 Ir al contenido
Ir al contenido 

El moldeo por inyección es uno de los procesos más importantes de fabricación de productos de plástico y se utiliza ampliamente en los sectores de la automoción, la electrónica, los electrodomésticos, los juguetes y otras industrias. Aunque la tecnología es muy madura, a veces se producen problemas de calidad en el proceso de producción real, incluido el blanqueamiento de la superficie del producto. El blanqueamiento de la superficie no sólo afecta al aspecto, sino también al rendimiento del producto y reduce la capacidad de producción. Por lo tanto, es importante resolver este problema, ya que obstaculizará la calidad del producto y la eficiencia de la producción.

Causas del blanqueamiento en productos moldeados por inyección
El grado de blancura depende del material utilizado en el moldeo por inyección, la estructura de los moldes específicos, los parámetros del proceso, los tratamientos específicos de los productos fabricados y las condiciones de la zona de producción. En cuanto a estos aspectos, los analizaremos por separado más adelante.
Selección de materiales
La selección del material de moldeo por inyección tiene un impacto significativo en la calidad de la superficie de productos moldeados por inyección. Por este motivo, los distintos tipos de plásticos presentan propiedades físicas y químicas únicas durante el proceso de moldeo por inyección, que a su vez afectan al acabado superficial del producto final.
1. Propiedades de los materiales

Algunos plásticos, como el poliestireno (PS), el polipropileno (PP) y el cloruro de polivinilo (PVC), producen gases o residuos al calentarse, que permanecerán en la superficie del producto tras la solidificación y formarán manchas blancas. Además, ciertos rellenos y agentes blanqueadores utilizados en la producción también pueden causar blanqueamiento. Por ejemplo, el uso de dióxido de titanio puede aumentar la blancura del producto, pero un uso inadecuado puede provocar la formación de depósitos blancos en la superficie.
2. Mezcla de materiales
También es importante tener en cuenta que cuando hay varios materiales mezclados para el moldeo por inyección, la incompatibilidad entre estos materiales puede causar la separación de fases, lo que puede provocar el blanqueamiento de la superficie. Por ejemplo, cuando se utilizan diferentes tipos de plásticos, los distintos materiales tienen diferentes puntos de fusión y propiedades de flujo, por lo que se separan unos de otros durante el enfriamiento y provocan la formación de manchas blancas. La solución es utilizar materiales compatibles o añadir compatibilizadores adecuados a la mezcla para reducir la probabilidad de que se produzcan estos fenómenos.

3. Uso de materiales reciclados
Utilización de materiales reciclados en producción de moldeo por inyección puede ahorrar costes de adquisición. Sin embargo, cuando se utilizan materiales reciclados, éstos pueden contener impurezas u otros productos de degradación, que pueden cambiar la calidad de la superficie y causar blanqueamiento. Por lo tanto, la proporción de materiales reciclados debe limitarse estrictamente, y deben limpiarse y tamizarse a fondo antes de su uso.

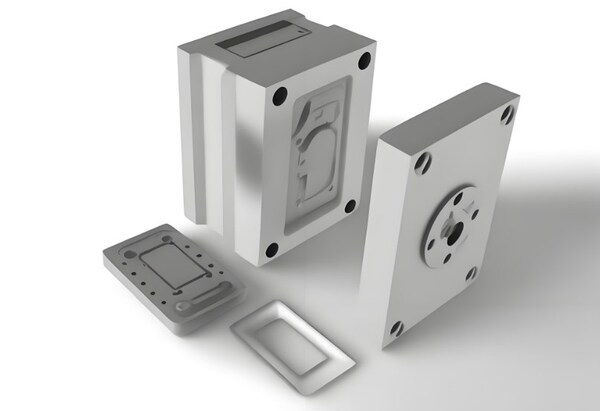
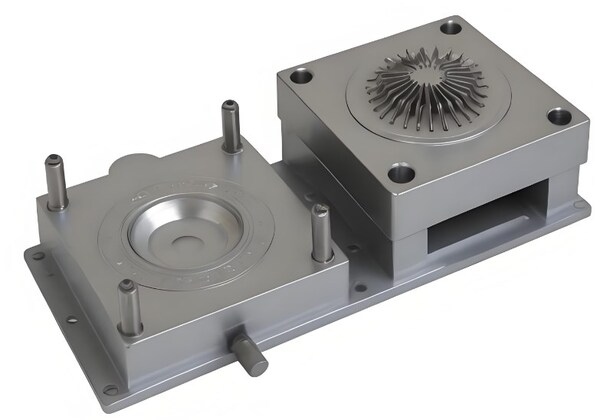
Diseño de moldes
El diseño del molde es un paso indispensable que influye directamente en la calidad de la superficie de los productos moldeados mediante un proceso de moldeo por inyección. El blanqueamiento de la superficie del componente también está causado por un diseño de molde poco razonable.
1. Tratamiento de la superficie del molde
El acabado y el tratamiento de la superficie del molde afectarán al acabado del producto final. Si hay arañazos, abolladuras, suciedad, etc. en la superficie del molde, el producto sentirá el impacto de estos defectos durante el moldeo por inyección, lo que provocará una superficie irregular y blanqueamiento. Se recomienda limpiar y pulir adecuadamente el molde.
2. Diseño de la puerta
La compuerta es la entrada del plástico en el molde, lo que determina en gran medida la calidad del moldeo. Un diseño poco razonable de la compuerta también afectará a la distribución del flujo de plástico, causará concentración de tensiones y puede provocar el blanqueamiento de la superficie. La optimización del diseño de la compuerta para garantizar un flujo uniforme del plástico puede reducir el fenómeno de blanqueamiento.
3. Diseño del sistema de refrigeración
El diseño del sistema de refrigeración afectará al proceso de control de la temperatura del molde. Si el enfriamiento del molde no es uniforme, provocará diferentes velocidades de enfriamiento del plástico, generará tensiones internas y hará que la superficie se blanquee. El enfriamiento desigual puede minimizarse mediante un diseño razonable del sistema de refrigeración.

4. Diseño del respiradero
El aire y otros gases deben ser expulsados durante el moldeo por inyección, de lo contrario se formarán sedimentos o manchas blancas en la superficie del producto durante el proceso de producción. Un diseño poco razonable del puerto de escape y un número insuficiente de orificios de escape provocarán la retención de gases y afectarán a la calidad de la superficie. La optimización del diseño del orificio de escape para garantizar un escape suave puede reducir las manchas blancas.

Parámetros del proceso
Todos los factores de control que se utilizan en el moldeo por inyección, como la temperatura, la velocidad de inyección, la presión y el tiempo, son decisivos para determinar la calidad del producto. Los parámetros mal ajustados afectan al sistema y hacen que la superficie se vuelva blanca.
1. 1. Control de la temperatura
La gestión de la temperatura es muy importante durante la proceso de moldeo por inyección. Cuando la temperatura es demasiado alta, el plástico utilizado se descompone liberando gas o produciendo residuos, lo que provoca un blanqueamiento de la superficie. Por otro lado, una temperatura demasiado baja puede reducir la velocidad de flujo del plástico y producir marcas de enfriamiento. Un control preciso de la temperatura del barril y del molde puede reducir el blanqueamiento.
2. Control de la presión
Los defectos en la superficie del producto moldeado también dependen de la presión de inyección, así como de la presión de mantenimiento. Las presiones de inyección muy altas pueden provocar un llenado excesivo del molde, el desarrollo de tensiones internas y, por tanto, el blanqueamiento. Reducir correctamente la presión de inyección a un nivel adecuado y mantener la presión puede ayudar a mejorar la calidad de la superficie.
3. Control del tiempo
El tiempo de inyección, el tiempo de mantenimiento y el tiempo de enfriamiento deben mantenerse a un nivel óptimo. Un tiempo de inyección corto provocará un llenado insuficiente del material plástico en la cavidad del molde, lo que dará lugar a diversas formas de defectos. Un tiempo de mantenimiento corto provocará la contracción y el blanqueamiento del producto. Por lo tanto, un control preciso del tiempo de inyección, el tiempo de mantenimiento y el tiempo de enfriamiento ayudará a mejorar la calidad de la superficie.

Métodos posteriores al tratamiento
Otro factor que determina la calidad de la superficie de los productos moldeados por inyección son los métodos de postratamiento de los productos moldeados por inyección. Uno de los inconvenientes que pueden observarse cuando no se sigue el postratamiento correcto es el blanqueamiento de la superficie.
1. Tratamiento de superficies
Algunos productos moldeados por inyección pueden venderse simplemente sacándolos del molde, mientras que otros deben pintarse o galvanizarse después del moldeo. Si el proceso de tratamiento de la superficie no es el adecuado, la superficie se volverá blanca. Por ejemplo, una pintura excesiva o desigual provocará el blanqueamiento. Optimizar el proceso de tratamiento superficial puede mejorar la calidad de la superficie.
2. Limpieza y embalaje
Algunos productos moldeados por inyección deben limpiarse y envasarse después del moldeo. Si la superficie no se limpia a fondo, el líquido de limpieza residual o la humedad harán que la superficie se vuelva blanca; un embalaje inadecuado puede hacer que las superficies rocen entre sí, lo que hará que la superficie se vuelva blanca. Mejorar el proceso de limpieza y embalaje puede reducir el blanqueamiento.
Factores medioambientales
Los componentes que afectan al componente moldeado por inyección incluyen factores medioambientales, que también pueden afectar al tipo de superficie de los productos moldeados por inyección. Por ejemplo, la humedad en el taller de producción es relativamente alta, la humedad puede condensarse en la superficie del producto, causando manchas blancas y blanqueamiento, y el polvo y los contaminantes en el aire pueden adherirse a la superficie del producto, haciendo que el producto se vuelva blanco. La mejora del entorno de producción y el control de la humedad y la limpieza del taller pueden reducir el problema del blanqueamiento.

Soluciones para blanquear productos moldeados por inyección
Una vez comprendidas las causas del blanqueamiento en los productos moldeados por inyección, vamos a discutir algunas soluciones a este problema.
Elija los materiales adecuados
Elegir los materiales adecuados puede ayudar a resolver el problema del blanqueamiento en los productos moldeados por inyección. Seleccione materiales que resistan el calor y tengan puntos de descomposición altos para los plásticos. Además, no utilice materiales que presenten separación de fases; si se utiliza material combinado, incorpore cargas compatibles.

1. Seleccione materiales de alta calidad
Antes del moldeo por inyección, se inspeccionan las materias primas y se seleccionan materias primas de alta calidad para que estén libres de contaminación y sean uniformes y consistentes. Los materiales de alta calidad no son fáciles de degradar o dejar residuos durante el procesamiento, lo que puede evitar en cierta medida la aparición de blanqueamiento.
2. Control de la proporción de material reciclado
Asegúrese de que la utilización de material reciclado se limite a un determinado porcentaje y de que los materiales se limpien y tamicen antes de su uso para reducir al mínimo las impurezas y los productos de degradación. Esto también puede ayudar a minimizar los efectos del material reciclado en el acabado de la superficie del artículo que se va a producir.

Mejorar el diseño de los moldes
Mejorar la calidad del diseño del molde también puede reducir las manchas blancas. Para mantener la superficie del molde lisa, es necesario limpiarla y pulirla con regularidad, asegurarse de que el diseño de la compuerta es razonable y de que el plástico se distribuye uniformemente. El sistema de refrigeración también debe estar diseñado para permitir un enfriamiento uniforme.
1. Tratamiento de la superficie del molde
Limpie y pula el molde con regularidad para garantizar la suavidad de la superficie y reducir moldeo por inyección defectos que causan el blanqueamiento. Asegúrese de que los materiales del molde y los revestimientos de la superficie cumplen normas estrictas para mejorar la durabilidad del molde y el acabado de la superficie del producto.
2. Optimizar el diseño de la puerta
El diseño de la compuerta debe garantizar una distribución uniforme del plástico sin concentración de tensiones. La posición y el número de compuertas deben determinarse razonablemente en función de la forma, el grosor de pared y el tamaño del producto para evitar el blanqueamiento causado por el sobrellenado.
3. Mejorar el sistema de refrigeración
Dar un diseño adecuado al sistema de refrigeración del molde para conseguir una solidificación adecuada y minimizar el caso de tensiones internas. Utilice circuitos de refrigeración de varias etapas o sistemas de control de temperatura variable para mejorar el efecto del proceso de refrigeración y reducir el blanqueamiento.
4. Mejorar el sistema de ventilación
Reducir las burbujas y las manchas blancas mejorando el diseño del respiradero del molde para una mejor evacuación de los gases. Aumentar el número de orificios de escape es un método factible, o puede utilizarse la tecnología de microescape para mejorar la eficiencia del escape.

Optimizar los parámetros del proceso
El blanqueamiento también puede evitarse mediante el ajuste fino de los factores del proceso y las estrategias de control. Controle con precisión la temperatura del barril y del molde de la máquina de moldeo por inyección para garantizar que el plástico se moldea a la temperatura adecuada, ajuste adecuadamente la presión de inyección y mantenimiento para evitar tensiones internas, y controle el tiempo de inyección, mantenimiento y enfriamiento en función del proceso de moldeo.

1. 1. Control de la temperatura
Controle con precisión la temperatura del barril, el molde y el material para garantizar que el plástico se moldea a la temperatura ideal. Para controlar mejor la temperatura, se puede utilizar un sistema de control de temperatura complejo, como un controlador PID.
2. Control de la presión
Ajustar la presión de inyección a un valor adecuado y ajustar la presión de mantenimiento para evitar tensiones internas. Para mejorar la calidad superficial del producto, utilice sensores de presión y controladores para controlar la presión de inyección en tiempo real y controlar eficazmente la presión de inyección.
3. Control del tiempo
Controle adecuadamente los tiempos de inyección, mantenimiento y enfriamiento para garantizar un moldeo uniforme. Utilice sistemas de control automatizados para controlar con precisión cada parámetro de tiempo, mejorando la eficiencia de la producción y la calidad del producto.

Mejorar los métodos de postratamiento
Aumentar la eficacia de los métodos de tratamiento posterior puede seguir contribuyendo a disminuir aún más la blancura. Mejorar los sistemas de pintura o galvanoplastia para cubrir todas las piezas moldeadas por inyección con igual competencia; mejorar los métodos de limpieza y embalaje para disminuir el efecto de roce y las agresiones externas.

1. Optimizar los procesos de tratamiento de superficies
Durante el tratamiento de la superficie, hay que modificar con moderación los parámetros del proceso. Por ejemplo, al pintar, hay que asegurarse de que la cantidad de producto y su aplicación estén bien controladas para que no se produzca blanqueamiento, ya que una aplicación excesiva o desigual de pintura puede dar lugar a esta situación.
2. Mejorar los procesos de limpieza y envasado
Limpiar a fondo los productos después del moldeo para eliminar los residuos de productos de limpieza y la humedad. Utilice materiales y métodos de envasado adecuados para evitar la fricción y la contaminación durante el transporte y el almacenamiento.
Mejorar el entorno de producción
Mejorar el entorno de producción y controlar la humedad relativa y las condiciones sanitarias del taller. Utilice aspiradores y deshumidificadores para garantizar que el taller esté limpio y seco, a fin de limitar el impacto de la humedad y los contaminantes en las superficies de contacto.

Conclusión
Este artículo pretende ayudar a los profesionales de la industria a superar el problema del blanqueamiento de la superficie de los productos moldeados por inyección y contribuir al desarrollo de la industria. El blanqueamiento de los productos moldeados por inyección es un problema complejo en el que influyen los materiales, el diseño del molde, las condiciones del proceso, el postprocesado y el medio ambiente. Mediante la comprensión de las causas y la aplicación de soluciones adecuadas, el moldeo por inyección de plástico puede analizarse y optimizarse para mejorar la calidad del producto final y la velocidad de producción.







