 Skip to content
Skip to content 

Moulage par injection est un processus de fabrication utilisé pour fabriquer des pièces en plastique. Le processus consiste à injecter du plastique fondu dans un moule, qui est ensuite refroidi et durci pour former la forme souhaitée. Dans cet article de blog, nous aborderons les étapes de l'injection du plastique. moulage par injection en détail.

Qu'est-ce que le moulage par injection ?
Moulage par injection est également connu sous le nom de moulage par injection, qui est une méthode d'injection et de moulage.
Les avantages de la moulage par injection sont la rapidité de production, l'efficacité élevée, le fonctionnement automatique, la variété des couleurs, les formes simples ou complexes, les grandes ou petites tailles et les dimensions précises des produits.
Les produits de moulage par injection sont faciles à renouveler et peuvent être transformés en pièces de forme complexe, de sorte que le moulage par injection convient à la production de masse et aux produits de forme complexe.
À une certaine température du moule, la matière plastique est complètement fondue par mélange à vis, injectée dans la cavité du moule sous haute pression, puis durcie par refroidissement pour obtenir le produit moulé.
Cette méthode convient à la production en masse de pièces de forme complexe et constitue l'une des méthodes de traitement les plus importantes.
Qu'est-ce que le processus de moulage par injection ?
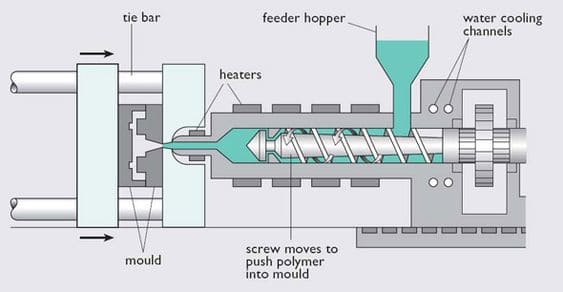
Moulage par injection est le processus qui consiste à utiliser les propriétés thermophysiques des matières plastiques pour ajouter des matériaux de la trémie dans le tonneau, qui est chauffé par l'anneau de chauffage à l'extérieur du tonneau pour faire fondre les matériaux.
La matière est progressivement plastifiée, fondue et homogénéisée par la double action du chauffage externe et du cisaillement de la vis.
Lorsque la vis tourne, le matériau est poussé vers la tête de la vis sous l'action de la friction et de la force de cisaillement de la rainure de la vis, qui a été fondue. En même temps, la vis recule sous l'action contraire du matériau, de sorte que la tête de la vis forme un espace de stockage pour achever le processus de plastification.
Ensuite, la vis injecte le matériau fondu dans l'espace de stockage dans les cavités du moule à travers la buse à grande vitesse et à haute pression sous l'action de la poussée du piston du cylindre d'injection.
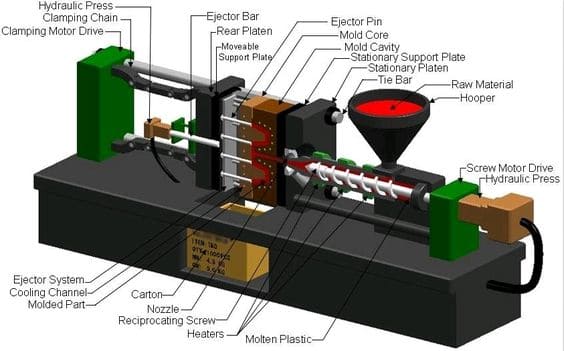
Une fois que le matériau fondu dans la cavité est pressurisé, refroidi et durci, le moule est ouvert sous l'action du mécanisme de fermeture du moule, et le produit façonné est éjecté du moule par le dispositif d'éjection.
En termes simples, moulage par injection se divise en trois étapes : la plastification de la matière fondue, moulage par injectionLe processus d'élaboration et de mise en forme de l'aliment doit être suivi d'un processus de refroidissement et de mise en forme.

Les quatre éléments du moulage par injection
Moulage par injection machine
Matières premières plastiques
Conditions de moulage
Flux des opérations de la machine de moulage par injection
Travail auxiliaire - fermeture du moule - mise en place du siège - injection - pression de maintien - refroidissement (pompage de la colle fondue) - dossier du siège - ouverture du moule - éjection - prise du produit - haut du dossier -... moulage par injection processus du cycle de la machine

Les étapes du processus de moulage par injection
1. Serrage
Après avoir vérifié qu'il n'y a pas de corps étrangers dans le moule ou que l'insert est installé en place sans se desserrer, fermez la porte de sécurité avant et commencez à fermer le moule. Serrage Avant d'injecter le matériau dans le moule, les deux moitiés du moule doivent être fermées. Elles sont fermées par une unité de fermeture.
Lorsque le moule mobile et le moule fixe sont proches l'un de l'autre, le système d'éjection et les systèmes de canaux chauds du mécanisme de fermeture du moule passent automatiquement à basse pression et à faible vitesse (test de pression de fermeture), puis passent à haute pression pour verrouiller le moule lorsqu'il est confirmé qu'il n'y a pas de corps étrangers dans le moule et que l'insert n'est pas desserré.
2. Sièges en
Cette action n'est généralement possible qu'au début du moule d'essai ou lorsque des matériaux spéciaux sont injectés. Au cours de la production normale, la plupart des sièges d'injection sont fixes.
Après avoir confirmé que le moule a atteint le niveau de verrouillage requis, le siège d'injection est déplacé vers l'avant de manière à ce que la buse s'insère dans la porte du moule et connecte la buse au canal de la cavité du moule.
3. Injection
Après avoir confirmé la buse et le moule, la vis applique une pression sur le matériau fondu et injecte le matériau fondu à l'avant du cylindre dans la cavité du moule à haute pression et à grande vitesse, remplissant finalement la cavité avec le matériau fondu.
Le remplissage par injection est la première étape de l'ensemble du cycle d'injection, et le temps est compté à partir du début du processus d'injection, lorsque le moule est fermé, jusqu'à ce que la cavité du moule soit remplie à environ 95%.
En théorie, plus le temps de remplissage est court, plus l'efficacité du moulage est élevée, mais dans la pratique, le temps de moulage ou la vitesse d'injection sont soumis à de nombreuses conditions.
4. Pression de maintien
Une fois que le matériau fondu est rempli dans la cavité du moule, la vis maintient toujours une certaine pression sur le matériau fondu pour empêcher le matériau fondu dans la cavité du moule de refluer et pour reconstituer le matériau fondu à l'intérieur de la cavité du moule en raison du processus de refroidissement et du rétrécissement du matériau nécessaire pour garantir la densité du produit, la précision dimensionnelle, de bonnes propriétés mécaniques, la vis se déplace vers l'avant dans une faible mesure lorsqu'elle maintient la pression.
Le rôle de l'étape de pression de maintien est d'appliquer une pression continue pour compacter la matière fondue et augmenter la densité du plastique (densification) afin de compenser le comportement de rétrécissement du plastique.
Pendant la pression de maintien, la contre-pression est élevée car la cavité du moule est déjà remplie de plastique. Au cours du processus de compactage par pression de maintien, la moulage par injection La vis de la machine ne peut avancer que lentement pour un petit mouvement, et le débit du plastique est également plus lent, ce que l'on appelle le débit de pression de maintien.
Lorsque le plastique est refroidi et durci par la paroi du moule, la viscosité de la matière fondue augmente rapidement, de sorte que la résistance dans la cavité du moule est importante.
Au stade ultérieur de la pression de maintien, la densité du matériau continue d'augmenter et la pièce moulée se forme progressivement. La phase de pression de maintien doit se poursuivre jusqu'à ce que la porte soit durcie et scellée, moment où la pression dans la cavité de la phase de pression de maintien atteint la valeur la plus élevée.

5. Refroidissement (extraction de la colle fondue)
Lorsque la pression de maintien est appliquée jusqu'à ce que la matière fondue dans la cavité ouverte du moule perde la possibilité de s'écouler par la porte (c'est-à-dire que la porte est solidifiée), la pression peut alors être supprimée. Le produit continue à refroidir, la vis tourne et les granulés de plastique qui tombent de la trémie dans le tonneau sont transportés vers l'avant avec la rotation de la vis.
Dans ce processus de transport, le matériau est progressivement compacté, dans la vis du barillet à l'extérieur du chauffage et de la chaleur de friction de la vis, le matériau est progressivement fondu, plastifié et finalement visqueux, et établit une certaine pression de sorte que la vis dans la rotation du même temps de retour.
Lorsque la vis recule jusqu'à la soupape de dosage, elle cesse de plastifier et prépare le matériau pour l'unité d'injection suivante. Le réglage de la contre-pression permet de densifier le matériau, d'exclure l'eau et les substances de faible poids moléculaire et de le plastifier plus uniformément.
Reculez d'une certaine distance lorsque la rotation de plastification est arrêtée afin de réduire la pression de la matière fondue à l'avant et d'éviter la salive de la matière à la buse. Le pompage de la matière fondue et le refroidissement du produit sont simultanés et, en général, le temps d'injection ne dépasse pas le temps de refroidissement du produit.
En moules de moulage par injectionLa conception du système de refroidissement est très importante. En effet, le produits en plastique moulé ne peuvent être refroidis et durcis que jusqu'à une certaine rigidité, et la déformation des produits plastiques due à des forces extérieures peut être évitée après le démoulage.
Étant donné que le temps de refroidissement représente environ 70% à 80% de l'ensemble du cycle de moulage, un système de refroidissement bien conçu peut réduire de manière significative le temps de moulage, augmenter la durée de vie du produit et réduire les coûts de production. moulage par injection productivité et de réduire les coûts.
Des systèmes de refroidissement mal conçus allongent le temps de moulage et augmentent les coûts ; un refroidissement inégal provoque en outre le gauchissement et la déformation des produits en plastique.
6. Support de siège
Après le dosage de la vis de plastification, il arrive que la buse ne forme pas de matériau froid, ce qui oblige à la démouler et à l'utiliser pour l'action du dossier.
Cette action est utilisée en conjonction avec l'action de fusion, il existe trois types de fusion : fusion fixe, avant la fusion, après la fusion, on utilise généralement la fusion fixe et avant la fusion.
7. Refroidissement
Le refroidissement du produit et la plastification de la vis se chevauchent habituellement, le temps de refroidissement étant généralement plus long que le temps de fusion.
Le produit doit être refroidi à une température inférieure à la température de transition vitreuse du matériau avant l'ouverture du moule afin que le produit ne soit pas déformé lors de son éjection.
8. Ouverture du moule
Le produit est ouvert à temps après un refroidissement suffisant pour raccourcir le cycle de moulage et améliorer l'efficacité de la production.
La pression initiale élevée et la faible vitesse d'ouverture du moule font sortir le produit du moule fixe, suivies d'une pression d'injection moyenne et d'une vitesse élevée, puis d'une faible pression et d'une faible vitesse avant la fin de l'ouverture du moule pour éviter les chocs, et la fin de l'action d'ouverture du moule lorsque la distance d'ouverture du moule est suffisante pour que le produit puisse être éjecté et sorti.
9. Ejection
Lorsque la confirmation de l'ouverture du moule est en place, le mécanisme d'éjection éjecte le produit hors du moule.
10. Retirer le produit
En mode semi-automatique, les carottes et tous les produits sont sortis manuellement par l'opérateur ; en mode entièrement automatique, les carottes et les produits ou les carottes de produits sont sortis par un robot et tombent de manière fiable et automatique.
11. Retrait de l'éjecteur
Lorsque le produit est démoulé, l'axe de la tige d'éjection se rétracte jusqu'à sa position d'origine.

Comment estimer le temps de cycle du moulage par injection ?
Les étapes standard ci-dessus de la moulage par injection peut être répété pour fabriquer des produits par lots.
Si la structure du produit n'est pas spéciale, le temps d'injection est d'environ 6 secondes, le temps de maintien est de 10 secondes, le temps de refroidissement est de 25 secondes, le temps d'ouverture plus le temps d'éjection est de 3 secondes, et le temps de ramassage robotisé est de 3 secondes, et si le ramassage manuel est de 6 secondes.







