 コンテンツへスキップ
コンテンツへスキップ 

射出成形用の金型は、ものを形作るための道具である。金型はさまざまな部品で構成され、金型によって部品も異なる。射出成形の主な工程は、原料の準備、投入、加熱・溶解、射出、冷却・固化、型開き・抜き取り、バリ取り、トリミング、加工・検査・梱包などである。
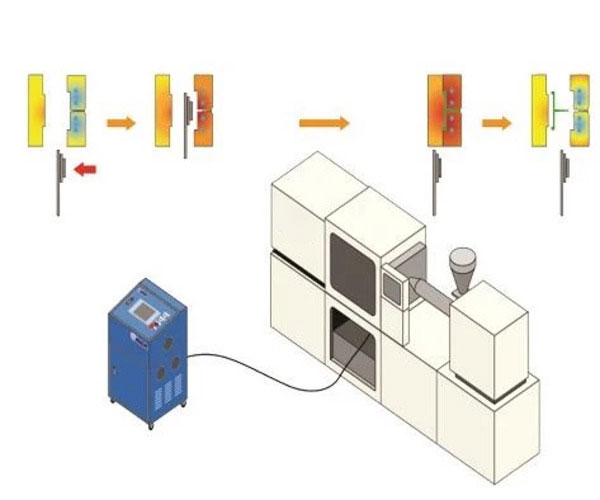
Ⅰ.暖房システム
1.金型加熱方法
1.1 鉄鋼加熱
鋼板加熱は、すべてのプラスチック成形金型の設計において、ほぼ必須の加熱方法である。単相配線、二相配線など様々な設計形態がある。シームドパイプ、シームレスパイプ、ステンレスパイプなどの材料が使用でき、熱損失が少なく、熱効率が高く、配線が簡単で、ニーズに応じて配線構成が自由にでき、220Vまたは380V用に設計できることが特徴である。ただし、材料や加工技術に制約があるため、金型設計ではその特性に注意する必要がある。
1.2 はんだごてのコア加熱
はんだごてコアは、多くの場合、金型加熱管の一種として使用されます。それは、単位長さ当たりの高出力(通常、直径10ミリメートル、8センチメートルはんだごての芯の長さは150ワットの出力電力を達成することができます)、耐久性、良好な安全性、短絡に対する抵抗力を持っており、ブラインドホールを通して埋め込むことができますが、設計をカスタマイズすることは困難であり、交換時に壊れやすく、破損しやすい。

2.射出成形金型の加熱速度に影響する要因
射出成形用金型の加熱速度には多くの要因があります。これらの要因のいくつかは、次のとおりです:
2.1 金型の材質と構造
金型の材質と構造は加熱速度に直接影響する。材質によって熱伝導率や熱容量が異なり、金型の厚みやデザインも熱伝導速度に影響します。
2.2 加熱方法と装置
射出成形金型は、電気ヒーターやホットランナーシステムを使って加熱される。加熱方法によって、加熱速度や制御能力が異なります。例えば、電気加熱は素早く加熱し、温度を正確に制御することができますが、ホットランナーシステムは金型の特定の部分に直接熱を伝えることができるため、加熱をより効率的に行うことができます。
2.3 加熱温度と時間
加熱温度と加熱時間は、加熱速度に影響を与える2つの主な要因である。加熱温度を高くしたり、加熱時間を長くしたりすることで、金型の加熱速度を速めることができますが、金型にダメージを与えたり、熱応力を与えたりしないように注意する必要があります。
2.4 環境条件
金型の加熱速度は、部屋の温度や湿度などの環境条件にも影響されます。すごく寒かったり、すごく湿度が高かったりすると、加熱速度に少し影響が出るかもしれない。
2.5 金型の状態とメンテナンス
加熱速度は金型の状態やメンテナンスに影響される。金型表面に灰の堆積、酸化、損傷があると、加熱効率が低下し、加熱時間が長くなります。
2.6 加熱媒体
電熱線、サーマルオイルなど、加熱媒体が異なると伝熱特性が異なり、加熱速度に影響する。適切な加熱媒体を選択することで、加熱効率を向上させることができます。
Ⅱ.冷却ステージ
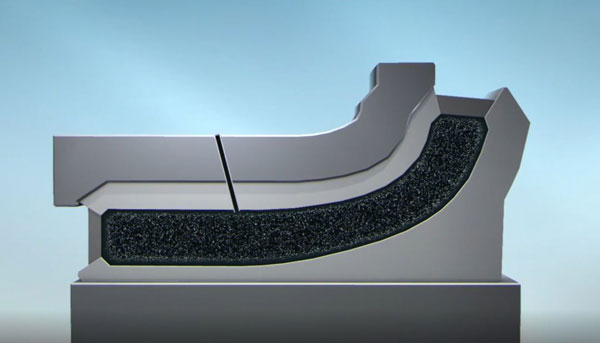
で 射出成形金型冷却システムの設計は非常に重要である。なぜなら、プラスチック成形品は、外力による変形を防ぐために、脱型前に一定の剛性まで冷却固化する必要があるからです。冷却時間は、成形サイクル全体の約70%~80%を占めるため、冷却システムの設計が適切であれば、成形時間を大幅に短縮し、射出成形の生産性を向上させ、コストを削減することができます。冷却システムの設計が不適切な場合、成形時間が長くなり、コストが増加し、冷却ムラはさらにプラスチック製品の反りや変形の原因となります。
実験に基づくと、鋳型に入る融液の熱は一般に2つの方法で消失する:5%は輻射と対流によって大気に移動し、残りの95%は融液から金型に伝導する。金型内には冷却水パイプがあるため、熱は金型キャビティ内のプラスチックから金型ベースを介した熱伝導によって冷却水パイプに伝わり、その後、熱対流によって冷却液によって運び去られます。冷却水によって奪われなかった少量の熱は、金型内で伝導し続け、外部との接触によって空気中に放散される。
射出成形の工程には、型閉め、充填、保圧、冷却、脱型の5段階がある。冷却には最も時間がかかり、全体の約70%から80%かかる。そのため、冷却時間はサイクルタイムや製造可能な部品数に影響します。金型からパーツを取り出す際には、パーツを熱変形温度以下に冷却する必要があります。これにより、部品が弛緩してゆがんだり変形したりするのを防ぐことができます。
1.金型の冷却方法
1.1 水冷
水冷は、ほとんどの金型に最もよく使われる冷却方法だが、欠点もある。パイプラインの密閉性がよく、上下の水パイプラインに障害物がないことが必要で、その結果、水の浪費が大きくなる。冷却温度が100℃を超えると水蒸気爆発を起こしやすい。利点は熱容量が大きく、急速冷却が可能なこと。

1.2 空冷
空冷は比較的理想的な冷却方法である。水冷と異なり、パイプラインを密閉する必要がなく、資源の無駄がなく、100℃以上の金型を冷却でき、冷却速度はガスの流量で決めることができる。さらに、一定規模の生産工場でガス源を入手するのが簡単で便利である。
2.製品の冷却速度に影響を与える要因
2.1 プラスチック製品のデザイン
主なものはプラスチック部品の肉厚です。部品が厚ければ厚いほど、冷却に時間がかかる。経験則として、冷却時間は部品厚みの2乗、または最大ゲート径の1.6乗にほぼ比例する。言い換えれば、部品の厚みを2倍にすると冷却時間は4倍になる。
2.2 金型材料と冷却方法
金型のコア材、キャビティ材、金型枠材などの金型材料は、冷却速度に大きな影響を与える。金型材料の熱伝導率が高いほど、単位時間内にプラスチックの熱を伝える効果が高くなり、冷却時間が短くなる。

2.3 冷却水パイプの構成
冷却水パイプは金型キャビティに近いほど、直径が大きいほど、また本数が多いほど冷却効果が高く、冷却時間が短くなる。
2.4 冷却液流量
システム内を流れる水の量が多ければ多いほど(乱流の方が良い)、対流によってエンジンから熱を奪うことができる。
2.5 冷却液の特性
冷却液の粘度と熱伝導率も金型の伝熱効果に影響する。冷却液の粘度が低いほど熱伝導率が高くなり、温度が下がり、冷却効果が高まります。
2.6 プラスチック材料の選択
プラスチックの熱伝導率とは、熱いところから冷たいところへ熱を移動させる速さのことです。熱伝導率が高ければ高いほど熱の移動がよく、比熱が低ければ低いほど温度変化が起こりやすいため、早く冷め、熱の移動がよく、冷めるまでの時間が短くなります。

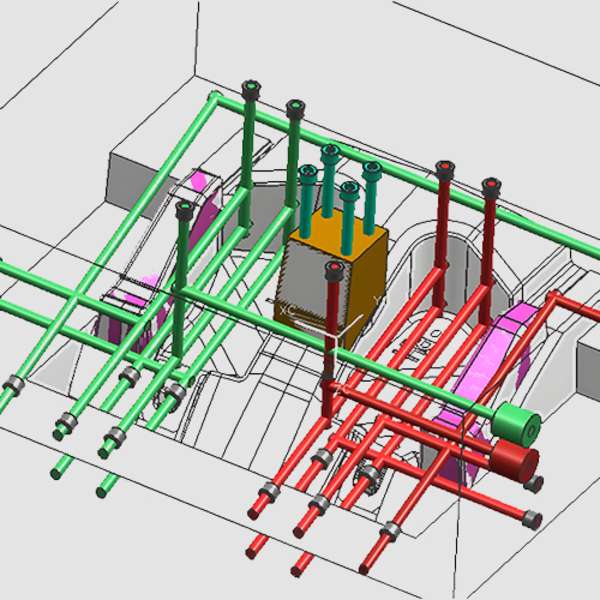
3.冷却システム設計規則
3.1 冷却流路は、金型を均一かつ迅速に冷却するように設計する。
3.2 冷却システムを設計する目的は、金型を冷却し、それを効率的に行うことである。冷却穴は、機械加工や組み立てが簡単にできるよう、標準的な大きさにする。
3.3 冷却システムを設計する場合、金型設計者は、プラスチック部品の肉厚と体積に基づいて、冷却孔の位置と大きさ、孔の長さ、使用する孔の種類、孔の配置と接続方法、使用する冷却液の量と熱伝導率などの設計パラメータを決定しなければならない。
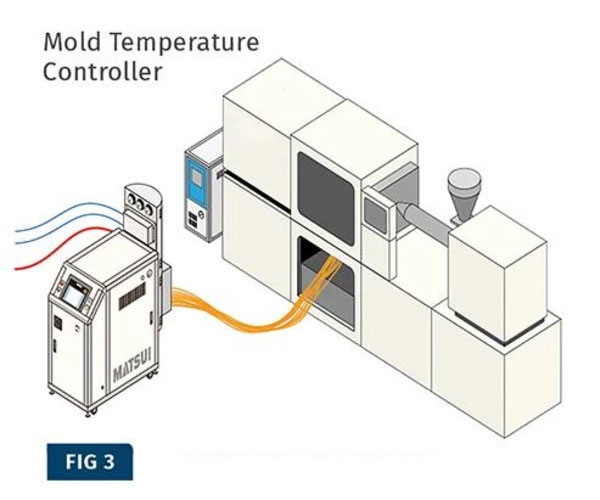
Ⅲ.射出成形における金型温度管理の重要性
温度管理は非常に重要だ。 射出成形成形品の品質、一貫性、サイクルタイムに直接影響するからである。冷却と加熱は、溶融材料が良好に流れ、適切に固化し、金型から欠陥なく脱型されることを確認する、この制御メカニズムの大きな部分です。
1.金型温度が製品外観に及ぼす影響
温度が高いと、樹脂の流れがよくなる。これにより、特にガラス繊維強化樹脂部品の場合、通常、部品の表面は滑らかで光沢が出ます。また、ウェルドラインの強度が増し、見栄えも良くなります。
テクスチャーのある表面の場合、金型温度が低いと、溶融物がテクスチャーの根元まで充填できないため、製品の表面がテカテカして金型表面の本来のテクスチャーを表現できない。金型温度と材料温度を上げれば、製品表面に思い通りのテクスチャーを出すことができる。
2.製品の内部応力への影響
何かを成形するとき、熱くなってから冷める。冷えると収縮する。まず外側が縮んで硬くなる。次に内側が縮んで硬くなる。内側と外側では縮むスピードが違うので、内側と外側がケンカする。内側と外側がケンカしすぎると、モノにヒビが入る。
モノの内側がモノの外側と戦いすぎると、モノにヒビが入る。これは、モノの内側がモノの外側と戦いすぎて、モノの内側が弱すぎたり、モノの外側が強すぎたりしたときに起こる。また、物の内部が物の外部と戦いすぎて、物の内部が弱すぎたり、物の外部が強すぎたりして、物が濡れたり、化学物質が付着したりした場合にも起こる。物の内部が物の外部と戦いすぎると、物にひびが入る。

表面の圧縮応力は、表面の冷却条件に依存します。金型が冷たいと溶融樹脂が急冷され、成形品の残留内部応力が高くなります。金型温度は内部応力をコントロールする最も基本的な条件であり、金型温度のわずかな変化で残留内部応力は大きく変化します。一般に、内部応力を許容できる金型温度の下限は、製品や樹脂によって異なります。薄肉品や長尺品を成形する場合、金型温度は一般成形時の下限よりも高くする必要があります。
3.製品の反りの改善
金型の冷却システムの設計が不適切であったり、金型の温度管理が不適切であったりすると、プラスチック部品の冷却が不十分となり、部品の反りや変形の原因となります。

金型の温度制御は、雄型と雌型、中子とキャビティ、中子と壁、壁と入子の温度差を製品の構造特性に基づいて決定する。金型の部位によって異なる冷却収縮率を利用して、脱型後の配向収縮差を補正することで、脱型後の製品は温度の高い側に曲がりやすくなり、配向則に従った製品の反り変形を相殺することができる。
完全に対称的なボディ構造を持つプラスチック部品の場合、製品のすべての部分が均等に冷却されるように、金型の温度を一定に保つ必要があります。

4.製品収縮率への影響
金型温度が低いと、分子の凍結が速くなり、キャビティ内の融液の凍結層が厚くなり、結晶が成長しにくくなるため、製品の収縮が小さくなる。金型温度が高いと、融液の冷却が遅くなり、緩和時間が長くなり、配向度が低くなり、結晶ができやすくなるため、製品の収縮が大きくなる。
5.製品の熱変形温度への影響
結晶性プラスチックの場合、低い金型温度で成形すれば、分子配向と結晶化はすぐに凍結する。これを高温環境や二次加工条件に置くと、分子鎖が部分的に再配列して結晶化し、材料の熱偏向温度(HDT)よりはるかに低い温度でも製品が変形する。

Ⅳ.温度制御の最適化
1.温度制御システムのアップグレード
電熱棒は射出成形機の温度制御システムの大きな部分です。電熱棒をアップグレードすれば、温度制御をより安定で正確にすることができます。つまり、射出成形の精度と品質を向上させることができます。
2.温度制御戦略の改善
に関しては 射出成形温度管理は大きな問題だ。部品の品質とコストに影響します。適切に行えば、サイクルタイムとエネルギー消費を削減し、生産効率を向上させ、コストを削減することができます。
3.温度制御パラメータの調整
最高の射出成形効果を得るためには、温度制御パラメーターを調整する必要があります。後方、中間、前方の各ゾーンの温度の割合を調整することで、これを行うことができます。
Ⅴ.結論
良い部品を早く作るには、金型の冷却と加熱をマスターする必要があります。温度制御を理解し、最新の冷却・加熱技術を使用し、最高の監視・制御システムを持つ必要があります。それが、金型の性能を最大限に引き出す方法です。 射出成形プロセス.







