 Ir al contenido
Ir al contenido 

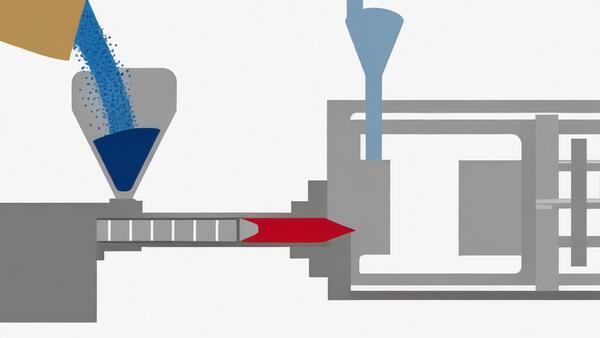
Introducción: La mayoría de los plásticos se fabrican moldeo por inyección. Es una forma estupenda de hacer muchas cosas de forma rápida y barata. Pero hay que tener cuidado. Si no lo haces, las piezas no encajarán cuando intentes montarlas.

Eso es malo porque los moldes cuestan mucho dinero. Este artículo te mostrará cómo asegurarte de que tus piezas encajan entre sí y son de buena calidad.
¿Qué son las tolerancias del moldeo por inyección?
Las cosas encogen. Es un hecho. Y no siempre es igual. Así que tienes que establecer un rango de contracción aceptable para que la pieza funcione.
Estos márgenes se denominan tolerancias. Son muy importantes para las piezas grandes y las que están formadas por más de una pieza. Si las piezas no encajan entre sí porque no están dentro de los márgenes de tolerancia, la pieza no funcionará. Y usted no estará contento.

Los moldes de inyección se mecanizan mediante CNC con tolerancias de ±,005 pulgadas. Las tolerancias estrechas del moldeo por inyección se refieren a variaciones de ±.002 pulgadas. Las tolerancias muy estrechas se refieren a ±.001 pulgadas. Las piezas con tolerancias normales tienen un precio inferior al de las piezas con tolerancias más estrictas.
Por lo tanto, determinar las tolerancias óptimas de las piezas moldeadas por inyección es importante para producir piezas de alta calidad de forma asequible.
¿Por qué son tan importantes las tolerancias en el moldeo por inyección?
Es importante especificar correctamente la tolerancia del moldeo por inyección para que la pieza final encaje cuando se ensamble.

Puede controlar las tolerancias del moldeo por inyección utilizando buenos principios de diseño y fabricación, eligiendo el material adecuado, diseñando la herramienta correctamente y controlando el proceso.
Cuando se fabrican piezas, no todas van a ser exactamente iguales. Hay que definir cuánta variación es aceptable para que las piezas funcionen como uno quiere. Esto es más importante cuando se empiezan a ensamblar piezas.
Por ejemplo, si tiene dos piezas planas que deben atornillarse, los orificios de cada pieza deben estar en el lugar correcto. Los agujeros de una pieza tienen que estar en el lugar correcto en relación con los agujeros de la otra pieza.

Parece sencillo, pero cuando empiezas a juntar un montón de piezas, una sola puede fastidiarlo todo.
Puede utilizar el apilamiento de tolerancias y el análisis estadístico para averiguar cómo fabricar piezas moldeadas por inyección que funcionen juntas.
¿Cuáles son los factores que afectan a las tolerancias del moldeo por inyección?
Diseño de piezas
Una de las formas más importantes de limitar el alabeo, la contracción excesiva y la desalineación de las piezas es utilizar los principios de DFM al diseñar las piezas.

La mejor forma de conseguirlo es trabajar con su proyecto de moldeo por inyección al principio del proceso de diseño para evitar costosos rediseños más adelante en la fase de diseño.
Espesor de pared
Las piezas con un grosor de pared variable pueden sufrir una contracción desigual. Cuando no se pueden evitar las zonas gruesas, se debe recurrir al coring para mantener uniforme el grosor de la pared.
Un grosor de pared desigual puede provocar la deformación de la pieza, lo que puede afectar a las tolerancias y al montaje.

Las paredes más gruesas no siempre son la mejor opción para aumentar la resistencia; siempre que sea posible, es mejor utilizar nervaduras y refuerzos para mejorar la resistencia de la pieza.
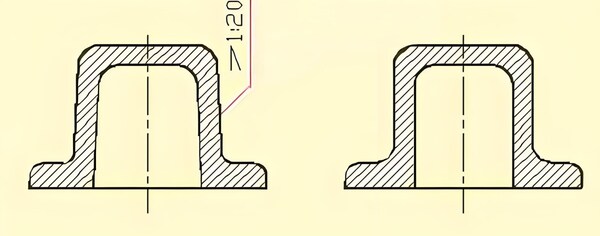
Ángulo de calado
El ángulo de desmoldeo es muy importante para que la pieza salga fácilmente del molde.
Si no es correcto, su pieza puede atascarse cuando intente sacarla, y puede raspar y deformar su pieza. El ángulo de inclinación puede oscilar entre 0,5° y 3°, dependiendo del diseño de la pieza y del acabado de la superficie.
Características del jefe
Los resaltes se utilizan a menudo para alojar elementos de fijación cuando se ensamblan varias piezas de plástico. Si los resaltes son demasiado gruesos, pueden dejar muescas en la pieza.
Si no están unidas a los flancos por nervios, pueden deformarse considerablemente. Esto hará que el montaje de estas piezas sea casi imposible.
Selección de materiales
Se pueden fabricar plásticos moldeados por inyección a partir de un montón de resinas diferentes. La que elijas dependerá de lo que vayas a fabricar.

Cada resina encoge una cantidad diferente. Al diseñar el molde, hay que tener en cuenta esta contracción. Por lo general, el molde se hace más grande en función del porcentaje de contracción del material.
Si se trata de un ensamblaje multimaterial, hay que tener en cuenta las diferentes tasas de contracción.
Si no se diseñan bien las tolerancias, se puede acabar con piezas que no encajan entre sí. Ese es un gran error en el moldeo por inyección.

Las tolerancias del moldeo por inyección vienen determinadas principalmente por la contracción del material y la geometría de la pieza. Debe finalizar la selección del material antes de diseñar y construir la herramienta. El diseño de la herramienta depende mucho del material que elija.
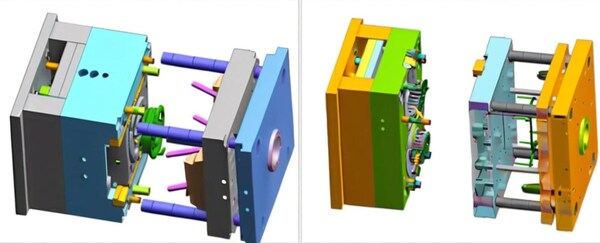
Diseño de herramientas
Una vez seleccionado el material, se suele sobredimensionar la herramienta para tener en cuenta la contracción que sufrirá el material.
Pero la contracción no se produce de forma constante en todas las dimensiones. Por ejemplo, las piezas más gruesas se enfrían a diferente velocidad que las más finas.

Por lo tanto, si tiene una pieza compleja con una mezcla de paredes finas y gruesas, tendrá velocidades de enfriamiento variables.
Y ese alabeo o hundimiento puede afectar seriamente a las tolerancias y al ajuste del moldeo por inyección. Por tanto, para limitar estos efectos, los fabricantes de herramientas tienen en cuenta lo siguiente a la hora de diseñar las características del molde.
Refrigeración de herramientas: La refrigeración es importante. Una mala refrigeración hace que la pieza sea mala. Una buena refrigeración hará que la pieza sea buena. Coloque la refrigeración en el lugar adecuado.

Tolerancia de la herramienta
Si una herramienta está fuera de tolerancia, cada pieza moldeada con esa herramienta tendrá ese error añadido a cualquier error causado por la contracción.
Sin embargo, en el mecanizado CNC, las tolerancias de las herramientas suelen controlarse y supervisarse estrictamente, por lo que una herramienta fuera de tolerancia rara vez es la razón por la que una pieza está fuera de tolerancia.
Además, estas herramientas suelen ser "seguras para el acero". Esto significa que cuando se fabrica una herramienta, las dimensiones o características críticas pueden ajustarse con un fresado adicional.

Si las dimensiones finales de determinadas piezas están fuera de tolerancia, el material adicional permite afinar la herramienta mediante el mecanizado.
Por ejemplo, un orificio de tolerancia estrecha en una pieza puede tener una herramienta diseñada con un pasador central que se encuentra en el lado más ancho de la tolerancia.
Si es necesario ajustar el orificio, se mecanizará para hacerlo más fino.

Posición del eyector
El eyector empuja el molde fuera del molde a medida que se abre. Esto debe hacerse lo más rápido posible para minimizar el tiempo de ciclo.

Si el expulsor se coloca en una posición no ideal, puede dañar la pieza. Algunos materiales no son completamente rígidos cuando salen de la herramienta. Una expulsión irregular puede provocar graves alabeos e incoherencias dimensionales.
Ubicación de la puerta
La puerta es donde la resina entra en la herramienta. Si lo pones en el lugar equivocado, se verá mal.

Además, si no se llena el molde de manera uniforme, se producirán alabeos y encogimientos. A veces se necesita más de una compuerta para llenar el molde uniformemente y evitar estos problemas.
Control de procesos
Incluso si se realiza todo el trabajo de diseño previo y se tienen en cuenta los materiales para optimizar una pieza para moldeo por inyección tolerancias, es posible que la pieza esté fuera de tolerancia cuando se entreguen las primeras muestras.
Una vez combinados todos los métodos anteriores, el siguiente paso para mejorar el cumplimiento de las tolerancias es ajustar el proceso.
El control de la temperatura, la presión y el tiempo de permanencia son algunas de las formas más comunes de mejorar la calidad de las piezas.
Una vez determinado el conjunto ideal de condiciones, el molde puede crear piezas consistentes con muy poca variación dimensional de una pieza a otra.
Cuando se trata de piezas complejas con múltiples características, puede ser una buena idea colocar sensores de presión y temperatura en la herramienta para medir estos parámetros durante el proceso de fabricación y obtener información en tiempo real y controlar el proceso.

Mantener la presión y la temperatura en la herramienta todo el tiempo puede ayudarle a mantener tolerancias constantes.
Cuando se trata de piezas complejas con múltiples características, puede ser una buena idea colocar sensores de presión y temperatura en la herramienta para medir estos parámetros durante el proceso de fabricación y obtener información en tiempo real y controlar el proceso.
Mantener la presión y la temperatura en la herramienta todo el tiempo puede ayudarle a mantener tolerancias constantes.

¿Cómo optimizar las tolerancias del moldeo por inyección?
Diseño de piezas para su fabricación
Para evitar rediseños posteriores costosos y lentos, es importante predecir los problemas de tolerancia en una fase temprana del proceso de diseño.
Para minimizar el riesgo de alabeo y desalineación, los diseñadores deben seguir las directrices del diseño para la fabricación (DFM). DFM significa diseñar piezas teniendo en cuenta un proceso de fabricación específico.
Cuando se diseña una pieza para su fabricación, hay que pensar en cómo se va a fabricar. Esto significa que hay que tener en cuenta aspectos como el grosor de las paredes, la inclinación de los lados y las características de diseño, como los resaltes.
Una de las cosas más importantes que hay que tener en cuenta es el grosor de las paredes. Si las paredes no tienen el mismo grosor en todo el contorno, la pieza se encogerá de forma desigual al enfriarse.

Eso puede hacer que la pieza se deforme, y si se deforma, no podrá mantener tolerancias estrictas. A veces, es mejor añadir nervios de soporte para reforzar la pieza en lugar de engrosar las paredes.
Los ángulos de desmoldeo son importantes para garantizar que las piezas salgan del molde sin deformarse ni rayarse. El ángulo correcto dependerá de la pieza y del acabado que desee, pero 1,5-2 grados de ángulo de desmoldeo suele ser lo mínimo que debe utilizar para la mayoría de las piezas moldeadas por inyección.

Los resaltes son elementos elevados que suelen utilizarse para mantener unidas varias piezas de plástico durante el montaje. Si el resalte se diseña demasiado grueso, puede provocar marcas de hundimiento en la superficie de la pieza.
Además, si los resaltes no están unidos a las paredes laterales de la pieza (normalmente se hace mediante nervios de soporte), pueden deformarse o alabearse fácilmente, lo que puede dificultar seriamente la capacidad de fijación del componente.

El tamaño importa
Cuanto mayor es la pieza o el producto que se fabrica, más importantes son las tolerancias. En el moldeo por inyección de plástico, una pieza más grande puede deformarse o encogerse. Por tanto, el tamaño importa.

Jefe
Los salientes son muy importantes en el diseño de productos. Hay que tener en cuenta algunas cosas a la hora de diseñar los salientes. Una es que las paredes del saliente no pueden ser demasiado gruesas.
Si hace el saliente demasiado grueso, obtendrá huecos y marcas de hundimiento. Esto hará que se tarde más tiempo en fabricar la pieza y que se agriete al montarla. Además, debe unir los salientes a la pared lateral más cercana. Si lo haces, conseguirás una mejor distribución de la carga en la pieza, la enfriarás y el material fluirá mejor.
Elegir el material ideal para su aplicación
La selección del material es tan importante como el diseño de la pieza cuando se trata de tolerancias en el moldeo por inyección. Hay muchos plásticos diferentes que pueden utilizarse en el proceso de moldeo por inyección científica. Los diferentes materiales tienen diferentes tasas de contracción.

Esto debe tenerse en cuenta a la hora de seleccionar el material de moldeo por inyección y diseñar los moldes. Si una pieza se compone de más de un material, deben tenerse en cuenta las diferentes tasas de contracción para garantizar que las piezas encajen entre sí según lo previsto.

Por lo tanto, es importante conocer bien los diferentes materiales de moldeo por inyección para garantizar tolerancias de moldeo por inyección coherentes.
El moldeo por inyección funciona con muchos tipos distintos de plástico, y puedes mejorarlos aún más añadiéndoles cosas. También puedes hacerlos más resistentes o estables.
Poder elegir entre tantos materiales diferentes es estupendo para los equipos de producto, porque pueden mejorar aún más los materiales y las cualidades de rendimiento que desean para su producto.

Cada resina se contrae a un ritmo diferente, por lo que hay que tenerlo en cuenta a la hora de elegir el material y diseñar el molde.
Si va a ensamblar piezas de distintos materiales, debe tener en cuenta las diferentes velocidades de contracción para asegurarse de que las piezas encajan como es debido.
Conocer las propiedades de la resina que se utiliza es la clave para obtener tolerancias uniformes en el plástico. moldeo por inyección.
A la hora de elegir materiales, tenga en cuenta estos factores:

Composición plástica
Los plásticos amorfos (como el ABS) se contraen menos que los semicristalinos (como el polietileno) porque están menos compactados.
Peso molecular
Las resinas de alto peso molecular tienen una viscosidad y una caída de presión elevadas, lo que puede aumentar la contracción.
Aditivos
La adición de materiales de relleno con baja expansión térmica reducirá la contracción. Por lo tanto, debe tener esto en cuenta en la selección del material y el diseño del molde de inyección para reducir defectos estéticos como alabeo, hundimiento, agrietamiento y distorsión, que pueden afectar a las tolerancias de la pieza moldeada.
Tenga en cuenta el utillaje
Dado que las herramientas de moldeo suelen hacerse un poco más grandes para tener en cuenta la contracción del material, lo primero que hay que saber es qué material se va a utilizar.Un buen diseño de la herramienta es fundamental para garantizar que las piezas se enfrían correctamente y cumplen las estrictas tolerancias del moldeo por inyección.

Las herramientas de moldeo deben proporcionar un calentamiento y un enfriamiento constantes y repetibles entre disparos; de lo contrario, será difícil mantener tolerancias estrictas, lo que es especialmente importante a medida que aumenta la complejidad de las piezas (y de las herramientas).
Una refrigeración deficiente o incoherente puede provocar desviaciones significativas de los requisitos de tolerancia. Mediante la supervisión de la presión de inyección, la viscosidad de la resina y el tiempo de llenado, los ingenieros pueden controlar y ajustar las variables de producción para garantizar la presión, el calentamiento y la refrigeración adecuados durante el proceso de inyección.
Para asegurarse de que la resina fluye en el molde de manera uniforme y evitar que se encoja y se deforme, hay que averiguar dónde colocar la compuerta (el orificio por donde entra la resina).

Si está fabricando una pieza complicada moldeada por inyección, es posible que necesite más de una compuerta para asegurarse de que la resina llena el molde de manera uniforme y se enfría correctamente. También tienes que pensar dónde colocar los pines eyectores.
Pueden desajustar el tamaño de la pieza porque algunos materiales no son totalmente rígidos cuando se sacan del molde (normalmente para acortar el tiempo de ciclo).
Tienes que colocar los pasadores en el lugar correcto para que la pieza no se deforme y no se estropee la superficie.

Aunque las tolerancias de la herramienta en sí suelen estar muy controladas (se puede realizar algún nivel de refinamiento si un molde mecanizado por CNC produce un componente que no está dentro de las tolerancias aceptables), ésta es otra consideración importante que el equipo de producto debe examinar detenidamente.
Cuando elija el material adecuado, los diseñadores de moldes le ofrecerán sobredimensionar el molde para tener en cuenta la contracción del material.
Los distintos materiales tienen tasas de contracción diferentes debido a su grosor desigual. Para reducirlo, debe tener en cuenta los siguientes puntos al diseñar el molde.

Refrigeración de herramientas
El enfriamiento es muy importante en el moldeo científico. Es lo que marca la diferencia entre una pieza buena y una mala. El enfriamiento es el proceso de enfriar el plástico después de calentarlo y antes de expulsarlo.
El enfriamiento tiene que ser uniforme. Si no lo es, se producirán contracciones, marcas de hundimiento, problemas de expulsión, alabeos y todo tipo de problemas. Estos problemas pueden afectar al aspecto de la pieza, a su ajuste y a su funcionamiento.
Para que la refrigeración sea correcta, hay que colocar los canales de refrigeración en los lugares adecuados del molde. Es posible que también tenga que vigilar aspectos como la presión de inyección, el grosor de la resina y el tiempo que tarda en llenarse el molde.

Tolerancias de las herramientas
Los moldes de inyección suelen fabricarse mediante mecanizado CNC, lo que permite conseguir tolerancias muy ajustadas y mantener así la precisión a lo largo de los ciclos de calentamiento y enfriamiento del proceso.

Las tolerancias garantizan que la pieza se enfríe correctamente sin afectar a la precisión. No es habitual debido al mecanizado CNC, pero si no se controlan las tolerancias al fabricar moldes, pueden producirse defectos graves como alabeos, encogimientos y hundimientos.
Ubicación del pasador eyector
El pasador expulsor es un elemento del molde de inyección que empuja el producto final fuera del molde. El pasador tiene diferentes formas (preferiblemente planas) a través de las cuales se aplica una determinada fuerza para empujar el producto hacia fuera.
Por lo tanto, cuando se coloca en una posición incorrecta, puede causar hendiduras innecesarias en el producto acabado.
Además, en materiales no rígidos o que se enfrían de forma irregular, los pernos expulsores pueden provocar grietas en los productos inacabados, lo que da lugar a algunos defectos estéticos y anomalías físicas.
Ubicación de la puerta
La compuerta es donde el plástico entra en el molde. Cuando decida dónde colocar la compuerta, debe tener en cuenta lo siguiente: Coloque la compuerta donde el plástico sea más grueso: Esto hará que la pieza sea más resistente y tenga mejor aspecto.

Coloque la puerta donde el plástico sea más grueso: Esto hará que la pieza sea más resistente y tenga mejor aspecto. Coloque la compuerta donde el plástico sea más grueso: Esto hará que la pieza sea más resistente y tenga mejor aspecto. No coloques la compuerta donde haya objetos en el camino, como pasadores y otras piezas.
No coloques la compuerta en un lugar que pueda hacer que el corredor se vea mal o que la pieza se vea mal. La compuerta tiene que estar en el lugar correcto porque si está en el lugar equivocado, hará que la pieza se vea mal y no funcione bien.
Implantar un control de procesos repetible
El control de procesos es la forma en que los fabricantes calibran las variables que pueden afectar a la calidad de las piezas. Estas variables son parte integrante de todo proceso de fabricación y su calibración ayuda a reducir las desviaciones. Las variables más comunes son la temperatura, la presión y el tiempo de mantenimiento. Algunas formas de conseguirlo son

Puede incrustar sensores de temperatura y presión en el molde para medir el entorno del molde y proporcionar información en tiempo real y un control repetible del proceso.
Las resinas tienen un elevado coeficiente de dilatación térmica y provocarán cambios dimensionales debido a los cambios de temperatura.
Por lo tanto, cuando la pieza se procesa a una temperatura constante. El proceso de fabricación implica un gran número de variables que afectan a la viabilidad y la calidad de una pieza, y el control del proceso es un medio de calibrar estas variables para minimizar las desviaciones.

Los sensores de presión y temperatura de las herramientas de moldeo son importantes para un buen control del proceso, ya que proporcionan información en tiempo real sobre estos parámetros.
Esto le permite hacer ajustes rápidos cuando vea que algo va mal. Una vez que tenga estas variables bajo control y pueda repetirlas, la herramienta de moldeo fabricará piezas con tolerancias ajustadas y poca variación.
Las resinas plásticas suelen tener un mayor coeficiente de dilatación térmica, lo que significa que es más probable que cambien de dimensiones cuando cambia la temperatura.

Así, las piezas con tolerancias más estrictas a menudo deben medirse a la misma temperatura para asegurarse de que mantienen el mismo tamaño y funcionan correctamente.
Tolerancias alcanzables en el moldeo por inyección
Para obtener tolerancias de moldeo por inyección reales, puede poner algunas tolerancias de moldeo por inyección de plástico factibles en el diseño de su molde de plástico. Estos son los principales plásticos que se suelen utilizar en el moldeo por inyección de plástico:
Tolerancias dimensionales +/- Mm
La precisión es algo difícil de mantener. Por eso los diseñadores utilizan el símbolo (+/-) para mostrar el rango de medidas.

Cada material tiene un rango de tolerancia diferente a medida que aumenta su tamaño. La tabla anterior muestra las tolerancias dimensionales de los principales plásticos para moldeo por inyección.
Tolerancia de rectitud/planeza
La deformación se produce porque el plástico se contrae a velocidades diferentes en la dirección del flujo y a través de la dirección del flujo. Puede producirse debido a los diferentes grosores de las paredes, que se contraen a velocidades diferentes. Se puede minimizar el alabeo ajustando el diseño del molde, buscando una mejor ubicación de la compuerta y controlando el proceso.

Sin embargo, es posible que tenga que tener una tolerancia práctica en el lado de plástico, ya que es difícil conseguir 100% de la urdimbre a cabo.
Tolerancia del diámetro del orificio +/- Mm
Cuanto mayor sea el orificio, mayor será la tolerancia. La imagen anterior muestra las tolerancias para distintos tamaños de orificio.
Tolerancia de profundidad del orificio ciego +/- Mm
Los agujeros ciegos son agujeros perforados en la pieza mediante un núcleo de inserción sin llegar hasta el fondo. Están clavados y fijos en un extremo, lo que los hace más propensos a deformarse bajo fuertes fuerzas de flujo de la masa fundida. La figura anterior muestra las diferentes tolerancias que se pueden utilizar.

Tolerancia Concentricidad/Ovalidad +/- Mm
Aquí es donde se determina el grosor de la pared (la diferencia entre el diámetro exterior y el interior). El gráfico anterior muestra las diferentes tolerancias y la diferencia de coste para alcanzar esa tolerancia.
Conclusión
Siempre hay alguna variación en moldeo por inyecciónPor lo tanto, tiene que haber un margen de desviación admisible para que la pieza funcione correctamente después del montaje.

Por eso las tolerancias del moldeo por inyección son tan importantes cuando se ensamblan productos con varias piezas moldeadas por inyección. Además, el diseño del moldeo por inyección sigue los principios de fabricabilidad para optimizar el grosor de las paredes, los ángulos de desmoldeo y las características de los resaltes para garantizar que las piezas mantienen tolerancias estrictas durante la producción y el montaje.
Cuando se controlan y optimizan las tolerancias del moldeo por inyección, se puede averiguar el rango admisible de desviaciones que ayudarán a que su producto funcione de forma óptima.

Hay muchas formas de hacerlo, pero todas dependen de la GD, la selección de materiales y el control del proceso. Este artículo te ayuda a simplificar algunas de las formas más útiles de hacerlo para tu proyecto.







