 Vai al contenuto
Vai al contenuto 

Se una parte della famiglia è 30% più grande in volume rispetto alla più piccola, la cavità più grande si riempirà per ultima e in condizioni di pressione diverse. Ciò crea un'incongruenza dimensionale, potenziali mancate riempiture nella cavità grande e bave nelle cavità piccole. La nostra regola empirica: rifiutare i progetti di stampi familiari in cui qualsiasi parte supera 120% del volume medio della cavità senza misure di restrizione del flusso basate su
In 20 years of running family molds, we’ve seen the full spectrum — from brilliantly efficient 8-cavity family tools to expensive mistakes where mismatched parts caused so much scrap the project switched back to individual molds. This guide breaks down exactly when family mold design works, when it doesn’t, and how to tell the difference before you commit to steel.
- Family molds combine multiple part geometries into a single tool, cutting tooling costs 40-60%.
- Parts must share similar volume (within 20%), wall thickness, and material requirements.
- Balanced runner design is the single most critical engineering decision in family mold layout.
- Unbalanced fill causes short shots, flash, and dimensional variation across cavities.
- Use family molds for assemblies with 3-8 related parts in moderate volumes (5K-100K/year).
What Is a Family Injection Mold?
A family injection mold is a single mold base that holds cavities for two or more different part geometries, producing a complete set every cycle. Unlike a multi-cavity mold (identical parts), a family mold combines different shapes — typically parts that ship together in the same assembly.
The defining characteristic is that each cavity produces a distinct part, but all parts are injected through a shared runner system. This means every part in the family must be moldable under similar processing conditions: same material, compatible melt temperature, and overlapping optimal cycle times.

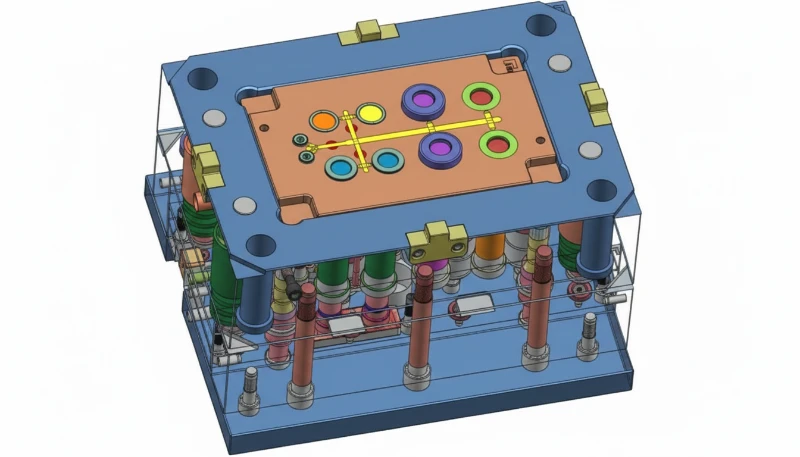
Common examples include enclosure sets (top + bottom covers), gear trains (multiple gear sizes from one shot), and connector housings (male + female halves). In our factory, we run family molds for electronics enclosures where a single tool produces the top shell, bottom shell, battery door, and button panel — four different parts from one press cycle. A family injection mold
When Does a Family Mold Save Money?
A family mold saves money when the combined tooling and production cost is lower than running separate molds for each part. The savings typically come from three areas: reduced tooling investment, lower per-part machine time, and simplified logistics.
At our Shanghai facility, we run 45 injection molding machines from 90T to 1850T. Family molds typically run on our 200T–450T machines, where the press is large enough to accommodate the wider mold base but not so large that the per-hour machine rate becomes a penalty. For a typical 4-cavity family mold, tooling cost runs $12,000–$25,000 compared to $8,000–$15,000 × 4 for individual molds — a clear saving.
Tooling Cost Reduction
The biggest upfront saving. One mold base, one set of guide pins, one ejection system. You’re essentially splitting the “infrastructure cost” of a mold across multiple parts instead of paying it separately for each one. The trade-off: the mold base is larger, and each cavity still needs its own machining, polishing, and potentially its own cooling layout.
| Fattore | Separate Molds (×4) | Family Mold (4-cavity) |
|---|---|---|
| Mold base cost | $2,000 × 4 = $8,000 | $4,000 (one large base) |
| Cavity machining | $6,000 × 4 = $24,000 | $6,000 × 4 = $24,000 |
| Guide system + ejector | $1,500 × 4 = $6,000 | $2,500 (shared) |
| Total tooling | $38,000 | $30,500 |
| Machine time per 10K sets | 4 × individual cycles | 1 × combined cycle |
“A family mold shares one mold base, one set of guide pins, and one ejection system across all cavities.”Vero
The shared infrastructure is paid once instead of once per part. Cavity machining costs remain the same since each cavity still needs individual cutting.
“All cavities in a family mold share the same cooling circuit.”Falso
Each cavity should have its own cooling circuit. Different geometries have different thermal mass, so shared cooling lines create hot spots and cold spots.
Machine Time Efficiency
Producing all parts in one cycle means one setup, one operator, and one machine instead of four. At a machine rate of $30–$60/hour, this compounds quickly. For a 4-part assembly at 50,000 sets per year, the machine time saving alone can reach $8,000–$15,000 annually.

Logistics and Inventory
Family molds produce matched sets automatically. Every shot gives you exactly one of each part. No mismatched lot numbers, no inventory imbalance where you have 10,000 top covers but only 6,000 bottom shells. For JIT manufacturing and lean production environments, this synchronization is often worth more than the raw tooling savings. The sistema runner1
When Does a Family Mold Cost More?
A family mold costs more than separate molds when part geometries are too different to process efficiently together. The most common trap: the tooling saving looks great on paper, but the per-part cost penalty from quality issues, slower cycles, and higher scrap erases every dollar saved upfront.
Volume Mismatch (The #1 Killer)
If one part in the family is 30% larger by volume than the smallest, the larger cavity will fill last and under different pressure conditions. This creates dimensional inconsistency, potential short shots in the large cavity, and flash in the small cavities. Our rule of thumb: reject family mold designs where any part exceeds 120% of the average cavity volume without flow restriction measures based on Tutte le parti dello stesso colore2
What happens when you ignore this? We’ve seen projects where the client insisted on a 5-cavity family mold with parts ranging from 2cc to 18cc. The 18cc part needed a 35-second cycle, but the 2cc parts were fully packed at 12 seconds and then sat under pressure for 23 extra seconds — causing over-packing, sticking, and dimensional drift. Scrap rate hit 15% before the project was redesigned as two separate tools.
Cycle Time Penalty
The cycle time of a family mold is governed by the thickest part in the family. If one part has a 4mm wall and the others are 1.5mm, the entire shot waits for that thick section to cool. This can double or triple the cycle time compared to running the thin-wall parts in their own mold.

Material Conflicts
Every cavity in a family mold must use the same material. If your assembly needs a rigid part in ABS and a flexible snap-fit in TPE, a family mold won’t work (unless you use a multi-material mold, which is a different technology entirely). Even when all parts can use the same material family, color differences require separate runs — you can’t mold blue and red parts in the same shot.
How Do You Balance Runner Design in Family Molds?
Runner balance is the critical engineering step in family mold design. Each branch must be sized to equalize flow resistance so every cavity fills simultaneously under the same injection pressure, verified through simulation before steel is cut.
The runner system is where family mold engineering lives or dies. An unbalanced runner means some cavities fill before others — over-packed cavities flash, under-packed cavities short. In a standard multi-cavity mold, you space cavities symmetrically. In a family mold, each cavity has different flow resistance, so you compensate with runner diameter variations, flow restrictors, or valve gates.
Artificial Balance Methods
When natural geometric balance isn’t possible (which is most of the time in family molds), engineers use three approaches:
- Runner diameter tuning: Wider runners feed high-volume cavities; narrower runners restrict flow to small cavities. This is the simplest method but has limited range — a runner can only be so small before it freezes off prematurely.
- Flow restrictors: Small orifices inserted into the runner path that create intentional pressure drop. Effective but add complexity and potential failure points.
- Valve gates: Individual cavity gate control that opens and closes on a timed sequence. The most precise method, but adds $3,000–$8,000 per cavity to tooling cost.

In our experience, mold flow analysis is not optional for family molds — it’s mandatory. The simulation cost ($500–$1,500) is trivial compared to the cost of re-cutting a runner system after the mold is built. We run Moldflow on every family mold project, and about 30% of the time, the initial runner layout needs adjustment based on simulation results.
“Runner diameter tuning is the simplest method for balancing fill in family molds, but has limited range.”Vero
Wider runners feed high-volume cavities while narrower runners restrict flow to small cavities. However, a runner can only be so small before it freezes off prematurely.
“Valve gates are the cheapest way to balance a family mold.”Falso
Valve gates add $3,000 to $8,000 per cavity to tooling cost, making them the most precise but also the most expensive balancing method.
What Are the Design Rules for Family Mold Layout?
The five layout rules are matched wall thickness (≤1.5× ratio), balanced runner fill, independent gate control per cavity, matched ejection stroke, and quantity-lock planning. Violating two or more simultaneously usually produces an unworkable design.
Rule 1: Volume Matching (Within 20%)
All cavities should have shot volumes within 20% of the mean. Larger volume differences require progressively more complex runner balancing and increase the risk of process instability. If parts differ by more than 30%, consider splitting into multiple family molds or using individual molds.
Rule 2: Wall Thickness Compatibility
Maximum wall thickness across all cavities should not exceed 2× the minimum wall thickness. This ensures cooling times are within a manageable range. When one part has a 5mm boss and others are 1.5mm nominal wall, the entire cycle is penalized for the thickest feature.
Rule 3: Projected Area Check
The total projected area of all cavities plus the runner system determines the required clamping force. Family molds have larger projected areas than single-cavity molds, so you need a bigger press. Calculate: clamping force (tons) = total projected area (cm²) × injection pressure (kg/cm²) × safety factor (1.1–1.2). forza di serraggio3
Rule 4: Independent Cooling per Cavity
Each cavity should have its own cooling circuit. Family mold cavities have different thermal mass and geometry, so they cool at different rates. Individual circuits let you adjust flow rates per cavity to achieve uniform cooling. Shared cooling lines create hot spots and cold spots that cause warpage and dimensional variation.
Rule 5: Ejection Independence
Each cavity needs its own ejection strategy. A thin-wall part might need stripper plates, while a deep-draw part needs lifters. Designing the ejection system for the most demanding cavity and applying it uniformly to all cavities adds unnecessary complexity and cost where simpler methods would work.
How to Decide Between Family Mold vs. Individual Molds?
A family mold is the right choice when parts share the same resin, ship in a 1:1 ratio, and have wall thickness within 1.5× — otherwise individual molds give better control and lower total cost. The decision comes down to annual volume, assembly relationship, and quality tolerance.
| Fattore | Choose Family Mold | Choose Individual Molds |
|---|---|---|
| Annual volume | 5K–100K sets | >200K sets per part |
| Part volume range | Within 2:1 ratio | >3:1 ratio between parts |
| Tolerance | ±0.1mm or looser | Tight tolerance (±0.05mm) |
| Materiale | Same for all parts | Different materials needed |
| Cycle sensitivity | Low–moderate | Produzione ad alta velocità |
| Color variants | All parts same color | Guida alla Progettazione di Stampi per Iniezione Familiare | ZetarMold |
When we quote a family mold project at ZetarMold, we model both scenarios — family mold total cost vs. individual molds total cost — over the expected production volume. If the break-even point is less than 60% of the projected volume, we recommend the family mold. If the family mold starts looking expensive before the project completes its first run, we flag it as a risk.
With 100+ sets of injection molds delivered monthly and 8 senior mold engineers averaging 10+ years of experience, we evaluate every family mold request through simulation before committing. About 40% of initial family mold inquiries get redesigned — either split into two smaller family molds or converted to individual molds — because the simulation shows the cost saving won’t materialize at the customer’s actual production volume.
What Quality Issues Are Unique to Family Molds?
Family molds introduce quality challenges that don’t exist in single-cavity or symmetric multi-cavity molds. The three most common are cavity-to-cavity dimensional variation, flash on low-resistance cavities, and inconsistent surface finish across parts in the same shot.
Cavity-to-Cavity Variation
Even with balanced runners, each cavity operates at a slightly different effective pressure. In a symmetric mold, this variation is predictable and small. In a family mold, the variation is asymmetric — the largest cavity might see 10–15% lower packing pressure than the smallest. This shows up as dimensional differences between parts from the same shot that wouldn’t exist if each part had its own mold.
The mitigation: tighter process window, more frequent cavity-specific dimensional checks, and acceptance that family mold parts will have slightly wider Cpk distributions than individually molded parts. If your assembly requires all four parts to be within ±0.03mm of nominal, a family mold may not deliver that consistently Cpk4
Flash and Short Shots
These are two sides of the same coin. When the runner isn’t perfectly balanced, high-resistance cavities (small parts with narrow gates) may short-shot while low-resistance cavities (large parts with generous gates) flash. Increasing injection pressure to fix the short shot makes the flash worse. Reducing pressure to fix the flash makes the short shot worse. The only real fix is runner rebalancing, which means modifying the tool.

Surface Finish Inconsistency
Different cavity geometries cool at different rates, which affects gloss level, texture replication, and weld line visibility. A flat cover with uniform 2mm wall will have a different surface finish than a 4mm-thick bracket molded in the same shot. This matters most for visible consumer product enclosures where appearance is critical.
What Does a Family Mold Cost Compared to Alternatives?
Family mold tooling is 40–70% cheaper than equivalent individual molds. Per-part costs range from 5% less to 30% more depending on wall thickness match and volume ratio — total cost must include tooling, production, scrap, and QC.
Here’s a realistic cost comparison for a 4-part electronics enclosure at 30,000 sets/year over 3 years:
| Cost Component | 4 Individual Molds | 1 Family Mold |
|---|---|---|
| proprietà della resina | $40,000 | $22,000 |
| Annual production (×3 years) | $45,000 | $38,000 |
| Scrap and rework (est.) | $4,500 | $7,000 |
| Quality control overhead | $3,000 | $5,000 |
| 3-Year Total | $92,500 | $72,000 |
In this scenario, the family mold saves $20,500 over three years — roughly 22%. But notice the higher scrap and QC costs. If the parts were less compatible (different wall thicknesses, one part with thick bosses), the scrap penalty could easily eat the entire saving.
Family Injection Mold Design: Frequently Asked Questions
Qual è la differenza tra uno stampo familiare e uno stampo a più cavità?
Uno stampo a più cavità produce parti identiche in ogni cavità, mentre uno stampo familiare produce parti diverse nello stesso ciclo. Gli stampi a più cavità sono più facili da bilanciare perché ogni cavità ha una resistenza al flusso identica. Gli stampi familiari richiedono una progettazione personalizzata dei canali di colata e una simulazione del flusso per ottenere un riempimento bilanciato tra cavità dissimili.
Quante Parti Può Produrre uno Stampo Familiare?
La maggior parte degli stampi familiari produce da 2 a 8 parti diverse. Oltre le 8 cavità, il bilanciamento dei canali di colata diventa estremamente difficile e la finestra di processo si restringe al punto in cui i tassi di scarto aumentano significativamente. Per gli assemblaggi con più di 8 parti, considerare di suddividerli in due stampi familiari raggruppati per somiglianza delle parti.
Possono Essere Utilizzati Materiali Diversi in uno Stampo Familiare?
No. All cavities in a standard family mold share one material feed system, so all parts must be the same material. If your assembly requires different materials, you need either separate molds or a multi-shot/multi-component molding process, which is a different technology requiring specialized equipment.
Quale Tolleranza Possono Raggiungere le Parti dello Stampo Familiare?
Family mold parts typically achieve ±0.1mm to ±0.15mm tolerances, compared to ±0.05mm for individually molded parts. The wider tolerance range comes from cavity-to-cavity pressure variation. Tight-tolerance features should be designed into parts molded individually, not into family mold components.
L'Analisi Mold Flow è Necessaria per gli Stampi Familiari?
Yes. Mold flow analysis is essential for family molds because the asymmetric cavity layout creates inherently unbalanced flow paths. Simulation identifies fill time differences, pressure drops, and potential weld line positions before steel is cut. Skipping simulation on a family mold is a false economy — the $500–$1,500 cost prevents $5,000–$15,000 in tool modifications.
Quando Dovresti Evitare Completamente gli Stampaggi Familiari?
Avoid family molds when parts differ in material, when volume ratios exceed 3:1, when any part requires tighter than ±0.08mm tolerance, when production volume exceeds 200K sets per year (individual molds become more economical due to faster per-part cycle times), or when parts need different surface finishes.
Quanto Tempo Ci Vuole per Costruire uno Stampo Familiare?
Family mold tooling takes 6–10 weeks, compared to 4–8 weeks for a single-cavity mold. The additional time comes from runner balancing iterations, individual cavity cooling design, and more complex mold flow analysis. At ZetarMold, our standard family mold lead time is 8 weeks including simulation and T1 sampling.
Get Expert Family Mold Design Support
Family molds are one of the best cost-saving tools in injection molding — when they’re applied to the right project. The engineering judgment call is knowing where that line is.
At ZetarMold, our 8 senior mold engineers evaluate every family mold request with mold flow simulation before committing to tooling. We’ve been running family molds since 2005 across 45 machines in our Shanghai facility, and we’ll tell you straight: some projects are perfect for family molds, and some aren’t. We’ll model both scenarios so you can make the call with real numbers.
Need a family mold quote or want us to evaluate whether your assembly is a good candidate? Contact us — our English-speaking project managers respond within 24 hours with a technical assessment, not a sales pitch.
-
Runner system — a network of channels in an injection mold that conveys molten plastic from the sprue to individual cavity gates.↩
-
Cavity volume — a total displaced volume of molten polymer required to completely fill a single mold cavity, including feed system.↩
-
Clamping force — a force applied by the injection molding machine to keep the mold halves closed during injection, measured in tons or kilonewtons.↩
-
Cpk (Process Capability Index): a statistical measure of a process’s ability to produce parts within specification limits, where Cpk ≥ 1.33 is generally considered capable.↩







