 Ir al contenido
Ir al contenido 

El moldeo por inyección es un proceso de fabricación muy utilizado para fabricar piezas de plástico con gran precisión y eficacia. Pero un problema común al que se enfrentan los fabricantes es la rebaba, que puede afectar a la calidad del producto final. En esta completa guía, analizaremos las causas de las rebabas y exploraremos diferentes técnicas y estrategias para reducirlas en el proceso de moldeo por inyección.

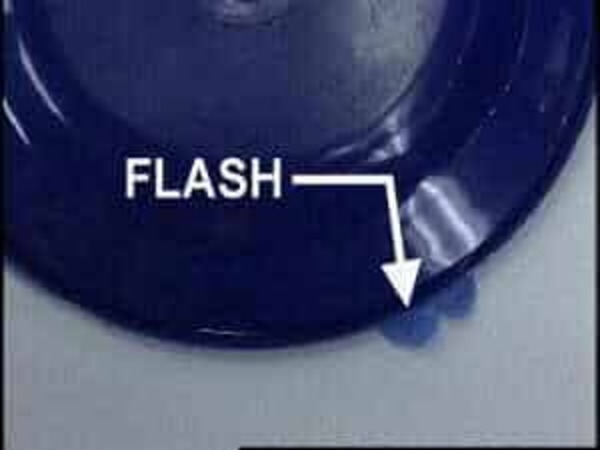
I. ¿Qué es Flash?
La rebaba, también conocida como rebaba o exceso de material, es una fina capa de plástico que sobresale de la forma prevista de la pieza moldeada. Suele producirse en la línea de separación o en los bordes de la cavidad del molde porque el material sobrante se escapa durante el proceso de moldeo. Aunque la rebaba pueda parecer un problema menor, puede hacer que el producto final tenga un tamaño incorrecto, un mal aspecto o no funcione correctamente.
Las rebabas suelen producirse en las líneas de partición del molde, como las superficies de partición de los moldes móviles y estacionarios, los ajustes por deslizamiento, las holguras de los insertos y las holguras de los pasadores del núcleo. Las rebabas se deben principalmente a que la fuerza de sujeción del molde o de la máquina no es suficiente. En general, es imposible que las piezas de plástico estén completamente libres de rebabas debido a un montón de factores diferentes.

II. Causas de las rebabas en las piezas moldeadas por inyección
1. Presión de inyección excesiva
Cuando la presión de inyección es demasiado alta, el plástico fundido es forzado a entrar en todos los huecos y grietas del molde, y así es como se producen las rebabas.
2. Ventilación inadecuada del gas plástico por el molde
Cuando los materiales plásticos se inyectan en un molde, producen gas. Si el molde no ventila bien el gas, se producirán llamaradas.
3. Temperatura de molde no uniforme
Las rebabas también pueden deberse a una temperatura irregular del molde. Cuando la temperatura del molde no es uniforme, el plástico no fluye de manera uniforme, lo que puede provocar rebabas.
4. Diseño deficiente del molde
Un mal diseño del molde, como canales de flujo o esquinas estrechas, puede entorpecer el flujo del plástico y provocar rebabas.

5. Problemas con el cilindro de plástico o el alimentador
Si el cilindro de plástico o el alimentador están estropeados, por ejemplo, si el plástico no es del tamaño adecuado o tiene residuos, el plástico no fluirá correctamente y se producirán destellos.
6. Control inadecuado del proceso de inyección
Si no ajusta bien los parámetros, como la temperatura del molde, la presión y la velocidad, obtendrá destellos cuando esté moldeando por inyección.
7. Desalineación o inadaptación del molde
Si el molde se instala de forma incorrecta o el molde no se coloca correctamente, las piezas no se colocarán correctamente durante el proceso de moldeo por inyección, lo que provocará un destello.
8. Temperatura no uniforme durante el proceso de inyección
Cuando el plástico se funde de forma desigual durante la inyección, se contrae de forma desigual al enfriarse. Esto puede provocar rebabas.
9. Velocidad de inyección excesiva de la máquina de moldeo por inyección
Si inyecta el plástico demasiado rápido, el molde no se llenará completamente. Esto significa que el plástico no fluirá bien y obtendrá destellos.
10. Ventilación inadecuada del moho
Si el molde no se ventila correctamente durante el moldeo por inyección, el gas no puede escapar lo suficientemente rápido, y es entonces cuando se producen las llamaradas.
11. Fuerza de sujeción insuficiente
Si la fuerza de apriete no es suficiente, el molde no se cerrará del todo y el plástico fundido se saldrá y producirá rebabas.
12. Características de los materiales
Algunos materiales termoplásticos son más propensos a saltar debido a su grosor, su contracción y su fluidez.

13. Parámetros de moldeo
Si no tienes los ajustes correctos, vas a tener flash. Se puede obtener flash de demasiada velocidad de inyección, demasiada variación de temperatura, o demasiado tiempo de enfriamiento.
14. Inyección excesiva de plástico en el molde
15. Temperatura del plástico demasiado alta. Reduzca la temperatura de fusión.
16. Paradas intermitentes durante la operación de producción.
17. Distribución desigual de la presión de inyección dentro del molde.
18. Los objetos extraños se convierten en protuberancias en la superficie del molde.
19. No hay piezas de inyección en el molde y/o en la superficie del molde.
20. El área de proyección es demasiado grande.
21. Una ventilación inadecuada hace que el plástico salga de la cavidad del molde.

III. Soluciones a las rebabas en las piezas moldeadas por inyección
Flash es un gran problema en moldeo por inyección. Da mal aspecto a tus piezas y te cuesta dinero. Hay que atacar el flash desde varios ángulos. Aquí tienes algunas cosas que puedes hacer para deshacerte del flash:
1. Ajustar el tiempo de inyección
Si inyecta demasiado rápido, el plástico rodeará los bordes del molde y provocará rebabas. Si ajusta el tiempo de inyección, puede reducir el tiempo que el plástico está en los bordes del molde.
2. Ajustar la presión de inyección
Si utiliza demasiada presión de inyección, el material fundido llenará el molde demasiado deprisa y se producirán llamaradas. Puede controlar la rapidez con la que el material fundido llena el molde ajustando la presión de inyección.

3. Ajustar el diseño del molde
Si el diseño de su molde es malo, es posible que no consiga un llenado uniforme del material fundido, lo que puede causar rebabas. Puede solucionar los problemas de rebabas rediseñando el molde, especialmente las secciones de la compuerta y el canal de rebose.
4. Ajustar la calidad del material
Si utiliza un material inadecuado, el proceso de moldeo por inyección será inestable y se producirán rebabas. Si utiliza un buen material, el proceso de moldeo por inyección será estable y no se producirán rebabas.
5. Comprobar las condiciones del equipo
Si su equipo está en mal estado, su proceso de moldeo por inyección será inestable y obtendrá flash. Debe inspeccionar y mantener su equipo con regularidad para que funcione correctamente y reducir las rebabas.
6. Utilizar herramientas de desinstalación
El uso de herramientas especiales de desbarbado puede eliminar eficazmente las rebabas de los moldes de inyección, garantizando el aspecto y la calidad de sus productos.

7. Optimizar los procesos de producción
Si quiere que su proceso de moldeo por inyección más automatizado, reducir la cantidad de trabajo manual que tiene que hacer y reducir la cantidad de flashes que recibe, necesita optimizar su proceso de producción.
8. Ajustar la estructura del molde
Si el flash se debe a un mal diseño del molde, es posible que tenga que rediseñar el molde para evitar canales de flujo o esquinas estrechas.
9. Ajustar la temperatura del molde
Si le salen destellos porque la temperatura del molde es desigual, es posible que tenga que ajustar la temperatura del molde para que sea uniforme.
10. Ajuste de los parámetros del proceso de moldeo por inyección
Si observa destellos, puede solucionarlos cambiando el proceso de moldeo por inyección. Puede cambiar la velocidad y la presión de inyección.
11. Mantenimiento regular de los moldes
Para evitar las rebabas y otros defectos, es necesario mantener los moldes. Esto significa limpiar los moldes y sustituir sus componentes.
12. Utilizar materias primas de alta calidad
Si utilizas materias primas de mala calidad, te saldrán destellos. Así que, para evitarlo, utiliza materias primas de alta calidad.
13. Ajustar la temperatura de fusión
Si observa que la temperatura de fusión es demasiado alta o demasiado baja, deberá ajustarla en consecuencia.
14. Compruebe la fuerza de sujeción del molde y auméntela si es necesario.
Si el molde no está bien cerrado, puede aumentar la fuerza de sujeción según sea necesario.
15. Comprobar la instalación y colocación del molde
Asegúrese de que el molde está instalado correctamente y colocado con precisión para evitar que se desalinee.
16. Ajustar el sistema de control de temperatura durante el proceso de moldeo por inyección
Asegúrese de que la temperatura es la misma en todo el moldeado por inyección. De lo contrario, el plástico se derretirá de forma desigual y se producirán rebabas.
17. Ajustar la velocidad de inyección de la máquina de moldeo por inyección
Ajuste la velocidad de inyección de la máquina de moldeo por inyección en función de la forma y el tamaño del producto moldeado por inyección para garantizar que la cavidad del molde se llena por completo y evitar que se produzcan rebabas.

18. Comprobar el sistema de ventilación del moho
Asegúrese de que los canales de ventilación del molde están despejados, lo que ayuda a que el gas salga rápidamente de la cavidad del molde y a evitar las rebabas. Una mejor ventilación del molde permite que el aire atrapado y el material sobrante salgan mejor, por lo que es menos probable que se produzcan rebabas.
19. Utilizar agentes desmoldeantes
Pulverice agentes desmoldeantes o recubrimientos sobre la superficie del molde para facilitar la salida de las piezas y reducir la fricción, lo que ayudará a evitar las rebabas.
20. Aplicar la supervisión de procesos
Utilice sistemas avanzados de supervisión de procesos para controlar aspectos importantes como la temperatura, la presión y el tiempo de ciclo. De este modo, podrá realizar cambios de inmediato y evitar que se produzcan rebabas.
21. Operaciones posteriores al moldeo
Para eliminar las rebabas y que la pieza tenga el aspecto adecuado, hay que recortar, desbarbar y acabar la superficie.
Así que, para resumir, tienes que hacer un montón de cosas para arreglar flash en moldeo por inyección. Hay que ajustar el tiempo y la presión de inyección, asegurarse de que el molde está bien diseñado, utilizar buenos materiales, comprobar el equipo, utilizar herramientas de desbarbado y asegurarse de que el proceso es bueno. Si hace todo eso, tendrá más posibilidades de hacer piezas buenas y de que no se produzcan rebabas.
Además, cuando se trata de solucionar problemas de rebabas en el moldeo por inyección, hay que ser detallista y paciente. Hay que seguir probando diferentes cosas y haciendo ajustes hasta encontrar la mejor manera de solucionar el problema. También debe mantenerse en contacto con su equipo de producción y sus clientes para poder solucionar los problemas con rapidez y hacer que toda la operación funcione mejor.

IV. Conclusión
La formación de rebabas es un problema común en el moldeo por inyección, pero con las estrategias y técnicas adecuadas, puede minimizar su impacto en la calidad del producto y la eficiencia de la producción. Optimizando el diseño del molde, ajustando los parámetros de inyección y aplicando un control avanzado del proceso, podrá obtener grandes resultados y mantenerse por delante de la competencia.
En conclusión, reducir el flash en moldeo por inyección requiere una combinación de conocimientos técnicos, planificación estratégica y mejora continua. Si hace de la reducción de las rebabas una prioridad, podrá mejorar la calidad del producto, reducir costes e impulsar el éxito empresarial en el competitivo entorno de fabricación actual.







