 Ir al contenido
Ir al contenido 

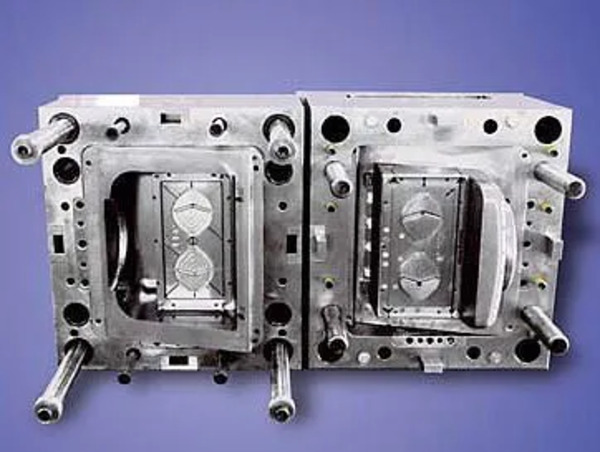
Además del utillaje único, la máquina de moldeo por inyección también ofrece la opción de moldes múltiples mediante reequipamiento, de modo que el número de moldes puede aumentarse de cinco a seis o más. Esto mejora en gran medida la eficiencia de producción de la máquina de moldeo por inyección, que satisface las necesidades de la industria moderna para aumentar la productividad. La función de una máquina de inyección multimolde que utiliza varios moldes para trabajar al mismo tiempo se denomina producción de moldeo por inyección multimolde, que consigue una alta velocidad, un bajo coste y, en definitiva, una mayor productividad.
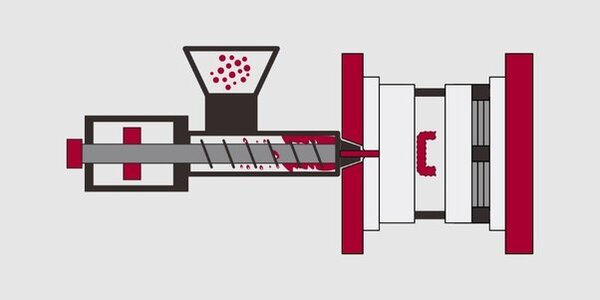
El moldeo por inyección es una de las formas de fabricar piezas de plástico. Es un proceso en el que fundimos material plástico, lo inyectamos en la cavidad de un molde y dejamos que se enfríe y se endurezca para darle la forma definida por el molde. Una de las preguntas más frecuentes que me hacen cuando hablo del moldeo por inyección es si una máquina puede utilizar más de un molde al mismo tiempo. En este artículo, voy a explorar el funcionamiento de varios moldes en una máquina de moldeo por inyección: ¿Es posible? ¿Cuáles son las ventajas? ¿A qué retos se enfrenta? ¿Y qué hay que tener en cuenta?
Viabilidad del soporte de múltiples moldes en una máquina de moldeo por inyección
La capacidad de una máquina de moldeo por inyección para trabajar con varios moldes depende de factores como la capacidad de la máquina, el tamaño del molde y la complejidad de las piezas que se fabrican. Muchas máquinas de moldeo por inyección modernas están equipadas con moldes múltiples que pueden manejar más de un refinado... Estas características incluyen un CME, una mesa giratoria y piezas moldeables que se reemplazan periódicamente.
Ventajas y desventajas de utilizar varios moldes
Ventajas
1. Aumento de la eficiencia de la producción: Al utilizar una máquina de moldeo por inyección para producir piezas individuales, puede optimizar el tiempo empleado en operaciones de varias etapas, lo que mejora la eficacia de la producción. El uso de un molde con plataforma giratoria le permite fabricar múltiples moldes y variaciones en distintas posiciones, lo que en última instancia mejora la producción de múltiples modelos y especificaciones.
2. Ahorro de costes: Al utilizar varios moldes para fabricar productos, puede ahorrarse el coste de adquirir otras máquinas de moldeo por inyección, lo que también reduce la inversión de capital.
3. 3. Reducción de los costes de producción: El moldeo por inyección multidisparo tiene la ventaja de producir múltiples formas al mismo tiempo, lo que ahorra tiempo de inactividad y el coste de producir productos defectuosos, reduciendo así los costes de producción.

4. Mejora de la calidad del producto: Las características de los moldes múltiples permiten una fricción más uniforme, lo que reduce la necesidad de desgaste mecánico durante la apertura y el cierre del molde, aumenta la estabilidad del molde en la producción y prolonga la vida útil del molde.
5. 5. Reducción de los requisitos de los equipos de moldeo por inyección: El moldeo por inyección multimolde es un proceso que aprovecha al máximo la capacidad de producción de las máquinas de moldeo por inyección, acorta los ciclos de producción y prolonga la vida útil de la máquina.
Desventajas
1. Tiempos de cambio de molde prolongados: Cuando se tienen moldes diferentes, hay que cambiar de uno a otro, y eso lleva tiempo.
2. Aumento de las tasas de fracaso: Cuando hay más de un molde en el proceso de moldeo por inyección, se ejerce más presión sobre las máquinas, y eso puede complicar mucho los sistemas de mantenimiento y reparación.
Consideraciones al utilizar varios moldes
1. Se requieren operarios cualificados: El uso de múltiples moldes en el proceso de moldeo por inyección complica el funcionamiento de la máquina de moldeo por inyección, por lo que se necesitan operarios experimentados para evitar accidentes.
2. Mantenimiento del equipo: El uso de moldes múltiples significa que el fabricante de moldes tiene que prestar más atención al mantenimiento de la máquina de moldeo por inyección y al funcionamiento normal del molde para evitar interrupciones frecuentes de la producción y aumentar la vida útil del molde.
3. Planificación de la producción: En este caso, la razón por la que es importante utilizar varios moldes para fabricar productos antes de lo previsto es para que el plan de producción vaya sobre ruedas.
4. Compatibilidad con máquinas: No todas las máquinas de moldeo por inyección están equipadas para utilizar varios moldes al mismo tiempo. Los fabricantes deben comprobar si sus equipos, como las máquinas de moldeo por inyección, pueden completar todas las tareas necesarias para el funcionamiento de varios moldes.
5. Alineación y sincronización de moldes: El ajuste y la conexión precisos del molde son importantes para conseguir un tamaño constante de la pieza, evitar defectos como rebabas y alabeos, etc.
6. Costes del moho: El coste de adquisición de un juego de moldes para una pieza compleja o de alta precisión puede ser muy elevado. Las fábricas deben tener en cuenta los principales indicadores de viabilidad, la vida útil del molde y los factores de amortización.
7. Mantenimiento y tiempo de inactividad: El funcionamiento simultáneo de varios moldes en una máquina aumenta la probabilidad de desgaste, lo que puede provocar necesidades de mantenimiento más frecuentes y posibles tiempos de inactividad para reparaciones y mantenimiento.

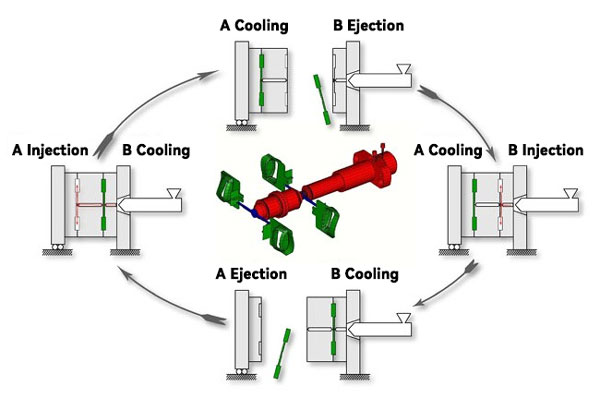
Caso práctico: Solución de moldeo por inyección Tandem Molding
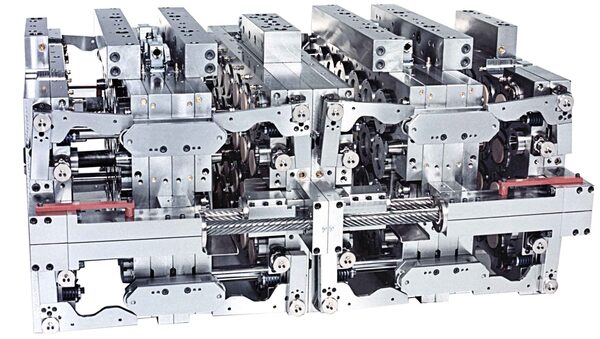
La tecnología de moldeo en tándem es un proceso que utiliza dos moldes idénticos o similares montados en una máquina de moldeo por inyección. Básicamente trabajan simultáneamente para lograr el resultado deseado. El tiempo que transcurre entre la colocación de los productos en un molde y en el otro se utiliza para el proceso de moldeo por inyección de los productos del molde alternativo, y la máquina utiliza el tiempo intermedio para equilibrar los dos moldes, maximizando la productividad por hora de funcionamiento.
La eficacia de la tecnología de moldeo en tándem suele ser inigualable, puede aumentar la producción en 40-80% y ahorrar 30-40% en inversiones en equipos y automatización si las condiciones del proceso y las configuraciones de los equipos son adecuadas.
Escenarios aplicables
Puede utilizar la tecnología de moldeo en tándem en productos con tiempos de ciclo de más de 30 segundos, las mismas combinaciones de materiales y tamaños próximos entre sí o estructuras moleculares pareadas. Lo hemos hecho con piezas de "marco frontal-carcasa-tornillo" y "tapa-base inferior" con productos simétricos, piezas de ingeniería de sistemas que están estandarizadas e implican varios juegos de moldes, y piezas planas de marco grande que incluyen la estructura hueca con fácil instalación de canales de flujo. Puede combinar estas piezas y moldes y producirlas de forma eficiente utilizando cavidades poco profundas.

Requisitos de los moldes
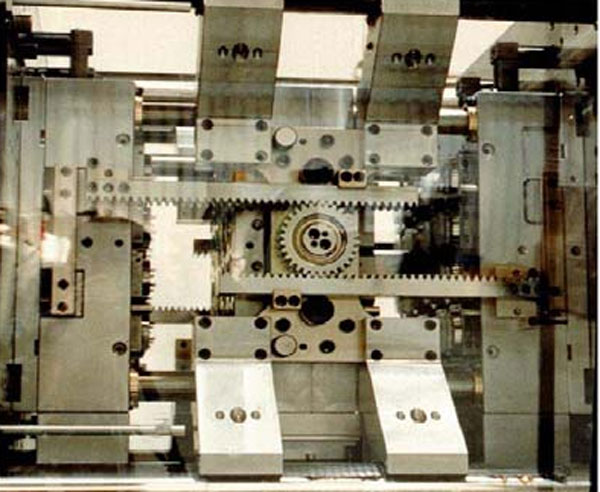
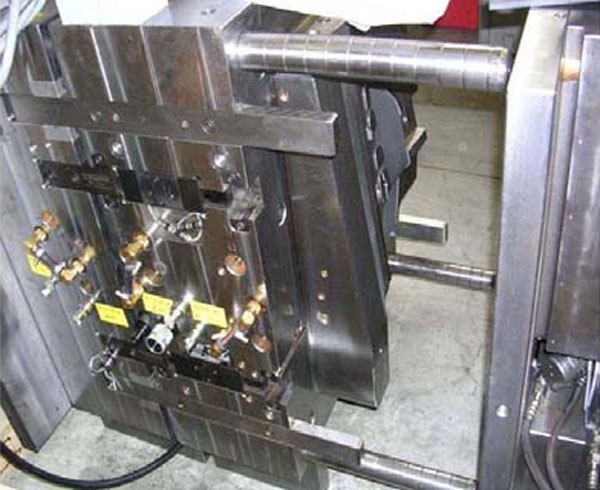
En el Moldeo en Tándem, el molde tiene dos partes: una es el sistema de canal caliente que alterna los disparos entre los moldes delantero y trasero, y la otra es el sistema de cierre que alterna la apertura y el cierre de los moldes. Por otro lado, el diseño de moldeo en tándem se basa en dos moldes que comparten la inyección. La forma más sencilla de alternar entre los moldes delantero y trasero es utilizar un sistema de canal caliente delantero y trasero.
Hoy en día, la mayoría de los fabricantes de cámaras calientes diseñan sus productos para el moldeo en tándem y también para moldes de cámaras frías de bajo coste que pueden realizar el moldeo en tándem o incluso para dos moldes existentes que pueden adaptarse para su uso combinado. En definitiva, la complejidad no está en el moldeo, sino en el canal caliente.
Requisitos de las máquinas de moldeo por inyección
Con el Moldeo Unilateral, no tiene que hacer ningún ajuste complejo en las máquinas de fabricación de moldes. Basta con insertar una placa en el molde hidráulico que aumenta el grosor de la parte de sujeción de la máquina de moldeo para que quepan los moldes superpuestos. Normalmente, esto significa aumentar el grosor de sujeción del molde en unos 20-25% más que la capacidad del molde del equipo estándar.
Con el moldeo en tándem, hay que utilizar un software de control donde el sistema de control de la máquina de moldeo por inyección incluye este software para acomodar las variables utilizadas en el procesamiento del Molde A y el Molde B para producir diferentes productos. La parada y arranque de la masa fundida y la cantidad o volumen de masa fundida son las características clave para mejorar la eficiencia de la producción.
Si no tiene suficiente capacidad de fusión, puede utilizar dispositivos de presión de retención independientes o cerrar las válvulas de las boquillas para iniciar antes el proceso de plastificación durante la presión de retención. Normalmente, estas aplicaciones no requieren los equipos más caros, y las mejoras posteriores sólo suelen aumentar el coste del equipo en 5-10% respecto al que tenía antes. Cuando una sola máquina puede funcionar con la misma productividad que dos, lo único que se consigue es un ahorro de costes en cuanto los moldes pueden seguir el ritmo.
Diferencias entre el moldeo en tándem y el moldeo por apilamiento
Cuando la gente empieza a utilizar moldes apilados en lugar de moldes de una sola cara, a menudo me preguntan por la diferencia en lo que se puede hacer con ellos. La forma más sencilla de moldear en pila consiste en hacer las piezas por turnos en el molde A y en el molde B. Se utiliza sobre todo para piezas técnicas que deben ser gruesas. No es como el moldeo flash, en el que se hace una pieza complicada (y se tarda más en hacerla). El moldeo en pila se utiliza para fabricar piezas finas o con muchas cavidades, en las que el tiempo de ciclo es corto (menos de 10-15 segundos) y el tiempo de enfriamiento es inferior a 5-6 segundos.
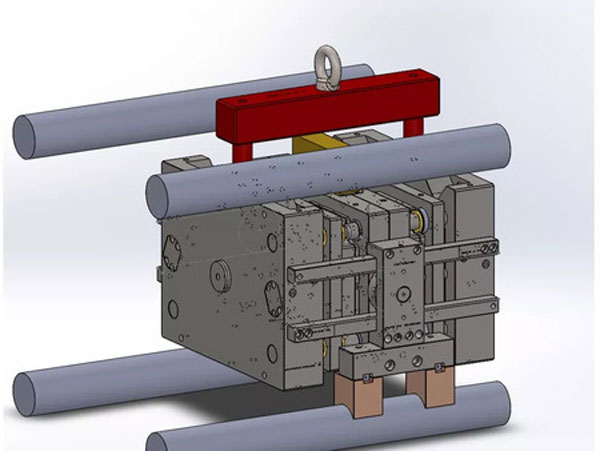
Así pues, el moldeo por apilamiento es un proceso que requiere abrir los moldes A y B simultáneamente, suspender el molde central mientras se abren los moldes y, a continuación, abordar cuestiones como la estabilidad posicional, el soporte y la sincronización cuando se trata de la estructura del molde. El principal problema es la necesidad de resistencia, precisión y durabilidad de las piezas mecánicas utilizadas para producir piezas en condiciones de producción de alta velocidad. Los moldistas que pueden producir moldes de alta calidad, fiables y de precisión no son como los demás talleres de moldes. Suelen cobrar más por sus moldes que el molde medio.
A medida que aumenta el número de cavidades, aumenta el coste. La rápida velocidad de producción se traduce en costes muy elevados debido al equilibrio del flujo y al control secuencial de las válvulas. Para tener en cuenta la calidad y la estabilidad de la producción, la fábrica de moldes suele elegir las marcas de canal caliente como Moldmaster o Husky, que cuestan más. Al final, el elevado coste de los moldes afectará a la competitividad de la empresa en un proyecto. El proceso de moldeo en tándem permite abrir sólo una superficie de partición del molde a la vez durante cada ciclo, mientras que la otra mitad permanece relativamente fija en su posición. Lo que hace valioso este método es que la disposición del molde es similar a la de un molde convencional, por lo que no tiene el problema de la alta complejidad de la estructura del molde.
El proceso de moldeo por apilamiento requiere criterios de aceptación más estrictos en cuanto a precisión y mecanizado, ciclos de moldeo más largos y velocidades de producción más lentas en comparación con el proceso de moldeo rentable y más indulgente. Además, Tandem Molding no prefiere utilizar diseños de alta cavidad, por lo que confía en marcas de canal caliente más comunes en el mercado.
El moldeo en tándem, al tener una sola superficie de separación del molde, sólo abre una superficie de separación a la vez y una única superficie de separación, a diferencia del moldeo apilado en el que hay que abrir e inyectar en dos superficies de separación a la vez. Por lo tanto, es necesario que la máquina tenga un espacio mínimo de carga dentro de la sujeción del molde (paralelismo) y una capacidad de fusión e inyección en la parte de moldeo por inyección.
La máquina de moldeo por inyección utilizada normalmente en el moldeo por apilado es, en la mayoría de los casos, 1-2 especificaciones superior a la utilizada en el moldeo en tándem para el mismo número de cavidades. El hecho de que el moldeo por gravedad en tándem tenga una duración de ciclo más larga pero utilice menos carga en el equipo al mismo tiempo que el moldeo por apilamiento lo hace bastante ideal para los productos nacionales, mientras que la producción estable a velocidad rápida del moldeo por apilamiento presenta grandes desafíos para las marcas nacionales.

La producción con moldeo en tándem es más flexible. Los semimoldes A y B pueden fabricar diferentes productos con distintos procesos de moldeo por inyección, mientras que el moldeo por apilamiento suele producir un único producto con el mismo número de cavidades de molde y las mismas condiciones de inyección. En comparación, el moldeo en tándem se encuentra en una posición inferior al moldeo por apilamiento por las diferencias en el equipo de producción, los moldes y los procesos de producción. Por lo tanto, este método es más sencillo, económico y práctico para mejorar la productividad.
Conclusión
En resumen, la viabilidad o no de una máquina de moldeo por inyección que pueda trabajar con varios moldes depende de varios factores, como la capacidad de la máquina, el diseño del molde y los requisitos de producción. Utilizar varios moldes tiene muchas ventajas: ahorra tiempo y mano de obra, hace que el proceso sea más rentable y permite cambiar el producto acabado. Sin embargo, esta máquina también es complicada de manejar, requiere tiempo y un poco de habilidad para ponerla a punto y, por último, hay que pensar en el mantenimiento. Básicamente, los fabricantes de máquinas tienen que pensar en lo que necesitan y en lo que pueden hacer para ver si una máquina de doble uso es una buena opción para tener un proceso de fabricación más optimizado.







