 コンテンツへスキップ
コンテンツへスキップ 

ナイロンポリアミド(略称PA)は、ポリアミド樹脂からなるプラスチックである。このような樹脂は、ジアミンと二塩基酸の縮合によって作られるものと、アミノ酸の脱水開環重合によって作られるラクタムから作られるものがある。
PAには多くの種類があり、主にPA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香族アミドなどがある。PA6、PA66、PA12、PA1010が最も一般的に使用されている。本稿では、この4つの ナイロン射出成形工程PA6、PA66、PA12、PA1010をさらに詳しく。

ナイロン6射出成形プロセス
化学的および物理的特性
PA6の化学的・物理的特性はPA66と非常によく似ているが、融点が低く、加工温度範囲が広い。耐衝撃性と耐溶解性はPA66より優れているが、吸湿性も高い。
プラスチック部品の品質特性の多くは吸湿の影響を受けるため、PA6で製品を設計する際にはこの点を考慮することが重要です。
PA6の機械的特性を向上させるために、しばしば様々な改質剤が添加される。ガラスが最も一般的な添加剤で、耐衝撃性を向上させるためにEPDMやSBRなどの合成ゴムが加えられることもある。
無添加製品の場合、PA6の収縮率は1%から1.5%である。ガラス繊維添加剤の添加により、収縮率を0.3%まで低減することができる(ただし、加工に垂直な方向ではわずかに高い)。
成形品の収縮率は、主に材料の結晶化度と吸湿率に影響される。実際の収縮率は、部品設計、肉厚、その他の工程パラメータの関数でもある。

射出成形プロセス条件
乾燥:PA6は吸湿しやすいので、加工前の乾燥には特に注意が必要である。材料が防水性の材料パッケージで供給される場合は、容器を密閉しておく必要がある。
湿度が0.2%を超える場合は、80℃以上の熱風で16時間乾燥することを推奨する。8時間以上空気に触れた場合は、105℃で8時間以上の真空乾燥を推奨。
溶融温度: 230~280℃、強化品種は250~280℃。
金型温度: 80~90℃.金型温度は結晶化度に大きく影響し、その結果、成形品の機械的性質に影響を与える。 射出成形品.構造部品は結晶性が重要なので、推奨金型温度は80~90℃である。
薄肉で流動性の長いプラスチック部品には、金型温度を高くすることも推奨される。金型温度を上げると、成形品の強度と剛性が増す。 射出成形品しかし靭性は低下する。
肉厚が3mmを超える場合は、20~40℃の低温金型を使用することをお勧めします。ガラス繊維強化材料の場合、金型温度は80℃以上でなければならない。
射出圧力: 一般的に750~1250barの間(素材と製品設計による)。
射出速度: 高速(強化素材の場合は若干減速)。
ランナーとゲート PA6は凝固時間が短いため、ゲートの位置は非常に重要です。ゲートの開口部は、0.5*t(tは成形品の厚さ)より小さくしてはならない。
ホット・ランナーを使用する場合、ゲート径は通常のランナーよりも小さくする必要がある。これは、ホット・ランナーが材料の早期凝固を防ぐのに役立つためである。サブマージ・ゲートを使用する場合、ゲートの最小直径は0.75mmとする。
ナイロン66射出成形プロセス
ナイロン66の乾燥
真空乾燥: 温度 ℃ 95-105 時間 6-8 時間
熱風乾燥: 温度 ℃ 90-100 時間 約4時間
結晶性: 透明ナイロンに加えて、ナイロンはほとんど結晶性ポリマーで、結晶化度が高く、製品の引張強度、耐摩耗性、硬度、潤滑性などの特性が向上し、熱膨張係数と吸水率が低下する傾向があるが、透明性と耐衝撃性は性能に寄与していない。
金型温度は結晶化に大きな影響を与え、金型温度が高いと結晶化度が高く、低いと結晶化度が低くなる。
縮む: 他の結晶性プラスチックと同様、ナイロン樹脂にも収縮の問題があり、一般にナイロンの収縮率は結晶化と最も大きな関係があり、製品の結晶化が大きければ、製品の収縮率も大きくなる。
成形工程では、金型温度を下げ、射出圧力を上げ、材料温度を下げると収縮率は減少するが、製品の内部応力が増加し、変形しやすくなる。PA66の1.5-2%収縮率。
成形設備: ナイロン射出成形ナイロン材料の処理は、一般的にセルフロックノズルを使用するように、 "フロー現象のノズル "を防ぐために、主な注意。

製品と金型
1.製品の肉厚 ナイロンの流動長比は150〜200、ナイロン製品の肉厚は0.8mm以上、一般に1〜3.2mm、製品の収縮率は製品の肉厚と関係があり、肉厚が厚いほど収縮率が大きくなる。
2.排気 ナイロン樹脂のオーバーフロー値は0.03mm程度であるため、排気孔のスロットは0.025以下にコントロールする。
3.金型温度 製品の薄肉は成形が困難であるか、または高い結晶化度の金型温度制御を必要とし、製品はある程度の柔軟性を必要とし、一般的に冷水の温度制御に使用されます。
ナイロン66の成形工程
樽の温度: ナイロンは結晶性ポリマーであるため、融点は明らかである。 射出成形 樽の温度は、樹脂そのものの性能、設備、製品の形状などを考慮して選択する。
ナイロン66は260℃。ナイロンは熱安定性に乏しいため、高温で長時間バレル内に滞留させ、材料の変色や黄変を起こさないようにするのに適さず、またナイロンは流動性がよいため、融点を超えると急激に流動する。
射出圧力: ナイロン溶融粘度は低く、良好な流動性を有するが、凝縮速度が速く、欠陥が発生しやすい製品の複雑で薄い壁の厚さの形状では、まだ高い射出圧力が必要です。
通常、圧力が高すぎる場合、製品はオーバーフローのエッジの問題が表示されます。圧力が低すぎる場合、製品は波紋、気泡、明らかな融合のマークや製品の不足、およびその他の欠陥が生成され、注入圧力のほとんどのナイロン品種は120MPAを超えることはありません。
一般的に60〜100MPAの範囲で選択された製品は、気泡、へこみ、およびその他の欠陥が表示されない限り、ほとんどの製品の要件を満たすためにある、一般的に内部応力の増加を避けるために、より高い保持圧力を使用したくない。製品への応力の増加を避けるために。
射出速度: ナイロンの場合、冷却速度が速すぎて金型への充填が不十分になることによる波打ちを防ぐため、射出速度は速くなる。射出速度が速くても、製品の性能に大きな影響はありません。
金型温度: 金型温度は、結晶化度と金型温度に一定の影響を与える。 射出成形 収縮、高い金型温度結晶化度、高い耐摩耗性、硬度、弾性率の増加、吸水率の減少、製品の成形収縮率を増加させる;低い金型温度結晶化度が低く、良好な靭性、高い伸び。
ナイロン66成形プロセスパラメータ:
1)バレル温度
2)リア240-285 ミドル260-300 フロント260-300
3)ノズル温度 ℃ 260-280 金型温度 ℃ 20- 90
4)射出圧力 MPA 60-200
離型剤の使用少量の離型剤を使用することで、気泡などの欠陥を改善・除去する効果がある場合がある。
ナイロン製品用の離型剤としては、ステアリン酸亜鉛、ホワイトオイルなどがある。また、ペースト状に混ぜて使用することもできますが、製品の表面不良を避けるため、少量ずつ均一に使用する必要があります。
機械を停止させるときは、次の生産を防ぐためにスクリューを空にし、スクリューをひねる。
PA12射出成形プロセス条件
乾燥処理: 加工前の湿度が0.1%以下であることを確認する必要がある。保管の際、材料が空気に触れる場合は、85℃の熱風で4~5時間乾燥させることを推奨する。密閉容器に保管する場合は、3時間の温度平衡の後、直接使用することができる。
溶融温度: 240~300℃;一般的な特性を有する材料は310℃を超えないこと、難燃性を有する材料は270℃を超えないこと。
金型温度: 非強化材料は30~40℃、薄肉または大面積部品は80~90℃、強化材料は90~100℃。温度を上げると材料の結晶化度が高くなる。PA12では金型温度の正確なコントロールが重要である。
射出圧力: 1000 barまで(低い保持圧力と高い溶融温度を推奨)。
射出速度: 高速(ガラス添加物を含む材料に適している)。
ランナーとゲート 無添加材料の場合、材料の粘度が低いため、ランナー径は30mm程度が望ましい。強化素材の場合は、5~8mmの大きなランナー径が必要である。
ランナー形状は、オールラウンドであるべきだ。射出口はできるだけ短くする。様々なタイプのゲートを使用することができる。部品への過度の圧力や収縮を避けるため、大きな部品に小さなゲートは使用しないでください。
ゲートの厚さは部品の厚さと同じにするのがよい。水中ゲートを使用する場合は、最小直径0.8mmを推奨する。 ホットランナー 射出成形金型 は効果的であるが、材料の漏れやノズルでの凝固を防ぐため に、非常に精密な温度制御が必要である。ホットランナーを使用する場合、ゲートサイズはコールドランナーよりも小さくする必要がある。

PA1010射出成形プロセス条件
ナイロン1010の分子構造には親水性アミド基が含まれているため、非常に吸湿しやすく、平衡吸水率は0.8%〜1.0%である。
水分はナイロン1010の物理的、機械的特性に大きな影響を与えるので、使用前に原料を乾燥させ、含水率を0.1%以下にする必要がある。
アミド基は酸素に弱く酸化劣化しやすいため、ナイロン1010を乾燥させる場合は酸化変色を防ぐ必要がある。
この方法は脱水率が高く、乾燥時間が短く、乾燥顆粒の品質が良いので、乾燥の際には真空乾燥を使用する方が良い。
乾燥条件は一般的に94.6kPa以上の真空度、温度90~100℃、乾燥時間8~12時間で、含水率は0.1%~0.3%まで低下する。
通常のオーブン乾燥を使用する場合は、乾燥温度を95~105℃にコントロールし、乾燥時間を長くする必要があり、一般的には20~24時間を要する。乾燥された材料は再び吸湿しないように注意して保存しなければならない。
可塑化工程:ナイロン1010が金型キャビティに入る前に、所定の成形温度に達し、所定の時間内に十分な量の溶融材料を供給できること、および溶融材料の温度がすべての点で均一であることが必要である。
上記の要件を達成するために、スクリュータイプの 射出成形 ナイロン1010の特性に合わせて機械を使用し、スクリューは突然変異型または組み合わせ型です。

バレル温度はホッパー入口から前部に向かって順次上昇する。バレル温度は融点付近に制御されるため、製品の衝撃強度の向上に有益であり、材料の漏出を回避し、材料の分解を防止することができ、バレル温度は一般的に210〜230℃である。
予備成形時にスクリューとPA1010の間の摩擦を減らすため。液体パラフィンは潤滑剤として使用することができます。使用量は一般的に0.5~2mL/kgで、金型温度は一般的に40~80℃である。背圧の増加は、スクリュー溝内の材料を圧縮するのに適しています。
材料中の低分子ガスを排出する。可塑化の品質を向上させるが、背圧の増加はスクリューとバレル間の漏れと逆流を増加させるので、射出成形機の可塑化能力は低下する。
可塑化背圧は高すぎるべきではない。そうでなければ、可塑化効率を大幅に低下させ、さらには材料が分解するように過度のせん断力とせん断熱を発生させる。
従って、以下の条件の下で 射出成形 を満たすことができる。可塑化背圧は低いほどよく、一般的に0.5~1.0MPaを取る。
金型充填工程:この工程では、ナイロン1010射出成形の射出圧力と射出速度に注意しなければならない。一般的に、射出圧力は2~5MPa、射出速度は遅くする。
射出圧力が高すぎる場合。射出速度が速すぎる。金型充填の乱流を形成しやすく、製品中の気泡の除去に寄与しない。
キャビティ圧力の変化の特徴によって、射出成形工程は、金型への材料の導入、金型フィルムの流れ、リン、冷却と成形の段階に分けることができる。
冷却と成形の工程は、圧力保持と補充、逆流、ゲート凍結後の冷却の3段階に分けられる。
一方では、十分な溶融材料があること、つまり充填する材料があること。同時に、注湯システムが早く固まりすぎてはならない。
一方、射出圧力は十分に高く、保持時間は十分に長くする必要があり、これは材料が充填されるための十分な条件である。保持時間は通常実験によって決定され、長すぎても短すぎてもいけない。
保持時間が長すぎると、成形サイクルが長引くだけでなく、金型キャビティ内の残圧が大きくなりすぎて離型が困難になり、金型が開かなくなることさえある。
最適な保圧時間は、金型キャビティ残圧が開放されたときにゼロになることです。ナイロン1010射出成形部品の一般的な保圧時間は4~50秒です。
脱型:ナイロン1010の部品は、金型内で十分な剛性が得られるまで冷却した後、脱型することができる。
脱型温度は高すぎてはならない。一般的には、PA1010の熱たわみ温度と金型温度の間で制御します。
金型キャビティ内の残留圧力は、脱型時にゼロに近づける必要があり、これは保持時間によって決定される。一般に 射出成形 射出時間4~20秒、保持時間4~50秒、冷却時間10~30秒。
結論
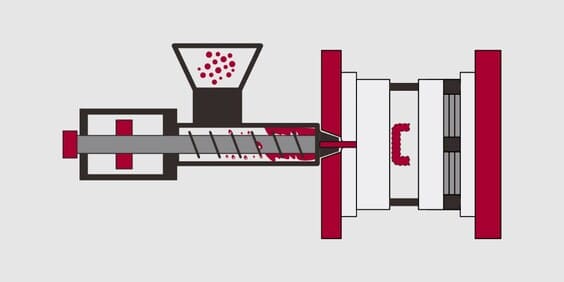
射出成形は、複雑な形状を持つ高品質の部品を製造することができるプロセスです。4つの ナイロン射出成形 私たちが説明した工程は、さまざまなタイプのナイロンとその製造方法を理解するための良い出発点になるはずです。このプロセスについてご質問がある場合や、さらに詳しくお知りになりたい場合は、遠慮なく私たちのチームにご連絡ください!







