 Ir al contenido
Ir al contenido 
Servicio de moldeo por inyección de caucho de silicona líquida (LSR) a medida
Explore el avanzado moldeo por inyección de caucho de silicona líquida para obtener productos precisos y duraderos. Mejore su fabricación con las soluciones innovadoras de Zetar Mold.

Guía completa del modelado por inyección de caucho de silicona líquida (LSR)
¿Qué es el moldeo por inyección de caucho de silicona líquida (LSR)?
El moldeo por inyección de caucho de silicona líquida, a menudo abreviado como moldeo LSR o LIM (moldeo por inyección líquida), es un proceso de fabricación utilizado para crear piezas duraderas, flexibles y de alta precisión a partir de un material de caucho de silicona líquida.
En esencia, se trata de un proceso termoestable. Esto lo distingue fundamentalmente del moldeo por inyección de termoplásticos. Mientras que los termoplásticos se calientan hasta fundirse, se inyectan en un molde frío para solidificarse y pueden volver a fundirse, los termoestables funcionan a la inversa. En el moldeo de LSR, se mezcla un compuesto líquido de dos partes y se inyecta en un molde caliente. El calor desencadena una reacción química irreversible denominada curado o vulcanización, que transforma el líquido en una pieza de caucho sólida, estable y elástica.
¿Cuáles son las clasificaciones y los tipos de LSR?
La LSR no es un material único. Está disponible en numerosos grados y puede procesarse mediante varias técnicas avanzadas, lo que permite un alto grado de personalización.
1. Clasificación por grado de material:
① Grado de uso general: Una formulación estándar que ofrece un buen equilibrio de propiedades físicas para una amplia gama de sellos industriales, juntas y productos de consumo.
② Grado médico: Estos grados son biocompatibles y cumplen normas estrictas como USP Clase VI e ISO 10993. Se utilizan para mascarillas respiratorias, instrumentos quirúrgicos, juntas de dispositivos médicos e implantes a corto plazo.
Grado alimentario: Cumple la normativa de la FDA (por ejemplo, 21 CFR 177.2600) para su uso en artículos que entran en contacto con alimentos, como moldes de repostería, tetinas de biberones y utensilios de cocina.
④ Grado óptico: Caracterizado por su alta transparencia y transmitancia de la luz, este grado es ideal para producir lentes, guías de luz y cubiertas para LED y sensores en los que la claridad óptica es primordial.

⑤ Grado conductor: Al incorporar cargas conductoras como el negro de humo, estas LSR pueden utilizarse para aplicaciones que requieren conductividad eléctrica, como juntas de blindaje EMI/RFI, almohadillas conductoras y conectores eléctricos.
⑥ Grado autolubricante: Este material exuda una pequeña cantidad de aceite de silicona a su superficie con el tiempo, lo que reduce el coeficiente de fricción. Es perfecto para crear juntas de baja fricción, juntas tóricas y juntas de conectores que deban montarse fácilmente.
⑦ Fluorosilicona (F-LSR): Ofrece una mayor resistencia a disolventes no polares, combustibles, aceites y productos químicos agresivos, por lo que es la opción preferida para juntas de automoción y aeroespaciales expuestas a fluidos agresivos.
2. Clasificación por variación del proceso:
① Moldeado estándar de LSR: El proceso fundamental de creación de una pieza monomaterial LSR.
② Sobremoldeo de LSR (moldeo de 2 disparos): Proceso de varios pasos en el que la LSR se moldea sobre un sustrato premoldeado. Puede ser:
- LSR sobre termoplástico: Se coloca una pieza de plástico de ingeniería (por ejemplo, PBT, nailon) en un segundo molde y se inyecta LSR a su alrededor para crear una pieza integrada con características tanto rígidas como blandas (por ejemplo, una carcasa impermeable con junta incorporada).
- LSR sobre metal: La LSR se moldea sobre un componente metálico (por ejemplo, acero inoxidable, aluminio) para crear asas, aislantes o componentes amortiguadores de vibraciones.
③ Micromoldeo con LSR: Una versión extremadamente precisa del proceso utilizado para fabricar piezas con características a microescala o pesos inferiores a un gramo, a menudo utilizadas en dispositivos médicos y microelectrónica.

¿Cuáles son las aplicaciones típicas de la LSR?
Las propiedades únicas de la LSR la convierten en el material preferido en aplicaciones en las que el rendimiento y la fiabilidad no son negociables.
1. Médico y sanitario:
Gracias a su biocompatibilidad, esterilizabilidad e inercia superiores, la LSR es omnipresente en el ámbito médico.
Ejemplos: Mascarillas respiratorias, juntas flexibles para dispositivos de administración de fármacos, tapones de jeringuillas, catéteres, componentes de válvulas para sistemas de gestión de fluidos y componentes blandos y flexibles para herramientas quirúrgicas.
2. Industria del automóvil:
El entorno del automóvil exige resistencia a temperaturas extremas, vibraciones y fluidos.
Ejemplos: Juntas de conectores para mazos de cables, juntas para componentes del motor y la transmisión, fundas protectoras para sensores, amortiguadores de vibraciones y diafragmas flexibles para sistemas de regulación de presión.
3. Bienes de consumo y electrónica:
La LSR proporciona impermeabilidad, durabilidad y un tacto suave de primera calidad.
Ejemplos: Sellos y juntas para smartwatches y teléfonos robustos, botones de tacto suave en mandos a distancia, teclados flexibles, chupetes y tetinas para bebés y utensilios de cocina de gama alta como espátulas y moldes para hornear.
4. Aplicaciones industriales:
En entornos industriales exigentes, la LSR proporciona estabilidad y estanquidad a largo plazo.
Ejemplos: Juntas para luminarias LED de exterior, retenes para bombas industriales, diafragmas para válvulas de presión y cubiertas protectoras para equipos sensibles.

¿Cuáles son las ventajas del moldeo por inyección de LSR?
1. Alta precisión y libertad de diseño: La baja viscosidad de la silicona líquida le permite fluir fácilmente por paredes finas y rellenar cavidades de molde intrincadas y complejas, lo que permite fabricar piezas muy detalladas que serían imposibles con otros elastómeros.
2. Propiedades superiores del material: La LSR ofrece una combinación de características inigualable:
Biocompatibilidad: Inherentemente inerte e hipoalergénico.
Resistencia térmica: Estable en un amplio rango de temperaturas, normalmente de -50°C a +200°C, con grados especiales que se extienden aún más.

Estabilidad química y UV: Resistente al agua, al ozono, a la radiación UV y a una amplia gama de productos químicos.
④ Juego de baja compresión: Las piezas recuperan su forma original tras una compresión prolongada, lo que las hace excelentes para juntas y sellos.
Aislamiento eléctrico: Posee una elevada rigidez dieléctrica.
3. Automatización de grandes volúmenes y tiempos de ciclo rápidos: El proceso está muy automatizado. Los tiempos de curado son muy rápidos, a menudo entre 20 y 60 segundos, lo que facilita una producción eficiente a gran escala con una mano de obra mínima.
4. Proceso limpio y sin residuos: El sistema de circuito cerrado, desde las cubetas de material hasta el molde sellado, minimiza la exposición a contaminantes. Esto es fundamental para aplicaciones médicas y alimentarias. Además, las técnicas de moldeo de precisión "sin flash" reducen significativamente el desperdicio de material y los pasos posteriores al proceso.
¿Cuáles son las desventajas del moldeo por inyección de LSR?
1. Inversión inicial elevada: Los moldes de LSR requieren tolerancias extremadamente ajustadas y características especializadas (como sistemas de canal frío) para gestionar el material de baja viscosidad. Tanto el utillaje como las máquinas de moldeo por inyección especializadas representan un importante gasto de capital inicial.
2. Mayor coste de los materiales: Por kilogramo, la LSR suele ser más cara que muchos termoplásticos comunes y algunos cauchos sintéticos. Sin embargo, esto puede compensarse con tiempos de ciclo más rápidos y menores costes de mano de obra en la producción de grandes volúmenes.
3. Naturaleza termoestable: Como material termoestable, la LSR no puede fundirse y reciclarse del mismo modo que los termoplásticos. Aunque la chatarra puede triturarse y utilizarse como relleno en algunas aplicaciones, no se trata de un proceso de reciclado de circuito cerrado.
4. Complejidad de las herramientas: El diseño y la fabricación de moldes para LSR son más complejos que para los termoplásticos. Deben soportar altas temperaturas manteniendo frío el sistema de suministro de material, y requieren un sellado excepcional para evitar las rebabas.
¿Cómo se compara el moldeo de LSR con otros procesos?
frente al moldeo por inyección de termoplásticos:
La principal diferencia es entre termoestables y termoplásticos. La LSR implica una reacción química de curado en un molde caliente, mientras que los termoplásticos se funden y solidifican en un molde frío. Las piezas de LSR son flexibles y resistentes a la temperatura, mientras que los termoplásticos ofrecen rigidez y resistencia.
vs. Moldeo por compresión (con HCR):
El moldeo por compresión suele utilizar caucho de alta consistencia (HCR), un sólido similar a la arcilla. Se trata de un proceso más lento, que requiere más mano de obra y un control menos preciso del material, lo que provoca un mayor desperdicio de material y más rebabas. El moldeo con LSR es automatizado, más rápido, más limpio y más adecuado para geometrías complejas y grandes volúmenes de producción.
Moldeo por inyección de caucho de silicona líquida (LSR)
Explore nuestra guía en profundidad sobre el moldeo por inyección de caucho de silicona líquida (LSR). Conozca el proceso principal, los materiales, las ventajas, las aplicaciones clave en medicina y automoción, y las mejores prácticas de diseño de expertos.

Guía completa del modelado por inyección de caucho de silicona líquida (LSR)
¿Cuáles son las principales características y propiedades de la LSR?
Comprender estas propiedades es clave para seleccionar el grado de LSR adecuado para su aplicación.
| Propiedad | Descripción e importancia | Rango/Valor típico |
|---|---|---|
| Dureza (durómetro) | Mide la resistencia del material a la indentación, indicando su suavidad o firmeza. Orilla A es la escala estándar para cauchos flexibles. | 5 a 80 Shore A |
| Resistencia a la tracción | Tensión máxima que puede soportar un material al ser estirado o estirado antes de romperse. Se mide en megapascales (MPa). | 5 - 11 MPa |
| Alargamiento a la rotura | Es el porcentaje de aumento de longitud que puede alcanzar un material antes de romperse. Indica la flexibilidad y extensibilidad del material. | 200% – 900% |
| Resistencia al desgarro | Mide la resistencia del material a la propagación de un desgarro. Crucial para piezas que pueden sufrir mellas o cortes durante el uso. | 20 - 50 kN/m |
| Set de compresión | Porcentaje de deformación permanente que queda después de comprimir un material durante un tiempo determinado a una temperatura específica. Un valor bajo es vital para las juntas. | 10% - 25% (a 150°C durante 22 horas) |
| Temperatura de funcionamiento | El intervalo de temperatura dentro del cual el material mantiene sus propiedades clave sin degradarse. | -50°C a 200°C (-60°F a 390°F) |
| Rigidez dieléctrica | Capacidad del material para actuar como aislante eléctrico, medida como la tensión máxima que puede soportar antes de romperse. | ~20 kV/mm |
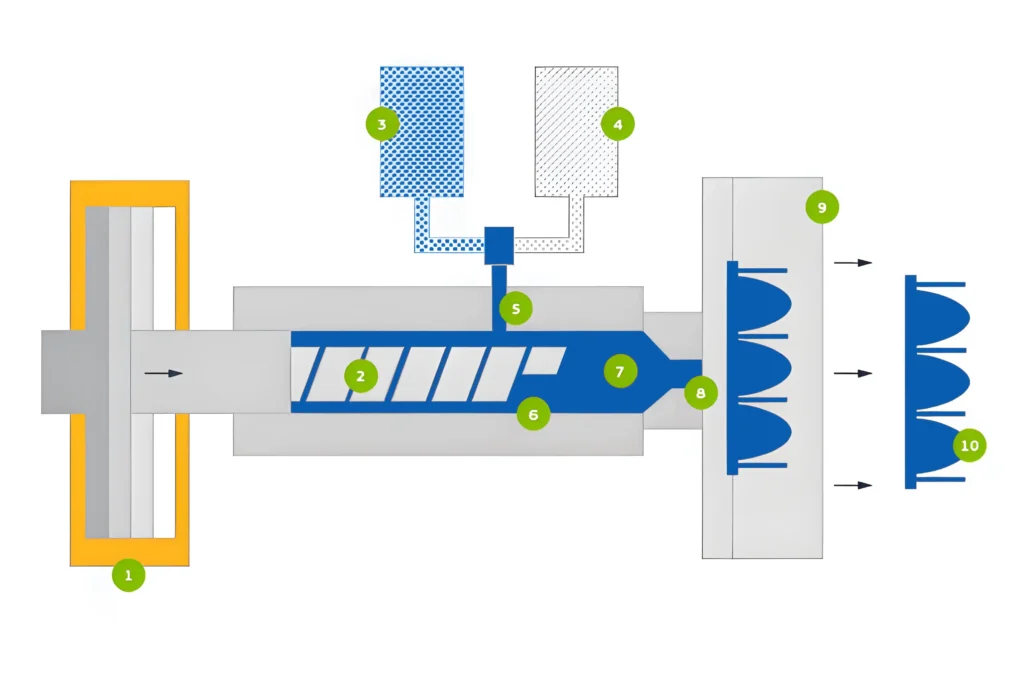
¿Cuál es el proceso central del moldeo por inyección de LSR?
El proceso de moldeo de LSR es una sinfonía de precisión y control. He aquí un desglose paso a paso del flujo de trabajo:
1. Suministro de material: El proceso comienza con dos recipientes separados, normalmente cubos de 20 litros o bidones de 200 litros, que contienen la parte A y la parte B de la silicona líquida.
2. Dosificación y dosificación: Una unidad de dosificación especializada en la máquina de moldeo utiliza bombas para extraer los componentes A y B de sus contenedores en una proporción precisa de 1:1 en volumen. Si se necesita color, se dosifica con precisión un tercer chorro de pasta de color en el sistema.
3. Mezcla: Los componentes A y B (y cualquier colorante) se impulsan en un mezclador estático. Este dispositivo contiene una serie de elementos helicoidales que dividen y recombinan repetidamente las corrientes de material, garantizando una mezcla perfectamente homogénea sin introducir calor ni aire.
4. Inyección: La LSR mezclada y sin curar se introduce en el cilindro de inyección, que se refrigera con agua para evitar un curado prematuro. A continuación, un tornillo o émbolo inyecta un "chorro" preciso del material a través de una boquilla refrigerada y un sistema de canalización en las cavidades calientes del molde.
5. Curado (vulcanización): El molde se calienta a una temperatura de entre 150°C y 200°C (300°F - 390°F). Este calor intenso inicia la reacción de reticulación catalizada por platino. La silicona líquida se transforma rápidamente en una pieza de caucho sólida y elástica en tan solo 20-60 segundos.
6. Desmoldeo y expulsión: Una vez finalizado el curado, se abre el molde. Debido a la flexibilidad de la LSR, las piezas pueden desmoldearse a menudo incluso con socavaduras, a veces con la ayuda de pasadores eyectores o automatización robótica. El siguiente ciclo comienza inmediatamente.

¿Cuáles son las consideraciones clave en el moldeo de LSR?
El éxito del moldeo de LSR depende de una cuidadosa atención a tres áreas clave: el diseño de la pieza, el diseño del molde y la selección del material.
1. Consideraciones sobre el diseño de la pieza:
① Grosor de la pared: Procure que el grosor de la pared sea uniforme para garantizar un curado uniforme y evitar marcas de hundimiento. Las transiciones entre diferentes espesores deben ser graduales.
② Línea de despedida: El lugar donde se unen las dos mitades del molde. Su colocación es fundamental para la estética, el funcionamiento del molde y la prevención de rebabas.
Ventilación: Debido a la viscosidad extremadamente baja de la LSR y a la rápida velocidad de inyección, el aire puede quedar atrapado fácilmente. Los respiraderos son canales diminutos (de 0,005 mm a 0,02 mm de profundidad) que deben mecanizarse con precisión en la línea de separación para permitir la salida del aire, pero no de la silicona.
④ Ángulos de calado: Se recomienda una ligera conicidad (1-2 grados) en las paredes verticales para facilitar la expulsión de la pieza del molde.
2. Consideraciones sobre el diseño del molde:
① Sistema de canal frío: A diferencia de los sistemas de canal caliente para termoplásticos, los moldes de LSR suelen utilizar un sistema de canal frío. Los canales que llevan el material a las cavidades se mantienen fríos para evitar que la LSR se endurezca antes de llegar a la pieza. Esto minimiza el desperdicio de material.
② Gating: Es el punto por el que el material entra en la cavidad. La ubicación y el tamaño de la compuerta deben optimizarse para garantizar un llenado suave y uniforme y evitar imperfecciones estéticas en la pieza final.
③ Sellado de moldes: Las mitades del molde deben sellar perfectamente para evitar que la LSR de baja viscosidad se escape, lo que provoca la formación de rebabas. Esto requiere un mecanizado excepcionalmente preciso de los componentes del molde.
3. Consideraciones sobre la selección de materiales:
① Dureza: Adapte el durómetro a la necesidad de flexibilidad o rigidez de la aplicación.
② Medio ambiente: ¿La pieza estará expuesta a productos químicos, luz UV o temperaturas extremas? Seleccione un grado estándar, fluorosilicona u otro grado especial.
③ Requisitos reglamentarios: ¿La aplicación requiere conformidad médica (USP Clase VI) o alimentaria (FDA)?

¿Cuáles son las mejores prácticas para diseñar piezas de LSR?
Siga estas directrices para crear piezas optimizadas para la fabricación y el rendimiento.
1. Mantener un espesor de pared uniforme: El grosor de pared ideal para las piezas de LSR suele estar entre 0,5 mm y 3 mm. La uniformidad evita la contracción desigual y las tensiones internas.
2. Utilice radios generosos: Evite las esquinas internas afiladas. Añadir un radio (al menos 0,5 veces el grosor de la pared) mejora el flujo de material, reduce la concentración de tensiones y aumenta la resistencia a la rotura de la pieza.
3. Coloque estratégicamente las líneas de separación: Trabaje con su moldeador para colocar la línea de separación en una superficie no crítica u oculta para minimizar su impacto estético.
4. Aproveche la flexibilidad de la LSR para los rebajes: Los rebajes sencillos pueden moldearse a menudo sin complejas acciones laterales, ya que la pieza flexible puede "despegarse" del molde. Discuta los diseños de socavados complejos con su moldeador para garantizar la viabilidad.
5. Diseño para una ventilación adecuada: Al diseñar la pieza, tenga en cuenta dónde estarán los últimos puntos de llenado. Estos son lugares naturales para los respiraderos.
6. Incorporar borrador: Aunque la LSR es flexible, un ángulo de inclinación de al menos 1 grado simplifica la expulsión, reduce el tiempo de ciclo y minimiza la tensión en la pieza durante la retirada.
¿Cuáles son los problemas habituales en el moldeo de LSR y sus soluciones?
| Problema | Descripción | Causas comunes | Soluciones |
|---|---|---|---|
| Flash | Una fina película no deseada de LSR en la pieza a lo largo de la línea de separación. | 1. Sellado deficiente del molde. 2. Presión/velocidad de inyección excesivas. 3. Fuerza de apriete insuficiente. | 1. Mejorar la precisión de la herramienta de moldeo. 2. Reducir la presión de inyección. 3. Aumentar el tonelaje de sujeción de la máquina. |
| Trampas de aire (vacíos) | Burbujas o bolsas vacías atrapadas dentro de la pieza. | 1. Ventilación inadecuada del molde. 2. Flujo de material turbulento. 3. Humedad atrapada. | 1. Añadir o ampliar respiraderos en los puntos de último llenado. 2. Optimizar la ubicación de la compuerta y la velocidad de inyección. 3. Asegúrese de que el material esté seco. |
| Disparo corto | La cavidad del molde no se llena completamente, lo que da lugar a una pieza incompleta. | 1. Material inyectado insuficiente. 2. Curado prematuro. 3. Mala ventilación (contrapresión). | 1. Aumentar el tamaño del disparo. 2. Reduzca ligeramente la temperatura del molde o aumente la velocidad de inyección. 3. Mejorar la ventilación. |
| Marcas de fregadero | Depresiones en la superficie, normalmente opuestas a secciones gruesas como las costillas. | 1. Contracción del material en zonas gruesas. 2. Presión insuficiente de la empaquetadura. | 1. Espesor de pared uniforme de diseño. 2. Optimizar la fase de embalaje. 3. Extraiga las secciones gruesas. |
| Fallo de adhesión (sobremoldeo) | La capa de LSR se desprende del sustrato plástico o metálico. | 1. Materiales incompatibles. 2. 2. Contaminación de la superficie (aceites, desmoldeo). 3. Temperatura insuficiente del sustrato. | 1. Utilizar imprimaciones o tratamientos superficiales (plasma/corona). 2. Asegúrese de que el sustrato está limpio. 3. Utilizar materiales compatibles (por ejemplo, PBT). |
¿Qué tecnologías y conceptos están relacionados?
1. Tecnologías anteriores:
① Química de la silicona (curado por adición frente a curado con peróxido): LSR utiliza un sistema de curado por adición catalizado por platino. Este proceso es muy limpio, rápido y no produce subproductos. Es superior a los sistemas de curado con peróxido utilizados para algunos HCR, que pueden dejar residuos y requieren un proceso de postcurado más exhaustivo.
② CAD/CAM: El software de diseño asistido por ordenador (CAD) se utiliza para diseñar el modelo 3D de la pieza. A continuación, el software de fabricación asistida por ordenador (CAM) traduce este diseño en instrucciones para las máquinas que construirán el molde.
③ Fabricación de moldes (CNC y electroerosión): Los moldes de acero de alta precisión para LSR se fabrican mediante mecanizado CNC (control numérico por ordenador) para el conformado general y EDM (mecanizado por descarga eléctrica) para crear detalles finos, esquinas afiladas y texturas complejas difíciles de fresar.
2. Procesos posteriores:
① Postcurado: Aunque la LSR se cura completamente en el molde, algunas piezas, especialmente las destinadas a aplicaciones médicas y de contacto con alimentos, se someten a una fase de postcurado. Esto implica calentar las piezas en un horno durante varias horas para eliminar los compuestos orgánicos volátiles (COV) restantes y garantizar la máxima estabilidad e inercia.
② Criogénico Desbarbado: Para aplicaciones que requieren bordes perfectos y sin rebabas, las piezas pueden voltearse en nitrógeno líquido. El frío extremo hace que la fina rebaba se vuelva quebradiza y se desprenda limpiamente, mientras que el cuerpo principal de la pieza permanece flexible e ileso.
③ Montaje y automatización: Las piezas acabadas de LSR suelen integrarse en conjuntos más grandes. La consistencia y precisión del moldeo por inyección las hacen ideales para líneas de montaje automatizadas.
3. Procesos alternativos y relacionados:
① Moldeo por compresión y transferencia de silicona: Estos procesos utilizan caucho de alta consistencia (HCR) y son más adecuados para producciones de menor volumen, geometrías más sencillas o piezas muy grandes. Suelen ser más lentos y menos precisos que el moldeo de LSR.
② Impresión 3D con silicona: Una tecnología emergente que permite la creación rápida de prototipos y de piezas personalizadas de gran complejidad sin necesidad de utillaje. Aunque actualmente es más lenta y cara para la producción en serie, es una herramienta excelente para la validación de diseños y la fabricación de bajo volumen.


How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

