przemyślenia jest grubość ścianek. Jeśli ścianki nie są tej samej grubości na całym obwodzie, część będzie kurczyć się nierównomiernie po ostygnięciu.

Może to spowodować wypaczenie części, a jeśli się wypaczy, nie będzie w stanie utrzymać wąskich tolerancji. Czasami lepiej jest dodać żebra wspierające, aby wzmocnić część, zamiast zwiększać grubość ścian.
Kąty zanurzenia są ważne, aby upewnić się, że części wychodzą z formy bez wypaczeń i zarysowań. Właściwy kąt będzie zależeć od części i pożądanego wykończenia, ale 1,5-2 stopnie zanurzenia to zwykle najmniej, jakiego należy użyć w przypadku większości części formowanych wtryskowo.

Potykacze to podniesione elementy części, które są często używane do przytrzymywania wielu plastikowych części razem podczas montażu. Jeśli występ jest zaprojektowany zbyt grubo, może powodować ślady na powierzchni części.
Ponadto, jeśli występy nie są połączone ze ściankami bocznymi części (zwykle za pomocą żeber podpierających), mogą się one łatwo odkształcać lub wypaczać, co może poważnie utrudnić połączenie komponentu.

Rozmiar ma znaczenie
Im większa część lub produkt, tym ważniejsze stają się tolerancje. W przypadku formowania wtryskowego tworzyw sztucznych większa część może się wypaczyć lub skurczyć. Rozmiar ma więc znaczenie.

Szef
Prowadnice to ważny element w projektowaniu produktów. Służą one do utrzymywania części razem podczas ich łączenia. Podczas projektowania bossów należy wziąć pod uwagę kilka rzeczy. Jedną z nich jest to, że ścianki występu nie mogą być zbyt grube.
Zbyt gruba wypustka spowoduje powstanie pustych przestrzeni i śladów zapadnięć. Sprawi to, że wykonanie części zajmie więcej czasu i będzie ona pękać po złożeniu. Ponadto, należy rdzeniować występy (tj. łączyć je z najbliższą ścianą boczną). Zapewnia to lepsze rozłożenie obciążenia na części i sprawia, że część jest chłodniejsza, a materiał lepiej przepływa.
Wybór idealnego materiału do danego zastosowania
Material selection is just as important as part design when it comes to injection molding tolerances. There are many different plastics that can be used in the scientific Proces formowania wtryskowego. Different materials have different shrinkage rates.

Należy to wziąć pod uwagę przy wyborze materiału do formowania wtryskowego i projektowaniu form. Jeśli część składa się z więcej niż jednego materiału, należy wziąć pod uwagę różne współczynniki skurczu, aby zapewnić, że części pasują do siebie zgodnie z przeznaczeniem.

Dlatego ważne jest, aby dobrze zrozumieć różne materiały do formowania wtryskowego, aby zapewnić spójne tolerancje formowania wtryskowego.
Formowanie wtryskowe działa z wieloma różnymi rodzajami tworzyw sztucznych - i można je jeszcze ulepszyć, dodając do nich różne elementy. Można je również wzmocnić lub uczynić bardziej stabilnymi.
Możliwość wyboru spośród tak wielu różnych materiałów jest świetna dla zespołów produktowych, ponieważ mogą one jeszcze bardziej ulepszyć materiały i właściwości użytkowe swoich produktów.

Różne żywice kurczą się w różnym tempie, więc należy wziąć to pod uwagę przy wyborze materiału i projektowaniu formy.
Jeśli montujesz części wykonane z różnych materiałów, musisz wziąć pod uwagę różne współczynniki skurczu, aby upewnić się, że części pasują do siebie tak, jak powinny.
Znajomość właściwości używanej żywicy jest kluczem do uzyskania stałych tolerancji w tworzywach sztucznych formowanie wtryskowe.
Przy wyborze materiałów należy kierować się poniższymi czynnikami:

Skład tworzywa sztucznego
Amorficzne tworzywa sztuczne (takie jak ABS) kurczą się mniej niż tworzywa półkrystaliczne (takie jak polietylen), ponieważ są mniej ciasno upakowane.
Masa cząsteczkowa
Żywice o wysokiej masie cząsteczkowej mają wysoką lepkość i duży spadek ciśnienia, co może zwiększać skurcz.
Dodatki
Dodanie wypełniaczy o niskiej rozszerzalności cieplnej zmniejszy skurcz. Różne żywice mają różne współczynniki skurczu. Dlatego należy wziąć to pod uwagę przy wyborze materiału i projektowaniu formy wtryskowej, aby zmniejszyć defekty kosmetyczne, takie jak wypaczenia, ugięcia, pęknięcia i zniekształcenia, które mogą wpływać na tolerancje formowanej części.
Należy pamiętać o kwestiach związanych z oprzyrządowaniem
Ponieważ narzędzia do formowania są zwykle nieco większe, aby umożliwić kurczenie się materiału, pierwszą rzeczą, którą musisz wiedzieć, jest to, jakiego materiału zamierzasz użyć. Dobry projekt narzędzia ma kluczowe znaczenie dla zapewnienia prawidłowego chłodzenia części i spełnienia wąskich tolerancji formowania wtryskowego.

Narzędzia do formowania muszą zapewniać spójne, powtarzalne nagrzewanie i chłodzenie między wtryskami - w przeciwnym razie trudno będzie utrzymać wąskie tolerancje, co jest szczególnie ważne wraz ze wzrostem złożoności części (i narzędzi).
Słabe lub niespójne chłodzenie może prowadzić do znacznych odchyleń od wymagań tolerancji. Monitorując ciśnienie wtrysku, lepkość żywicy i czas napełniania, inżynierowie mogą śledzić i dostosowywać zmienne produkcyjne, aby zapewnić odpowiednie ciśnienie, ogrzewanie i chłodzenie podczas procesu wtrysku.
Aby upewnić się, że żywica przepływa do formy równomiernie i aby zapobiec kurczeniu się i wypaczaniu, należy ustalić, gdzie umieścić bramę (otwór, do którego wchodzi żywica).

Jeśli wykonujesz skomplikowaną część formowaną wtryskowo, możesz potrzebować więcej niż jednej bramy, aby upewnić się, że żywica wypełnia formę równomiernie i schładza się prawidłowo. Trzeba również pomyśleć o tym, gdzie umieścić kołki wypychacza.
Mogą zepsuć rozmiar części, ponieważ niektóre materiały nie są całkowicie sztywne po wyjęciu z formy (zwykle w celu skrócenia czasu cyklu).
Musisz umieścić kołki we właściwym miejscu, aby część się nie wypaczyła, a powierzchnia nie uległa uszkodzeniu.

Podczas gdy tolerancje samego narzędzia są zazwyczaj bardzo ściśle kontrolowane (pewien poziom udoskonalenia można wykonać, jeśli forma obrabiana CNC wytwarza komponent, który nie mieści się w dopuszczalnych tolerancjach), jest to kolejna ważna kwestia, którą zespół produktowy powinien dokładnie przeanalizować.
Wybierając odpowiedni materiał, projektanci form zaproponują przewymiarowanie formy, aby uwzględnić kurczenie się materiału.
Różne materiały mają różne współczynniki skurczu ze względu na nierówną grubość. Aby to zmniejszyć, należy wziąć pod uwagę następujące punkty podczas projektowania formy.

Chłodzenie narzędzia
Chłodzenie ma duże znaczenie w formowaniu naukowym. To ono decyduje o różnicy między dobrą a złą częścią. Chłodzenie to proces schładzania tworzywa sztucznego po jego podgrzaniu i przed wyrzuceniem.
Chłodzenie musi być równomierne. Jeśli tak nie jest, pojawią się skurcze, ślady zapadania, problemy z wyrzucaniem, wypaczenia i wszelkiego rodzaju inne problemy. Problemy te mogą wpływać na wygląd części, jej dopasowanie i działanie.
Aby uzyskać prawidłowe chłodzenie, należy umieścić kanały chłodzące we właściwych miejscach formy. Konieczne może być również kontrolowanie takich czynników jak ciśnienie wtrysku, grubość żywicy i czas potrzebny do wypełnienia formy.

Tolerancje narzędzi
Formy wtryskowe są zwykle wykonywane przy użyciu obróbki CNC, co pozwala na osiągnięcie wąskich tolerancji, a tym samym utrzymanie dokładności podczas cykli ogrzewania i chłodzenia procesu.

Tolerancje zapewniają prawidłowe chłodzenie części bez zakłócania dokładności. Nie jest to powszechne ze względu na obróbkę CNC, ale jeśli nie kontrolujesz tolerancji podczas tworzenia form, możesz uzyskać poważne wady, takie jak wypaczenie, kurczenie się i zapadanie.
Lokalizacja sworznia wyrzutnika
Trzpień wypychacza jest elementem formy wtryskowej, który wypycha produkt końcowy z formy. Kołek ma różne kształty (najlepiej płaskie), przez które przykładana jest pewna siła w celu wypchnięcia produktu.
Dlatego też, gdy zostanie umieszczony w niewłaściwej pozycji, może spowodować niepotrzebne wgniecenia na gotowym produkcie.
Ponadto, w przypadku niesztywnych materiałów lub materiałów, które chłodzą się nierównomiernie, trzpienie wypychaczy mogą powodować pękanie niedokończonych produktów, co skutkuje pewnymi defektami kosmetycznymi i anomaliami fizycznymi.
Lokalizacja bramki
Brama to miejsce, w którym tworzywo sztuczne trafia do formy. Decydując się na umieszczenie bramki, należy rozważyć następujące kwestie: Umieść bramę tam, gdzie plastik jest najgrubszy: Dzięki temu część będzie mocniejsza i będzie lepiej wyglądać.

Umieść bramę tam, gdzie plastik jest najgrubszy: Dzięki temu część będzie mocniejsza i będzie lepiej wyglądać. Umieść bramkę tam, gdzie plastik jest najgrubszy: Dzięki temu część będzie mocniejsza i będzie lepiej wyglądać. Nie umieszczaj bramki w miejscach, w których znajdują się przeszkody, takie jak kołki i inne części.
Nie umieszczaj bramki w miejscu, w którym sprawi, że runner będzie wyglądał źle lub część będzie wyglądała źle. Bramka musi znajdować się we właściwym miejscu, ponieważ jeśli jest w złym miejscu, sprawi, że część będzie wyglądać źle i nie będzie działać prawidłowo.
Wdrożenie powtarzalnej kontroli procesu
Kontrola procesu to sposób, w jaki producenci kalibrują zmienne, które mogą wpływać na jakość części. Zmienne te są integralną częścią każdego procesu produkcyjnego, a ich kalibracja pomaga zmniejszyć odchylenia. Typowe zmienne to temperatura, ciśnienie i czas przetrzymywania. Kilka sposobów na osiągnięcie tego celu obejmuje:

W formie można osadzić czujniki temperatury i ciśnienia, aby mierzyć środowisko formy i zapewniać informacje zwrotne w czasie rzeczywistym oraz powtarzalną kontrolę procesu.
Żywice mają wysoki współczynnik rozszerzalności cieplnej i powodują zmiany wymiarów spowodowane zmianami temperatury.
Dlatego też, gdy część jest przetwarzana w stałej temperaturze. Proces produkcyjny obejmuje dużą liczbę zmiennych, które wpływają na żywotność i jakość części, a kontrola procesu jest sposobem kalibracji tych zmiennych w celu zminimalizowania odchyleń.

Czujniki ciśnienia i temperatury w narzędziach do formowania są ważne dla dobrej kontroli procesu, ponieważ zapewniają informacje zwrotne na temat tych parametrów w czasie rzeczywistym.
Pozwala to na dokonywanie szybkich korekt, gdy zauważysz, że coś idzie nie tak. Po uzyskaniu kontroli nad tymi zmiennymi i możliwości ich powtarzania, narzędzie do formowania będzie wytwarzać części o wąskich tolerancjach i niewielkich odchyleniach.
Plastikowe żywice mają zazwyczaj wyższy współczynnik rozszerzalności cieplnej, co oznacza, że są bardziej podatne na zmianę wymiarów przy zmianie temperatury.

W związku z tym części o wąskich tolerancjach często muszą być mierzone w tej samej temperaturze, aby upewnić się, że zachowują ten sam rozmiar i działają prawidłowo.
Osiągalne tolerancje formowania wtryskowego
Aby uzyskać rzeczywiste tolerancje formowania wtryskowego, można wprowadzić pewne możliwe do wykonania tolerancje formowania wtryskowego tworzyw sztucznych do projektu formy z tworzywa sztucznego. Oto główne tworzywa sztuczne, które są zwykle używane w formowaniu wtryskowym tworzyw sztucznych:
Tolerancje wymiarów +/- Mm
Dokładność jest trudna do utrzymania. Dlatego projektanci używają symbolu (+/-), aby pokazać zakres pomiarów.

Każdy materiał ma inny zakres tolerancji w miarę zwiększania rozmiaru. Powyższa tabela przedstawia tolerancje wymiarowe głównych tworzyw sztucznych do formowania wtryskowego.
Tolerancja prostoliniowości/płaskości
Wypaczenie występuje, ponieważ tworzywo sztuczne kurczy się w różnym tempie w kierunku przepływu i w poprzek kierunku przepływu. Może się to zdarzyć z powodu różnych grubości ścianek, które kurczą się w różnym tempie. Wypaczenie można zminimalizować, dostosowując projekt formy, znajdując lepszą lokalizację bramy i kontrolując proces.

Jednak po stronie plastiku może być konieczna praktyczna tolerancja, ponieważ trudno jest usunąć 100% osnowy.
Tolerancja średnicy otworu +/- Mm
Im większy otwór, tym większa tolerancja. Powyższy rysunek przedstawia tolerancje dla różnych rozmiarów otworów.
Tolerancja głębokości otworu nieprzelotowego +/- Mm
Otwory nieprzelotowe to otwory wywiercone w obrabianym przedmiocie za pomocą rdzenia z wkładką bez przechodzenia przez całą jego długość. Są one przypięte i zamocowane na jednym końcu, co sprawia, że są bardziej podatne na odkształcenia pod wpływem silnych sił przepływu stopionego materiału. Powyższy rysunek przedstawia różne tolerancje, których można użyć.

Koncentryczność/tolerancja odchylenia +/- Mm
W tym miejscu określa się grubość ścianki (różnicę między średnicą zewnętrzną i wewnętrzną). Powyższy wykres przedstawia różne tolerancje i różnicę w kosztach osiągnięcia danej tolerancji.
Wnioski
Zawsze są jakieś różnice w formowanie wtryskoweDlatego musi istnieć dopuszczalny zakres odchyleń, aby umożliwić prawidłowe działanie części po montażu.

Właśnie dlatego tolerancje formowania wtryskowego są tak ważne podczas montażu produktów z wieloma częściami formowanymi wtryskowo. Ponadto, konstrukcja formowania wtryskowego jest zgodna z zasadami produkcji, aby zoptymalizować grubość ścianek, kąty pochylenia i cechy wypukłości, aby zapewnić, że części zachowują wąskie tolerancje podczas produkcji i montażu.
Kontrolując i optymalizując tolerancje formowania wtryskowego, można określić dopuszczalny zakres odchyleń, który pomoże produktowi działać jak najlepiej.

Istnieje na to wiele sposobów, ale wszystkie zależą od DfM, doboru materiałów i kontroli procesu. Niniejszy artykuł pomaga uprościć niektóre z najbardziej przydatnych sposobów realizacji projektu.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.





