 Vai al contenuto
Vai al contenuto 

Nel processo di stampaggio a iniezione, per ottenere una buona qualità del prodotto e la stabilità del processo non basta affidarsi a macchine e stampi di fantasia. Anche la temperatura dello stampo è una variabile importante da controllare.
Durante lo stampaggio a iniezione, la massa fusa nello stampo trasferisce costantemente calore alla superficie della cavità, facendo salire la temperatura dello stampo. Se la temperatura dello stampo è elevata, la plastica fusa riesce a riempire la cavità, ma il raffreddamento della parte in plastica richiede più tempo e rallenta la produzione; se la temperatura dello stampo è bassa, la plastica fusa si solidifica rapidamente, il ciclo di stampaggio è più breve, ma la plastica non scorre bene e la cavità potrebbe non riempirsi completamente. Un sistema di controllo della temperatura dello stampo ben progettato può ridurre il tempo di raffreddamento e migliorare la qualità delle parti in plastica; d'altra parte, se il sistema di controllo della temperatura dello stampo è progettato male, il ciclo di stampaggio delle parti in plastica sarà più lungo e le parti in plastica potrebbero essere deformate dopo lo stampaggio.

In questo post parlerò del perché è necessario controllare la temperatura della macchina per lo stampaggio a iniezione, di come scegliere la temperatura giusta, di come controllare la temperatura, dei problemi e delle soluzioni più comuni e così via. Spero che grazie a questo post possiate comprendere l'importanza della temperatura dello stampo nella produzione di prodotti per lo stampaggio a iniezione. processo di stampaggio a iniezione e come controllare la temperatura dello stampo. Un controllo preciso può ottimizzare il processo di produzione dello stampaggio a iniezione e ridurre i costi di produzione e di esercizio dell'azienda.
Ⅰ. Temperatura dello stampo
La temperatura dello stampo è la temperatura della superficie dello stampo che tocca il pezzo. La temperatura dello stampo dipende dalle proprietà della plastica, dal design e dalle dimensioni del pezzo, dai requisiti di prestazione e da altre condizioni di processo come la temperatura della colata, la velocità di iniezione, la pressione di iniezione e il tempo di ciclo. La temperatura dello stampo influisce sulle modalità di riempimento, solidificazione e formazione del materiale plastico fuso, sull'efficienza della produzione e sulla forma e dimensione del pezzo in plastica.
La temperatura dello stampo ha un grande effetto sulla qualità e sull'efficienza dello stampaggio di parti in plastica. Quando lo stampo è più caldo, il materiale fuso scorre meglio, aiutando a riempire lo stampo e a dare un bell'aspetto alla parte in plastica. Ma il materiale impiega più tempo per raffreddarsi e indurirsi, quindi è più facile che il pezzo si rovini quando lo si estrae. Per i materiali che possono cristallizzare, aiuta a cristallizzare e a non cambiare dimensione quando si conserva o si usa il pezzo. Quando lo stampo è più freddo, è più difficile per il materiale fuso riempire lo stampo, quindi il pezzo è più stressato all'interno, ha un aspetto opaco e presenta problemi come striature argentate e segni di saldatura.

Materiali diversi richiedono tecniche di lavorazione diverse e prodotti diversi hanno requisiti di superficie e strutture diverse. Per produrre parti in plastica che soddisfino i requisiti di qualità nel tempo più efficiente possibile, è necessario mantenere lo stampo a una certa temperatura. Più stabile è la temperatura dello stampo, più stabili saranno i prodotti plastici realizzati in termini di dimensioni, forma, qualità estetica, ecc. Pertanto, oltre ai fattori di produzione dello stampo, la temperatura dello stampo è un fattore importante per il controllo della qualità delle parti in plastica. Il metodo di controllo della temperatura dello stampo deve essere preso in considerazione al momento della progettazione dello stesso.

Ⅱ. La necessità di controllare la temperatura dello stampo
La temperatura dello stampo ha una grande influenza sul ritiro del pezzo stampato. Allo stesso tempo, influisce direttamente sulle proprietà meccaniche del prodotto stampato a iniezione e può anche causare difetti di stampaggio, come una superficie scadente del prodotto. Pertanto, la temperatura dello stampo deve essere mantenuta entro l'intervallo specificato e lo stampo deve essere La temperatura non cambia con il tempo. Anche la differenza di temperatura tra le cavità di uno stampo a più cavità non deve variare. Per i prodotti finiti soggetti a piegatura e deformazione, la temperatura dello stampo viene spesso utilizzata per rendere uniforme la velocità di raffreddamento.
1.Requisiti d'aspetto
Man mano che i clienti diventano più esigenti, i requisiti per l'aspetto dei prodotti sono sempre più elevati. La regolazione della temperatura dello stampo è uno dei modi più efficaci per migliorare l'aspetto dei prodotti. Soprattutto per i prodotti rinforzati con fibra di vetro, se la temperatura dello stampo è bassa, le fibre galleggiano facilmente sulla superficie. La maggior parte degli ingranaggi attuali è rinforzata con fibra di vetro e alcuni aumentano il contenuto di fibra fino a 50%.
2.Requisiti di stabilità dimensionale per i prodotti finiti
Per i prodotti di ingranaggi più precisi, oltre ai requisiti estetici, è richiesta anche la stabilità dimensionale. I fattori che influenzano la stabilità dimensionale del prodotto comprendono principalmente: la stabilità e la razionalità del processo di formatura, la stabilità della temperatura e dell'umidità dell'ambiente di produzione e l'uniformità del rapporto tra i materiali. proprietà, l'equilibrio della temperatura e del volume dell'acqua di circolazione della macchina, l'accuratezza del controllo della temperatura dello stampo della macchina, ecc.

3.Prodotto finito Proprietà fisiche e meccaniche
Per i materiali cristallini, se si utilizza una temperatura di stampo elevata, il prodotto accumulerà molto calore, il processo di raffreddamento e di indurimento sarà lungo e la temperatura di cristallizzazione sarà superata lentamente. Il prodotto finito avrà un'elevata cristallinità, un forte ritiro e buone proprietà fisiche e meccaniche. Le materie prime cristalline come PA, PP, PE e POM richiedono un maggiore controllo della temperatura dello stampo.
Il ciclo di stampaggio è influenzato anche dalla temperatura dello stampo. Se la temperatura dello stampo è elevata, il tempo di raffreddamento sarà più lungo per garantire le dimensioni del prodotto finito. Di conseguenza, il ciclo di stampaggio sarà più lungo e i costi di produzione aumenteranno.

Per i prodotti finiti trasparenti, la temperatura dello stampo deve essere utilizzata per controllare la cristallinità. Cercare di utilizzare una temperatura di stampo bassa per ridurre il grado di cristallizzazione.
L'uso della temperatura dello stampo è utile per prevenire la concentrazione di tensioni interne. Ad esempio, nello stampaggio di PC, ABS, PS e altri materiali, per evitare la concentrazione di tensioni interne nel pezzo, è solitamente necessario aumentare in modo appropriato la temperatura dello stampo, che favorisce il rilascio di tensioni interne nel pezzo.

L'effetto della temperatura dello stampo sul controllo di qualità dei pezzi stampati ad iniezione
1.Effetto della temperatura dello stampo sull'aspetto del prodotto
Quando la temperatura è più alta, la resina è più fluida, il che rende la superficie del pezzo più liscia e luminosa, soprattutto per l'estetica della superficie dei pezzi in resina rinforzata con fibra di vetro. Inoltre, migliorerà la resistenza e l'aspetto della linea di fusione.
Per quanto riguarda la superficie incisa, se la temperatura dello stampo è bassa, sarà difficile per la colata riempire la radice della texture, quindi la superficie del prodotto apparirà luminosa e la texture reale sulla superficie dello stampo non potrà essere "trasferita". Aumentando la temperatura dello stampo e la temperatura del materiale, è possibile ottenere un effetto di incisione ideale sulla superficie del prodotto.

2. Effetto sulle sollecitazioni interne dei prodotti
Le tensioni interne che si formano durante lo stampaggio sono causate principalmente dalle diverse velocità di contrazione termica durante il raffreddamento. Quando un prodotto viene stampato, il raffreddamento inizia dalla superficie e si estende gradualmente all'interno. La superficie si restringe e si indurisce per prima, mentre l'interno si restringe gradualmente. Durante questo processo, la differenza di velocità di contrazione crea tensioni interne.
Quando la tensione interna residua in una parte in plastica è superiore al limite elastico della resina, o quando questa viene corrosa da un determinato ambiente chimico, sulla superficie della parte in plastica compaiono delle crepe. Le ricerche sulle resine trasparenti come il PC e il PMMA dimostrano che la tensione interna residua si presenta sotto forma di compressione sulla superficie e di tensione all'interno.

La tensione di compressione superficiale dipende dalle condizioni di raffreddamento della superficie. Uno stampo freddo raffredda rapidamente la resina fusa, provocando un'elevata tensione interna residua nel prodotto stampato. La temperatura dello stampo è la condizione fondamentale per il controllo delle tensioni interne. Una leggera variazione della temperatura dello stampo modifica notevolmente le tensioni interne residue. In generale, ogni prodotto e resina ha un limite minimo di temperatura dello stampo per una sollecitazione interna accettabile. Quando si stampano pareti sottili o lunghe distanze di flusso, la temperatura dello stampo deve essere superiore al limite minimo per lo stampaggio generale.

3.Migliorare la deformazione del prodotto
Se il design del sistema di raffreddamento dello stampo è irragionevole o la temperatura dello stampo è controllata in modo improprio, la parte in plastica non si raffredderà a sufficienza, causando la deformazione della parte in plastica.
Per controllare la temperatura dello stampo, è necessario determinare la differenza di temperatura tra lo stampo maschio e lo stampo femmina, il nucleo dello stampo e la parete dello stampo, la parete dello stampo e l'inserto. È necessario determinare la differenza di temperatura in base alle caratteristiche strutturali del prodotto. Questo serve a controllare la differenza di velocità di contrazione da raffreddamento di ciascuna parte dello stampo. Dopo lo sformato, la parte in plastica tende a piegarsi in direzione di trazione sul lato con temperatura più elevata. Ciò serve a compensare la differenza di contrazione di orientamento. In questo modo si evita che la parte in plastica si deformi secondo le regole di orientamento.

Per i pezzi in plastica con una struttura completamente simmetrica, è necessario mantenere la temperatura dello stampo costante. In questo modo si assicura che tutte le parti del pezzo in plastica si raffreddino in modo uniforme.
4.Affects il ritiro di stampaggio dei prodotti
Quando la temperatura dello stampo è bassa, le molecole si congelano più rapidamente, rendendo più spesso lo strato di fusione congelato nella cavità dello stampo. Allo stesso tempo, la bassa temperatura dello stampo rallenta la crescita dei cristalli, riducendo il ritiro del prodotto durante lo stampaggio. Se invece la temperatura dello stampo è elevata, il fuso si raffredda lentamente, il tempo di rilassamento è lungo, l'orientamento è basso ed è facile che si cristallizzi, per cui il ritiro effettivo del prodotto è maggiore.

5. Influenza la temperatura di distorsione termica dei prodotti
Per le materie plastiche cristalline, se il prodotto viene stampato a una temperatura inferiore, l'orientamento molecolare e la cristallizzazione vengono congelati. Quando si utilizza un ambiente di utilizzo a temperatura più elevata o condizioni di lavorazione secondarie, le catene molecolari si riorganizzano e il processo di cristallizzazione, causando la deformazione del prodotto anche ben al di sotto della temperatura di distorsione termica (HDT) del materiale.
L'approccio corretto consiste nell'utilizzare la temperatura dello stampo consigliata, vicina alla temperatura di cristallizzazione per la produzione, in modo che il prodotto possa essere completamente cristallizzato durante la fase di produzione. stampaggio a iniezione ed evitare la post-cristallizzazione e il post-ritiro in ambienti ad alta temperatura.

Ⅳ.Metodi per controllare la temperatura dello stampo
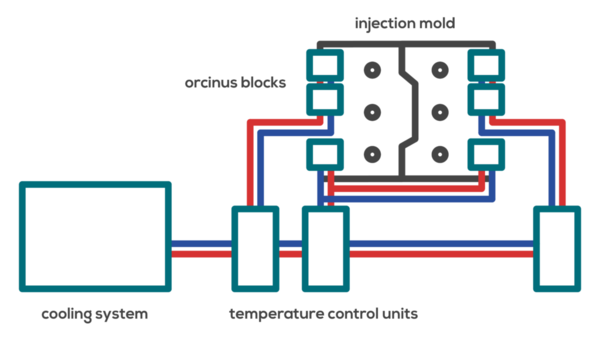
1. La cavità e il nucleo dello stampo devono avere circuiti di raffreddamento propri. Quando si progettano i circuiti di raffreddamento, tenere presente che la cavità e il nucleo assorbono il calore in modo diverso, quindi la resistenza termica della struttura del circuito sarà diversa. La temperatura dell'acqua (o dell'olio) all'ingresso della cavità e del nucleo avrà una grande differenza di temperatura. Pertanto, quando si progettano i circuiti di raffreddamento per la cavità e il nucleo, è possibile regolare e controllare la temperatura separatamente.
2. D'altra parte, quando si cerca di evitare che i pezzi stampati a iniezione si pieghino, è necessario mantenere la cavità e l'anima a temperature diverse, oppure la parte anteriore e posteriore dello stampo a temperature diverse.

3. Dal punto di vista dell'efficienza dello scambio termico, assicurarsi che il flusso del mezzo di raffreddamento sia turbolento (flusso turbolento). Esistono due modi principali per collegare il circuito di controllo della temperatura della cavità e del nucleo: in serie e in parallelo. In un circuito parallelo, la portata di un circuito derivato è inferiore a quella del circuito di raffreddamento in serie. Ciò può causare un flusso laminare e la portata in ingresso a ciascun circuito non è necessariamente la stessa.
Di conseguenza, la temperatura di ciascuna cavità dello stampo non può essere costante. Svantaggi del collegamento in serie: La resistenza al flusso dell'acqua (olio) di raffreddamento è elevata e la temperatura dell'acqua (olio) di raffreddamento all'ingresso della cavità anteriore è significativamente diversa dalla temperatura all'ingresso dell'ultima cavità. La differenza di temperatura tra l'ingresso e l'uscita dell'acqua (olio) di raffreddamento varia a seconda della portata. In genere non può superare i 5℃. Se le prestazioni del regolatore di regolazione della temperatura dello stampo (macchina) utilizzato sono in grado di controllare il flusso di acqua (olio) di raffreddamento entro 2°C, la differenza di temperatura massima di ciascuna cavità può essere mantenuta entro l'intervallo di 2°C.

4. La distribuzione del gradiente di temperatura dello stampo dovrebbe generalmente circondare la cavità e assumere la forma di cerchi concentrici con il canale principale come centro. Pertanto, misure quali il bilanciamento del canale di flusso, la disposizione delle cavità e la disposizione circolare concentrica centrata sul canale di flusso principale sono necessarie per ridurre l'errore di contrazione tra ciascuna cavità, ampliare la gamma di condizioni di stampaggio consentite e ridurre i costi.
5. Si consiglia di applicare termometri magnetici sulla parte anteriore e posteriore dello stampo per misurare e registrare frequentemente la temperatura effettiva dello stampo.

6. Se possibile, utilizzare una produzione completamente automatica. La temperatura dello stampo è più precisa quando si utilizza il funzionamento completamente automatico. Con il funzionamento completamente automatico, un robot estrae il prodotto, quindi il tempo è costante. Con il funzionamento semiautomatico, l'operazione è manuale e l'operatore può variare il tempo di apertura e chiusura dello sportello e di prelievo dei pezzi, il che influisce sull'equilibrio termico. Inoltre, influisce sulla temperatura all'interno del cilindro.
7. Controllare la temperatura dell'acqua per controllare la temperatura dello stampo. Questo metodo è molto preciso.
8. Utilizzare un sistema a canale caldo per controllare la temperatura dello stampo. Questo metodo è rapido e preciso.
9. Utilizzare il gas per riscaldare lo stampo. Questo metodo è molto preciso.
10. Isolare lo stampo. Utilizzare pannelli isolanti o altri materiali per ridurre la perdita di calore. La temperatura dello stampo influisce anche sulle dimensioni e sulla cristallinità del prodotto, che ne influenza le prestazioni. Regolare la temperatura dello stampo secondo le necessità durante la produzione.

Ⅴ. Quali sono i principi per selezionare e controllare la temperatura dello stampo?
1. Materiali diversi necessitano di temperature di stampo diverse.
2. Per stampi con diverse finiture superficiali e strutture sono necessarie temperature diverse, quindi il sistema di controllo della temperatura deve essere progettato di conseguenza.
3. Lo stampo anteriore è più caldo di quello posteriore. Di solito, la differenza è di circa 2-3 gradi Celsius.
4. Lo stampo anteriore deve essere più caldo per le linee di scintilla che per una superficie liscia. Quando lo stampo anteriore deve passare per acqua calda o olio caldo, la differenza è di solito di circa 40 gradi Celsius.
5. Se la temperatura effettiva dello stampo non può raggiungere la temperatura richiesta, lo stampo deve essere riscaldato. Pertanto, quando si progetta lo stampo, è necessario considerare se il calore del materiale può soddisfare i requisiti di temperatura dello stampo.

6. Il materiale non viene consumato solo dalla radiazione termica e dalla conduzione del calore, ma la maggior parte del calore deve essere portato fuori dallo stampo dal mezzo di trasferimento del calore in circolazione.
7. La temperatura dello stampo deve essere bilanciata e non devono verificarsi surriscaldamenti o sovraraffreddamenti locali.
8. La base per l'impostazione della temperatura dello stampo è che la temperatura dello stampo deve essere inferiore alla temperatura di deformazione termica del materiale plastico della parte.
9. Per le plastiche con viscosità più elevata, come PC, PSU, PPO, ecc., per migliorare il flusso di fusione e le proprietà di riempimento dello stampo durante il riempimento e ottenere prodotti densi, è necessario utilizzare una temperatura di stampo più elevata. Al contrario, PE, PP, PA, ecc. possono utilizzare temperature di stampo più basse (PA+fibra di vetro possono utilizzare temperature di stampo elevate di 80~120℃).
10. Non è consigliabile utilizzare una temperatura di stampo inferiore per i pezzi a parete spessa, per evitare bolle di vuoto e maggiori sollecitazioni all'interno dei pezzi.

Ⅵ. Requisiti dei diversi materiali sulla temperatura dello stampo
Controllare la temperatura del vostro stampi per stampaggio a iniezione è importantissima per realizzare buoni pezzi in plastica. Ogni tipo di plastica ha una gamma di temperature ottimali per la produzione di pezzi di buona qualità. Si vuole che la plastica fluisca bene e riempia lo stampo. Si vuole che il pezzo si restringa e si deformi il meno possibile quando lo si estrae dallo stampo. Si vuole che le dimensioni rimangano invariate e che il pezzo sia robusto e di bell'aspetto. Ad esempio:
La temperatura dello stampo in PP (polipropilene) viene controllata tra i 40 e gli 80 gradi Celsius, con una temperatura consigliata di 50 gradi Celsius.
La temperatura dello stampo del PPS (solfuro di polifenilene) è compresa tra 120 e 180 gradi Celsius.

La temperatura dello stampo PE-HD (polietilene ad alta densità) è compresa tra 50 e 95 gradi Celsius.
La temperatura dello stampo del PC (policarbonato) è compresa tra 70 e 120 gradi Celsius.
La temperatura di stampaggio del PBT (polibutilene tereftalato) è compresa tra 40 e 60 gradi Celsius.
PA6 (poliammide 6 o nylon 6) Per i componenti a parete sottile o di grande superficie, la temperatura dello stampo è compresa tra 80 e 90 gradi Celsius. Per i materiali rinforzati con vetro, la temperatura dello stampo deve essere superiore a 80 gradi Celsius.
PA12 (poliammide o nylon 12) La temperatura dello stampo è compresa tra 30 e 40 gradi Celsius per i materiali non rinforzati, tra 80 e 90 gradi Celsius per i componenti a parete sottile o a grande superficie e tra 90 e 100 gradi Celsius per i materiali rinforzati.
La temperatura dello stampo dell'ABS (copolimero acrilonitrile-butadiene-stirene) è compresa tra 25 e 70 gradi Celsius.

Ⅶ. Conclusione
La gestione della temperatura dello stampo è direttamente correlata all'affidabilità della qualità dei pezzi. Comprendendo l'importanza della temperatura dello stampo, utilizzando le tecniche giuste, sviluppando strategie di controllo accurate e affrontando le sfide, i produttori possono sbloccare il pieno potenziale delle loro operazioni di stampaggio a iniezione.
La temperatura dello stampo è uno dei parametri di controllo più importanti nel processo di stampaggio a iniezione. È anche la considerazione principale nella progettazione dello stampo. Il suo impatto sullo stampaggio, sulla lavorazione secondaria e sull'uso finale del prodotto non può essere sottovalutato. Il controllo della temperatura dello stampo è un processo continuo che migliora la qualità dei pezzi, aumenta l'efficienza e consente di ottenere un vantaggio competitivo sul mercato. industria dello stampaggio a iniezione. Dopo aver compreso i principi del controllo della temperatura degli stampi, dovrebbe essere molto più semplice gestire l'impatto della temperatura sugli stampi per lo stampaggio a iniezione.







