 Przejdź do treści
Przejdź do treści 

What Is an Injection Mold and Why Is It Critical to Manufacturing?
„Dwustopniowe formowanie wtryskowe zazwyczaj zapewnia wyższą jakość i mocniejsze połączenia niż formowanie z wkładkami, ale wymaga większych nakładów na narzędzia i maszyny.” formowanie wtryskowe1 process. It defines the part geometry, surface finish, and dimensional accuracy — making it the single most critical component in any plastic manufacturing operation. Without a properly designed mold, consistent production is impossible regardless of machine quality or material selection.
Krytyczny charakter form wtryskowych wynika z trzech czynników: definiują one dokładność wymiarową, jakość wykończenia powierzchni i wydajność produkcji. Forma z nieprawidłowo rozmieszczonymi gniazdami lub niewycentrowanymi rdzeniami będzie produkować części niezgodne ze specyfikacją, niezależnie od parametrów maszyny. Tekstury powierzchni – od wysokopołyskowych wykończeń klasy A do matowych tekstur jak VDI 3400 – są fizycznie trawione w stali formy i bezpośrednio przenoszone na każdą część. I projekt formy określa czas cyklu poprzez układ kanałów chłodzących, równowagę gniazd oraz wydajność wypychania. Wybór odpowiedniego typu formy dla Twojej aplikacji to nie tylko decyzja techniczna – to strategiczna decyzja biznesowa, która wpływa na koszt narzędzia, cenę za sztukę, elastyczność produkcji i czas wprowadzenia na rynek.
- Single-cavity molds fit prototypes, tight tolerances, and lower tooling budgets.
- Multi-cavity molds reduce unit cost only when annual demand justifies the higher tool investment.
- Family molds work best for related parts with similar volume, resin, and fill behavior.
- Stack molds raise output per cycle but demand tighter alignment, maintenance, and machine setup.
- Overmolding supports multi-material parts, but material compatibility and tooling cost must be checked early.
What Are the Main Types of Injection Molds?
Injection molds are categorized by cavity configuration, production strategy, and application requirements. Understanding each type helps manufacturers select the optimal tool for their specific production goals.
| Typ formy | Configuration | Najlepsze dla | Cavities | Typical Cost |
|---|---|---|---|---|
| Forma jednogniazdowa | One cavity per shot | Prototyping, low volume, high precision | 1 | Low ($3k-$15k) |
| Multi-Cavity Mold | Multiple identical cavities | High-volume production runs | 2-100+ | High ($20k-$200k+) |
| Family Mold | Multiple different parts | Related parts in one tool | 2-8 parts | Medium ($15k-$60k) |
| Stack Mold | Multiple levels stacked | Space efficiency, high output | 2x-4x standard | Very High ($50k-$500k+) |
| Overmolding Mold | Two-shot or insert molding | Multi-material parts | 1-4 cavities | High ($25k-$150k) |
„Równowaga gniazd – osiągnięcie identycznych warunków napełniania we wszystkich gniazdach – jest bardziej wymagająca w formach wielogniazdowych niż w jednogniazdowych.”Prawda
Równoważenie jednej wnęki jest proste: dostrój temperaturę stopu, prędkość wtrysku i ciśnienie, aż część będzie akceptowalna. Przy wielu wnękach system rozdzielający2 must deliver equal melt volume, temperature, and pressure to each cavity simultaneously. Uneven runner length, subtle temperature gradients, or slight machining variations can cause cavity-to-cavity variations in weight, dimensions, and cosmetic quality. This balancing challenge increases exponentially with cavity count.
“Multi-cavity molds always produce lower per-part costs regardless of production volume.”Fałsz
Multi-cavity molds only offer economic advantages when production volume justifies the higher tooling cost. For runs under 50,000-100,000 parts, the per-part cost savings from reduced cycle time and labor often fail to offset the mold’s higher initial investment. Single-cavity molds may actually be more economical for medium volumes when you factor in mold maintenance and cavity-to-cavity quality consistency requirements.
When Should You Choose a Single-Cavity Mold?
Formy jednogniazdowe są podstawowym typem formy – jedna część jest produkowana na cykl maszyny. Pomimo swojej prostoty oferują wyraźne zalety, które czynią je optymalnym wyborem dla wielu aplikacji.
At ZetarMold, we recommend single-cavity molds for:
Prototyping and development: Quick tooling (USD 3k-10k) allows rapid design iterations without major capital commitment. Changes are easier and cheaper with one cavity.
Low to medium volume production: Annual volumes under 50,000-100,000 parts rarely justify multi-cavity tooling costs.
High-precision applications: Tight tolerances (±0.05mm or tighter) are easier to maintain with one cavity. precyzyjne formowanie wtryskowe3 benefits from focused attention to cavity quality.
Duże lub złożone części: Części większe niż 200 mm lub o złożonej geometrii często wykorzystują całą siłę docisku i pojemność wtrysku maszyny.
Future design uncertainty: If part design may change, single-cavity molds are easier and cheaper to modify or replace.
Kompromisem jest wyższy koszt jednostkowy dla serii produkcyjnych – ale gdy priorytetami są elastyczność, precyzja lub niższa inwestycja w narzędzia, formy jednogniazdowe zapewniają najlepszą ogólną ekonomikę.
When Do Multi-Cavity Molds Make Economic Sense?
Multi-cavity molds are economically justified when annual demand is high enough to recover higher tooling cost through lower unit cost. Multi-cavity molds make economic sense when your annual production volume exceeds 50,000–100,000 identical parts, at which point the higher tooling cost is quickly offset by dramatically lower per-part prices. By producing two, four, eight, or even hundreds of copies per cycle, a multi-cavity mold cuts unit cost through superior production efficiency — but only when volume justifies the investment.
Use multi-cavity molds when:
Annual volume exceeds 100,000 parts: The break-even point varies by part size and complexity, but 100,000+ parts per year is a common threshold.
Part design is stable: Multi-cavity tools are expensive to modify. Ensure the design is production-ready before investing.
Consistent quality is required: High-volume products need consistent part-to-part quality across cavities.
Machine capacity allows: Ensure your molding machine has enough clamping force (multiply single-cavity force by cavity count) and shot capacity.
Per-part cost is critical: Consumer products and automotive components often require multi-cavity molds to achieve target pricing.
In our experience, 4-cavity and 8-cavity molds are the most common configurations for mid-range production (100,000-1,000,000 parts annually). Higher cavity counts (16, 32, 64+) are typically reserved for very small parts like bottle caps, electrical connectors, and fasteners.
What Are Family Molds and When Are They Useful?
Family molds are molds that produce related parts in one cycle and are useful when those parts share material, shrinkage, and demand. Family molds are most useful when you need 2–8 different but related parts in moderate volumes, especially components that will be assembled together in the same product. By cutting multiple part geometries in a single mold base, a family mold eliminates separate tooling costs and ensures all components are produced from the same material batch for consistent fit and color.

Family molds excel when:
Parts form an assembly set: A housing, lid, and internal bracket produced together eliminates inventory mismatches and simplifies assembly logistics.
Materiał jest identyczny: Wszystkie gniazda muszą używać tego samego tworzywa – różne materiały wymagają oddzielnych form.
Part sizes are similar: Large variations in part volume cause cavity imbalance and filling issues.
Volume is moderate: Production volume should be high enough to justify the family mold but low enough that dedicated molds for each part would be wasteful.
Color matching is critical: Producing all components together ensures perfect color consistency.
The challenges include: cavity balance is more difficult due to differing part geometries; if one cavity wears or requires maintenance, the entire mold must be removed from the machine; and cycle time is limited by the slowest-filling cavity. Despite these challenges, family molds can reduce overall tooling costs by 40-60% compared to separate molds for each component.
How Do Stack Molds Improve Production Efficiency?
The main way stack molds improve production efficiency is by increasing output per cycle without a proportionally larger machine footprint. Stack molds improve production efficiency by placing multiple levels of cavities — typically two or four — vertically within a single mold base, effectively doubling or quadrupling output per cycle without requiring a larger injection molding machine. Each level operates independently, so the part count per shot multiplies while machine footprint and clamp tonnage stay the same.
Stack mold advantages:
Double or quadruple output: A 2-level stack produces 2x parts per cycle; a 4-level stack produces 4x.
Space efficiency: Same machine footprint, twice the output. Critical for facilities with limited floor space.
Lower per-part cost: Machine time is amortized across more parts per cycle.
Improved cavity balance: All cavities are equidistant from the sprue, improving balance compared to traditional multi-cavity layouts.
Stack mold challenges:
Higher tooling cost: Stack molds cost 2-3x more than equivalent conventional multi-cavity molds.
Increased mold height: Requires machines with larger daylight (mold opening stroke) and sufficient clamping force.
Complex maintenance: More components mean more potential failure points and longer maintenance downtime.
Longer cycle times: Stack molds often require additional time for layer separation and ejection between levels.
In our factory, we’ve successfully used 2-level stack molds for high-volume consumer products and automotive interior components. The investment is substantial but justified when production volumes exceed 500,000 parts annually.
What Are Overmolding Molds and How Do They Work?
Overmolding molds are molds that combine multiple materials by molding one material over or around another substrate in sequence. Overmolding molds work by injecting a second material — typically a soft TPE or TPU — over a previously molded rigid substrate in a two-shot or multi-shot process, creating a single integrated part with combined properties. Common applications include soft-touch grips on power tools, multi-color housings, and sealed electronic enclosures where a rigid core meets a flexible exterior.
Two overmolding approaches:
Two-shot molding: A rotary mold with two separate molding stations. First shot produces the substrate; then the mold rotates 180°, and the second shot molds the overmold material onto the substrate. Highest quality but requires specialized machine and mold.
Insert molding: A pre-molded substrate (or metal insert) is manually or robotically placed into a single-shot mold, then the overmold material is injected around it. Lower tooling cost but higher labor cost and cycle time.
“Two-shot overmolding generally produces higher quality and stronger bonds than insert overmolding, but requires higher tooling and machine investment.”Prawda
Two-shot molding bonds materials in their molten state, creating a molecular-level bond that is stronger than mechanical interlocking alone. The process eliminates human handling, reducing contamination and cycle time variability. However, two-shot molds cost 2-3x more than insert molds and require a rotary machine with synchronized injection units. Insert molding is more economical for lower volumes and when material compatibility allows simpler bonding strategies.
“Any two plastic materials can be overmolded together without special considerations.”Fałsz
Kompatybilność materiałów jest kluczowa dla udanego overmoldingu. Materiał podłoża i materiał nakładany muszą się wiązać chemicznie lub mechanicznie. Materiały o podobnej strukturze chemicznej (jak dwa polipropyleny lub dwa gatunki ABS) wiążą się dobrze. Różne materiały wymagają specjalnych warstw wiążących, obróbki powierzchni lub elementów mechanicznego zazębienia. Różnice temperatur również mają znaczenie – jeśli temperatura topnienia materiału nakładanego jest zbyt wysoka, może ona stopić lub odkształcić podłoże.
What Design Factors Affect Mold Type Selection?
Mold type selection is driven by annual volume, part geometry, tolerance, material compatibility, tooling budget, and machine limits. Several design and production factors determine which mold type will deliver the best economics and quality. Analyzing these factors before tooling investment prevents costly mistakes.
| Czynnik | Favors Single-Cavity | Favors Multi-Cavity | Favors Stack/Family |
|---|---|---|---|
| Annual Volume | < 50,000 parts | > 100,000 parts | > 200,000 parts |
| Part Stability | Design evolving | Design frozen | Design frozen |
| Tooling Budget | Lower ($3k-$15k) | Medium-High ($20k-$200k) | High ($50k-$500k) |
| Rozmiar części | Large (>150mm) | Small-Medium | Small (<50mm) |
| Tolerance | Tight (±0.05mm) | Moderate (±0.1mm) | Umiarkowany |
| Machine Capacity | Smaller machines OK | Needs larger tonnage | Needs larger daylight |
Additional considerations we evaluate at ZetarMold:
Dobór materiału: Niektóre materiały (napełnione nylony, PPS z włóknem szklanym) są ścierne i zwiększają zużycie formy – narzędzia wielogniazdowe mogą wymagać częstszej konserwacji.
Cooling requirements: Parts with thick sections or challenging geometries may require longer cooling times, reducing the advantage of multi-cavity production.
Quality requirements: Medical and aerospace applications often require single-cavity molds for traceability and individual cavity validation.
Future scalability: If volume may increase dramatically, designing a multi-cavity mold from the start (even if initially running fewer cavities) can be cost-effective.
How Do You Maintain Different Mold Types for Long Service Life?
Long service life is achieved when different mold types are cleaned, lubricated, inspected, and repaired on a schedule matched to wear risk. Mold maintenance requirements vary by type but all molds benefit from regular care. A well-maintained mold can produce millions of quality parts; a neglected mold fails prematurely and produces defects.
Maintenance schedule by mold type:
Jednogniazdowe: Co każde 25 000–50 000 wtrysków – wyczyść gniazda, sprawdź wypychacze, skontroluj linie chłodzące pod kątem nieszczelności. Prostsza forma = szybsza kontrola.
Wielogniazdowe: Co każde 10 000–25 000 wtrysków – równowaga gniazd zmienia się w czasie; sprawdź wymiary bramek, zużycie kanałów rozdzielających i wzory napełniania poszczególnych gniazd. Więcej gniazd = więcej punktów kontrolnych.
Formy rodzinne: Co każde 15 000–30 000 wtrysków – szczególnie zwracaj uwagę na równowagę gniazd, ponieważ części różnią się objętością. Monitoruj zużycie większych vs. mniejszych gniazd.
Formy tandemowe (stack): Co każde 5 000–15 000 wtrysków – bardziej złożone, z większą liczbą ruchomych części. Sprawdź mechanizm obrotowy, kołki centrujące i synchronizację poziomów. Formy tandemowe ulegają katastrofalnej awarii w przypadku problemów z centrowaniem.
Overmolding: Co każde 10 000–20 000 wtrysków – sprawdź obszary wiązania pod kątem rozwarstwienia, skontroluj podłoże pod kątem uszkodzeń podczas drugiego wtrysku, zweryfikuj izolację materiałów.
Universal maintenance practices:
Preventive cleaning: Remove material buildup from vents, cores, and cavities before it causes defects.
Lubrication: Keep slides, lifters, and ejector pins properly lubricated with high-temperature mold grease.
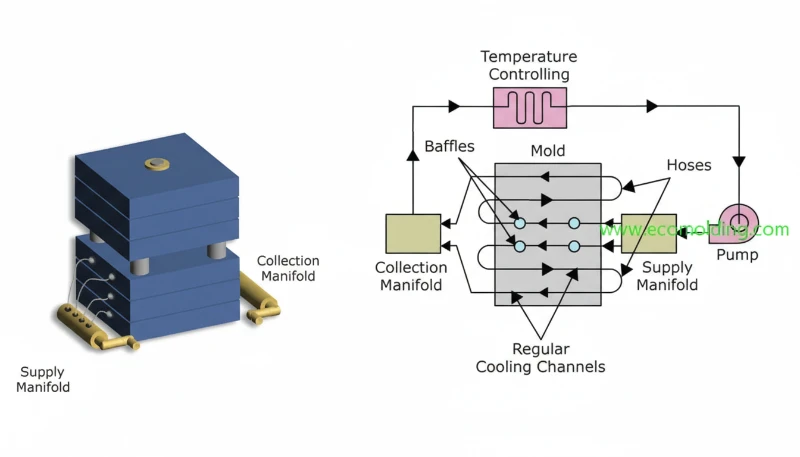
Temperature monitoring: Verify cooling channel flow and temperature consistency across cavities.
Documentation: Track maintenance intervals, changes made, and production performance to identify trends.
FAQ
What is the most common mold type?
Single-cavity molds are the most common overall, especially for prototype development and lower-volume production. For high-volume commercial products, 4-cavity and 8-cavity multi-cavity molds are the most widely used configurations. At ZetarMold, approximately 60% of our mold builds are single-cavity, 30% are multi-cavity (4-8 cavities), and 10% are specialized types (family, stack, or overmolding).
How much does an injection mold cost?
Mold cost varies dramatically by type, size, complexity, and precision requirements. Single-cavity molds typically cost $3,000-$15,000 for simple parts and $15,000-$50,000 for complex parts with tight tolerances. Multi-cavity molds range from $20,000-$200,000+ depending on cavity count and complexity. Stack molds and complex overmolds can exceed $500,000 for large, intricate tools.
Can you change a single-cavity mold to a multi-cavity mold?
Zazwyczaj nie – konwersja wymaga zaprojektowania i zbudowania całkowicie nowej podstawy formy i zestawu gniazd. Jednak niektóre formy są projektowane z wymiennymi blokami gniazd, co pozwala na użycie tej samej podstawy formy dla różnych gniazd o podobnych rozmiarach. Jest to częstsze w formach rodzinnych niż w prawdziwych konwersjach z wielogniazdowych na jednogniazdowe.
What is the lifespan of an injection mold?
Mold lifespan depends on mold steel grade, material molded, and maintenance. Aluminum molds last 10,000-50,000 shots (good for prototypes). P20 steel molds last 100,000-500,000 shots (good for low-to-medium volume). H13 hardened steel molds last 500,000-2,000,000+ shots (ideal for high-volume production). Proper maintenance can extend these numbers by 50-100%.
How do you choose between two-shot and insert overmolding?
Two-shot overmolding is better for high-volume production (>200,000 parts annually) where quality consistency and bond strength are critical. Insert overmolding is better for lower volumes (10,000-200,000 parts) where tooling cost is a major concern or when using metal inserts. The cost crossover point varies but is typically around 200,000-300,000 parts depending on part complexity.
What is cavity balance and why is it important?
Cavity balance is the design and tuning of the mold runner system to deliver equal melt volume, temperature, and pressure to all cavities simultaneously. Poor cavity balance causes variations in part weight, dimensions, and cosmetic quality between cavities. Multi-cavity molds require careful runner design and often use simulation software like Moldflow to achieve balance before machining.
How many cavities can a mold have?
Theoretically unlimited, but practical limits exist. Small parts like bottle caps often use 64-128 cavity molds. Medium-sized parts typically use 4-16 cavities. Large parts may be limited to 1-2 cavities due to machine clamping force and shot capacity constraints. The cavity count must balance production needs against mold complexity, maintenance requirements, and cavity balance challenges.
Podsumowanie
Typy form wtryskowych – jednogniazdowe, wielogniazdowe, rodzinne, tandemowe (stack) i overmolding – służą konkretnym potrzebom produkcyjnym. Formy jednogniazdowe oferują elastyczność, precyzję i niższe koszty narzędzi dla prototypów i produkcji niskoseryjnej. Formy wielogniazdowe zapewniają znacznie niższy koszt jednostkowy dla produkcji wysokoseryjnej, gdy są zaprojektowane z właściwą równowagą gniazd. Formy rodzinne efektywnie produkują powiązane części w jednym narzędziu, podczas gdy formy tandemowe podwajają wydajność bez zwiększania zajmowanej powierzchni maszyny. Overmolding umożliwia tworzenie części wielomateriałowych ze zintegrowanymi połączeniami poprzez procesy dwuwtryskowe lub wtrysku na wstawki.
Kluczem do udanego wyboru typu formy jest dopasowanie Twojego wolumenu produkcji, złożoności części, wymagań jakościowych i budżetu do odpowiedniego typu formy. W ZetarMold widzieliśmy projekty, które odniosły sukces i które upadły w oparciu o tę fundamentalną decyzję. Inwestowanie czasu na wstępnej analizie tych czynników – oraz konsultacje z doświadczonymi inżynierami form – zapewnia, że Twoje narzędzie dostarczy zarówno części wysokiej jakości, jak i korzystną ekonomikę przez cały cykl życia produktu. Zobacz nasze Injection Molding Complete Guide for a comprehensive overview.
Potrzebujesz Wyceń dla Twojego Projektu Formowania Wtryskowego?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote →
-
injection molding: Injection molding is a manufacturing process where molten thermoplastic material is injected under high pressure into a closed mold cavity, cooled to solidify into a desired shape, and then ejected as a finished part. ↩
-
runner system: Runner system refers to a network of channels that deliver molten plastic from the machine nozzle to each mold cavity, designed to fill all cavities simultaneously with balanced flow. ↩
-
precision injection molding: Precision injection molding refers to a manufacturing process that achieves tight dimensional tolerances (typically ±0.05mm or better) through optimized mold design, controlled process parameters, and high-quality tooling materials. ↩






