 コンテンツへスキップ
コンテンツへスキップ 

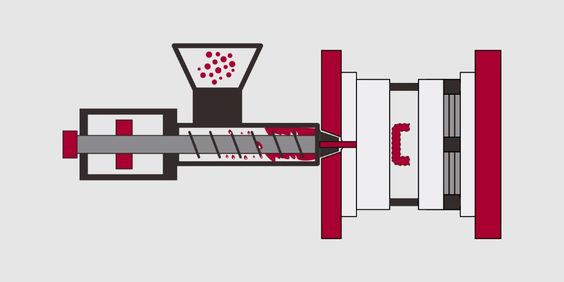
射出成形は、溶けたプラスチック材料から部品を作るプロセスです。この工程は、プラスチック、金属、セラミックなど、さまざまな材料から部品を作ることができます。
最高のパーツを作るには、適切な種類の素材を使うことが重要です。このブログでは、次のような最も一般的な材料について説明します。 射出成形金型.
によく使われる基本素材である。 射出成形金型 はプラスチック金型用鋼で、必要な指標は金型用鋼の硬度、金型用鋼の鏡面研磨性能、金型用鋼の耐錆性、金型用鋼の耐摩耗性などである。
射出成形金型用鋼は、プラスチック金型用鋼とも呼ばれ、主にプラスチック成形金型に使用されます。のプラスチック金型 金型製造 そもそも

これらは、業界全体で使用されている上位6つの素材である:ポリプロピレン(PP) アクリロニトリル・ブタジエン・スチレン(ABS) ポリアミド(ナイロン) 高密度ポリエチレン(HDPE) ポリカーボネート(PC) ABS + PC ブレンド(主に電子機器の筐体に使用)。
プラスチック金型用鋼の分類はもっと多い。主に:予硬プラスチック金型用鋼、時効硬化金型用鋼、耐食金型用鋼、易削性金型用鋼、マルテンサイト時効プラスチック金型用鋼、鏡面プラスチック金型用鋼。鏡面研磨プラスチック金型鋼。
プラスチック金型によく使われる鋼材
2311金型鋼、P20金型鋼、738H金型鋼、718H金型鋼、NAK80金型鋼、2083金型鋼、S136金型鋼、通気性鋼PM-35。
インナーダイ部品(ダイカーネル、スライドブロック、傾斜トップ、インサートなど)スチール:
(1) 金型の要件はない、最も安いか、何度もない:
45#(C1045米国規格CK40ドイツ規格S45C日規格)、50#(C1045米国規格CK53ドイツ規格S50C日規格)
(2) 一般要件:
P20 プリハードプラスチック金型用鋼 (P20 米国規格 1.2311 ドイツ規格 618 スウェーデン 3Cr2Mo 国家規格)
(3) 需要の高い金型:
718超プレハードプラスチック金型用鋼(P20+Niアメリカ標準1.2738ドイツ標準718スウェーデン3Cr2NiMo国家標準)
(4) 金型への要求が高い:
738(4Cr2NiMnMo国家規格)
(5) 金型は鏡のような光沢に磨き上げる必要がある。:
NAK80 (P21H NAK80 日標準 12Ni3 GB) ミラープラスチック金型鋼
(6) 耐腐食性プラスチック金型:
プラスチックタイプの注入時に腐食性ガスが鋼材を腐食させる場合に使用される:M300耐食鋼(オーストリア)(3Cr17Mo国家標準)。鏡面研磨が必要なS136H耐食鏡面ダイス鋼(420米国規格1.2083ドイツ規格S136Hスウェーデン3Cr13GB規格)。

一般的なプラスチック射出成形材料
PCは温室、DVDなどのデジタルディスク、眼鏡レンズ、医療機器、自動車部品、携帯電話などによく使われている。
ポリアミド(ナイロン) ナイロン素材は、電気特性、靭性、耐摩耗性、耐薬品性が非常に優れているため、さまざまな用途に幅広く使用されている。
ナイロンは高い安定性を持ち(強度に役立つ)、摩耗、衝撃、化学薬品など多くの外的要因に耐性がある。
熱可塑性プラスチックには、非常に頑丈で硬いものもあれば、柔軟でゴムのようなものもある。透明なものもあれば不透明なものもある。この多様性が、熱可塑性プラスチックをメーカーにとって魅力的な素材にしている。
しかし、ABSは他の一般的なブロー成形用プラスチックのような優れた耐薬品性がありません。高密度ポリエチレン(HDPE) HDPEは、耐薬品性、耐熱性、高強度対密度比などの望ましい物理的特性により、最も人気のあるブロー成形材料のひとつとなっています。
HDPEは成形が容易で、幅広い種類のボトルや容器など、消費財と工業用途の両方に適している。
テレビやオーディオビジュアル(AV)機器の部品、自転車のトレーラー、玩具、ガソリンタンク、温冷用飲料カップ、コンピューターのハウジングなど。HIPSは可燃性だが、難燃性のものもある。LDPE ポリエチレンの中で最も柔軟性のある低密度ポリエチレン(LDPE)は、耐湿性、衝撃強度、耐薬品性に優れ、半透明である。

熱可塑性ゴム(TPR)樹脂はプラスチックとゴムの混合物で、射出成形工程で使いやすい。耐薬品性、耐候性に優れ、衝撃強度も高い。このため、TPRは多くの種類の液体ディスペンサー、フレキシブルホース、カテーテル、酸を含むさまざまな液体を含む場所に使用されています。
型枠スチール
一般的な最低条件:
45#(C1045米国規格、CK40ドイツ規格、S45C日本規格)
一般的に使用される:
50#(C1045米国規格、CK53ドイツ規格、S50C日本規格)
大型金型フレームに共通する要件:
55#(C1045米国規格、CK56ドイツ規格、S55C国家規格)
高い要件、大きな金型枠:
GS638 (P20 米国規格 GS638 ドイツ規格 42CrMo 国家規格)
アクセサリー用スチール:
ガイドの柱:
20#(S20C)または20Mn2B(SMn420)、処理:浸炭焼入れ、処理後の硬度は55HRC以上です。
T8A、T10A、トリートメント:
表面の癒やすこと、処置の後の硬度は 55HRC に等しいより少しです
45#処理:焼戻し、表面焼入れ、低温焼戻し、処理後の硬度55HRC以上
ガイドスリーブ:
黄銅H62または青銅合金
ブッシング:
45#、50#、55# 処理:表面焼入れ、硬度55HRC以上
プッシュロッド、シンブル、ドローバーなど:
T8、T8A、T10、T10A 処理:焼入れ、低温焼戻し、硬度55HRC以上
45#、50#、55# 処理:焼入れ、硬度45HRC以上

射出成形用金型鋼の選択に関する要件
(1) 高い耐食性
多くの樹脂や添加剤はキャビティ表面を腐食させる作用があり、キャビティ表面の金属腐食、剥がれ、表面状態の悪化、プラスチック部品の品質低下を引き起こす。
したがって、耐食性鋼を使用するか、キャビティ表面にクロムメッキとシアンニッケル処理を施すのが最善である。
(2) 優れた耐摩耗性
射出成形部品の表面の光沢と精度は、射出成形金型のキャビティ表面の耐摩耗性に直接関係しており、特に一部のプラスチックにガラス繊維、無機フィラー、特定の顔料が添加されている場合はその傾向が顕著である。
彼らとプラスチックポリマーは、ランナー、金型キャビティ高速フローで一緒に溶融し、キャビティ表面摩擦は、材料が耐摩耗性でない場合は非常に大きいです、すぐに摩耗するので、その品質 プラスチック部品 ダメージによって。
ポリエチレン素材の密度が高ければ高いほど、プラスチックはより強く、より硬く、より耐熱性が高くなる。ポリエチレンの主な用途は、ポリ袋、プラスチックフィルム、ボトルなどの容器、ジオメンブレンなどである。ポリカーボネート ポリカーボネート・アイサ 天然に透明な非晶性の熱可塑性プラスチック。
(3) 優れた寸法安定性
で カスタム射出成形射出成形金型キャビティの温度は300℃以上でなければならない。
このため、工具鋼(熱処理鋼)には適切な焼戻し処理を施すのが最善である。
そうでなければ、高融点プラスチック材料は、材料の微細構造の変化を引き起こし、その結果、材料のサイズが変化する。 射出成形金型.

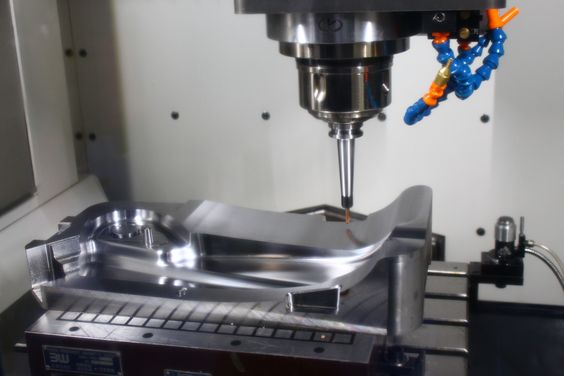
(4) 加工が容易
金型部品は、主に金属材料で作られており、いくつかの構造形状も非常に複雑であり、生産サイクルを短縮し、効率を向上させるために、図面によって必要とされる形状と精度に加工しやすい金型材料を必要とします。
(5) 良好な研磨性能
射出成形部品は通常、良好な光沢と表面状態が要求されるため、キャビティ表面の粗さは非常に小さく、キャビティ表面を研磨、研削などの表面加工を施す必要がある。そのため、選択された鋼材は粗い不純物や気孔などを含んでいないことが望ましい。
(6) 熱処理による影響が少ない
硬度と耐摩耗性を向上させるためには、射出成形金型を熱処理する必要があるが、この処理によってサイズがほとんど変化しないようにする必要がある。したがって、機械加工が可能なプリハードン鋼を使用するのが最善である。
概要
この記事を通して、あなたは射出成形鋼について一定の理解を得た。
リアクションを使うタイミングを見極めるには練習が必要だが 射出成形その時は、熱可塑性ポリウレタンを使うべきです。柔らかく弾力性のある熱硬化性ポリウレタンは、射出後にプラスチックが固まって膨張するため、この種の成形に理想的なソリューションです。
アクリロニトリル・ブタジエン・スチレン アクリロニトリル・ブタジエン・スチレンは、通常ABSと略され、強度と耐衝撃性で知られる熱可塑性プラスチックです。その物理的特性から、ABSはコンピューターのキーボードやコンセント、車のダッシュボードなどに使われています。

射出成形金型鋼の選択では、プロジェクトのプラスチック材料の特性、製品の表面処理、金型鋼の包括的な考慮製品の数と組み合わせる必要があります。
製品の品質を保証するために、金型寿命の前提は最大の経済的利益を得ることである。
もしあなたが射出成形金型のプロジェクトを計画していて、業界の知識があまりない場合、Zetarmoldに助けを求めることができます。上記の基本的な情報を教えて、プロジェクトの図面を提供するだけで、我々は最も合理的な方法であなたに見積もりを提供することができます。







