 Ir al contenido
Ir al contenido 

Introducción: El husillo de la máquina de moldeo por inyección es un componente clave en el proceso de moldeo por inyección. Se encarga de fundir, mezclar y comprimir la materia prima plástica. En este artículo hablaremos del papel del tornillo en la máquina de moldeo por inyección.
¿Qué son los tornillos de moldeo por inyección?
En moldeo por inyección El tornillo es una parte muy importante de la máquina de moldeo por inyección. Tiene las funciones de transportar, compactar, fundir, agitar y presurizar el plástico. Todo ello se realiza mediante la rotación del tornillo en el barril.

Cuando el tornillo gira, el plástico roza y se desliza contra el interior del barril, la parte inferior de la rosca del tornillo, el borde de empuje del tornillo y entre los plásticos. El plástico avanza debido a todos estos movimientos, y el calor del roce también es absorbido por el plástico, lo que hace que éste se caliente más y se funda.
¿Cuáles son las diferencias entre los tornillos de la máquina de moldeo por inyección?
El husillo es una pieza muy importante de la máquina de moldeo por inyección y se encarga de transportar, compactar, fundir, agitar y presurizar el plástico durante la producción.

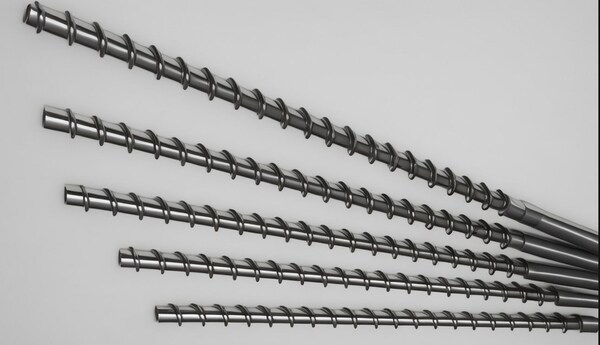
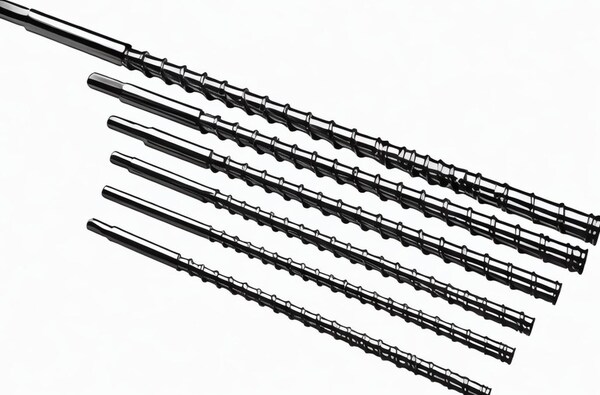
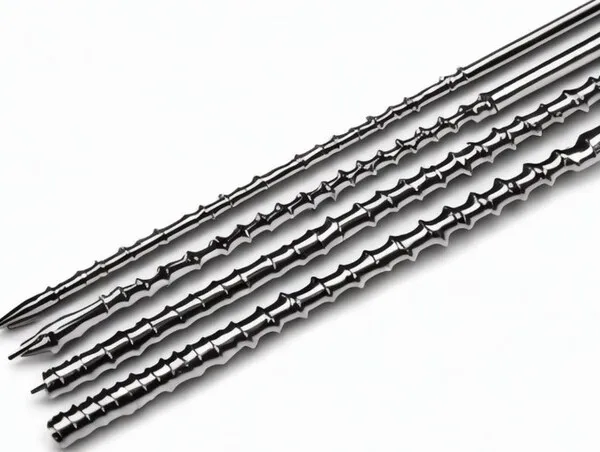
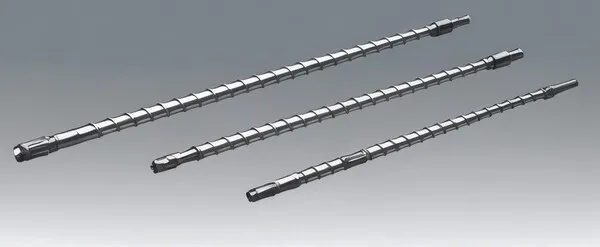
Los tornillos para la máquina de moldeo por inyección se pueden dividir en tres tipos: tipo gradual, tipo repentino y tipo universal. Estos tres tipos de tornillos tienen sus propias formas y funciones.el tornillo gradual se utiliza principalmente para procesar plásticos no cristalinos con un amplio rango de temperatura de reblandecimiento y alta viscosidad.
El tornillo rápido se utiliza principalmente para procesar plásticos que son cristalinos y tienen una viscosidad y un punto de fusión claros; el tornillo general se utiliza principalmente para procesar plásticos que son cristalinos y no cristalinos.

El tornillo es la parte más importante de la máquina de moldeo por inyección. Puede dividirse en diferentes tipos según las distintas funciones y requisitos.
Clasificación por funciones
De acuerdo con la función, el tornillo de plastificación puede dividirse en cuatro zonas, que son la zona de transporte de sólidos, la zona de retardo de la fusión, la zona de solución de sólidos y la zona de transporte de la masa fundida.

Los tornillos de estas cuatro zonas funcionan de forma independiente, pero también trabajan juntos. El tornillo de la zona de transporte de sólidos está conectado a la tolva de alimentación para hacer avanzar el plástico a medida que aumenta la temperatura.
El tornillo de la zona de retardo de la fusión hace que el sol se acumule en la ranura del tornillo para formar una piscina de fusión. El tornillo de la zona de solución sólida tiene dos funciones. Una es ayudar al material fundido a plastificarse, y la otra es transportar el plástico fundido a la piscina de fusión.

El tornillo de la última zona de fusión ayudará a mantener el plástico a la misma temperatura y a que fluya sin problemas.
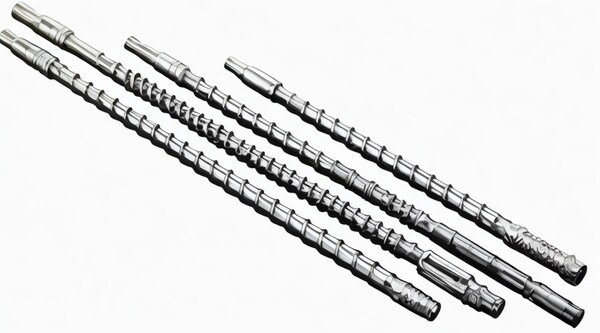
Diferenciación por forma geométrica
Basado en la forma, se puede dividir en tres partes: zona de alimentación, zona de compresión y zona de dosificación.La zona de alimentación es para fijar la profundidad de la ranura de la ranura del tornillo, que se utiliza para empujar el sólido de plástico para iniciar la fusión antes del final de la alimentación .
el tornillo en la zona de compresión es la profundidad de la ranura de la ranura del tornillo cónico, que puede ayudar a la fusión, mezcla, compresión de cizallamiento y escape a presión de las materias primas plásticas.
La zona de dosificación es la profundidad fija de la ranura del tornillo. Además de comprimir el plástico, también proporciona más presión para garantizar que el plástico esté a una temperatura uniforme y sea estable.
¿Cuál es el principio de funcionamiento del tornillo de la máquina de moldeo por inyección?
Principio de funcionamiento
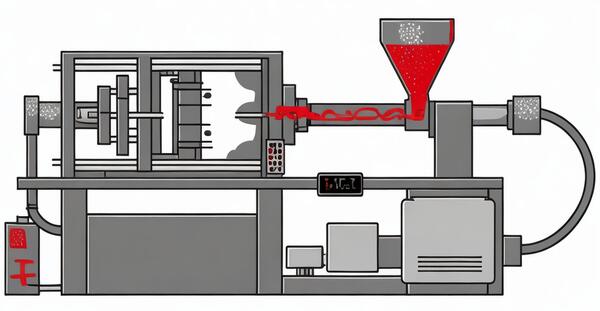
El husillo de extrusión funde el material mientras lo empuja continuamente, y genera una presión bastante alta en el cabezal de la matriz, y consigue que los productos extruidos salgan continuamente por el cabezal de la matriz de moldeo.
Cuando se diseña un tornillo de extrusión, hay que pensar en tres cosas: la cantidad de plástico que puede empujar, la consistencia de ese flujo y lo bien que funde el plástico.

El husillo de inyección hace dos cosas: preplastifica los materiales sólidos e inyecta los materiales fundidos para el proceso de inyección. No necesita extruir de forma constante.
La plastificación previa del tornillo de inyección es sólo un proceso frontal de la moldeo por inyección proceso, que no es gran cosa en comparación con el tornillo de extrusión.

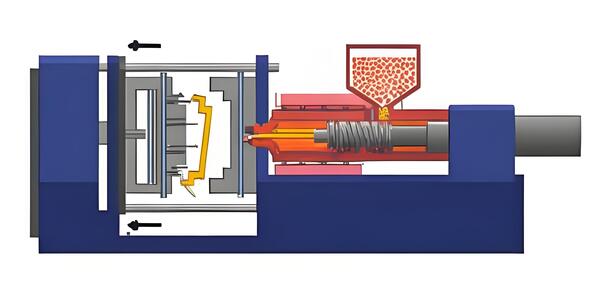
Calentamiento del material
Además del calor generado por el efecto de cizallamiento, similar al del tornillo de extrusión durante la plastificación, el material preplastificado en el barril de la máquina de inyección se calienta con más calentadores externos porque permanece más tiempo en el barril.
Además, cuando el material se inyecta en el molde, fluye a través de la boquilla a gran velocidad y experimenta mucho cizallamiento, lo que genera calor por el cizallamiento.

En términos de regulación de la presión de plastificación
Cuando se fabrican productos, es difícil que el tornillo de extrusión cambie el grado de aplastamiento del plástico, pero el tornillo de inyección puede cambiar el grado de aplastamiento del plástico modificando la contrapresión, por lo que es fácil controlar el grado de aplastamiento del plástico.
En términos de cambio de longitud de tornillo
Durante la preplastificación, el tornillo de inyección gira y se retrae, haciendo que cambie la longitud efectiva de trabajo.El tornillo de extrusión debe estar a temperatura constante, presión constante, cantidad constante y extruyendo continuamente.

Tiene que colocarse y girar durante la extrusión, y la longitud efectiva de trabajo del tornillo no puede cambiar.
Impacto de la capacidad de plastificación en la capacidad de producción
La capacidad de plastificación del tornillo de extrusión afecta directamente a la capacidad de producción, mientras que el tiempo de preplastificación del tornillo de inyección es inferior al tiempo de enfriamiento del producto en la cavidad del molde.

Por lo tanto, la capacidad de plastificación del tornillo de inyección no es el principal factor que afecta a la capacidad de producción.
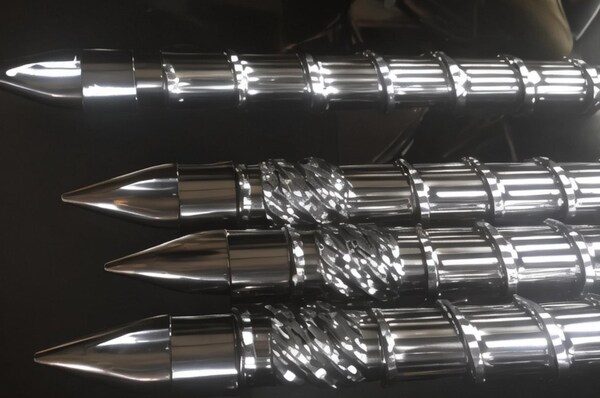
En términos de estructura de la cabeza del tornillo
La cabeza del tornillo de inyección es diferente de la cabeza del tornillo de extrusión. La cabeza del tornillo de extrusión es en su mayoría redonda o roma, y la cabeza del tornillo de inyección es en su mayoría puntiaguda, y la cabeza tiene una estructura especial.

Cabeza de tornillo puntiaguda o con rosca. Este tipo de cabeza de tornillo se utiliza principalmente para procesar materiales con alta viscosidad y poca estabilidad térmica.puede prevenir el fenómeno de descomposición de material estancado causado por la descarga sucia durante la inyección.
¿Cuál es la función del tornillo de la máquina de moldeo por inyección?
Función de la sección de transporte por tornillo
La unidad de inyección desempeña un papel fundamental en la máquina de moldeo por inyección, ya que se encarga de introducir el plástico fundido en la cavidad del molde para formar el producto acabado deseado.

El material debe alcanzar la temperatura del punto de fusión después de pasar por la sección de transporte. Típicamente, la sección de transporte de tornillo es de aproximadamente 50% de la longitud total del tornillo.
Cuanto más profunda sea la ranura del tornillo en la sección de transporte, más material podrá mover, pero hay que asegurarse de que el tornillo sea lo suficientemente resistente.
Función de la sección de compresión de tornillos
La sección de compresión del tornillo se encarga de comprimir, presurizar y expulsar el plástico. Tras pasar por esta sección, el material se funde casi por completo, pero no se mezcla de manera uniforme. Normalmente, la sección de compresión representa entre el 20 y el 25% de la longitud total del tornillo.
En esta parte, el plástico se funde lentamente, y el volumen de la ranura del tornillo debe disminuir lentamente, de lo contrario la presión del material no será sólida, la transferencia de calor será lenta, el escape será malo, y también hará que la pieza tenga poros.

La relación de compresión del tornillo es la relación entre la profundidad de la última ranura del tornillo de la sección de alimentación y la profundidad de la primera ranura del tornillo de la sección de dosificación.Cuando la relación de compresión es constante, cuanto más larga es la sección de compresión del tornillo, menor es el calor de cizallamiento.
Además, si la longitud de la sección de compresión es constante, cuanto menor sea la relación de compresión, menor será el calor de cizallamiento. Así pues, la estructura de la sección de compresión es lo que determina principalmente el tamaño del calor de cizalladura.
Lo normal es utilizar un tornillo con un calor de cizallamiento bajo y una relación de compresión de 1,8-2,2. Para la profundidad de la ranura del tornillo de la sección de medición, se recomienda utilizar entre 0,09 y 0,1 veces el diámetro del tornillo.
Función de la sección de dosificación de tornillos
La sección de dosificación del husillo suele constituir entre el 20 y el 25% de la longitud total del husillo y es la principal responsable de mezclar uniformemente el plástico para asegurarse de que todo el plástico se funde.
Cuanto más larga sea la sección de dosificación, mejor será el efecto de mezcla del plástico. Si es demasiado larga, la masa fundida permanecerá demasiado tiempo y producirá descomposición térmica.si es demasiado corta, la temperatura no será uniforme.
Generalmente, cuando seleccionamos un moldeo por inyección máquina para procesar productos, lo mejor es que el peso del producto sea 70%-80% del volumen de inyección.

Si el volumen de inyección es demasiado grande, la masa fundida permanecerá mucho tiempo en la sección de dosificación. Esto hará que el material se descomponga por el calor, creará poros en el producto final e incluso afectará a las propiedades mecánicas del producto.
Efecto plastificante
La función principal del tornillo en el proceso de moldeo por inyección es fundir el material plástico sólido con calor, convertirlo en estado líquido y empujarlo directa o indirectamente a la cavidad del molde para fabricar un producto.

Así pues, el tornillo de la máquina de moldeo por inyección se denomina plastificador. El proceso de plastificación se ve afectado por muchos factores, como la longitud y el diámetro del tornillo, el paso, la velocidad, etc. El ajuste razonable de estos factores tiene un gran impacto en el efecto de plastificación.
Efecto de presurización
El tornillo de la máquina de moldeo por inyección tiene la función de empujar el material plástico fundido dentro de la cavidad del molde. Para ello, el tornillo de la máquina de moldeo por inyección utiliza diferentes pasos de tornillo y boquillas de alta presión según sea necesario.

El tornillo con una boquilla de alta presión puede aumentar la presión de inyección del material plástico para garantizar la densidad y la calidad del producto. Así, el efecto de presurización es también una de las funciones importantes del tornillo en la máquina de moldeo por inyección.
Función de regulación de la temperatura
El tornillo suele ser de metal, por lo que puede calentarse o enfriarse para controlar la temperatura del plástico. El control de la temperatura es muy importante en el proceso de moldeo por inyección porque afecta directamente a cómo fluye el plástico y a la rapidez con que se endurece.

El tornillo suele ser de metal, por lo que puede calentarse o enfriarse para controlar la temperatura del plástico. El control de la temperatura es muy importante en el proceso de moldeo por inyección porque afecta directamente a cómo fluye el plástico y a la rapidez con que se endurece.
El tornillo de la máquina de moldeo por inyección suele tener un sistema de calentamiento y enfriamiento para mantener la temperatura constante durante el proceso de moldeo por inyección.

Cuando la máquina de moldeo por inyección está en funcionamiento, las secciones de alta y baja temperatura del tornillo se alternan para garantizar que el material plástico se funde por completo y que el proceso de moldeo por inyección es estable.
Función de limpieza
Como hay muchos tipos diferentes de materiales plásticos utilizados en el moldeo por inyección, y a veces hay que añadirles cosas, siempre quedará algo de suciedad cuando se ponga en marcha la máquina de moldeo por inyección.
Estas impurezas afectarán al producto e incluso dañarán el molde. En este caso, el tornillo de la máquina de moldeo por inyección desempeñará una función de limpieza.
La alta temperatura y la alta presión generadas por la fricción rotativa del tornillo pueden descargar las impurezas y los residuos, garantizando la calidad del producto.

Fusión y mezcla de materiales plásticos
A medida que el tornillo de la máquina de moldeo por inyección se mueve, también empuja los gránulos de plástico hacia delante, haciendo que los gránulos de plástico de la parte delantera sean empujados hacia la parte trasera, mezclando completamente los gránulos de plástico fundidos con los gránulos de plástico sin fundir.
Con los gránulos de plástico mezclados, el tornillo de la máquina de moldeo por inyección empuja los gránulos de plástico a la zona de calentamiento, y luego los empuja a la zona de fusión después del calentamiento.
En la zona de fusión del plástico, el tornillo realiza su trabajo principal, calentar y fundir el plástico girándolo y empujándolo hacia delante.
Relleno de la cavidad del molde
El tornillo no sólo empuja el material plástico, sino que también aplica una alta presión para asegurarse de que se llena la cavidad del molde. Esta presión ayuda a superar el grosor del plástico y a asegurarse de que llena todas las partes del molde.
Una vez fundido y mezclado el material plástico, el tornillo lo empuja hacia la cavidad de llenado del molde. La acción de empuje del tornillo garantiza que el material plástico rellene cada detalle de la cavidad del molde para dar la forma deseada al producto.
El plástico fundido del tornillo de la máquina de moldeo por inyección se envía a la cavidad del molde para fabricar el producto acabado que desee. Puede controlar la velocidad de giro del tornillo para enviar la cantidad justa de plástico a la cavidad del molde. Esto asegura que el producto moldeado sea bueno y le ayuda a hacer las cosas más rápido.

¿Cuáles son los métodos para seleccionar el tornillo de la máquina de moldeo por inyección?
Paso y tipo de rosca
El paso es la distancia que avanza el plástico por rotación del tornillo. Cuanto mayor es el paso, menor es la distancia que avanza el plástico por rotación, lo que resulta adecuado para plásticos difíciles de fundir. Los tipos de rosca del tornillo son rosca de ranura profunda y rosca de ranura superficial.
Material Selección
Los tornillos se fabrican con distintos materiales. Los más comunes son el acero normal, el acero aleado de alta calidad y los materiales especiales resistentes al desgaste. Los tornillos de acero normal sirven para la mayoría de los plásticos. Pero si utiliza plásticos técnicos que deben ser muy resistentes, debe utilizar tornillos de acero aleado de alta calidad o materiales especiales resistentes al desgaste.

Diámetro y longitud
Elija el diámetro y la longitud del tornillo según las especificaciones y los requisitos de producción del moldeo por inyección máquina. Cuanto mayor sea el diámetro del tornillo, mayor será la capacidad de moldeo por inyección, y más adecuado para el moldeo por inyección de gran tamaño; cuanto menor sea el diámetro del tornillo, más adecuado para el moldeo por inyección de pequeño tamaño.

En cuanto a la longitud, en general, la longitud del tornillo debe ser de 3 a 4 veces el diámetro para garantizar la plastificación completa del plástico.
Relación de compresión
La relación de compresión del tornillo se refiere a la relación entre la profundidad y la poca profundidad de la zona roscada del tornillo, también conocida como capacidad de plastificación.

Los distintos plásticos requieren diferentes relaciones de compresión para garantizar que el plástico se plastifique completamente sin sobreplastificarse y provocar una descomposición térmica.
¿Cómo utilizar correctamente el tornillo de la máquina de moldeo por inyección?
Precalentamiento de arranque
Antes de poner en marcha la máquina de moldeo por inyección, es necesario precalentar el tornillo. El propósito del precalentamiento es calentar el tornillo a la temperatura de trabajo adecuada y reducir el enfriamiento del plástico en el tornillo, para que el plástico pueda plastificarse completamente y evitar problemas causados por la fusión incompleta del plástico.
Temperatura de control
La clave es mantener la temperatura del tornillo y el barril de la máquina de moldeo por inyección de plástico. Si la temperatura es demasiado alta, el plástico se descompondrá. Si la temperatura es demasiado baja, el plástico no se plastificará. Por lo tanto, la temperatura del tornillo y el barril debe ajustarse de acuerdo a los diferentes plásticos para asegurarse de que trabajan dentro del rango de temperatura adecuado.
Limpieza y mantenimiento
Mantenga el tornillo limpio y ordenado para evitar que los residuos de plástico y el polvo metálico afecten a la calidad del moldeo por inyección. Utilice productos de limpieza y herramientas especiales para la limpieza, y evite utilizar objetos duros para arañar la superficie del tornillo a fin de evitar daños.
Evitar el uso excesivo
No haga funcionar las máquinas de moldeo por inyección de plástico a pleno rendimiento durante largos períodos de tiempo. Haga un plan de producción razonable, tome el descanso y el mantenimiento adecuados, y prolongue la vida útil del tornillo.

Conclusión
En resumen, el tornillo de la máquina de moldeo por inyección tiene que realizar muchas tareas, y cada una de ellas influye mucho en la calidad del producto final y en la rapidez con que se fabrica. Por eso, cuando moldeo por inyecciónhay que saber utilizar bien el tornillo.






