 コンテンツへスキップ
コンテンツへスキップ 

射出成形は、多くの種類のプラスチック部品を製造するために使用される経済的で効率的な製造方法です。しかし、射出成形時のコールドスラッグの発生は一般的で、主なトラブルのひとつと考えられています。コールドスラッグは、製品の外観や性能に影響を与えるだけでなく、生産効率を低下させ、廃棄物を増加させます。したがって、射出成形中にコールドスラグが発生する原因を理解することは、より良い結果とより高い製品品質を達成するために非常に重要です。この記事では、コールドスラッグの発生を引き起こす主な要因を分析し、対応する改善策を提案することに焦点を当てます。

寒冷ナメクジの定義と分類
コールドスラッグが発生する原因についてさらに説明する前に、コールドスラッグとは何かを理解することが極めて重要です。コールドスラッグとは、プラスチック金型やノズル、射出成形機の特定の部分の温度が低いために、原料が冷えて固化した部分を指します。このコールドスラッグが最終製品の品質に影響を与えるのです。
コールドスラッグが形成される場所と形態から、以下のカテゴリーに分類される:
1.ノズルコールドスラグ: ノズルコールドスラッグは通常、不適切な温度制御のために射出成形機のノズルの周囲または内部に形成され、溶融物が流れなくなり固化する。
2.金型コールドスラッグ: 金型のキャビティやゲートにコールドスラグができるのは、冷却システムの設計に無理があり、低温域が発生するためである。
3.ランナー・コールド・スラッグ ランナーコールドスラッグは通常、ランナーの設計が不適切であったり、温度制御が不安定であったりすることなどが原因で、ランナーシステムに形成される。

コールドスラッグ形成の主な原因
不適切な温度管理
気温は、その気温に影響を与える重要な要素である。 射出成形プロセス.射出成形機のバレル、ノズル、金型の温度制御は、製品の温度を制御する鍵である。どの部分の温度も低すぎると、溶融物が冷えて固まり、コールドスラッグが形成される。
ノズル温度が低すぎる:ノズル温度が低く設定されすぎたり、温度制御システムが故障したりすると、溶融物はノズルで急速に冷却され、ノズルで冷たいスラグが形成されます。
金型温度が低すぎる: 金型温度が低すぎると、金型キャビティに入った際に溶融物が急速に冷却され、金型のコールドスラッグが発生する。これは通常、冷却システムの設計が不適切なために起こります。
不均一なバレル温度分布: バレル内の温度が不均一であれば、射出段階で溶融物が異なる速度で冷却され、コールドスラグが形成される。

不適切な金型設計
金型設計は射出成形プロセスに直接影響を与えます。金型設計が悪いと、メルトフローや充填の問題、コールドスラッグが発生します。
不適切なゲートの位置とサイズ: ゲートの位置や大きさの設計が不適切だと、流動プロセス中に融液が冷えて固化し、コールドスラッグが形成される。
不適切なランナー設計: ランナーの設計は、溶融材料の流路と流速に直接影響します。ランナーが長かったり細かったりすると、溶融材料の流動抵抗が大きくなり、溶融材料の流速が遅くなる。
不適切な冷却システムの設計: 金型冷却システムのレイアウトと設計は、金型内の温度分布に影響を与えます。冷却水路のレイアウトが不適切だと、金型温度の均一性が悪くなり、金型のコールドスラッグが発生します。

不適切な射出成形プロセスパラメータ
射出成形 プロセス要因には、注入速度、注入圧力、保持時間、冷却時間などが含まれる。これらのパラメータは、溶融物の流量と凝固速度に密接に関係している。プロセスパラメーターが適切に設定されないと、コールドスラッグが形成される。
低い射出速度: 射出速度が低いと、融液の急冷によりコールドスラグが形成され、流動中に融液が凝固する。特にゲートとランナーでは、射出速度が低いと溶融物の流れが妨げられ、いわゆるコールドスラグが発生する。
低い射出圧力: 射出圧力が低いと、溶融物の流れが悪くなり、溶融物がスムーズに金型キャビティに入らず、流動中に冷却固化できないため、コールドスラッグが発生する。
保持時間不足: 保圧時間が十分でないと、金型キャビティ内の溶融圧力が低くなり、キャビティが適切に充填されず、コールドスラッグが形成される。
過度の冷却時間: 冷却時間が長いと金型の温度が下がり、溶融物が冷えて金型内で冷たいプラスチックスラグが凝固する。

不適切な材料選択
プラスチック材料によって融点や流動特性が異なる。不適切な材料選択もコールドスラッグの形成につながる。
高融点材料: 高融点材料のほとんどは、より高い温度と圧力で注入する必要がある。十分な温度と圧力がないと、溶融物は流動中に冷却固化し始め、コールドスラグを形成する。
流れの悪い材料: 流動性の悪い材料は、射出成形中、特にランナーやゲートでコールドスラグを形成しやすい。このような材料は、コールドスラッグの形成を防ぐために、より高い射出速度と射出圧力を必要とする。

コールドスラグの検出と分析方法
コールドスラッグの発生を効果的に防止・抑制するためには、コールドスラッグを検出・分析することが必須である。以下に一般的な検出・分析方法を示す:
目視検査
目視検査は、コールドスラッグを発見する最も直接的な方法である。の表面と内部を検査することで、コールドスラッグを発見することができる。 射出成形品.コールドスラッグは通常、表面に波紋、空洞、キズ、筋として現れる。
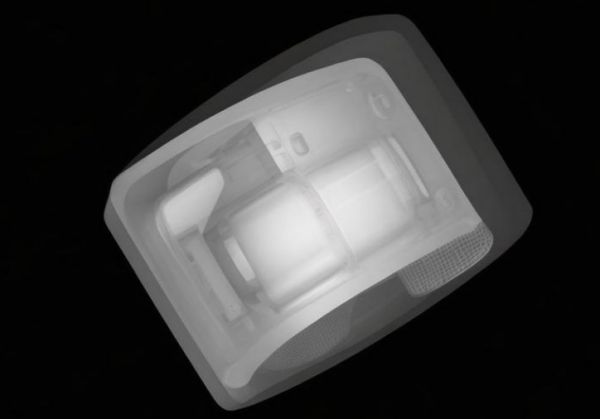
X線検査
X線検査は、コールドスラッグの検出に使用できる非破壊技術の1つです。射出成形部品の内部表面やコールドスラッグは、X線透視検査で発見することができます。X線検査は内部欠陥、特に精密で不可欠な製品や需要の高い製品に適しています。
熱分析
示差走査熱量測定(DSC)と熱重量分析(TGA)は、熱分析法のカテゴリーに分類される一般的な手法です。プラスチックの製造に使用される材料の熱特性を調べることで、この材料の融点と冷却特性を定義することができ、コールドスラッグ発生の可能性を評価することができます。
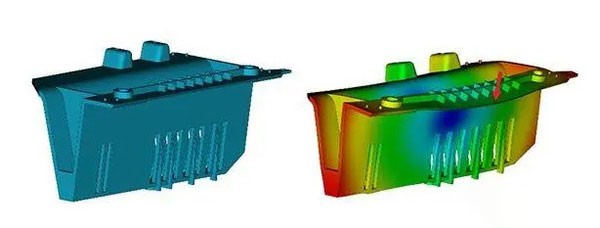
レオロジー分析
レオロジー分析は、プラスチックの射出工程における溶融物の流動挙動と冷却速度を決定することを目的としている。従って、レオロジー解析は、コールドスラッグの発生を最小限に抑えるための最も好ましい射出成形プロセスパラメーターを特定するのに役立ちます。
寒冷地におけるナメクジ対策
コールドスラッグの発生を抑制・回避するために、射出成形におけるコールドスラッグの影響を軽減し、成形品の品質を向上させるいくつかの対策を講じることができる。
温度管理の最適化
温度制御は、コールドスラッグの発生を避けるために制御する必要がある要因である。コールドスラッグの発生を防ぐには、射出成形機と金型温度制御システムの効率を向上させることをお勧めします。
ノズル温度制御: ノズルで溶融物が結晶化するのを防ぐために、ノズルの温度が最適に変化していることを確認してください。ノズル温度は、加熱装置や断熱ジャケットを使用して一定に保つことができます。
金型の温度管理: 冷却システムの流動抵抗を最小限に抑え、金型内の温度さえも下げます。冷却流路の設計や冷却媒体の流速を変えることで、金型温度の制御を高めることができます。
樽の温度制御: バレル内の温度分布を均一にし、コールドスラッグの形成につながる温度変動を防ぐ。マルチゾーン温度制御システムは、異なるバレル領域の温度を正確に制御することができます。

金型設計の改善
コールドスラッグの発生を最小限に抑えるためには、適切な金型設計を行う必要がある。ゲートとランナーの設計を増やすことで、溶融物の流れが促進され、コールドスラッグの発生を最小限に抑えることができます。
ゲート設計の最適化: 適切なゲート位置とゲートサイズを選択し、溶融物が支障なく金型キャビティに入るようにする。マルチポイントゲートやホットランナーシステムを使用することで、溶融物の流れを改善することができる。
ランナーデザインの最適化: 適切な形状とサイズのランナーを設計し、溶融物の流動抵抗を最小にする必要がある。らせん状または先細りのランナーは、溶融物の流れを促進するのに役立つ。
冷却システム設計の改善: 金型内の温度分布を均一にするために、冷却流路の分布と冷却媒体の流速を増加させます。動的冷却システムを使用すると、生産段階が異なる場合に冷却パラメーターを制御できます。

射出成形プロセスパラメーターの調整
適切なセッティング 射出成形プロセス パラメータは、コールドスラッグの形成を減少させるために極めて重要である。射出速度、射出圧力、保圧時間を下げ、冷却時間を長くすることが必要である。
射出速度を上げる: 射出速度を上げることは、溶融物が流動中に冷却され固化する時間を最小化し、コールドスラッグの形成を最小化する効果的な方法である。しかし、射出速度が速すぎると、フラッシングや過充填のような他の欠陥が発生する可能性があるため、製品の品質の許容範囲内で調整する必要がある。

射出圧力を上げる: 射出圧力を高くすれば、溶融物の流れが促進され、コールドスラッグの発生を抑えながら、溶融物が金型キャビティによりよく充填されることになる。しかし、射出圧力は、金型を傷つけたり、製品の形状を歪めたりしないように制御する必要があるため、やや控えめである。
保持時間の延長: コールドスラッグ形成のリスクを排除するためには、金型キャビティ内で十分な圧力を維持する必要があり、そのためには保持時間を長くする必要がある。同様に、製品の保持時間が長くなると、射出サイクルも長くなり、効率が悪くなる。
冷却時間を最適化する: 冷却時間は、鋳型温度が適切な範囲内に収まるように効果的に制御し、溶融物の冷却速度を減速させ、コールドスラッグの形成を抑制する必要がある。冷却時間は実験を通じて最適化する必要があり、したがって最適な冷却時間に対応するパラメータを推測する必要がある。

適切な素材を選ぶ
材料の選択は、射出成形の効果と最終製品の品質を大きく左右する。材料選択のコントロールは、メルトフローと冷却特性の最適化につながり、コールドスラッグの形成を最小限に抑えます。
低融点材料を選択する: これを使用すると、射出成形時に材料が溶けやすくなり、流れが良くなるため、コールドスラッグの発生を最小限に抑えることができる。
高流量材料を選択する: 高流動材料は流動性が高いため、射出成形時に金型キャビティに充填しやすく、コールドスラッグの発生を最小限に抑えることができる。可塑剤を配合したり、より優れた流動特性を持つ材料を選択することで、材料の流動性を高めることができる。

設備メンテナンスの強化
射出成形設備の状態は、成形プロセスの安定性と最終製品の品質に影響を与える主な要因である。設備のメンテナンスと適切な手入れは、設備がコールドスラッグの発生なしに適切に機能するためにも非常に重要です。
温度制御システムを定期的に点検すること: コールドスラッグの発生を防ぐため、射出成形機と金型の温度制御システムが必要通りに作動しているか確認することをお勧めする。
ノズルとランナーを定期的に清掃する: ノズル、ノズルチップ、ランナーを清掃し、溶融物を自由に流し、詰まりによるコールドスラッグの発生を防ぐ。
冷却システムを定期的に点検する: 冷却ムラによるコールドスラッグの発生を避けるため、金型冷却システムが適切に作動することを確認する。

結論
射出成形の工程では、いくつかの要因によってコールドスラッグ(固化した小さなプラスチックの破片)が発生し、成形品の品質に影響を与えることがあります。例えば、難燃性のPC(ポリカーボネート)を使用する場合、その特性を維持するために正確な温度管理が必要となるため、難しい場合があります。水冷式金型スチールを使用する場合、適切な冷却速度を達成することが重要です。冷却速度が適切でないと、プラスチックが急速に冷えすぎて、金型が完全に満たされる前に冷たいスラグが形成される可能性があります。さらに、成形されるプラスチックに対応する耐火等級を選択することが不可欠である。射出速度が遅いと、プラスチック液が早く冷えて固化してしまうため、この問題を悪化させる可能性がある。したがって、これらの要素を最適なバランスに保つことが、コールドスラッグを防止し、高品質のプラスチック成形品を確実に生産するために不可欠である。

風邪のナメクジは、基本的な問題のひとつで、かなり長期化する。 射出成形 温度、金型設計、工程パラメーター、材料など、いくつかの要因によるものである。したがって、温度管理、金型の設計、工程パラメーター、材料の選択、設備のメンテナンスの強化などを調整することで、コールドスラッグの発生を抑え、射出成形の品質と効率を高めることができる。







