 Ir al contenido
Ir al contenido 

Introducción: En el proceso de moldeo por inyecciónLa resina plástica es el material principal para la fabricación de piezas de plástico. A través del proceso de fabricación, el plástico fundido fluye hacia las mitades del molde, llenando la cavidad del molde para formar la forma deseada.
Los distintos materiales plásticos y métodos de moldeo por inyección de caucho pueden satisfacer las necesidades de diversas aplicaciones y garantizar la calidad y las prestaciones del producto acabado.

El procesamiento de moldes es un aspecto importante en los proyectos de moldeo por inyección de plástico. Decide la forma final y la calidad de la pieza o el producto que se está fabricando. Pero un molde de inyección no es sólo una pieza que endurece el flujo de plástico fundido. En su lugar, las diferentes partes del molde de inyección hacen cosas diferentes en una estructura de diseño ajustado a lo largo del proceso.
En este artículo, vamos a hablar de los diferentes sistemas y componentes del molde de inyección y de cómo afectan a la estructura general y al funcionamiento del molde.

¿Qué significa molde de inyección?
Un molde de inyección es una herramienta para fabricar productos de plástico. También es una herramienta que da a los productos de plástico una estructura completa y dimensiones precisas. Dado que el principal método de producción consiste en inyectar plástico fundido a alta temperatura en el molde mediante alta presión y accionamiento mecánico, también se denomina molde de inyección de plástico.
¿Cuáles son los materiales de los moldes de inyección?
Hay un montón de metales y aleaciones diferentes que puede utilizar para fabricar moldes de inyección, como acero al carbono, acero inoxidable, aluminio, titanio, cobre berilio, etcétera. Pero también se pueden utilizar moldes cerámicos para materiales con puntos de fusión muy altos.
El material que utilice para su molde dependerá de muchos factores, como el número de piezas que vaya a fabricar, el tipo de plástico que utilice, la complejidad de la pieza, la facilidad de mecanizado y el grado de tolerancia.
Por ejemplo, el acero inoxidable puede soportar hasta un millón de ciclos, mientras que el aluminio es bueno para unos pocos miles de ciclos. En resumen, el requisito mínimo para los materiales de los moldes es que su punto de fusión sea superior al del plástico de inyección.
A continuación se describen brevemente los materiales más comunes de los moldes de inyección;
Hierro
El acero es un gran material para hacer moldes porque es resistente. Puede durar 5.000 ciclos y funciona con ABS, nailon, PP, PC, acrílico y muchos otros plásticos. Puede utilizar acero A-2, D-2 y M-2 para fabricar núcleos, cavidades y otras partes de moldes de inyección.
Acero inoxidable
La adición de más cromo y carbono mejora la resistencia a la corrosión, al desgaste y a la abrasión. Así, los grados de acero inoxidable como 420, 316-L, 174-PH pueden fabricar moldes más complejos y duraderos. Pero, como la tasa de descomposición térmica es baja, el tiempo de ciclo puede ser más largo.

Acero para herramientas
El acero para herramientas es una aleación de hierro fundido que contiene carbono y otros elementos de aleación. Las distintas aleaciones y calidades de acero para herramientas confieren a los moldes propiedades personalizadas. Algunos ejemplos son los aceros para herramientas H-10, H-13, T-15, A6 y M2.
Materiales de aluminio
El aluminio no admite varias inyecciones, pero es un material popular para el mecanizado rápido. Esto significa que se pueden fabricar moldes de inyección de aluminio de forma barata y rápida porque el material es barato y fácil de mecanizar. Además, la alta conductividad térmica del 6061 y el 7075 también reduce el tiempo de ciclo.
Cobre berilio
Esta aleación de cobre es conocida por su excelente conductividad térmica y resistencia a la corrosión, lo que la convierte en un excelente material para moldes de piezas de plástico de alta precisión. Los fabricantes utilizan este metal para canales calientes, insertos de moldes, núcleos y otras cosas.
¿Cuáles son los componentes básicos de un molde de inyección?
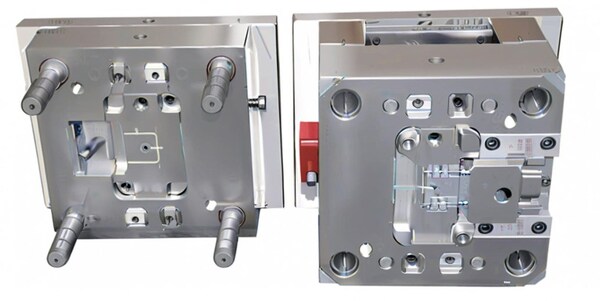
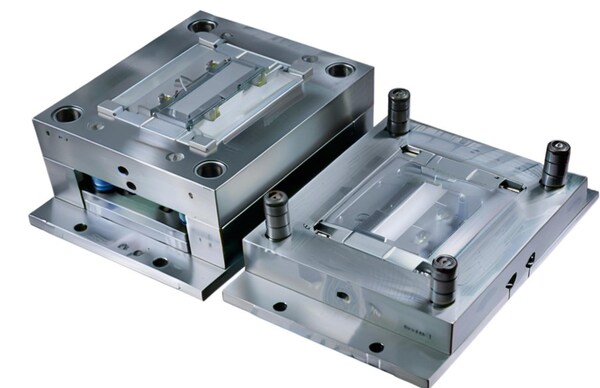
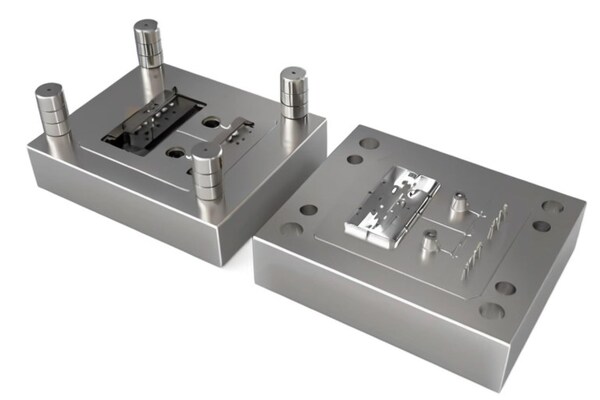
Hay dos partes básicas en cualquier molde de inyección: el lado A de la cavidad (estacionario) y el lado B de la cavidad (móvil). La parte estacionaria define el contorno exterior de la pieza y forma la cavidad para llenar el material, mientras que la parte B se mueve hasta la línea de partición.

Lado A de la cavidad (lado fijo)
El lado de la cavidad A está unido a la placa fija de la máquina de moldeo y no se mueve durante el proceso de moldeo. Alberga el sistema de canales y se mantiene alineado con precisión con el lado móvil B mediante pasadores guía y casquillos. Por lo tanto, este lado también contiene canales de refrigeración para que fluya el refrigerante durante la solidificación.

Lado B de la cavidad (lado móvil)
El lado B del molde es importante para abrir y cerrar el molde. Suele tener un sistema de expulsión y una forma de sujetar el inserto. Además, el plato móvil de la máquina de moldeo se conecta a este lado para ayudar a abrir y cerrar el molde. Es importante que este lado se mueva y se alinee correctamente para que la pieza tenga el tamaño adecuado y salga del molde con facilidad.

¿Qué incluye el molde de inyección por función?
Después de los componentes principales, he aquí los distintos componentes del molde de inyección, clasificados por sus funciones. Algunos de estos componentes transportan la materia prima plástica, guían la apertura y proporcionan refrigeración. Esto significa que un conjunto concreto de componentes realiza unas funciones específicas para lograr el resultado deseado.

Sistema de corredores
Piénsalo así: El barril dispara el material fundido por la boquilla, y se necesitan canales para que el flujo vaya de la boquilla del barril a la compuerta de inyección, donde el material entra en la pieza. El sistema de canales ayuda a que el material llegue a la compuerta. Además, el sistema de canales puede tener un montón de canales para distribuir el material si tienes un molde con más de una pieza.
Casquillo de bebedero: Suele ser un canal cónico o cilíndrico que transfiere el plástico fundido desde la punta de la boquilla hasta el punto de entrada del canal. En los moldes de una sola cavidad, la compuerta principal se extiende directamente hasta la ubicación de la compuerta.
Red de corredores: La puerta principal divide la masa fundida en diferentes puertas de cavidad a través de una red de corredores.
Puerta: La red de canales alimenta la masa fundida a la compuerta, que es una pequeña abertura en la cavidad del molde. La compuerta puede ser de borde, de espiga, en forma de abanico o de otro tipo.

Cuando se habla de estos componentes corredores de moldes de inyecciónse piensa en la presión y la temperatura. La propia boquilla mantiene una presión de inyección elevada. Así, el material fluye uniformemente dentro del nivel de viscosidad deseado.

Los corredores pueden dividirse en dos tipos: canales fríos y canales calientes. Los canales calientes tienen canales de alta temperatura y dispositivos de calentamiento adicionales para mantener la temperatura del flujo de modo que no se solidifique demasiado pronto. Por otro lado, los canales fríos sólo tienen el flujo de aire de entrada sin ningún calentamiento adicional.
Sistema de refrigeración
La fase de enfriamiento es responsable de 50% a 80% del tiempo del proceso de moldeo por inyección, por lo que puede imaginarse lo importante que es producir piezas de plástico sin defectos.

Básicamente, un sistema de refrigeración es una red de tuberías de agua alrededor del conjunto del molde de inyección, principalmente alrededor de la cavidad principal donde se moldea la alimentación fundida. Aunque el agua es el refrigerante más habitual, en el moldeo a alta temperatura se hace circular glicol u otros aceites.

El sistema de refrigeración regula y ajusta la temperatura y el caudal, lo que permite un mejor control de la operación. Así, una refrigeración adecuada evita enredos, aumenta la eficiencia de la producción y ralentiza el desgaste del molde.
En los moldes grandes y complejos (por ejemplo, con núcleos de 50 mm o más), la circulación del agua es conforme, no lineal. A continuación se indican los componentes del molde de inyección que pertenecen al sistema de refrigeración;
Bafles: Redirigen el refrigerante hacia los subcanales y suelen ser tiras metálicas en forma de cuchilla.
Bubblers: Se trata de tubos huecos que conectan los canales dentro de los orificios perforados.
Alfileres calientes: Son cilindros llenos de líquido que absorben y disipan el calor mediante una circulación continua.
Bomba externa: Proporciona presión suficiente para el caudal determinado y mantiene el ciclo de refrigeración.

Sistema de componentes de moldeo
Son las piezas principales del molde de inyección y las responsables de la forma, el tamaño, el ajuste y la precisión finales. Como su nombre indica, dan forma a las piezas, proporcionándoles los detalles de la superficie de la cavidad y las características internas. Los componentes de moldeo incluyen núcleos, cavidades, barras de moldeo, elevadores, etc.
Puede detectar rápidamente estas piezas. Cada pieza que toca el material de alimentación una vez que entra en la cavidad desde la compuerta.

Estas son las partes comunes del sistema de piezas de moldeo;
Cavidad del molde: Permanece junto a la máquina y soporta la presión de inyección del émbolo.

Núcleo: La otra mitad que se mueve y se bloquea con la cavidad durante el proceso para hacer una característica interior completa.
Varilla de moldeo: Un pasador de núcleo utilizado para realizar características delgadas y largas como ejes u orificios en la pieza.
Levantadores: Mantienen los ángulos de desmoldeo fijos de diferentes características para ayudar al molde a cerrarse y abrirse.
Sistema de ventilación
Cuando el plástico fluye, introduce aire en la cavidad. Cuando el plástico se solidifica, produce gases de moldeo. Estos gases pueden causar huecos, burbujas, puntos débiles, marcas de quemaduras y rellenos incompletos.

Por lo tanto, el sistema de ventilación en el molde de inyección y el molde es importante para eliminar el aire atrapado y resolver estos problemas. Además, el venteo ayuda a limitar la presión de inyección excesiva.

En los procesos de moldeo estándar pequeños, los orificios de ventilación se establecen en la línea de chapado del cuerpo de la cavidad central junto con el pasador de ventilación, pero a medida que el molde se vuelve más complejo, las partes del sistema del molde de inyección son cada vez más complejas.
Otros sistemas de ventilación típicos son:

Ranuras y canales: Canales estrechos o ranuras en la línea de separación y en los pasadores y puntos de ventilación:
Evacuación aérea: El aire se elimina con una bomba de vacío externa antes de la inyección.
Válvulas de ventilación: Las microválvulas están situadas tanto en el interior como en el exterior de la cavidad.
Rejillas de ventilación alrededor de los componentes: Generalmente, los respiraderos se encuentran en todas las partes relacionadas con el flujo de calefacción, como la compuerta principal, los patines y las compuertas.
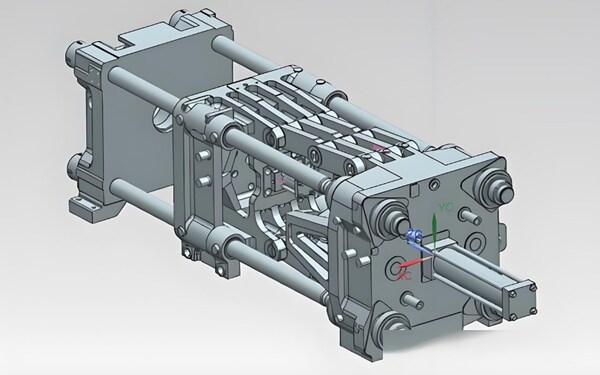
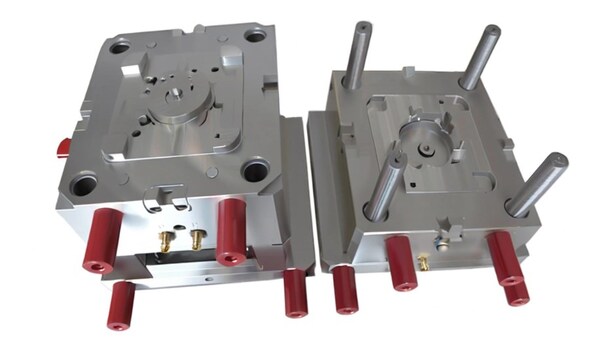
Sistema de guías
Los componentes del sistema de guías garantizan que las dos mitades del molde y otros componentes estén alineados cuando el molde se abre y se cierra. Por tanto, son importantes para garantizar que cada ciclo sea preciso y uniforme.
Por ello, la fuerza de sujeción puede desplazarse con el tiempo. Los componentes del sistema de guiado, como los pasadores guía, los casquillos y las placas guía, pueden ayudar a evitarlo.

Pasadores guía y casquillos: Estas dos cosas trabajan juntas para guiar el movimiento de las dos mitades del molde. Los pasadores guía son pequeños palos metálicos que sobresalen de una mitad del molde y encajan en los orificios correspondientes (casquillos) de la otra mitad del molde.
Sistema de eyección
Una vez transcurrido el tiempo de enfriamiento, el molde se abre y el sistema de expulsión ayuda a sacar la pieza y los canales de forma segura y sin problemas. Normalmente, se utilizan pasadores eyectores para este fin. Estos finos pasadores cilíndricos se fijan en la placa eyectora unida al lado móvil. El punto de contacto del pasador es la superficie plana, por lo que la fuerza se distribuye uniformemente y no se daña la pieza.
Otros componentes son:
Pasadores de retorno: Estos componentes ayudan a posicionar y estabilizar el molde cuando se abre. Limitan la fuerza del pasador eyector en el lado estacionario.

Manguitos eyectores: Los manguitos se utilizan para extraer piezas de cavidades cilíndricas. El manguito fino cubre la superficie del molde y la fuerza de rebote expulsa la pieza del molde.
¿Qué incluye el molde de inyección según su clasificación estructural?
La clasificación de los componentes de los moldes de inyección se divide en bases de molde, núcleos de molde y diversas piezas y sistemas auxiliares.
Base del molde
Es la base de todas las demás partes del molde. La base del molde suele ser de un material duro y rígido, como el acero templado. Sin embargo, el término "base" no se refiere a un único componente. En su lugar, diferentes tipos de placas se combinan en una sola placa con diversas funciones de montaje, como la perforación de agujeros.

Las diferentes placas se sujetan entre las placas de sujeción superior e inferior. La placa de sujeción inferior conecta el molde a la máquina de moldeo por inyección: placa del molde, placa del expulsor, placa de fijación del expulsor, etc., en función de las características específicas del molde.
Núcleo del molde
El núcleo del molde se combina con la cavidad para formar la cavidad con geometría hueca e interna. Proporciona estructura y soporta cierta parte de la presión de cierre. La forma del núcleo suele incluir filetes y bordes con ángulos de desmoldeo adecuados. Cuando se entrelazan el núcleo y la cavidad en la alineación correcta, forman un hueco o cavidad para aspirar la alimentación de plástico fundido.

Tras el moldeo, el núcleo se tira hacia atrás y el sistema de expulsión extrae la pieza de la cavidad estática. Los mecanismos comunes de extracción del núcleo son la extracción mecánica del núcleo, la extracción hidráulica del núcleo y la extracción neumática del núcleo.
Piezas auxiliares
Las piezas auxiliares son piezas de soporte que no están montadas debajo de la estructura del molde. Se montan temporalmente para facilitar el funcionamiento de las piezas del molde de inyección cerrado. Aunque las piezas auxiliares no intervienen en la forma y la geometría, son esenciales para mantener las tolerancias ajustadas, la integridad estructural y la calidad general de las piezas de plástico moldeadas por inyección.
Anillo de localización: Un anillo redondo en el lado móvil que guía el molde y lo sujeta a la máquina. Coloca la punta de la boquilla, el casquillo del bebedero y otras piezas relacionadas con la posición del molde en el lugar correcto.
Casquillo del bebedero: Un pequeño canal entre la punta de la boquilla y la entrada del canal.

Pasadores eyectores: Se aseguran de que la pieza final salga sana y salva.
Agarrador de material: Elemento que sujeta y guía los gránulos de plástico hacia el interior del cañón de la máquina.
Columnas de soporte: Cosas verticales sólidas entre la abrazadera delantera y la placa superior del molde. Sostienen las cosas y distribuyen la presión.

Placa eyectora: Una placa en el fondo que sujeta los pasadores eyectores.
Pasadores guía y bujes: Una mitad del pasador largo y la otra mitad del casquillo encajan para asegurarse de que todo está bien alineado.
Pasadores eyectores: Sujetan el conjunto eyector mientras los pasadores eyectores extraen la pieza.
Sistemas auxiliares
Los sistemas auxiliares son como componentes auxiliares. Ejemplos típicos del moldeo por inyección son los sistemas de canalización, expulsión y refrigeración, de los que ya hemos hablado anteriormente en este artículo.

Ajustes auxiliares
Los dos principales dispositivos auxiliares de los moldes de inyección son los agujeros de cáncamo y los agujeros KO. Estos dispositivos le permiten mover o reposicionar el molde y le ayudan a sacar la pieza.
Orificios para cáncamos: Estos agujeros roscados son para cáncamos. Se utilizan para mover moldes grandes con una grúa o polipasto.

Agujeros KO: Los agujeros KO están en la placa de sujeción trasera. Permiten que la placa eyectora y la pieza se muevan hacia atrás cuando la varilla eyectora las empuja.

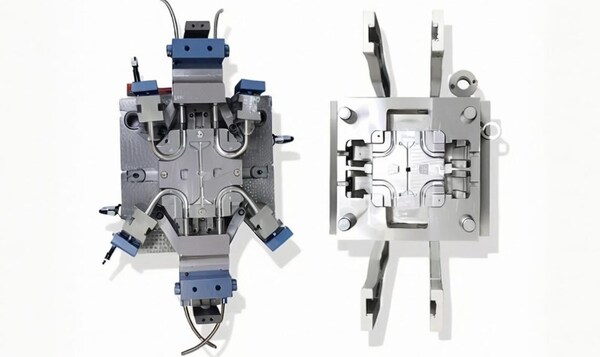
Estructuras de manipulación de esquinas muertas
En primer lugar, las esquinas muertas son zonas o rincones de difícil acceso para el procesado (llenado, enfriamiento, etc.). Por ejemplo, socavaduras, esquinas afiladas, ranuras profundas, etc. En este caso, estructuras como eyectores de esquinas, cilindros hidráulicos y correderas pueden ayudar con esta complejidad.

Diapositiva: La corredera se encuentra en el lado con el destalonado. El inserto deslizante y el mecanismo de perno soportan la socavación durante la solidificación y ayudan a retirar el lado socavado sin causar daños físicos.
Cilindro hidráulico: Un cilindro que proporciona la fuerza necesaria para mover la corredera.
Eyector angular: Un pasador eyector que se mueve en un ángulo específico para empujar la pieza fuera del molde desde zonas complicadas o de difícil acceso.
¿Cuáles son los tipos de moldes de inyección?
Hay muchos tipos diferentes de moldes de inyección, cada uno con sus propias capacidades de producción y estructuras de montaje de los componentes y sistemas incluidos. Estos son algunos tipos populares de moldes de inyección.

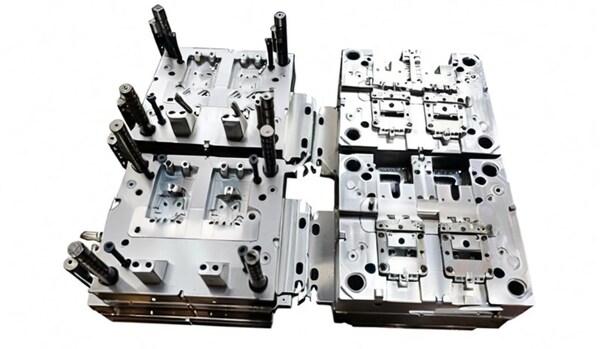
Moldes familiares
Entendamos primero los moldes de cavidad única y los moldes multicavidad. Los moldes de cavidad única producen un producto en un ciclo de producción, mientras que los moldes multicavidad producen varios productos idénticos.
Además, los moldes familiares tienen múltiples cavidades con diferentes geometrías. Esto significa que en una configuración de molde se realizan múltiples diseños, por ejemplo, moldear la carcasa, el botón y el soporte interno de un dispositivo de diagnóstico médico utilizando el mismo material.
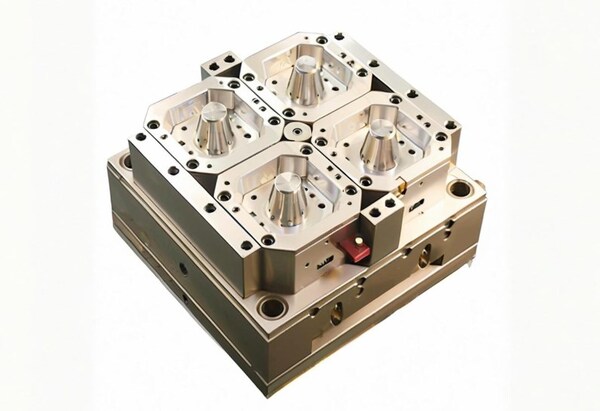
El diseño y el funcionamiento de los moldes pueden ser complejos, lo que significa que existe el riesgo de que se produzcan ciertos defectos, como una solidificación desigual y dimensiones incoherentes.
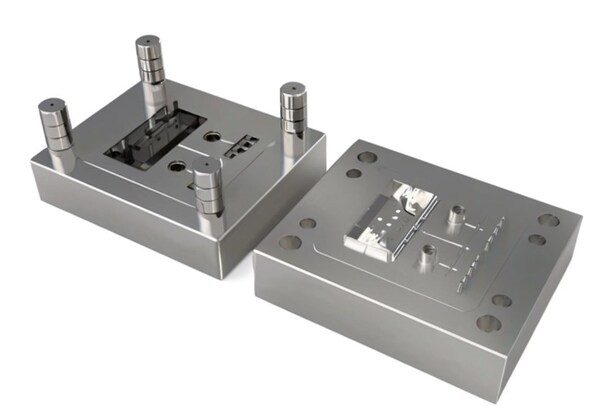
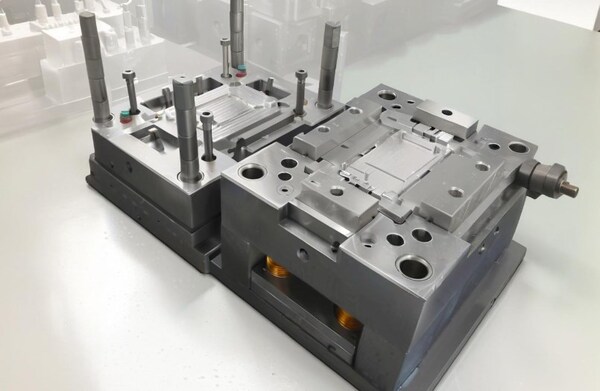
Moldes de dos placas
Se trata de una forma de molde sencilla que incluye sólo una mitad de molde móvil y una mitad de molde fijo, que se unen en la línea de partición. La principal característica de los moldes de dos placas es que una única línea de apertura facilita la apertura directa de la cavidad del molde de inyección y del núcleo para expulsar la pieza solidificada.

Si el molde tiene varias cavidades, los canales y las compuertas se mantienen cerca de la línea de apertura. Los fabricantes utilizan estos moldes para producir piezas pequeñas sin características complejas a bajo coste. Sin embargo, la alta presión provoca rebabas, y la estructura simple limita la flexibilidad del diseño del molde.
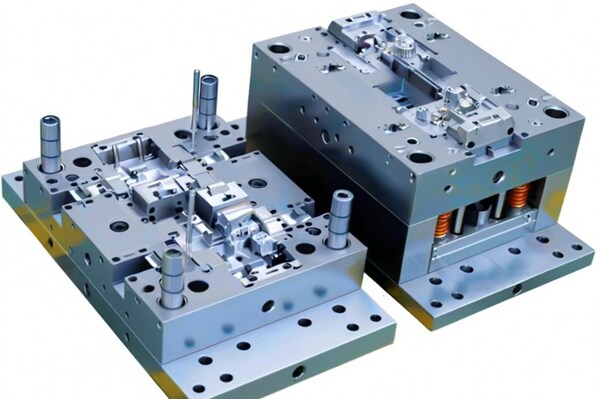
Moldes de tres placas
Los moldes de tres placas tienen dos o más líneas de separación; no se puede simplemente abrir la cavidad y el núcleo para obtener la pieza final. En su lugar, la placa de canal adicional separa el canal y la compuerta para que pueda extraer la pieza moldeada del canal por sí misma.

La sección o placa de alimentación no requiere que la ubicación del canal y la compuerta se sitúen cerca de la línea de separación de la cavidad y el núcleo, por lo que la compuerta puede colocarse separada del canal. Estos tipos de moldes son adecuados para formas complejas y requisitos de compuerta multipunto. Sin embargo, el utillaje del molde de inyección y los costes de producción son relativamente caros.
Moldes apilados
Se toman varios moldes y se apilan. Así, la cavidad es mayor que la de un molde de inyección normal. Cuando un molde expulsa la pieza, el otro la inyecta, y el ciclo funciona al mismo tiempo.

Así se duplica el número de piezas en un ciclo. Además, la cavidad no tiene que tener la misma forma o tamaño en todos los lados. Esto es realmente bueno cuando se tienen diferentes componentes de moldes de inyección que necesitan ser ensamblados.
Los moldes apilables son una excelente forma de mejorar la eficacia de la producción, especialmente para el moldeo de grandes volúmenes. Con la ayuda de máquinas avanzadas, puede automatizar el proceso de moldeo por inyección de plástico y mantener tolerancias estrictas.

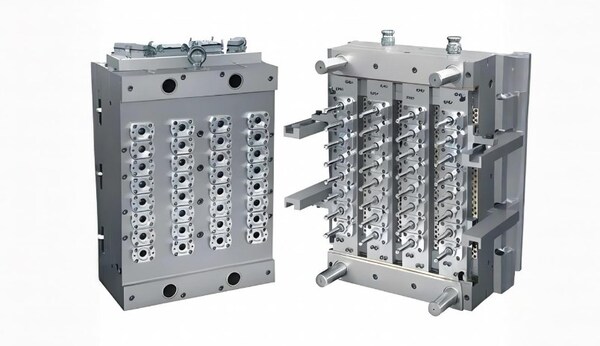
Molde Twist-Out
Los moldes twist-out se utilizan para fabricar superficies roscadas, como tapones de botella. Tienen un núcleo roscado que empuja la pieza sólida hacia fuera a través del ciclo de torsión. Al mismo tiempo, un mecanismo de piñón y cremallera ayuda a extraer el núcleo interno.

Si necesita muchas piezas roscadas de precisión con características superficiales similares, el molde de roscar es la mejor opción.
Molde de inserción
Estos moldes especiales tienen piezas metálicas dentro de la pieza de plástico. El plástico rodea las piezas metálicas y las mantiene en su sitio cuando se enfría. El moldeo por inserción se utiliza para tornillos en piezas de plástico y piezas metálicas para electrónica.

El inserto se coloca y fija dentro del molde por medios manuales o automáticos. Cuando se hace manualmente, se coloca en el molde a mano. La alineación y el posicionamiento adecuado se consiguen mediante pasadores, ranuras o soportes magnéticos. Como alternativa, los sistemas robotizados o los alimentadores realizan automáticamente las inserciones antes de cada ciclo de moldeo.
Molde multidisparo
Este molde se utiliza para fabricar piezas con múltiples colores y materiales. El molde tiene varias máquinas de inyección que pueden inyectar material fundido en la cavidad al mismo tiempo. Una vez moldeada la primera inyección, se realizan más inyecciones encima. Para facilitar las inyecciones múltiples, el molde está conectado a un mecanismo giratorio, móvil o de retorno del núcleo.

Los moldes multidisparo son ideales para combinar materiales termoestables y termoplásticos. Puede combinar varios materiales termoplásticos en una sola pieza, o puede combinar varios materiales termoplásticos en una sola pieza. Por ejemplo, puede utilizarlos para añadir empuñaduras a mangos de herramientas termoestables, cerdas de cepillos de dientes, juntas, juntas tóricas, etc.
Resumen
Los moldes de inyección son herramientas utilizadas para fabricar productos de plástico. Deciden la forma y el tamaño del producto y tienen muchas piezas y sistemas. Las piezas principales son las bases de molde, los núcleos de molde, los sistemas de refrigeración, los sistemas de canal, los sistemas de expulsión y los sistemas de guía.
Hay muchos tipos de plástico moldes de inyecciónExisten varios tipos de moldes, como los moldes de dos placas, los moldes de tres placas, los moldes apilables, los moldes giratorios, los moldes multidisparo, etc., que se adaptan a diferentes necesidades de producción. Cada tipo de molde tiene características estructurales y capacidades de producción específicas.
El material del molde de inyección suele seleccionarse entre metales de alta resistencia para cumplir los requisitos de fabricación de productos de plástico duraderos y precisos.







