 Ir al contenido
Ir al contenido 

Introducción
La fabricación de moldes de inyección es un proceso largo y complicado. Son muchos los pasos que hay que dar en lo que parece una operación sencilla. Sabe en qué consiste el proceso de fabricación de moldes de inyección?
Ahora se lo contaré en detalle. El plástico moldeo por inyección El proceso de fabricación de moldes de inyección incluye principalmente: aceptación de las necesidades personalizadas de los clientes, diseño de moldes por parte del equipo de ingeniería, fabricación de moldes de inyección de plástico fundido, inspección y prueba de moldes, modificación y reparación de moldes y mantenimiento de moldes. A continuación le llevaré a entender uno por uno.

Aceptar las necesidades personalizadas de los clientes
Cuando se quiere hacer un molde de plástico, se entrega al fabricante de moldes un dibujo o una muestra del producto que se quiere fabricar. El fabricante de moldes necesita saber cómo se va a utilizar la pieza, cómo se va a procesar y la precisión que necesita.

Para cumplir los requisitos de la producción de moldes de plástico, necesitamos recopilar, analizar y digerir los datos de los productos para satisfacer las necesidades personalizadas de los clientes.
Diseño de moldes
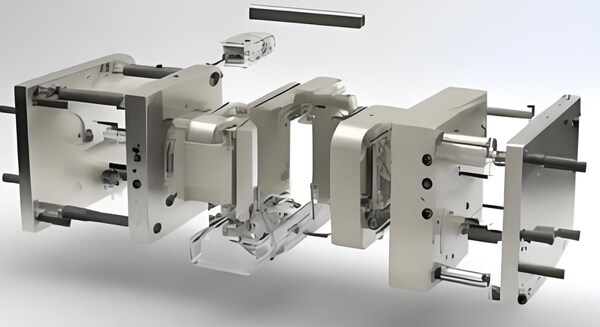
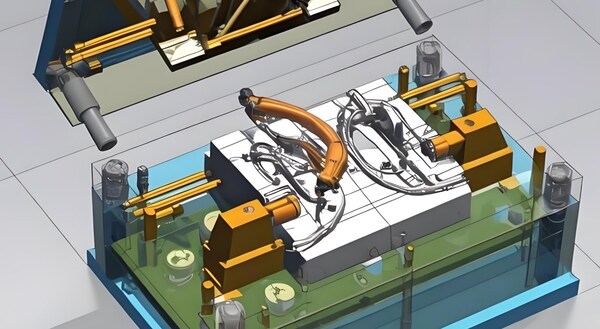
El diseño del molde de inyección es la parte más importante de todo el proceso de fabricación de moldes. La estructura y el tamaño del molde deben determinarse en función de los requisitos y las características del producto. A continuación se indican los pasos para diseñar un molde de inyección.
Trabajos preparatorios antes del diseño
Libro de tareas de diseño; familiarizarse con las piezas de plástico, incluida su forma geométrica, los requisitos de uso de las piezas de plástico y las materias primas de las piezas de plástico; comprobar la procesabilidad de moldeo de las piezas de plástico; aclarar el modelo y las especificaciones de la máquina de moldeo por inyección.
Pasos del diseño de la estructura del molde de inyección
Contar el número de orificios. Condiciones: volumen máximo de inyección, fuerza de cierre, requisitos de precisión del producto, economía; elegir dónde dividir. El principio debe ser una estructura de molde sencilla, fácil de dividir y sin impacto en la apariencia y el uso de las piezas de plástico; decida dónde colocar los orificios.

Decida cómo sacar la pieza del molde, incluyendo el canal principal, el canal secundario, la compuerta, el pozo de inyección en frío, etc. Diseñe diferentes formas de sacar la pieza del molde en función de dónde quede la pieza de plástico en el molde.

Decida cómo controlar la temperatura. El sistema de control de la temperatura lo decide principalmente el tipo de plástico. Cuando decida utilizar un inserto en el molde o núcleo, divídalo en secciones y fabrique los insertos y fíjelos al mismo tiempo.

Averiguar el método de escape. En general, el escape puede lograrse mediante la separación entre la superficie de separación del molde y el mecanismo de expulsión y el molde. Para moldes de inyección grandes y de alta velocidad, se debe diseñar el método de escape correspondiente; determine las dimensiones principales del molde de inyección.

Utilice la fórmula para calcular las dimensiones de trabajo de las piezas moldeadas. Determine el grosor de la pared lateral de la cavidad del molde, el grosor de la placa del fondo de la cavidad, la almohadilla del núcleo, el grosor de la placa móvil, el grosor de la placa de la cavidad de la cavidad tipo bloque y la altura de cierre del molde de inyección.

Elija una base de molde estándar.Basándose en las dimensiones diseñadas y calculadas del molde de inyección, elija una base de molde estándar para el molde de inyección, e intente elegir componentes de molde estándar; esboce la estructura del molde.
Al diseñar un molde, es muy importante dibujar un boceto estructural completo del molde y dibujar un diagrama de la estructura del molde. Compruebe las dimensiones relevantes del molde y de la máquina de inyección.

Compruebe los parámetros de la máquina de moldeo por inyección utilizada: incluido el volumen máximo de inyección, la presión de inyección, la fuerza de sujeción y el tamaño de la pieza de instalación del molde, la carrera de apertura del molde y el mecanismo de expulsión.
Revisión de piezas moldeadas por inyección diseño. Realizar una revisión preliminar y obtener el consentimiento del usuario. Al mismo tiempo, es necesario confirmar y modificar los requisitos del usuario; dibujar el plano de montaje del molde.

Indique claramente la relación de ensamblaje, las dimensiones necesarias, los números de serie, las listas detalladas, las barras de título y los requisitos técnicos de cada pieza del moldeado por inyección (los requisitos técnicos incluyen los siguientes elementos.

requisitos de rendimiento de la estructura del molde, como los requisitos de montaje del mecanismo de expulsión y del mecanismo de extracción del núcleo; requisitos del proceso de montaje del molde, como la holgura de ajuste de la superficie de separación y el paralelismo de las superficies superior e inferior del molde.

requisitos de uso del molde; tratamiento antioxidante, numeración del molde, rotulación, sellos de aceite y requisitos de almacenamiento; requisitos para moldes de prueba e inspecciones).
Haga los dibujos de las piezas de moldeo. El orden para hacer los dibujos de las piezas es: primero el interior, luego el exterior, primero lo complejo, luego lo simple, y primero las piezas de moldeo, luego las estructurales. Compruebe los planos de diseño.

La comprobación final del diseño del molde de inyección es la comprobación final del diseño del molde de inyección, y debe prestarse más atención al rendimiento de procesamiento de las piezas.
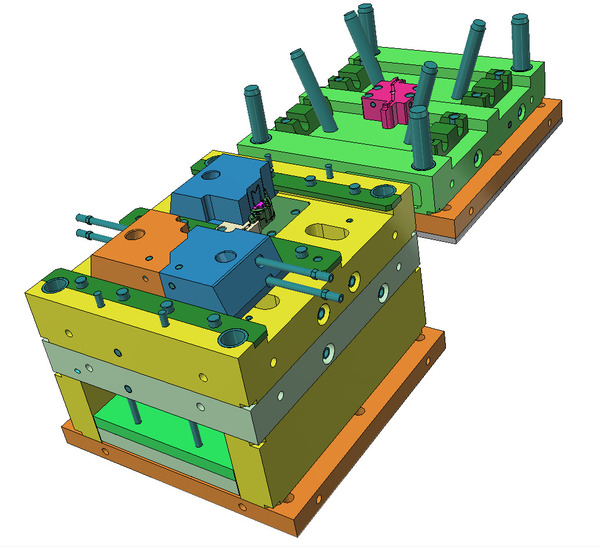
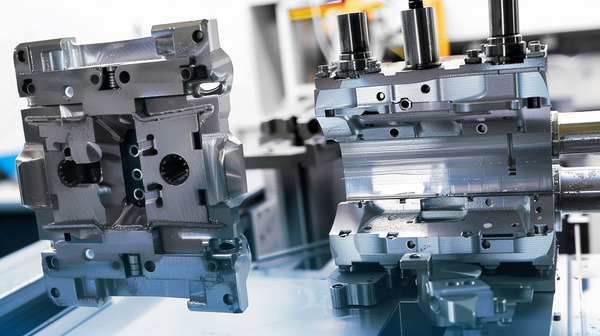
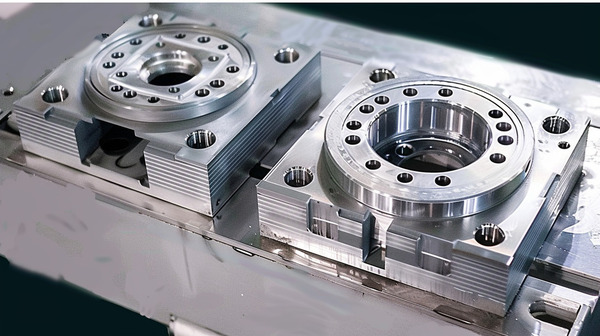
Fabricación de moldes
Programación, extracción de electrodos
Una vez realizado el diseño del molde, es necesario realizar el programa CNC en función de las condiciones de procesamiento de cada pieza y de si es necesario extraer el electrodo para la electroerosión.

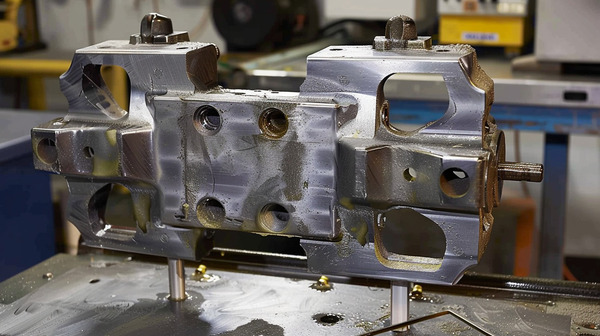
Mecanizado
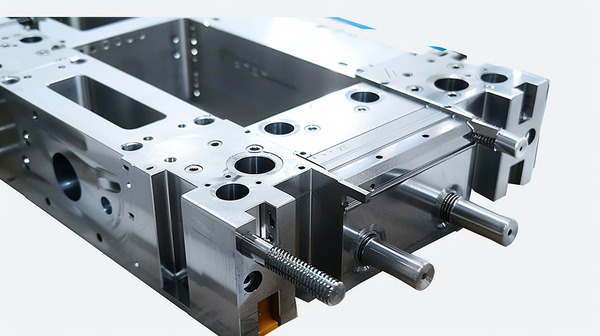
El procesamiento mecánico del molde incluye procesamiento CNC, procesamiento EDM, procesamiento de corte de alambre, procesamiento de perforación profunda, etc. Después de pedir la base del molde y los materiales, el molde sólo está en un estado de procesamiento aproximado o sólo material de acero.
En este momento, debe llevarse a cabo una serie de procesamientos mecánicos de acuerdo con la intención de diseño del molde para fabricar diversas piezas

El mecanizado CNC, o mecanizado por control numérico computerizado, es un centro de mecanizado que utiliza el control numérico. Requiere diversos procesos de mecanizado, selección de herramientas, parámetros de mecanizado y otros requisitos.

El mecanizado por electroerosión, o mecanizado por descarga eléctrica, es un proceso de mecanizado que utiliza la descarga eléctrica para erosionar el material hasta el tamaño requerido, por lo que sólo puede procesar materiales conductores. Los electrodos utilizados suelen ser de cobre y grafito.
Conjunto fijador
Un montador desempeña un papel muy importante en el proceso de fabricación de moldes, y su trabajo debe abarcar todo el proceso de fabricación de moldes. El trabajo de un montador es competente en el montaje de moldes de ajuste, torneado, fresado, rectificado y taladrado.
Salvado y pulido de moldes
El salvado y pulido de moldes es el proceso de utilizar papel de lija, piedra de aceite, pasta de diamante y otras herramientas para procesar las piezas del molde después de que el molde sea procesado por CNC, EDM y ajustador antes de que el molde sea ensamblado.

Inspección de moldes de inyección
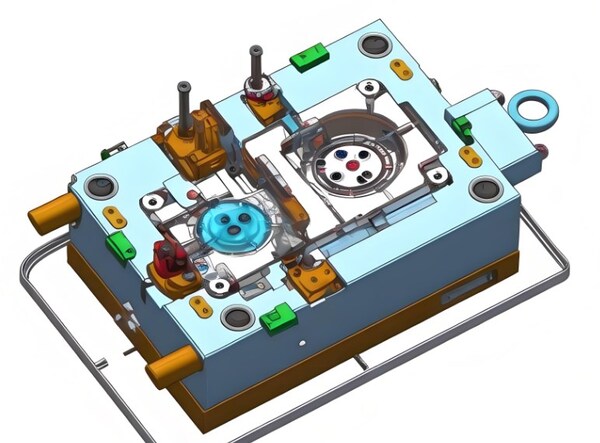
Aspecto del moho
La placa de identificación del molde tiene un contenido completo, caracteres claros y una disposición ordenada. La placa de identificación debe fijarse en el pie del molde cerca de la plantilla y el ángulo de referencia. La placa de identificación se fija de forma fiable y no es fácil de despegar.

La boquilla de agua de refrigeración debe ser una boquilla enchufable de bloque de plástico, y el cliente tiene otros requisitos. La boquilla de agua de refrigeración no debe sobresalir de la superficie del marco del molde. La boquilla de agua de refrigeración debe procesarse con orificios avellanados.

El diámetro del agujero avellanado es de 25 mm, 30 mm y 35 mm. La boquilla de agua de refrigeración debe tener marcas de entrada y salida.

Los caracteres y números ingleses marcados deben ser superiores a 5/6, y la posición debe ser de 10 mm directamente debajo de la boquilla de agua. La letra debe ser clara, bonita, nítida y estar espaciada uniformemente.

Los accesorios del molde no deben afectar al izado y almacenamiento del molde. Durante la instalación, debajo quedan expuestos cilindros de aceite, boquillas de agua, mecanismos de preajuste, etc., que deben protegerse con patas de apoyo.

La instalación de las patas de apoyo debe fijarse al bastidor del molde con tornillos a través de las patas de apoyo. Las patas de soporte demasiado largas pueden fijarse al bastidor del molde mecanizando columnas roscadas externas. El tamaño del orificio de expulsión del molde debe cumplir los requisitos de la especificación moldeo por inyección máquina.

No se puede utilizar sólo una expulsión central a menos que sea un molde pequeño. El anillo de posicionamiento debe fijarse de forma fiable, con un diámetro de anillo de 100mm y 250mm. El anillo de posicionamiento es 10~20mm más alto que la placa inferior a menos que el cliente tenga otros requisitos.

Las dimensiones externas del molde deben cumplir los requisitos de la máquina de moldeo por inyección especificada. Los moldes con requisitos de instalación direccional deben marcarse con flechas en la plantilla delantera o trasera para indicar la dirección de instalación.

Junto a la flecha debe aparecer "ARRIBA". Tanto la flecha como el texto son de color amarillo y la altura es de 50 mm. No debe haber picaduras, óxido, anillos de elevación adicionales, vapor de agua dentro y fuera, agujeros de aceite, etc. en la superficie del marco del molde, así como defectos que afecten a la apariencia.

El molde debe ser fácil de levantar y transportar. Las piezas del molde no deben desmontarse durante la elevación, y los anillos de elevación no deben interferir con el grifo, el cilindro de aceite, la varilla de preajuste, etc.

Material y dureza del molde
El marco del molde debe utilizar un marco de molde estándar que cumpla con las normas. Los materiales de las piezas de formación del molde y del sistema de vertido (núcleo, inserto móvil del molde, inserto móvil, cono desviador, varilla de empuje, manguito de compuerta) están hechos de materiales con un rendimiento superior a 40Cr.

Cuando se moldean plásticos que se corroen fácilmente por el molde, las piezas moldeadas deben estar hechas de materiales resistentes a la corrosión, o se deben tomar medidas anticorrosivas en sus superficies de moldeo. La dureza de las piezas moldeadas no debe ser inferior a 50HRC, o la dureza del tratamiento de endurecimiento de la superficie debe ser superior a 600HV.

Prueba de moldes de inyección
Precauciones antes del ensayo
El marco del molde debe utilizar un marco de molde estándar que cumpla con las normas. Los materiales de las piezas de formación del molde y del sistema de vertido (núcleo, inserto móvil del molde, inserto móvil, cono desviador, varilla de empuje, manguito de compuerta) están hechos de materiales con un rendimiento superior a 40Cr.

Cuando se moldean plásticos que se corroen fácilmente por el molde, las piezas moldeadas deben estar hechas de materiales resistentes a la corrosión, o se deben tomar medidas anticorrosivas en sus superficies de moldeo. La dureza de las piezas moldeadas no debe ser inferior a 50HRC, o la dureza del tratamiento de endurecimiento de la superficie debe ser superior a 600HV.

Después de confirmar que las distintas partes del molde se mueven correctamente, es necesario seleccionar una máquina de moldeo por inyección de moldes de prueba adecuada. Al seleccionar, debe prestar atención a: ¿cuál es el volumen máximo de inyección de la máquina de moldeo por inyección.

si la distancia interior del tirante puede acomodarse al molde; si la carrera de movimiento máxima de la plantilla móvil cumple los requisitos; si otras herramientas y accesorios relacionados del molde de prueba están totalmente preparados.

Una vez confirmado que todo está bien, el siguiente paso es colgar el molde. Al colgarlo, hay que tener en cuenta que antes de bloquear todas las placas de sujeción y abrir el molde, no se debe retirar el gancho para evitar que la placa de sujeción se afloje o se rompa y provoque la caída del molde.

Una vez colocado el molde, vuelva a comprobar que todas las piezas mecánicas funcionan correctamente. Asegúrese de que la placa deslizante, el pasador eyector, la estructura de retirada de dientes y el interruptor de fin de carrera funcionan correctamente. Asegúrese también de que la boquilla de inyección y el puerto de alimentación están alineados.

Ahora, hablemos del siguiente paso, que es la acción de cierre del molde. En este momento, la presión de cierre del molde debe reducirse. Durante la acción manual y de baja velocidad de cierre del molde, debe prestar atención a si hay algún movimiento no suave y sonido anormal.

El proceso de izado del molde es en realidad muy sencillo. Lo principal que hay que hacer con cuidado es que es difícil ajustar el centro de la compuerta del molde y la boquilla. Por lo general, el centro se puede ajustar mediante el uso de un papel de prueba.

Aumenta la temperatura del molde: Dependiendo del material que utilice y del tamaño del molde, elija un controlador de temperatura de moldes que le permita alcanzar la temperatura necesaria para fabricar las piezas.

Después de aumentar la temperatura del molde, compruebe de nuevo el movimiento de cada pieza, porque el acero puede causar atascos en el molde después de la expansión térmica, así que preste atención al deslizamiento de cada pieza para evitar tensiones y vibraciones.

Si la fábrica no aplica la regla del plan experimental, se recomienda que al ajustar las condiciones del molde de prueba, sólo se pueda ajustar una condición a la vez, para distinguir el impacto de un solo cambio de condición en el producto.

Procure utilizar las mismas materias primas para el molde de prueba y la futura producción en serie. No pruebe el molde por completo con materiales inferiores. Si hay un requisito de color, puede organizar una prueba de color al mismo tiempo.
El procesamiento secundario suele verse afectado por problemas como la tensión interna. Después del molde de prueba, el molde debe ser procesado para el procesamiento secundario cuando el producto es estable. Después de cerrar lentamente, ajuste la presión de sujeción y muévala varias veces para comprobar si hay una presión de sujeción desigual para evitar rebabas y la deformación del molde del producto.

Una vez hecho esto, puede reducir la velocidad y la presión de cierre del molde, ajustar la varilla de seguridad y la carrera de expulsión y, a continuación, ajustar el cierre normal del molde y la velocidad de cierre del molde. Si interviene el interruptor de fin de carrera para la carrera máxima, deberá ajustar la carrera de apertura del molde para que sea un poco más corta y cortar la acción de apertura del molde a alta velocidad antes de que el molde alcance su carrera máxima.

Esto se debe a que durante el período de carga del molde, la carrera de acción de alta velocidad es más larga que la de baja velocidad en toda la carrera de apertura del molde. En la máquina de plástico, la varilla expulsora mecánica también debe ajustarse para que actúe después de la acción de apertura del molde a toda velocidad para evitar la deformación de la placa expulsora o la placa de desmoldeo debido a la fuerza.

Antes de empezar a moldear, compruebe lo siguiente: ¿La carrera de alimentación es demasiado larga o demasiado corta? ¿La presión es demasiado alta o demasiado baja? ¿La velocidad de llenado es demasiado rápida o demasiado lenta? ¿El ciclo de procesamiento es demasiado largo o demasiado corto?

Para evitar disparos cortos, roturas, deformaciones, rebabas e incluso daños en el molde. Si el tiempo de ciclo es demasiado corto, el expulsor empujará la pieza o el anillo separador la apretará. Puede tardar dos o tres horas en extraer la pieza. Si el tiempo de ciclo es demasiado largo, las partes delgadas y débiles del núcleo pueden romperse debido a la contracción del caucho.

No se pueden predecir todos los problemas que pueden surgir durante un juicio por moho, pero anticiparse y tomar medidas le ayudará a evitar problemas graves y costosos.

Los principales pasos del juicio por moho
Para evitar perder tiempo y esfuerzo durante la producción en serie, debe ser paciente y ajustar y controlar las distintas condiciones de procesamiento, encontrar las mejores condiciones de temperatura y presión, y establecer procedimientos estándar de prueba de moldes que pueda utilizar todos los días.

Compruebe si la resina plástica del barril es la correcta y si se ha cocido de acuerdo con la normativa (si se utilizan diferentes materiales plásticos para el ensayo y la producción del molde, pueden obtenerse resultados diferentes).

Asegúrese de limpiar bien el tubo de material para no inyectar goma en mal estado o material extraño en el molde. La goma en mal estado y el material extraño pueden atascar el molde. Compruebe si la temperatura del tubo de material y la temperatura del molde son adecuadas para el material que está utilizando.

Cambie la presión y el volumen de inyección para que el producto quede bien. Pero no deje que parpadee, sobre todo cuando algunas piezas no estén totalmente solidificadas. Piénselo bien antes de cambiar todos los ajustes de control, porque un pequeño cambio en la velocidad de llenado puede suponer una gran diferencia en el llenado.

Tenga paciencia y espere a que se estabilicen las condiciones de la máquina y del molde. Incluso una máquina de tamaño medio puede tener que esperar más de 30 minutos. Este tiempo puede aprovecharse para comprobar posibles problemas con el producto.

El tiempo de avance del tornillo no debe ser inferior al tiempo que tarda en solidificarse el plástico de la compuerta, de lo contrario se reducirá el peso del producto, lo que perjudicará su rendimiento. Y cuando el molde se calienta, el tiempo de avance del tornillo también debe prolongarse para compactar el producto.

Un ajuste razonable reduce el ciclo total de procesamiento. Ejecute las condiciones recién ajustadas durante al menos 30 minutos hasta que se estabilicen y, a continuación, produzca de forma continua al menos una docena de muestras de molde completo, marque la fecha y la cantidad en el recipiente y colóquelas por separado según la cavidad del molde para comprobar su estabilidad de funcionamiento real y derivar tolerancias de control razonables (especialmente valioso para moldes de varias cavidades).
Mida y anote las dimensiones importantes de las muestras continuas (espere a que las muestras se enfríen a temperatura ambiente antes de medirlas).
Compruebe el tamaño de cada muestra de molde y busque: si el tamaño del producto es estable; si algunas dimensiones presentan una tendencia al alza o a la baja, lo que significa que las condiciones de procesamiento de la máquina siguen cambiando, como un mal control de la temperatura o de la presión del aceite; si el cambio de tamaño se encuentra dentro del intervalo de tolerancia.

Si el tamaño del producto no cambia y las condiciones de procesamiento son normales, hay que ver si la calidad del producto en cada cavidad es aceptable y si su tamaño está dentro de la tolerancia permitida. Anote los números de cavidad que sean sistemáticamente mayores o menores que la media para comprobar si el tamaño del molde es correcto.

Registrar los parámetros obtenidos durante la prueba del molde
Registre y analice los datos según sea necesario para modificar el molde y las condiciones de producción, y como referencia para futuras producciones en serie.

Prolongar el tiempo de procesamiento para estabilizar la temperatura de la masa fundida y la temperatura del aceite hidráulico.
Ajuste las condiciones de la máquina de acuerdo con el tamaño de todos los productos que son demasiado grandes o demasiado pequeños. Si la tasa de contracción es demasiado grande y el producto parece estar bajo tiro, también puede referirse a aumentar el tamaño de la puerta.

Si el tamaño de la cavidad es demasiado grande o demasiado pequeño, arréglelo. Si el tamaño de la cavidad y de la compuerta siguen siendo buenos, intente cambiar las condiciones de la máquina, como la velocidad de llenado, la temperatura del molde y la presión de cada pieza, y compruebe si algunas cavidades se llenan lentamente.
Haga correcciones basadas en las condiciones de coincidencia de cada producto de la cavidad o el desplazamiento del núcleo, y tal vez tratar de ajustar la tasa de llenado y la temperatura del molde de nuevo para que sea más uniforme.

Solucionar los problemas del moldeo por inyección máquina, como la bomba de aceite, la válvula de aceite, el controlador de temperatura, etc. Si no soluciona estos problemas, las condiciones de procesamiento cambiarán. Aunque tengas el mejor molde, no funcionará bien en una máquina de la que no te ocupes.
Después de revisar todos los valores registrados, guarde un conjunto de muestras para comprobar y comparar si las muestras corregidas han mejorado. Guarde correctamente todos los registros de inspección de muestras durante la prueba del molde, incluidas las distintas presiones en el ciclo de moldeo por inyección de procesamiento, la temperatura de la masa fundida y del molde.

temperatura del tubo de material, tiempo de acción de la inyección, periodo de alimentación del tornillo, etc. En resumen, guarde todos los datos que le ayudarán a establecer con éxito las mismas condiciones de procesamiento en el futuro para obtener productos que cumplan las normas de calidad.
Actualmente, la temperatura del molde se suele ignorar durante las pruebas de molde en las fábricas. En los ensayos de moldes a corto plazo y en la futura producción en serie, la temperatura del molde es la más difícil de controlar. Una temperatura de molde incorrecta puede afectar al tamaño, el brillo, la contracción, las líneas de flujo y la falta de material de la muestra. Si no se utiliza el controlador de temperatura del molde para controlarla, pueden surgir dificultades en la futura producción en serie.

Modificación de moldes de inyección
Preparación previa a la modificación del molde
Entender lo que quiere el cliente y los requisitos para fabricar el nuevo producto; examinar el conjunto para ver qué piezas hay que cambiar, y probar y anotar de qué tipo de acero está hecho el molde, su dureza, etc.

Dibuje la estructura original del molde, busque las piezas que deben cambiarse y marque el tamaño, la posición, el chaflán, etc.
Diseño de modificación de moldes
Basándose en los requisitos del producto, hacer el diseño de modificación del molde; modificar la estructura del molde, y considerar plenamente la dificultad de procesamiento y el coste en el diseño; hacer nuevos dibujos de la estructura del molde, y determinar parámetros tales como tamaño, material, dureza, etc.

Procesado y fabricación de moldes modificados
Elaborar el plan de procesamiento y fabricación de la modificación del molde, incluida la adquisición de materiales, la fabricación, la depuración y otros procesos. Realizar el procesamiento y la fabricación basándose en los planos de diseño para la modificación del molde, que incluye el fresado, la electroerosión, el corte por hilo y otros procesos.

Además, realice un procesamiento fino utilizando bancos de trabajo y amoladoras. Una vez completado el proceso de modificación del molde, realice una inspección dimensional exhaustiva y pruebas para verificar si la estructura del molde cumple los requisitos de producción de nuevos productos.
Modificación y depuración de moldes
Una vez procesado el molde, se procede a su depuración. Esto incluye el ajuste de la temperatura de moldeo por inyección, la presión, la velocidad y otros parámetros del molde. El molde se seca y se le quita el polvo para asegurarse de que no hay contaminación durante el proceso de moldeo por inyección. El molde se prueba y se depura en el moldeo por inyección máquinas para comprobar el tamaño, los defectos, las fugas y otras condiciones del molde.

Mantenimiento tras la modificación del molde
Después de usar el molde, debe limpiarse y mantenerse para evitar que se oxide y se dañe. El molde debe mantenerse y repararse con regularidad, incluida la sustitución de las piezas desgastadas y la limpieza de la tubería del calentador.

Cuando el molde ya no se utilice, debe almacenarse adecuadamente e inspeccionarse con regularidad.
Reparación de moldes de inyección
Preparación preliminar
Antes de iniciar la reparación del molde de inyección, debemos realizar una serie de inspecciones para conocer las condiciones específicas del molde que debe repararse, con el fin de garantizar el buen desarrollo de los trabajos de reparación del molde.

Comprobar los componentes estructurales del molde para comprender la ubicación específica y el grado de reparación necesarios. Comprender el proceso y las condiciones de producción cuando se utiliza el molde para ver si es necesario realizar cambios. Prepare las herramientas y materiales de reparación necesarios.
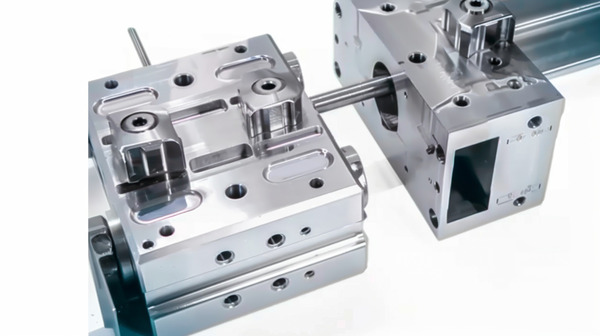
Desmontaje del molde
Para reparar un molde, primero hay que desmontarlo. Este proceso incluye principalmente retirar la placa móvil y la placa fija del molde. Divida el molde en dos partes, izquierda y derecha, y sepárelas del tirante. Retire los accesorios, el núcleo, la cavidad, la boquilla, el eyector y otras piezas del molde.

Reparar el moho
Una vez desmoldado, se puede pasar a la fase de reparación. La reparación incluye principalmente la limpieza y el tratamiento térmico: chorro de arena en el molde para eliminar el óxido y, a continuación, tratamiento térmico. Renovación de los orificios pasantes: Renovar y reparar los orificios pasantes del molde, y cerrar los antiguos orificios pasantes.

Molde: Repare las partes dañadas del molde, utilice una muela abrasiva para alisarlo y pulirlo. Pulverización: Rocíe la superficie del molde para formar una película protectora en la superficie del molde para aumentar la vida útil del molde.
Montar el molde
Una vez realizada la reparación, puede volver a montarlo. Los pasos de montaje sirven principalmente para comprobar si se han reparado las distintas partes del molde. Realice una prueba de molde en el molde para comprobar su fiabilidad. Compruebe y ajuste la instalación y el ajuste del molde.

Prueba de ajuste
Una vez terminado el montaje, hay que realizar el trabajo de prueba y ajuste. En este proceso se prueban principalmente las máquinas y equipos utilizados junto con el molde para asegurarse de que ambos funcionan juntos y obtener mejores resultados de producción.
Mantenimiento del moho
Los moldes de inyección de plástico necesitan un mantenimiento y una conservación regulares para garantizar que funcionen correctamente y tengan una larga vida útil.

Métodos correctos de mantenimiento de moldes
Mantenga el molde limpio: Cuando utilices el molde, algunos residuos de flujos de plástico fundido o impurezas se pegarán a la superficie del molde. Si no lo limpia a tiempo, afectará a la calidad del producto. Por lo tanto, la limpieza regular del molde es un trabajo de mantenimiento muy importante.

Repare los daños a tiempo: El molde puede dañarse o desgastarse durante su uso, como grietas, rebabas y otros problemas. Detectar y solucionar estos problemas rápidamente puede hacer que el molde dure más tiempo y evitar que ocurran cosas peores a causa de los daños.
Mantenga el molde lubricado: Las piezas del molde deben lubricarse durante el trabajo para reducir la fricción y el desgaste. La lubricación y el mantenimiento regulares del molde pueden prolongar eficazmente la vida útil del molde.

Habilidades clave para el mantenimiento de moldes
Utiliza bien el molde: Cuando utilices el molde, sigue las instrucciones de diseño y funcionamiento para no sobrecargarlo o utilizarlo mal y estropearlo.
Almacena bien el molde: Los moldes que no utilices deben guardarse bien para evitar que se mojen, que les dé el sol y que haya otras cosas malas en el aire. Además, ten cuidado de no chocarlos y romperlos.

Vigile el moho: Vigile el moho, solucione los problemas a medida que surjan, evite problemas futuros y asegúrese de que el moho sigue funcionando.
Conclusión
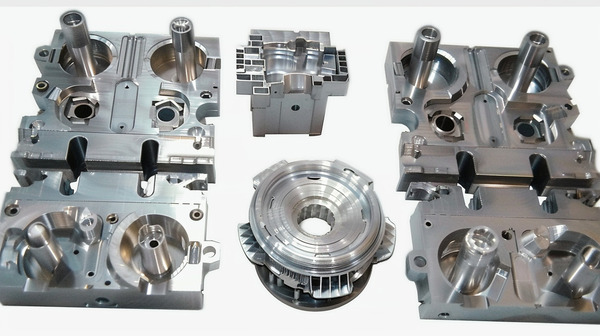
Los moldes de plástico son herramientas utilizadas en la industria de transformación del plástico para adaptarse a las máquinas de moldeo de plástico y dar a los productos de plástico configuraciones completas y dimensiones precisas. Dado que existen muchos tipos y estructuras de plásticos, métodos de procesamiento, máquinas de moldeo de plástico y productos de plástico, también existen muchos tipos y estructuras de moldes de plástico.

El proceso principal de fabricación de moldes de inyección incluye principalmente la aceptación de las necesidades de personalización del cliente, el diseño del molde, la fabricación del molde, la inspección del molde de inyección, la prueba del molde de plástico, la modificación del molde de inyección, la reparación del molde de inyección y el mantenimiento del molde.







