 Skip to content
Skip to content 

Quelle est la durée de vie d'un outil de moulage par injection? A bien y réfléchir, cette question n'est pas assez stricte.
Nous savons tous que de nombreux facteurs influent sur la vie de l'enfant. moules d'injectionet il n'y a aucun moyen de répondre à la question de savoir combien de temps la moule d'injection plastique la vie, c'est lorsque les conditions ne sont pas claires.
Comment mesure-t-on le cycle de vie d'une moisissure ?
Le plus cher moules d'injection fonctionnent dans des conditions difficiles, et bien qu'un bon moule doive durer dans les conditions dans lesquelles il fonctionne, même les meilleurs moules subiront une certaine usure.
Le moule d'injection plastique La durée de vie d'un moule dépend de plusieurs facteurs, et un moule à rotation rapide peut réaliser plus de cycles en une journée qu'un moule à cycle plus lent.
Étant donné que l'espérance de vie d'un moule d'injection est mesurée en nombre exact de cycles, plutôt qu'en fonction de la durée de fonctionnement du moule, un moule qui peut effectuer plus de cycles sur une période plus courte aura généralement une durée de vie plus courte.
Bien qu'une durée de vie plus courte puisse sembler une mauvaise chose, la différence entre un moule à rotation rapide et un moule à rotation lente n'est pas nécessairement significative. Si les deux moules peuvent effectuer environ 250 000 cycles avant de tomber en panne, ils sont tous les deux aussi bons l'un que l'autre.
Ce que les propriétaires de moules doivent comprendre, c'est que la durée de vie d'un moule se mesure en cycles, et non en temps de fonctionnement du moule. Cela est d'autant plus logique que le fait de savoir combien de pièces un moule produira au cours de sa durée de vie utile aide les mouleurs à déterminer si un moule sera en mesure de réaliser la production attendue d'un projet.

Facteurs affectant la durée de vie d'un moule d'injection
La fin de la vie de la moule d'injectionLes principaux facteurs qui influencent la durée de vie de la moules d'injection plastique sont les suivants.
Matériau du moule
La durée de vie des moules est étroitement liée aux matériaux plastiques qui les composent. Plus le nombre de pièces produites est important, plus les exigences en matière de matériaux sont élevées, et il convient donc de choisir des matériaux pour moules à hautes performances, dotés d'une forte capacité de charge et d'une longue durée de vie.
Toutefois, il convient de noter que le coût de production du matériau du moule représente environ 25% ~ 30%, de sorte que vous ne pouvez pas vous contenter de choisir un bon matériau, les pièces de moule porteuses étant disponibles dans des matériaux légèrement moins bons.
Structure du moule
La structure du moule est étroitement liée à la durée de vie du moule, et une structure raisonnable peut contribuer à améliorer la capacité de charge du moule et sa durée de vie.
Un autre exemple est l'utilisation d'une transition arrondie pour éviter la structure de concentration des contraintes, ce qui permet au moule de résister à une forte pression de moulage, car le moule est plus susceptible de se fissurer en raison de la concentration des contraintes.
Par conséquent, la sélection et le traitement de la structure du moule sont appropriés, et la durée de vie du moule est très importante.

Qualité du traitement des moules
Le moule comporte de nombreuses pièces, les méthodes de traitement sont différentes, principalement le forgeage, le découpage, l'électroérosion, le traitement thermique, le meulage et le polissage, etc.
Ce traitement est susceptible de causer des blessures aux pièces et de nuire à la durée de vie du moule, comme le refroidissement par électroérosion incorrect et les fissures microscopiques ; dans le traitement thermique, le chauffage est inégal et les performances des pièces sont différentes ; le forgeage est dû à un mauvais contrôle de la température qui provoque des fissures dans l'organisation du métal ; le meulage et le polissage ne sont pas suffisants, de sorte que la rugosité de la surface des pièces est trop importante et qu'il reste des marques de couteau, etc, Les défauts susmentionnés auront un impact significatif sur la résistance à l'usure, la résistance à la rupture, la résistance à la fatigue, etc. et affecteront donc la durée de vie du moule.
État de fonctionnement des moules
Moule à injection dans le travail, souvent par le biais de la moulage par injection le processus de fermeture du moule, de verrouillage, d'injection, de maintien de la pression, de refroidissement, d'ouverture du moule, d'éjection, etc., au cours de ce processus, il faut s'assurer que chaque mécanisme de travail est fiable et léger, et que le travail est flexible.
Pour cette raison, il est nécessaire que les pièces mobiles se déplacent sans obstruction et qu'elles soient bien lubrifiées. L'opérateur doit donc veiller à l'entretien et à la réparation fréquents du moule afin de le maintenir dans les meilleures conditions de fonctionnement.
État de l'équipement
La performance de la moulage par injection a un impact plus important sur la vie de l'entreprise. moule d'injection, diverses actions de l moule d'injection sont complétés par les institutions compétentes sur le moulage par injection si la machine moulage par injection dans la machine, la force de serrage du moule est faussée, ou la force est trop importante ou imprécise, de sorte que la collision du moule ou la force excentrique endommagera le moule et sa durée de vie en sera grandement affectée.

Moyens d'améliorer la durée de vie des moules d'injection plastique
La durée de vie des moules a toujours été un facteur important de la rentabilité de l'entreprise. moulage par injection les projets de processus. Si vous pouvez faire en sorte que la durée de vie du moule atteigne une valeur d'appréciation supérieure à l'exigence de conception grâce à des méthodes raisonnables, la rentabilité de l'entreprise s'en trouvera considérablement améliorée.
Réglage raisonnable de la force de serrage
Il est très important de régler la force de serrage du moulage par injection Une force de serrage trop élevée ou trop faible nuira à la durée de vie du moule.
Si la force de fermeture est trop faible, l'injection à haute pression peut dépasser la force de fermeture et le moule sera ouvert ou même endommagé pendant toute la durée de l'injection. moulage par injection processus. Si la force de serrage est réglée trop haut, les moulage par injection exercera une pression excessive sur le plan de joint du moule, la zone d'échappement et les pièces du moule, ce qui endommagera le moule.
Pour éviter ces situations, la force de serrage idéale pour chaque jeu de moules peut être calculée à l'aide de l'analyse du flux de moules ou en utilisant la formule suivante.
Force de serrage = surface projetée x facteur de force de serrage du matériau x facteur de sécurité
où la surface projetée comprend le produit et la glissière. Le facteur de force de serrage du matériau peut être obtenu à partir du tableau des propriétés du matériau ou en consultant le fournisseur de matières premières. Le facteur de sécurité est choisi en fonction de la situation réelle, qui est liée à la stabilité de la machine. moulage par injection la structure du moule, etc. Il est généralement de 1,5~2.

Réglage du serrage à basse pression
Régler le serrage à basse pression sur le moulage par injection pour protéger le moule. Réglez la position de serrage à haute pression à un maximum de 0,05 pouce de la position de contact réelle du moule. Réduisez progressivement la pression de serrage à basse pression jusqu'à ce que le moule ne se bloque pas.
À ce stade, la pression de serrage augmente lentement, ce qui permet au moule de passer progressivement d'un serrage à basse pression à un serrage à haute pression.
En outre, réglez la minuterie de fermeture du moule sur 0,5 seconde de plus que le temps de fermeture réel du moule. Par exemple, si le temps réel de fermeture du moule est de 0,6 seconde, réglez la minuterie de fermeture du moule sur 1,5 seconde.
Paramètres d'ouverture et de fermeture du moule raisonnables
La vitesse de serrage influe sur le temps de cycle, mais plus elle est rapide, mieux c'est. En effet, une vitesse de serrage trop rapide peut entraîner une usure excessive ou endommager les composants du moule.
Il est important de veiller à ce que la transition entre le serrage rapide et le serrage lent se fasse en douceur et que le serrage lent ait lieu avant l'ajustement de la goupille et de la pièce. Veillez à ce que la transition entre les ouvertures rapides et lentes du moule se fasse également en douceur et que les ouvertures rapides du moule aient lieu après le démoulage de tous les produits et de toutes les pièces.

Réglage correct de l'éjecteur
Un mauvais réglage du mécanisme d'éjection peut compromettre la durée de vie du moule en raison d'une éjection excessive ou d'une éjection incorrecte du produit, ce qui peut entraîner des problèmes de presse et endommager le moule.
La pièce doit être éjectée correctement du moule en fonction de la quantité de séparation requise pour le produit réel. Un volume éjecté trop important peut entraîner une pression trop élevée sur la broche d'éjection. Outre le volume éjecté, le réglage de la pression de l'éjecteur ne doit pas être trop élevé et doit être basé sur les besoins réels du produit.
Réglage raisonnable du canal chaud
La méthode de démarrage et de fermeture du canal chaud peut affecter la durée de vie du moule. Un démarrage incorrect peut entraîner une remontée du moule, ce qui nécessite un démoulage et des réparations. Actionnez manuellement la vanne pour vérifier que les réglages sont corrects et en bon état de fonctionnement avant de lancer la production.
Exporter le matériau dans le canal chaud à travers le plateau de guidage et mesurer sa température pour vérifier que la température du matériau est celle souhaitée. La température du canal chaud doit être réduite immédiatement lors de la fermeture du canal chaud afin de réduire le risque de dégradation de la matière plastique.
Paramètres raisonnables de refroidissement des moules
Des températures de moule excessives peuvent avoir un effet négatif sur la durée de vie du moule. Limiter les températures de moule au minimum requis pour obtenir un aspect acceptable des pièces est donc un moyen efficace d'améliorer la durée de vie des moules.
En outre, il est important de veiller à ce que la différence de température entre le côté mobile et le côté fixe du moule ne dépasse pas 6 degrés Celsius. Des différences de température supérieures à cette plage peuvent entraîner une déformation thermique excessive entre les deux côtés du moule, ce qui se traduit par de mauvais problèmes d'ouverture et de fermeture du moule, entraînant l'usure ou l'endommagement du moule.
Nettoyage et inspection des moisissures
Les moules dans l'environnement de production doivent être inspectés, nettoyés et lubrifiés au moins une fois par équipe. Les signes d'usure des moules en aluminium, tels que les éraflures, l'usure du plan de joint, les bavures et les copeaux de métal, doivent être notés au cours du processus.
L'établissement d'un calendrier d'entretien préventif régulier, la tenue d'un registre d'entretien des moules en aluminium et l'examen des opérations d'entretien récurrentes afin de déterminer la fréquence de l'entretien préventif contribueront à réduire les opérations d'entretien imprévues.
Vérifiez que les glissières sont lubrifiées et qu'elles fonctionnent correctement. Surveillez les signes de défaillance des freins et les crochets desserrés.
Maintenance des moules d'injection
L'entretien des moules en plastique est plus important que la réparation des moules en plastique. Plus l'entretien du moule est fréquent, plus il est important de le maintenir en bon état. moule d'injection Plus le moule est réparé, plus sa durée de vie est courte ; en revanche, plus le moule est bien entretenu, plus sa durée de vie est longue.
L'entretien des moules se divise principalement en trois points
a. Plastique moule d'injection entretien quotidien : diverses pièces mobiles telles que la goupille d'éjection, la position de la ligne, le pilier de guidage, le remplissage du canon de guidage, le nettoyage de la surface du moule, le transport de l'eau dans le canal d'évacuation, ce qui constitue l'entretien quotidien de la production de moules.
b. Plastique moule d'injection entretien régulier : l'entretien complet régulier du moule comprend l'entretien quotidien, en plus du nettoyage des fentes d'échappement, de la combustion des gaz piégés et de l'échappement, des dommages, de la correction des pièces d'usure, etc.
c. Entretien de l'apparence des moules d'injection plastique : la face extérieure de l'embryon de moule est peinte pour éviter la rouille, le moule inférieur, le moule fixe, le moule mobile doivent être enduits d'huile antirouille, la préservation du moule doit être fermée hermétiquement pour empêcher la poussière de pénétrer dans la cavité.

Résumé
Il existe de nombreux types de moule en plastique en acier trempé, impliquant une large gamme de prix, de quelques dizaines à plusieurs centaines de dollars, il y a des produits importés, il y a aussi des produits nationaux, donc leur qualité, leurs caractéristiques, l'utilisation de l'environnement sont différentes, donc la durée de vie varie beaucoup.
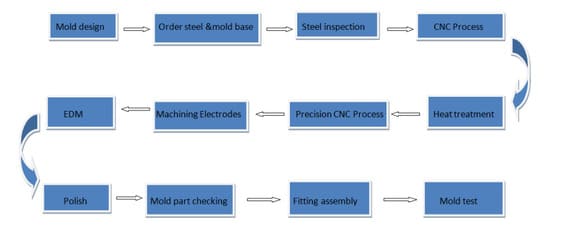
En outre, moule en plastique L'acier est transformé en moule au début de la production pour calculer la durée de vie, la fabrication des moules comprend la conception, le traitement, l'assemblage, la mise en service et d'autres étapes avant la mise en service, de sorte que dans le processus de traitement des moules, en raison des différences de niveau de conception et de processus de fabrication, la durée de vie des moules sera également grandement affectée.
Le facteur décisif de la qualité de l'acier, le choix du bon moule en acier est le plus important. Par exemple, avec différents matériaux d'injection, l'acier du moule correspondant ne sera pas le même, comme les exigences de polissage élevé, les exigences de résistance à la corrosion, etc.
En outre, l'origine des différentes qualités sera également différente, la durée de vie générale de l'acier pour moules P20 produit par les grandes usines est d'environ 300 000 fois, l'acier pour moules 1.2738 500 000 fois, l'acier pour moules H13 et l'acier pour moules 1.2344 habituellement un million de fois, vous pouvez choisir d'utiliser l'acier d'une grande usine ou d'une petite usine en fonction de la situation.







