 Ir al contenido
Ir al contenido 

Introducción:El moldeo por inyección es adecuado para la producción en masa de productos de formas complejas y otros campos de procesamiento de moldeo. Aunque el moldeo por inyección es ampliamente utilizado en la fabricación. Sin embargo, las desventajas de moldeo por inyección son todavía algunos, que este artículo se discutirá desde los siguientes aspectos.
Los elevados costes de los moldes limitan la accesibilidad de la producción de pequeños lotes
¿A qué se deben los elevados costes iniciales?
Hay muchos procesos de fabricación de moldes de inyección
El coste de adquisición de piezas estándar es alto, los costes iniciales elevados y los procesos complejos requieren relativamente más mano de obra. Para garantizar la calidad, los fabricantes de moldes de plástico también tienen que pasar muchas pruebas cuando los procesos son complejos.

El número de moldes de inyección de plástico a fabricar debe determinarse en función del número de muestras
A veces, una pieza moldeada por inyección que parece tener una estructura muy simple requiere dos o incluso tres juegos de moldes de inyección para ser procesada.
La fabricación de moldes de inyección lleva mucho tiempo
Para lograr una alta precisión, algunos fabricantes de moldes de inyección son muy meticulosos y cuentan con personal dedicado a realizar un seguimiento y esforzarse por satisfacer a los clientes. Por tanto, cuanto más tiempo se requiera, la inversión aumentará en consecuencia.
Moldeo por inyección puede realizar el moldeo único de productos de plástico con formas complejas. Es un método de producción eficiente y a gran escala, y la calidad del molde de inyección afecta directamente a la calidad del moldeo por inyección.
En la industria del molde, para procesar piezas moldeadas por inyección con alta precisión, alta calidad y perfiles complejos, es necesario utilizar software avanzado de diseño y fabricación asistidos por ordenador o mecanizado CNC y formular procedimientos de procesamiento razonables.
La fabricación de moldes de inyección es muy difícil
los requisitos de diseño de los moldes de inyección son muy elevados, principalmente el diseño preciso de los canales de flujo del molde. Si el trabajo de diseño no se hace bien, es muy difícil modificar el molde si los ensayos posteriores no tienen éxito, y la mayoría de los moldes tienen que volver a fabricarse.

Hay muchos procesos de fabricación de moldes de inyección, el coste de adquisición de piezas estándar es elevado, el proceso es complejo y requiere relativamente mucha mano de obra. Para garantizar la calidad del proceso, los fabricantes de moldes de plástico también tienen que someterse a pruebas exhaustivas. Esta es una forma eficaz de garantizar la calidad del proceso, mejorar la eficiencia de la producción y reducir la intensidad de la mano de obra.
En definitiva, las razones de la elevada cotización de los fabricantes de moldes de inyección son que hay muchos procesos para fabricar moldes de inyección, el número de moldes de inyección de plásticos que hay que fabricar debe determinarse en función del número de muestras, los moldes de inyección tardan mucho tiempo y la fabricación de moldes de inyección es difícil. Con el continuo desarrollo de la industrialización, se ha convertido en un país importante en el mundo de los productos moldeados por inyección.
Los productos moldeados por inyección que se fabrican cada año se venden en todo el mundo, especialmente las carcasas de GPS, que se venden en el país y en el extranjero. El número de moldes que hay que fabricar depende de la muestra, y a veces parece que una pieza de plástico con una estructura muy simple requiere dos juegos de moldes de inyección, o incluso tres juegos de moldes de inyección para procesarla.

Los productos de moldeo por inyección también han contribuido de forma indeleble al crecimiento del comercio exterior. Sin embargo, al mismo tiempo que crece rápidamente, la industria también se encuentra con muchos problemas que requieren más atención.
¿Por qué el moldeo por inyección no es adecuado para la producción de lotes pequeños?
Desperdicio de material: Para fabricar un moldeo por inyección modelo, se necesitan ciertas materias primas para llenar la cavidad del molde. Si se produce en lotes pequeños, se desperdiciará una gran cantidad de material. Los modelos moldeados por inyección no son adecuados para la producción de lotes pequeños.
El coste de fabricación del molde es elevado: El coste de adquisición de piezas estándar de moldes de inyección es elevado y el proceso es complicado. La producción de lotes pequeños aumentará el coste de los productos unitarios, por lo que el moldeo por inyección no es adecuado para la producción de lotes pequeños.
Largo tiempo de preparación: Antes del moldeo por inyección, se necesita mucho tiempo para las pruebas y ajustes, y para la producción de lotes pequeños, reducirá su eficiencia de producción.

Falta de flexibilidad: El moldeo por inyección es más adecuado para la producción en serie de un mismo producto. Producción de lotes pequeños, carece de flexibilidad y requiere ajustes constantes.
Costes económicos elevados: Debido a la escasa cantidad de producción de lotes pequeños, es difícil lograr economías de escala en términos de cantidad de producción. Además, moldeo por inyección equipo es muy caro. Por lo tanto, el coste compartido por un solo producto es muy alto, por lo que los costes económicos son elevados. , no es adecuada para la producción de lotes pequeños.
En resumen, el moldeo por inyección es un proceso adecuado para la producción en masa, y la mayoría de los productos de plástico se fabrican hoy en día mediante este proceso. Sin embargo, el proceso de moldeo por inyección requiere primero la fabricación de moldes, y los moldes no sólo son caros de fabricar, sino que también tienen un ciclo de fabricación relativamente largo. Por lo tanto, sólo cuando el volumen de producción alcance grandes volúmenes, será económicamente beneficioso abrir el molde.
Limitaciones del diseño del moldeo por inyección
¿Qué diseños de producto son adecuados para los moldes de inyección?
Carcasas de productos electrónicos: Las carcasas de productos electrónicos como teléfonos móviles, televisores, equipos de música, etc. se moldean por inyección a partir de materiales plásticos de alta resistencia y durabilidad para cumplir los requisitos de aspecto y rendimiento del producto.

Juguetes: como juguetes para niños, juguetes educativos, juguetes deportivos, etc. Estos juguetes pueden moldearse por inyección a partir de distintos materiales, como polietileno, polipropileno, etc.
Artículos para el hogar: como perchas de plástico, cubos de plástico, sillas de plástico, etc. Estos productos tienen una excelente durabilidad y portabilidad y son muy adecuados para uso doméstico.
Autopartes: como puertas de automóviles, salpicaderos, luces, etc. Estos productos deben tener una gran resistencia al calor, a la corrosión y tenacidad para adaptarse a los requisitos del entorno de trabajo del automóvil.
Productos sanitarios: como jeringuillas médicas, hilos médicos desnatados, etc. Estos productos deben tener una buena biocompatibilidad y durabilidad para cumplir los estrictos requisitos de la industria médica.
¿Cuáles son las reglas para el diseño de moldes de moldeo por inyección?
Al iniciar el diseño del molde, debe prestar más atención a considerar varias opciones, sopesar las ventajas y desventajas de cada opción y elegir una entre ellas. También debe tomarse en serio el molde en T.

Después de entregar el plan de diseño, hay que comunicarse más con la fábrica para entender el proceso de elaboración y las condiciones de fabricación y uso. Cada juego de moldes debe tener una experiencia de análisis fija y un proceso de resumen de ganancias y pérdidas para poder mejorar continuamente el nivel de diseño de moldes.
Al diseñar, consulte dibujos similares diseñados en el pasado y aprenda de sus experiencias y lecciones; El departamento de diseño de moldes debe ser un todo, y cada miembro del diseño no puede trabajar de forma independiente. Especialmente en el resumen de conclusiones de diseño de moldes, debe haber un estilo de equipo.

Limitaciones del material de moldeo por inyección
¿Qué materiales plásticos son adecuados para el proceso de moldeo por inyección?
Poliestireno (PS), El poliestireno, comúnmente conocido como cola dura, es un material granular incoloro, transparente y brillante. Las características del poliestireno incluyen buenas propiedades ópticas, excelentes propiedades eléctricas, facilidad de moldeado y procesado, y buenas propiedades colorantes. Las mayores desventajas del poliestireno son su fragilidad, baja resistencia al calor (temperatura máxima de funcionamiento de 60 a 80 grados centígrados) y escasa resistencia a los ácidos.
Aplicaciones típicas del poliestireno: envasado de productos, artículos domésticos (vajillas, bandejas, etc.), eléctricos (recipientes transparentes, difusores de luz, láminas aislantes, etc.).
Polipropileno (PP): El polipropileno, un material granular incoloro, transparente o brillante, denominado PP, se conoce comúnmente como cola blanda 100%. Se trata de un plástico cristalino.

Las características del polipropileno incluyen buena fluidez, excelente rendimiento de moldeo, excelente resistencia al calor, puede hervirse y esterilizarse a 100 grados Celsius, alto límite elástico, buenas propiedades eléctricas, escasa seguridad contra incendios, escasa resistencia a la intemperie, sensibilidad al oxígeno y susceptibilidad a la influencia de los rayos ultravioleta. Envejecimiento.
Aplicaciones típicas del polipropileno: industria del automóvil (utiliza principalmente PP con aditivos metálicos: defensas, conductos de ventilación, ventiladores, etc.), equipos (juntas de puertas de lavavajillas, conductos de ventilación de secadoras, marcos y cubiertas de lavadoras, revestimientos de puertas de frigoríficos, etc.), productos de consumo (equipos de césped y jardín como cortacéspedes, aspersores, etc.).
Nylon (PA)El nailon es un plástico de ingeniería fabricado con resina de poliamida, denominada PA. Existen PA6, PA66, PA610, PA1010, etc.
Las características del nailon son que tiene alta cristalinidad, alta resistencia mecánica, buena tenacidad, alta resistencia a la tracción, resistencia a la compresión, excelente resistencia a la fatiga, resistencia al desgaste, resistencia a la corrosión, resistencia al calor, no toxicidad y excelentes propiedades eléctricas. Prestaciones: Poca resistencia a la luz, fácil absorción de agua y no resistente a los ácidos.
Ámbito de aplicación típico del polipropileno: se utiliza ampliamente en piezas estructurales debido a su buena resistencia mecánica y rigidez. Debido a sus buenas propiedades de resistencia al desgaste, también se utiliza en la fabricación de cojinetes.

Polioximetileno (POM)El polioximetileno, también conocido como material Saigang, es un plástico de ingeniería. El polioximetileno tiene una estructura cristalina con excelentes propiedades mecánicas, alto módulo elástico, alta rigidez y dureza superficial, y se conoce como un "competidor del metal."
Las características del poliformaldehído incluyen un pequeño coeficiente de fricción, excelente resistencia al desgaste y autolubricación, segundo después del nailon, pero más barato que éste, buena resistencia a los disolventes, especialmente a los disolventes orgánicos, pero no es resistente a los ácidos fuertes, álcalis fuertes y oxidantes. Tamaño Buena estabilidad y puede fabricar piezas de precisión. La contracción de moldeo es grande, la estabilidad térmica es pobre, y es fácil de descomponer cuando se calienta.
Aplicaciones típicas del polioximetileno: El POM tiene un coeficiente de fricción muy bajo y una buena estabilidad geométrica, y es especialmente adecuado para fabricar engranajes y cojinetes. Como también tiene resistencia a altas temperaturas y muy buenas propiedades físicas, también se utiliza en componentes de tuberías (válvulas de tuberías, carcasas de bombas), equipos de césped, etc.

Plástico ABS (acrilonitrilo-butadieno-estireno)El plástico ABS es un tipo de poliestireno modificado de alta resistencia, formado por tres compuestos: acrilonitrilo, butadieno y estireno en una determinada proporción, con color marfil claro, opaco, no tóxico e inodoro.
Características del plástico ABS: alta resistencia mecánica, fuerte resistencia al impacto, buena resistencia a la fluencia, duro, resistente, rígido y otras características. La superficie de las piezas de plástico ABS puede galvanizarse. El ABS puede mezclarse y fundirse con otros plásticos y caucho para mejorar sus prestaciones. Gama de aplicaciones típicas del ABS: automóviles, televisores, frigoríficos, lavadoras, aparatos de aire acondicionado y otras carcasas de electrodomésticos.
Policarbonato (PC), comúnmente conocido como vidrio antibalas, es un material transparente, insípido, inodoro y no tóxico que es inflamable pero puede autoextinguirse tras alejarlo del fuego.

Características del policarbonato: Posee una tenacidad y dureza especiales. Tiene la mejor resistencia al impacto entre todos los materiales termoplásticos. Excelente resistencia a la fluencia, buena estabilidad dimensional, alta precisión de moldeo y buena resistencia al calor (120 grados). Desventajas del policarbonato Tiene baja resistencia a la fatiga, gran tensión interna y poca resistencia al desgaste de las piezas de plástico que se agrietan con facilidad.
Campos de aplicación típicos del policarbonato: equipos eléctricos y comerciales (componentes informáticos, conectores, etc.), electrodomésticos (procesadores de alimentos, cajones de frigoríficos, etc.), industria del transporte (luces delanteras y traseras de vehículos, salpicadero, etc.).
PC+ABS (aleación de PC+ABS)combina las ventajas del PC (plástico de ingeniería) y del ABS (plástico general) y mejora el rendimiento de ambos. Contiene componentes químicos de ABS y PC y tiene buena fluidez y procesamiento de moldeo de ABS. Rendimiento, resistencia al impacto del PC y resistencia a los cambios de ciclo de frío y calor.

Las características de aleación PC+ABS se pueden utilizar para el diseño de moldes de boca dispensadora/boquilla grande, y la superficie se puede rociar con aceite, galvanizar y rociar con metal.
¿Cuáles son los requisitos de los materiales de moldeo para los materiales comunes de moldeo por inyección?
Cloruro de polivinilo (PVC)El PVC es corrosivo (fácil de descomponer) y tiene poca fluidez. Generalmente se utiliza acero inoxidable como material del molde de inyección.
Poliestireno (PS): Elija un material para la cavidad del molde de inyección con buena capacidad de pulido. En este caso se prefiere el poliestireno (PS) por su excelente resistencia al impacto y buen aislamiento eléctrico.
Polietileno (PE): bajo valor de destello, tenga cuidado de evitar rebabas (rebabas).

Polipropileno (PP): No hay requisitos especiales para los moldes. y el Polipropileno (PP) tiene excelente resistencia química y es apto para entrar en contacto con productos alimenticios
Nylon (PA): Bajo valor de destello, evitando rebabas (rebabas).
Polioximetileno (POM): Es corrosivo, así que elige materiales resistentes a la corrosión.
Policarbonato (PC)material transparente, elija un material de cavidad con buena capacidad de pulido; y poca fluidez, el molde de inyección debe calentarse, y la rigidez y el bloqueo del molde deben ser buenos.Plástico ABS: no hay requisitos especiales para los moldes de inyección.
Éter de polifenileno (PPO): poca fluidez, es necesario calentar el molde a 100 grados
Vidrio orgánico (PMMA): transparente, elija material pulido.

Limitaciones del proceso de fabricación del moldeo por inyección
¿Qué equipo se necesita para el proceso de moldeo por inyección?
Máquinas de moldeo por inyección
El principio de funcionamiento del moldeo por inyeccióng es similar a la de una jeringa de inyección. Utiliza el empuje del tornillo (o émbolo) para inyectar el plástico plastificado en estado fundido (es decir, en estado de flujo viscoso) en el proceso cerrado de obtención del producto acabado tras su solidificación y conformación en la cavidad del molde.
El moldeo por inyección es un proceso cíclico, y el ciclo típico de moldeo por inyección incluye principalmente alimentación cuantitativa - fusión y plastificación - inyección a presión - llenado y enfriamiento del molde - apertura y extracción del molde. Tras extraer la pieza de plástico, se vuelve a cerrar el molde y se realiza el siguiente ciclo.

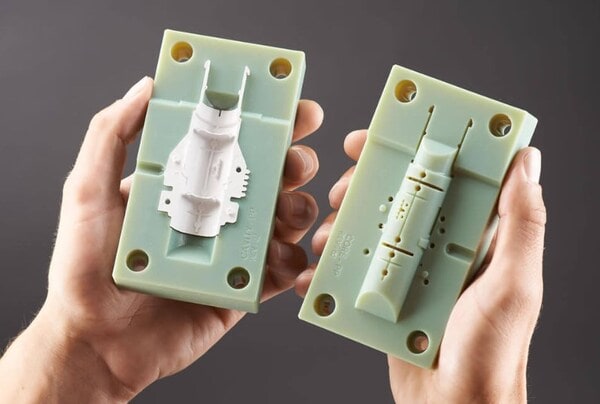
Moho
Molde (mú jù), diversos moldes y herramientas utilizados en la producción industrial para obtener los productos requeridos mediante moldeo por inyección, moldeo por soplado, extrusión, fundición a presión o forja, fundición, estampación y otros métodos.
En pocas palabras, un molde es una herramienta utilizada para fabricar objetos con forma. Esta herramienta se compone de varias partes, y diferentes moldes se componen de diferentes partes. Consigue principalmente la transformación de la forma del objeto mediante cambios en el estado físico del material moldeado. Se conoce como la "Madre de la Industria".

Equipos de automatización
Los equipos de automatización incluyen robots de manipulación, transportadores, sopladores, dispositivos de refrigeración, etc., para ayudar a realizar la automatización del moldeo por inyección.
Por ejemplo, los robots de manipulación se utilizan principalmente para retirar los productos conformados de la mesa de la máquina de moldeo por inyección, las cintas transportadoras se utilizan para transportar automáticamente las partículas de plástico a la máquina de moldeo por inyección, y los sopladores pueden utilizarse para ayudar a enfriar los productos de plástico.

Equipos fuera de línea: Los equipos fuera de línea incluyen dispositivos de pesaje, equipos de almacenamiento, herramientas neumáticas, amoladoras, etc., que se utilizan principalmente para ayudar a las operaciones específicas del proceso de moldeo por inyección y mejorar la eficiencia de la producción.
¿Por qué es tan alto el coste de inversión de los equipos de proceso de moldeo por inyección?
El propio equipo tiene un coste inicial relativamente alto
Los equipos de moldeo por inyección suelen constar de máquinas de moldeo por inyección, moldes, equipos de automatización, equipos fuera de línea, etc.
La máquina de moldeo por inyección es una de las piezas más caras y de mayor inversión inicial. El principio de funcionamiento de la máquina de moldeo por inyección es similar al de una jeringa de inyección. Utiliza el empuje del tornillo (o émbolo) para transferir el estado fundido plastificado (es decir, el estado de flujo viscoso) Proceso en el que se inyecta plástico en una cavidad de molde cerrada y se obtiene el producto tras solidificarlo y darle forma.

El moldeo por inyección es un proceso cíclico, y cada ciclo incluye principalmente alimentación cuantitativa - fusión y plastificación - inyección a presión - llenado y enfriamiento del molde - apertura y extracción del molde. Tras extraer la pieza de plástico, se vuelve a cerrar el molde y se realiza el siguiente ciclo.
Costes de depreciación y mantenimiento de equipos
se refiere a los costes de depreciación y mantenimiento necesarios para adquirir y utilizar equipos. Incluyen los costes de adquisición de los equipos, los costes de mantenimiento de los equipos y el alto coste inicial.
Costes de adquisición de equipos: A la hora de comprar equipos, las empresas deben tener en cuenta factores como el rendimiento de los equipos, el precio y el mantenimiento posterior, y elegir equipos con una alta rentabilidad, reduciendo así los costes de compra de equipos.
Costes de mantenimiento de los equipos: El mantenimiento regular de los equipos para garantizar que estén en buenas condiciones de funcionamiento puede prolongar la vida útil de los equipos y reducir los costes de mantenimiento de los equipos.Con ello se consigue un bajo coste

Coste laboral
El coste laboral incluye el coste laboral directo y el coste laboral indirecto. Además, los empleados son de alto grado, El coste laboral directo se refiere al coste laboral directo necesario para producir productos, que incluye principalmente los salarios, las prestaciones y los gastos de gestión de recursos humanos relacionados de los trabajadores operativos.
Los costes laborales indirectos se refieren a los costes laborales utilizados para el apoyo indirecto en el proceso de producción, como el personal de gestión de la producción, el personal de mantenimiento, etc. Los empleados son de muy alto grado, Aunque este personal no participa directamente en la producción del producto, su tecnología de fabricación establecida desempeña un papel importante para garantizar el funcionamiento normal del proceso de producción.
¿Cuáles son las dificultades del proceso de moldeo por inyección?
El moldeo por inyección es una tecnología común de procesamiento de plásticos, pero también hay algunas dificultades y problemas, incluyendo pero no limitado a los siguientes aspectos.
La posición de la puerta del molde y la corrección del molde
Compuerta: La compuerta es una ranura corta con un área de sección transversal pequeña, utilizada para conectar el canal y la cavidad del molde. Colocar la compuerta en la parte más gruesa del producto y verter desde la parte más gruesa puede proporcionar mejores efectos de llenado y retención de la presión. Si la presión de retención es insuficiente, las zonas más delgadas se solidificarán más rápidamente que las más gruesas. Evite colocar la compuerta donde el espesor cambie repentinamente para evitar histéresis o disparos cortos.
Control de la temperatura del molde
Diferentes materiales de caucho requieren diferentes temperaturas de moldeo; moldes con diferentes calidades de superficie y diferentes estructuras requieren diferentes temperaturas de moldeo, lo que requiere el diseño específico del sistema de control de temperatura; la temperatura del molde delantero es mayor que La diferencia de temperatura del molde trasero es generalmente alrededor de 20~30o; la temperatura del molde delantero requerida para sparklines es mayor que la temperatura del molde delantero requerida para superficies lisas.
Cuando el molde frontal necesita pasar agua caliente o aceite caliente, la diferencia de temperatura general es de unos 40o; cuando la temperatura real del molde no puede alcanzar la temperatura de molde requerida, el molde debe calentarse. Por lo tanto, al diseñar el molde, se debe considerar plenamente si el calor aportado al molde por el material de caucho puede satisfacer los requisitos de temperatura del molde.
Además de consumirse por radiación térmica y conducción del calor, la mayor parte del calor aportado al molde por el material de caucho debe ser consumido por el circuito de circulación. El medio de transferencia de calor sale del molde. El calor de las piezas de fácil transferencia térmica, como el cobre berilio, no es una excepción; la temperatura del molde debe estar equilibrada y no debe haber sobrecalentamiento ni subenfriamiento local.
Requisitos del entorno de depuración para el transporte de materias primas plásticas
Durante el transporte de partículas de plástico, se debe prestar atención a la selección de la temperatura de transporte adecuada para evitar la deformación o descomposición de las partículas a temperaturas altas o bajas; mantener las partículas en estado seco para evitar que se dañen por la humedad y la influencia del agua; evitar el contacto con sustancias nocivas, como ácidos, álcalis, etc;
Respete estrictamente las distintas normativas y leyes y reglamentos, y no sobrecargue, acelere, etc. durante el transporte; compruebe regularmente el estado de los vehículos y los materiales de embalaje, y sustituya rápidamente las piezas y materiales dañados.
Mantenga limpio el entorno del taller durante el control del proceso de producción
El proceso de producción del moldeo por inyección producirá diversos gases residuales, aguas residuales y plástico no utilizado o de desecho que contaminan el medio ambiente. Dado que actualmente se está aplicando el doble objetivo de reducción de emisiones de carbono, es necesario adoptar las correspondientes medidas de protección medioambiental para el procesamiento.

Conclusión
Moldeo por inyección es un método de moldeo muy utilizado, pero también tiene algunas deficiencias y limitaciones en la producción real, como su elevado coste, la complejidad del proceso, el largo ciclo de producción y la propensión a los defectos. Estas deficiencias pueden mejorarse optimizando el proceso, mejorando el rendimiento del equipo, mejorando los materiales del molde o desarrollando la tecnología más competitiva en costes para satisfacer la demanda de productos de mayor calidad.







