 コンテンツへスキップ
コンテンツへスキップ 

パーティングラインの決定は成功するために重要です 金型設計1、それは2つの金型ハーフが出会い分離する点を定義するため、 射出成形2.
パーティングラインは通常、設計、材料の流れ、除去の容易さによって決定される。部品の品質や金型の複雑さに影響します。理想的には、目に見える継ぎ目を最小限に抑え、機能性を高めるように配置することです。
パーティングラインを効果的に配置する方法を理解することで、成形品の品質と金型効率を向上させることができます。設計上の選択がパーティングラインの配置にどのように影響し、成形の成果を向上させるかを学びましょう。
- パーティングラインは金型ハーフが分離する位置を定義し、部品品質に直接影響します。
- パーティングライン選択は製品の美観、取り出しの容易さ、金型の製造性のバランスを取る必要があります。
- 平面、曲面、複合パーティングラインはそれぞれ異なる部品形状に適しています。
- 適切なパーティング面設計はバリを減らし、取り出しを簡素化し、金型寿命を延ばします。
「パーティングラインの位置は部品品質と金型寿命に大きく影響します。」真
正解:パーティングラインはバリの位置、取り出し方向、表面仕上げ品質を決定します。
「パーティングラインは金型効率に影響しません。」偽
パーティングラインの位置と設計は、型開きの容易さと最終部品の品質の両方に影響を与えるため、成形効率に重要な役割を果たす。
パーティングサーフェスのコンセプトとは?
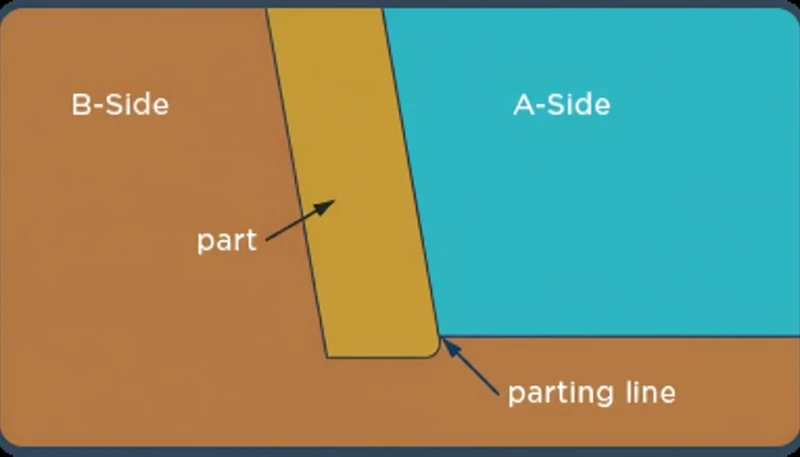
パーティング面は、射出成形金型の二つのハーフが各サイクルで出会い、分離し、閉じる境界面です。金型の開き方向を定義し、製品の取り出し方法を決定します。
パーティング面は射出成形において重要な役割を果たし、金型の両ハーフの境界を形成し、成形品の容易な分離を可能にします。クランプユニットは両ハーフを高圧下で保持し、パーティング面は各サイクルで金型が開閉する方法を決定する重要な界面です。この概念を理解することで、スムーズな生産と一貫した部品品質が確保されます。
射出成形におけるパーティング・サーフェスとは、金型の半分が接する線または面のことである。パーティングラインの品質や型開きのしやすさに影響します。正しい設計は、効率的な離型と部品の完全性を保証します。
パーティングラインの定義 射出成形
モールド・パーティング・ラインとは、可動モールド(モールドの可動部とも呼ばれる)と固定モールド(モールドの固定部とも呼ばれる)が接触するモールドの部分である。金型の半分が開閉する界面である。パーティングラインは 射出成形プロセス外観、最終製品のサイズ。
パーティングラインの合理的な設計は、製品の品質を向上させ、金型の摩耗を抑制し、金型の耐用年数を延ばすのに役立つ。一部の設計では、特定の製品形状や金型構造に対応するために垂直パーティングラインが使用されます。
パーティングラインの機能
パーティングラインは射出成形金型においていくつかの重要な機能を果たす:
金型の開閉: パーティングラインは金型が開閉する界面で、移動金型と固定金型はパーティングラインに沿って分離・接合する。型開きの方向はこの界面で決まる。
製品の排出: 成形品はパーティングラインを通って金型から取り出される。
ゲートと換気システムのレイアウト: モールドラインの位置は、注湯とベントのための鋳型の設計に影響する。
金型加工3 および製造: 適切なパーティングライン設計は金型加工の簡素化と製造コストの低減に貢献します。
パーティングラインの種類
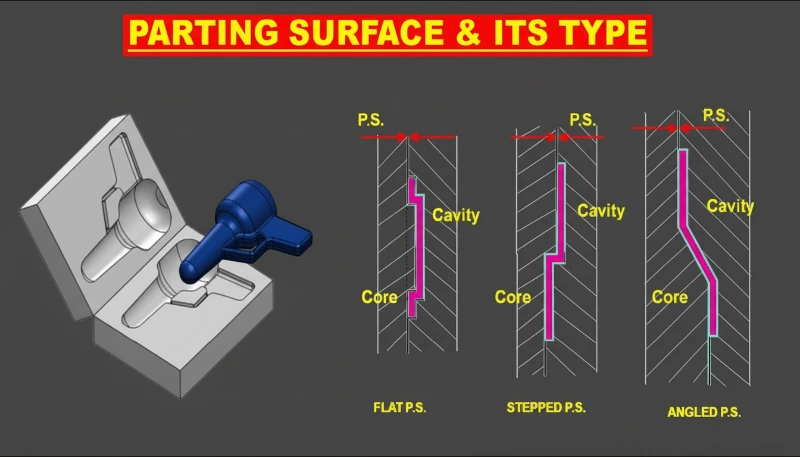
パーティングラインは以下のタイプに分類される:
フラットなパーティングライン: 構造がシンプルで表面が滑らかなさまざまな種類の製品に適しています。
カーブしたパーティングライン: 複雑な細部や一般的な曲面を持つ製品に適している。
複合パーティングライン: 複数の平面または曲面で構成され、複雑な形状や複数の角度を持つ製品に適しています。
「パーティング面は金型分離に不可欠です。」真
パーティング面は、金型のスムーズな開閉を保証し、部品の容易な取り外しを可能にします。
「パーティング面は部品のどこにでも設計できます。」偽
パーティングサーフェスは、ただ恣意的に配置するのではなく、金型の適切なアライメントを確保し、欠陥を最小限に抑えるために、部品の形状に基づいて慎重に設計されます。
パーティングサーフェス選択の基本原則とは?
適切なパーティング面を選択することは、金型設計にとって重要です。それは、金型からの取り出しのしやすさ、製品品質、そして製造効率全体に影響を与えます。
パーティングサーフェスは、部品の形状、組み立てやすさ、アンダーカットの最小化に基づいて選択する必要があります。適切に選択することで、金型機能、部品の突き出し、生産工程がよりスムーズになります。
製品品質の確保
パーティングラインを選択する主な基準は、製品の外観品質と寸法精度である。多くの場合、完成部品の肉厚はわずか数ミリ、あるいは1/8インチ程度であり、パーティングラインの品質が悪いと、部品の一体成型に影響します。
パーティングラインの品質不良が外観に影響するのを避けるため、パーティングラインは製品の主要な外観表面から離すこと。パーティングラインの位置は、製品の変形や寸法精度に影響を与えないようにする。
取り出しの容易化
パーティングラインの位置は、製品の変形や破損の原因となるような強い引張力や圧縮力を製品に加えることなく、製品を容易に取り外せるものでなければならない。
金型加工の促進
パーティングラインの選択は、金型の加工と製造を考慮し、加工が容易でコストが低い位置を選ぶ必要がある。パーティングラインに精巧なデザインを施すと、金型の加工が難しくなり、コストも高くなる。
ゲートと換気システム設計の促進
パーティングラインの位置は、ゲートおよびベントシステムの配置をある程度支援し、気泡や焼け痕などの欠陥を引き起こす空気を取り込まずに溶融プラスチックを金型キャビティに流すことを可能にするべきです。
機械的要件を満たす
パーティングラインの位置は、パーティングラインの位置によって引き起こされる変形や損傷を最小限に抑えるために、動作中に使用される金型の十分な強度と頑丈さを提供する必要があります。
「パーティング面の選択は部品の取り出しと金型効率に影響します。」真
適切なパーティング面はアンダーカットを最小限に抑え、より容易な排出とスムーズな金型機能を保証します。
「パーティング面は常に部品の中心にある必要があります。」偽
中心が理想的であることが多いが、パーティング面は形状や複雑なアンダーカットを避ける必要性によって変化する。
パーティング面の選択に影響を与える要因とは?
部品形状、金型構造、および離型方法は、パーティング面選択を決定する3つの主要な要素です。これらの要素は互いに相互作用し、DFMレビュー時に一緒に評価される必要があります。サプライヤーを比較している場合、当社の injection molding supplier sourcing guide RFQ準備と資格審査について説明します。
製品の構造と形状
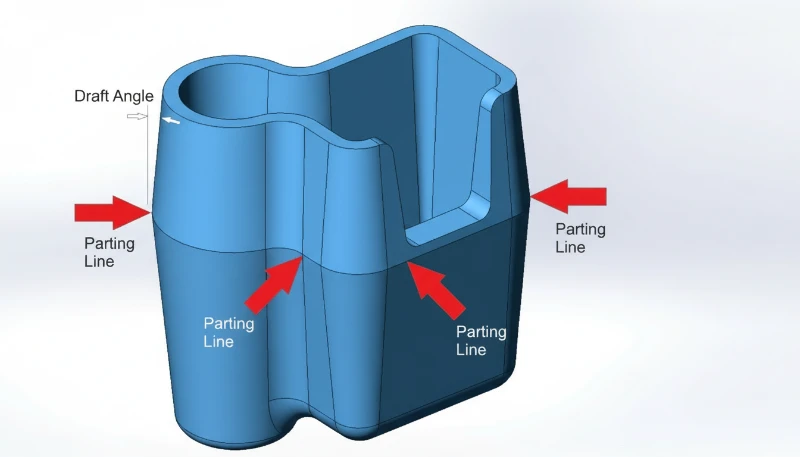
製品の構造と形状はパーティングライン選択の主な基準です。試作金型を設計している場合でも、大量生産用工具を設計している場合でも、同じ原則が適用されます。複雑な形状の射出成形部品の場合、すべての面での抜き勾配、パーティングラインの平坦度、および外観への影響など、さまざまな側面を考慮する必要があります。
パーティングラインの位置 パーティングラインとは、パーティングラインの存在によって形成される製品の動作ラインのことである。パーティングラインを選択する際には、製品の外観品質に大きな影響を与えるような場所に設置してはならない。
成形工程
成形工程によって、パーティングラインに求められる条件は異なる。例えば、射出成形の場合、パーティングラインの位置は、溶融プラスチックの充填と冷却を助けるように選択されなければならないが、ダイカストでは、ゲートとベントシステムの設計に役立つパーティングラインの位置が要求される。
射出成形プロセス: 射出成形技術の場合、パーティングラインの位置は、溶融プラスチックが充填されやすく、プラスチックの流れを妨げないようにする必要があります。
ダイカストプロセス: ダイカスト鋳造では、パーティングラインの位置は、ポロシティや焼け跡の問題を引き起こすことなく、ダイ商品のキャビティ内の空気を効率的に排出できるように、ベントシステムのレイアウトを容易にする必要があります。
金型の構造
パーティング平面の選択を決定するもう一つの側面は、金型の構造である。例えば、3プレート金型、スタック金型、その他のそのような構造の場合、パーティングラインの選択は、金型のパーティングだけでなく、開口方法にも依存するはずです。
3プレート金型: 3プレート金型は、2つのパーティングラインを持つ一方、複数のゲートポイントを持ち、複雑な製品を製造する場合に適しています。ただし、パーティングラインは、ゲート位置との関係や、製品の排出方法に応じて選択する必要があります。
スタック型: 大量生産にはスタック金型が適しており、選択されたパーティングラインは、すべての層が同時に開き、製品の排出が容易になるように、製品の構造と形状に一致させる必要がある。
脱型方法
金型設計における射出方法の選択からも、パーティングラインの方向に影響を与えます。例えば、機械的、空圧的、油圧的射出が必要な場合、射出装置の必要な位置に対応できるようにパーティングラインを選択しなければなりません。
機械的な脱型: 機械式離型は、比較的単純な設計で抜き勾配が小さい製品に適している。パーティングラインは、機械式離型装置を導入できる位置を選択する必要があります。
空気圧脱型: 空気脱型は、薄肉で複雑な形状の製品に特に有効です。パーティングラインは、空気の流れが製品に作用しやすいように、空気圧式離型ガジェットを適切に配置できる金型の位置に配置する必要があります。
油圧脱型: 油圧脱型は、大型製品や複雑な構造の製品に適用されます。パーティングラインは油圧脱型装置を配置しやすい位置を選び、油圧装置が製品にスムーズに作用できるようにします。
「パーティング面は金型取り出しにとって重要です。」真
パーティング面は、金型の半分を分離するのに役立ち、部品のスムーズな排出を可能にし、損傷を防ぎます。
「複雑な部品設計には、単一のパーティング面が必要です。」偽
複雑な部品では、金型が適切に機能し、部品が確実に離型し、欠陥や生産遅延を防ぐために、複数のパーティング面が必要になる場合があります。
パーティングサーフェスの設計方法とは?
射出成形におけるパーティング面の設計は、成形品の離型、金型の安定性、欠陥の最小化にとって極めて重要です。この機能を最適化する方法を理解することで、成形プロセスを大幅に改善することができます。
パーティングサーフェスの設計では、金型ハーフの最適な分離面を決定し、効率的な部品排出と金型のアライメントを確保します。金型の複雑さとコストを削減するために、アンダーカットを最小限に抑え、複雑な形状を避ける必要があります。
フラットパーティングライン
フラットパーティングラインは、最も一般的なパーティングラインの設計であり、単純な構造と平坦な表面を持つ製品に適している。フラットパーティングラインを決定する際には、パーティングラインの平面度と加工精度を得るために、製品の平面位置を適切に選択する必要があります。
フラットなパーティングラインをデザインするためのステップ:
製品の主な外観を決定する: パーティングラインを主要な外観面に配置するのを避け、製品の外観品質に影響を与えないようにします。
ドラフト角度の方向を決める: 製品の構造や形状に合わせて抜き勾配の方向を決め、パーティングラインの位置は脱型しやすいように選ぶ。
パーティングラインの位置を最適化する: パーティングラインの位置を最適化する場合、最終製品の構造、成形プロセスの特性、射出成形金型の製造工程などの要因を考慮し、最終製品の品質と金型の細部の精度を確保しながら、最適なパーティングラインの位置を確保する必要があります。
例えば、の構造設計において 射出成形金型 電子製品の外殻の場合、パーティング面は平坦に選択されるべきです。設計時には外殻の中央平面がパーティング面として使用され、外殻表面の平坦性と外観品質要件を満たします。注湯および排気システムは合理的に配置され、溶融体が金型キャビティを秩序正しく効率的に充填し、空気を適切に排出することを保証します。

カーブしたパーティングライン
複雑な形状の製品では、平坦なパーティングラインでは要件を満たすことができないため、曲線パーティングラインを選択することができます。カーブしたパーティングラインは、製品の外観品質と脱型の難易度の組み合わせにもっと注意を払うべきであり、金型加工や製造に影響を与える複雑なカーブは避けるべきである。
カーブしたパーティングラインをデザインするためのステップ:
製品の曲面構造を分析する: 製品の主要な曲面位置を特定し、曲線の形状と曲率をより詳細に検討します。
カーブしたパーティングラインの位置を決める: 金型加工の難易度を下げるため、パーティングラインは比較的曲率の小さい曲線の位置を選ぶ。
パーティングラインの曲率を最適化する: カーブしたパーティングラインの曲率を調整し、スムーズな脱型と製品の表面品質を確保する。
例えば、自動車のヘッドランプカバーの射出成形金型を設計する際、カバーの形状が複雑であるため、パーティングラインを曲線にしました。金型設計工程では、カバーの外観品質と脱型難易度に応じて、カバーの端部曲線をパーティングラインとして設定します。このように、パーティングラインを最適な曲率にすることで、部品のスムーズな脱型とカバーの非接触面の品質を保証することができます。
複合パーティングライン
複合パーティングラインは、複数の平面または曲面に敷設される。これは、面角の多い製品に適している。複合パーティングラインの位置を選択する際には、各方向の抜き勾配とパーティングラインの平坦度を考慮する必要があります。
コンポジット・パーティング・ラインの設計手順:
各パーティングラインの位置を決める: 製品の構造や形状に応じて、フラットパーティングラインやアークパーティングラインの位置を決める。
各パーティングラインの接続を最適化する: 各パーティングラインの接続方法を調整・最適化することで、パーティングラインの平坦性を確保し、製品の脱型のスムーズさを向上させる。
製品の外観品質と金型加工技術を総合的に検討する: 複合パーティングラインの位置が決まったら、製品の外観品質と金型加工技術を総合的に検討し、製品品質と金型加工精度を確保する必要がある。
例えば、おもちゃの車のシェルの射出成形金型の設計では、複合パーティングラインが選択されます。設計段階で美観を考慮し、トイカーシェルの多角度特性により、複数の平面と曲面が選択され、複数のパーティングラインが形成されます。このように、抜き勾配とパーティングラインの接続を合理的に配置することで、脱型の容易さとカーシェルの外観品質を実現しています。
「パーティング面設計は、金型の機能性にとって極めて重要です。」真
適切なパーティング面の設計は、スムーズな排出を保証し、部品への損傷を防ぎ、サイクル中の金型のアライメントを維持します。
「パーティング面設計は常に完全に平坦であるべきです。」偽
完全に平らなパーティング面は必ずしも必要ではありません。
よくある質問
よくある質問
射出成形におけるパーティングラインとは何ですか?
パーティングラインは、射出成形金型のキャビティ側とコア側が合わさることで生じる縫い目または見え跡です。実際の金型設計においては、これは単なる外観上の線ではなく、開き方向、離型経路、フラッシュのリスク、および工具の加工分割を定義します。良好なパーティングラインは、縫い目が最も目立たない場所、部品がきれいに離型できる場所、そして金型が不必要な側方動作や複雑なシャットオフなしで構築できる場所に配置されます。
パーティングラインの最適な位置はどのように選択しますか?
最適なパーティングラインの位置を選択するには、まず、目に見えるシームラインやバリ跡が完全にない状態を保たなければならない主要な化粧面を特定します。次に、提案されたラインが、製品をアンダーカットなしで金型壁に引っ掛かることなくきれいに射出できることを確認します。最後に、金型加工の複雑さが管理可能な範囲内に収まるかどうかを評価します — より単純な平坦なパーティングラインは、工具コストを大幅に削減します。最適な位置は常に、表面の美学、脱型の信頼性、そして金型の製造性全体という三つの核心的優先事項のバランスを取ります。
パーティングラインは曲線状にできますか?
はい、製品が三次元曲面を持ち、一枚の平坦な面できれいに分離できない場合、パーティングラインは曲線状になることがあります。曲線状のラインは、ハウジング、カバー、ハンドル、および分割線がデザインの輪郭に沿わなければならない外観部品で一般的です。トレードオフとして、曲線状のシャットオフ面は、より正確なCNC加工、より良い金型フィッティング、および試作時のより厳密な研磨制御を必要とします。曲線が不適切に定義されている場合、工具はバリ、ミスマッチ、または生産開始後の困難なメンテナンスを引き起こす可能性が高くなります。
パーティングラインの位置が不適切な場合、どのような問題が発生しますか?
不適切に配置されたパーティングラインは、いくつかの高価な下流の製造上の問題を引き起こします。主要な化粧面に目に見えるバリが発生し、二次的なトリミング作業が必要となり、人件費と取り扱い時間が増加します。脱型が次第に困難になり、サイクルタイムが増加し、射出時の製品損傷や変形のリスクが高まります。応力が集中する分割面での金型摩耗が加速し、工具寿命全体が短縮されます。深刻な場合、不適切な配置により、適切に配置されたパーティングラインであれば完全に回避できたはずの、高価なサイドアクションコアやリフターの追加を余儀なくされます。
パーティングラインは抜き勾配の要件に影響しますか?
はい、パーティングラインの位置は、どの部品表面が抜き勾配を必要とするか、およびその方向を直接決定します。金型開き方向(パーティング面に垂直)に平行に走る表面は、離型時にきれいに離型するために十分な抜き勾配を持たなければなりません。パーティングラインが移動された場合、周囲の表面の抜き勾配方向もそれに応じて変更が必要になるかもしれません。パーティングライン配置と抜き勾配要件を調整しないことは、離型跡、表面擦れ、および部品が金型に固着する一般的な根本原因です。
平坦なパーティングラインと複合パーティングラインの違いは何ですか?
平坦なパーティングラインは完全に単一平面上にあり、加工が最も簡単であり、フラットパネル、キャップ、および基本ハウジングのような単純な形状でコスト効率が優先される場合に理想的です。対照的に、複合パーティングラインは、複数の平面を横断する複数の平坦および曲線セグメントを組み合わせます。これにより、金型がアンダーカット、段付き表面、および多方向離型経路などの複雑な特徴に対応できますが、より高度なCNCプログラミングが必要となり、工具コストが比例的に増加します。
金型タイプはパーティングラインの選択にどのように影響しますか?
金型の種類は、工具内のパーティングラインの数と機能を決定します。標準的な2プレート金型は、部品が直接離型される金型分割部に単一のパーティングラインを持ちます。3プレート金型は、ラナーシステムを成形部品から自動的に分離させるために第二のパーティングラインを導入します。出力容量を2倍にするスタック金型は、2レベルで同時に部品を成形するため、各レベルで慎重にバランスされたパーティングラインが必要であり、両方の半分が正確かつ適切な同期で離型されることを保証します。
当社の工場では、エンジニアが鋼材切削前に、脱型リスク、フラッシュリスク、金型組み立て作業量に対してパーティング面を審査します。ZetarMoldでの経験から、最も強固な設計は、パーティングラインを実際の生産制約(47台の射出成形機、90トンから1850トンのプレス能力、DFM・金型製造・試作フィードバックを共同で審査する8人のシニアエンジニア)と結びつけることです。これにより、魅力的なCAD分割が試作段階で高コストな金型修正になることを防ぎます。
なぜパーティングライン設計は射出金型品質にとって重要なのですか?
パーティングライン設計は極めて重要です。なぜなら、配置を誤るとフラッシュが発生し、サイクルタイムが遅延し、高額な金型修正を強いられるからです。最良の設計は、美観、取り出し性、金型コストを一つの判断でバランスさせます。
射出成形金型プロジェクトを始める準備はできていますか?競争力のある価格、DFMフィードバック、生産タイムラインについては、ZetarMoldのエンジニアリングチームにお問い合わせください。今すぐ無料見積もりをリクエストしましょう。






