 Ir al contenido
Ir al contenido 

El moldeo por inyección es un proceso utilizado para fabricar piezas de plástico. Aunque es un proceso bastante sencillo, pueden producirse algunos errores comunes.
En esta entrada del blog se describen las moldeo por inyección defectos del proceso y cómo prevenirlos.
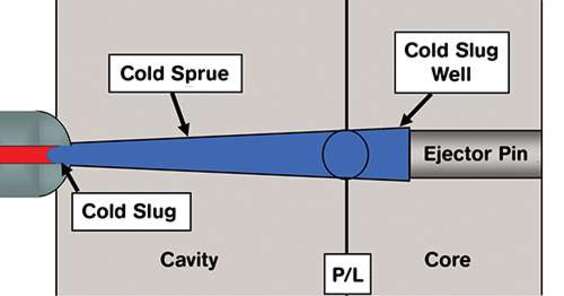
Uno de los defectos del moldeo por inyección: Babosa fría
Babosa fría
Apariencia: Esto significa que hay un trozo de material frío pegado o adherido a la superficie cerca de la cabeza del material. La cabeza fría dará lugar a rastros en la superficie de los productos, grave reducirá las propiedades mecánicas de los productos.

Razones físicas
Las cabezas frías suelen producirse cuando la masa fundida puede enfriarse cerca de una boquilla de la máquina o de un canal caliente.
Pueden producirse defectos en esta zona porque el material fundido inyectado en primer lugar siempre se acumula cerca de la compuerta.
Se debe a un control excesivo de la temperatura alrededor de la boquilla de la máquina o de la boquilla del canal caliente.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
Si la temperatura del canal caliente es demasiado baja, auméntela.
La temperatura de la boquilla es demasiado baja. Mida la temperatura de la boquilla, aumente la temperatura de la boquilla y reduzca el área de contacto de la boquilla.
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
La sección transversal de la tobera es demasiado pequeña para aumentarla.
La geometría inadecuada de la compuerta cambia la geometría de la compuerta dejará la cabeza fría en el paso.
Una geometría inadecuada del canal caliente modifica la geometría de la boquilla del canal caliente.
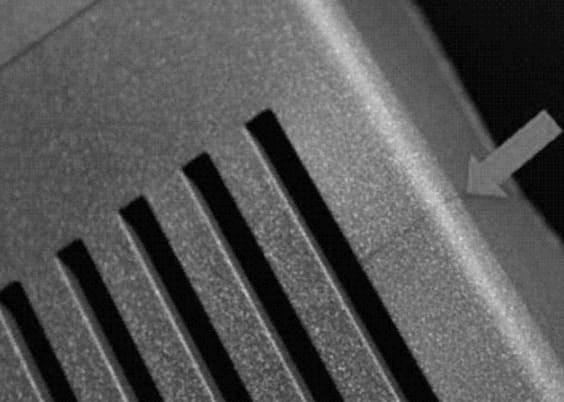
Defectos del moldeo por inyección dos: Gramófono Rippie
Gramófono Rippie
Pueden observarse surcos profundos en toda la dirección del flujo de material, incluso hasta el final del paso de flujo.
Este fenómeno se produce en la fabricación de productos de materiales muy viscosos (ilíquidos) y paredes gruesas, en los que las ranuras parecen surcos de un disco. Es muy claro en los productos de material PC, pero es mayor en los productos ABS y es de color gris.

Razones físicas
Si durante moldeo por inyecciónSi, especialmente a bajas velocidades de inyección, la masa fundida en contacto con la superficie del molde se condensa demasiado rápido y la resistencia al flujo es demasiado alta, se producirá una distorsión en la parte frontal del fluido. El material exterior solidificado no entra completamente en contacto con la pared de la cavidad y forma una forma ondulada. El material ondulado se congela y la presión de mantenimiento ya no lo aplana.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
La velocidad de inyección es demasiado baja: Aumente la velocidad de inyección
Si la temperatura de fusión es demasiado baja: aumente la temperatura del barril y aumente la contrapresión del tornillo.
Aumentar la temperatura del molde: si la temperatura de la superficie del molde es demasiado baja
Si la presión es demasiado baja, aumente la presión
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. La sección transversal de la puerta es demasiado pequeña aumentar la sección transversal de la puerta, acortar la puerta
2. El orificio de la boquilla es demasiado pequeño para aumentar el orificio de la boquilla

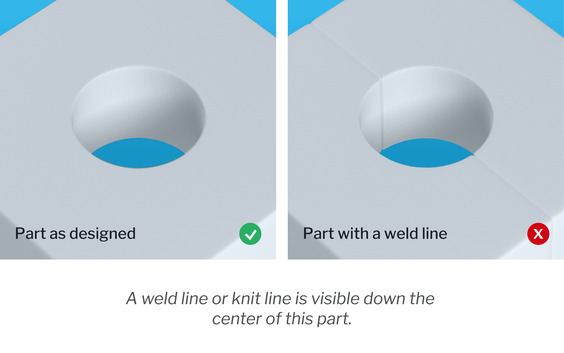
Defectos del moldeo por inyección tres: Líneas de soldadura
Líneas de soldadura
En el modo de llenado, la junta de fusión se refiere a una línea donde se encuentran los extremos frontales de cada fluido. Especialmente cuando el diseño del molde tiene una superficie muy pulida, la junta de fusión en el producto parece un arañazo o una ranura, sobre todo en productos oscuros o transparentes. La posición de la junta de fusión está siempre en la dirección del flujo de material.
Razones físicas
Las uniones por fusión se forman cuando los flujos de material fundido se bifurcan y se unen, normalmente alrededor del núcleo del flujo fundido o mediante el uso de varios bebederos.
Donde las corrientes vuelven a encontrarse, la superficie forma juntas de fusión y líneas de corriente. Cuanto mayor sea el núcleo alrededor de la masa fundida o más largo sea el canal entre las compuertas, más evidente será la junta de fusión formada. Las pequeñas juntas de fusión no afectarán a la resistencia del producto.
Sin embargo, cuando el proceso de fabricación es muy largo o la temperatura y la presión son insuficientes, el llenado incorrecto dará lugar a estrías perceptibles.
La razón principal es el punto débil causado por la fusión desigual de la parte delantera del fluido. Pueden producirse puntos donde se añade pigmento al polímero porque hay una marcada diferencia de orientación. El número y la ubicación de las puertas determinan el número y la ubicación de las juntas de fusión. Cuanto menor sea el ángulo de encuentro del frente de fluido, más evidente será la junta de fusión.
En la mayoría de los casos, no es posible evitar por completo las juntas de fusión o las líneas de flujo durante la puesta en marcha del proceso. Lo que sí puede hacerse es reducir su brillo o trasladarlas a un lugar poco visible o completamente invisible.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. La velocidad de inyección es demasiado baja. Aumente la velocidad de inyección
2. Si la temperatura de fusión es demasiado baja, aumente la temperatura del barril.
3. Si la temperatura de la superficie del molde es demasiado baja, aumente la temperatura del molde.
4. Si la presión es demasiado baja, auméntela y cambie la presión lo antes posible.
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. La ubicación de la puerta no es razonable para reubicar la puerta y moverlo a un lugar invisible.
2. No hay orificio de escape en el paso del flujo de material. El tamaño del orificio de escape debe ajustarse a las características del material.
Defectos de moldeo por inyección cuatro: Vetas de humedad
Vetas de humedad
La marca de agua superficial es un alambre largo de plata en la superficie del producto. La dirección de apertura de la marca de agua sigue la dirección del flujo de material. Cuando el producto no está lleno, la parte delantera del fluido es rugosa.

Razones físicas
Algunos plásticos como PA, ABS, PMMA, SAN y PBT absorben agua con facilidad. Si el plástico no se almacena bien, la humedad puede entrar en las partículas o adherirse a la superficie. Cuando las partículas se funden, la humedad se convierte en vapor y forma burbujas. Durante moldeo por inyección proceso, estas burbujas quedan expuestas a la superficie del frente de fluido, estallando y produciendo patrones irregulares
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
La humedad residual en las partículas es demasiado alta para comprobar las condiciones de almacenamiento de las partículas, acortar el tiempo de las partículas en la tolva y proporcionar suficiente presecado para el material.

Defectos de moldeo por inyección cinco: Colour Streaks
Rayas de color
Aparente desequilibrio de color es el color de la superficie del producto no es el mismo, puede estar cerca de la cabeza y lejos, de vez en cuando en el borde afilado de la zona de flujo de material.

Razones físicas
El color desigual se debe a la distribución desigual de los pigmentos, especialmente cuando se añade color mediante masterbatch, tóner o color líquido.
Cuando la temperatura es inferior a la temperatura de procesamiento recomendada, el maestro de color no puede homogeneizarse completamente. Cuando la temperatura de moldeo es demasiado alta, o el tiempo de residuo del barril es demasiado largo, es fácil causar la degradación térmica del pigmento o plástico, lo que resulta en un color desigual.
Cuando el material se plastifica u homogeneiza a la temperatura correcta, si se inyecta demasiado rápido a través de la sección transversal del cabezal, el calor por fricción puede provocar la degradación del pigmento y el cambio de color.
Normalmente, cuando se utiliza masterbatch de color, es necesario garantizar la compatibilidad de las propiedades químicas y físicas del pigmento y la resina que se va a colorear con su solución.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. El material no se mezcla uniformemente para reducir la velocidad del tornillo; Aumentar la temperatura del barril y la contrapresión del tornillo.
2. Si la temperatura de fusión es demasiado baja, aumente la temperatura del barril y reduzca la presión.
3. La contrapresión del tornillo es demasiado baja para aumentar la contrapresión del tornillo.
4. La velocidad del tornillo es demasiado alta para reducir la velocidad del tornillo.
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. Si la carrera del husillo es demasiado larga, se utilizará un cilindro de gran diámetro o de comparación de gran diámetro.
2. El cilindro con un gran diámetro o una gran relación longitud-diámetro se utilizará para el corto tiempo de residencia del material fundido en el cilindro.
3. Si el tornillo L: D es demasiado bajo, utilice el cañón con un diámetro grande.
4. Relación de compresión del tornillo es baja, alta relación de compresión del tornillo.
5. Sin corte y secciones mixtas proporcionar un corte y / o secciones mixtas.
Defectos de moldeo por inyección seis: Rayas carbonizadas
Rayas carbonizadas
La superficie del producto aparente presenta vetas muy oscuras de color plateado y marrón claro.

Razones físicas
Las marcas oscuras chamuscadas se deben a una degradación térmica excesiva de la masa fundida. Las marcas marrón pálido se deben a la oxidación o descomposición de la masa fundida. Las líneas plateadas se deben generalmente a la fricción en el tornillo, el anillo de retención, la boquilla, la cabeza del material, la sección transversal estrecha o la zona de bordes afilados en el producto.
En general, se producirá una degradación o descomposición grave de los plásticos cuando se apague la máquina y se siga calentando el barril.
Si sólo se encuentran rayas cerca del cabezal, la causa no es sólo una optimización inadecuada del control de la temperatura del canal caliente, sino que también está relacionada con la boquilla de la máquina.
Aunque la temperatura de la masa fundida sea ligeramente superior, el tiempo residual de la masa fundida en el barril es relativamente largo, lo que provocará la disminución de las propiedades mecánicas del producto.
Debido a la reacción en cadena de degradación provocada por el movimiento térmico de las moléculas, la fluidez de la masa fundida aumentará, por lo que se producirá inevitablemente el fenómeno de desbordamiento del molde. Tenga especial cuidado con moldes de inyección.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. Si la temperatura de fusión es demasiado alta, reduzca la temperatura del barril.
2. Si La temperatura del canal caliente es demasiado alta para comprobar la temperatura del canal caliente, reduzca la temperatura del canal caliente.
3. El barril de diámetro pequeño se utiliza cuando el material fundido permanece demasiado tiempo en el barril.
4. La velocidad de inyección es demasiado alta para reducir la velocidad de inyección: inyección multietapa: rápido-lento.
Defectos en el moldeo por inyección: Vetas de fibra de vidrio
Vetas de fibra de vidrio
La superficie de la masa fundida productos de moldeo por inyección de plástico con fibra de vidrio aparece una variedad de defectos: gris, áspero, algunos de los puntos brillantes de metal, y otras características obvias, especialmente la parte convexa de la zona de flujo de material, la convergencia de fluidos cerca de la línea de unión.

Razones físicas
Si la temperatura de inyección es demasiado baja y la temperatura del molde es demasiado baja, el material que contiene la fibra de vidrio tiende a condensarse demasiado rápido en la superficie del molde, tras lo cual la fibra de vidrio deja de estar incrustada en la masa fundida.
Cuando dos líneas frontales de flujo de material se encuentran, la orientación de la fibra de vidrio está en la dirección de cada flujo delgado, lo que resulta en un material de superficie irregular en la intersección, dando lugar a la formación de juntas o líneas de flujo.
Estos fenómenos son más evidentes cuando la masa fundida en el barril no está completamente mezclado, por ejemplo, la carrera del tornillo es demasiado largo, lo que resulta en la mezcla desigual de la masa fundida también se inyecta.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. La velocidad de inyección es demasiado baja para aumentar la velocidad de inyección: considere la posibilidad de utilizar la inyección multietapa: lenta primero y rápida después.
2. La temperatura del molde es demasiado baja para aumentar la temperatura del molde.
3. Si la temperatura de fusión es demasiado baja, aumente la temperatura del barril y reduzca la presión.
4. 4. El cambio de temperatura de la masa fundida es alto, por ejemplo, la masa fundida no es uniforme; aumentar la contrapresión del tornillo; reducir la velocidad del tornillo; utilizar el cilindro más largo para acortar la carrera.
Defectos de moldeo por inyección ocho: Desbordamiento (Flash)
Desbordamiento (Flash)
Aparece un fino borde de aleteo alrededor del rebaje, a lo largo de la línea de separación o en la superficie de sellado de la matriz.

Razones físicas
En la mayoría de los casos, el desbordamiento se produce porque la fuerza de cierre de la máquina es insuficiente para bloquear y sellar el molde a lo largo de la línea de apertura durante la inyección y el mantenimiento de la presión. Si hay una presión elevada en la cavidad, la deformación del molde en este punto puede provocar el desbordamiento del molde.
Bajo la condición de alta temperatura de moldeo y velocidad de inyección, la masa fundida todavía puede fluir completamente al final del canal de flujo, si el toque no está bloqueado, producirá un borde de desbordamiento.
Si se produce un desbordamiento en un solo punto del molde, indica un defecto en el propio molde: el molde no está completamente sellado allí. Caso típico de desbordamiento: el desbordamiento local se debe a defectos del molde, y la propagación a todo el entorno se debe a una fuerza de cierre insuficiente.
¡Hay que prestar atención! Para evitar el desbordamiento, debemos tener cuidado al aumentar la fuerza de apriete, porque una fuerza de apriete excesiva es fácil que dañe el molde.
Se recomienda identificar cuidadosamente la verdadera causa del desbordamiento. Especialmente antes de utilizar un molde de cavidades múltiples, es una buena idea preparar algunos datos de análisis del molde para proporcionar la respuesta correcta a todas las preguntas.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1.La fuerza de sujeción no es suficiente para aumentar la fuerza de sujeción
2. La velocidad de inyección es demasiado rápida reducir la velocidad de inyección: inyección multietapa: rápida - lenta
3.El presostato tardío un presostato un poco más temprano
4. La temperatura de fusión es demasiado alta para reducir la temperatura del barril
5. La temperatura de la pared del molde es demasiado alta para reducir la temperatura de la pared del molde
6. La presión es demasiado alta para reducir la presión
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1.La resistencia de la cavidad del molde no es suficiente para aumentar la resistencia del molde
2.El molde no está lo suficientemente sellado en la línea de separación o en el borde convexo como para rediseñar el molde
Defectos en el moldeo por inyección: Contracción (marcas de hundimiento)
Contracción (marcas de hundimiento)
Hay abolladuras en la zona de acumulación de material en la superficie del piezas moldeadas por inyección de plástico. El agua de contracción se produce principalmente en las piezas de plástico en las que la pared es gruesa o en las que cambia el grosor uniforme de la pared.

Razones físicas
Cuando el producto se enfría, se produce la contracción (reducción de volumen, encogimiento), en este momento la capa exterior de la pared del molde se congela primero, formando una tensión interna en el centro del producto.
Si la tensión es demasiado alta, puede provocar que el plástico exterior se deforme plásticamente, es decir, que la capa exterior se hunda hacia dentro.
Si se produce la contracción y no se estabiliza la deformación de la pared exterior (porque no hay enfriamiento) y no se repone el mantenimiento de la presión en la matriz, se formará el asentamiento entre la pared de la matriz y la capa exterior solidificada del producto.
Estas depresiones suelen denominarse contracciones. Si el producto tiene una sección gruesa, estas contracciones también pueden producirse después del desmoldeo. Esto se debe a que todavía hay calor en el interior, y va a atravesar la capa exterior y calentarla. La tensión de tracción en el producto hace que la capa exterior caliente se asiente hacia dentro, contrayéndose en el proceso.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. La presión es demasiado baja para aumentar la presión
2. El tiempo de mantenimiento es demasiado corto para prolongar el tiempo de mantenimiento
3. La temperatura de la pared del molde es demasiado alta para reducir la temperatura de la pared del molde
4. La temperatura de fusión es demasiado alta para reducir la temperatura de fusión, reducir la temperatura del barril.
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. La sección transversal de la cabeza es demasiado pequeña para aumentar la sección transversal de la cabeza
2. El cabezal de material es demasiado largo acortar el cabezal de material
3. El orificio de la boquilla es demasiado pequeño para aumentar la apertura de la boquilla
4. El cabezal de material se coloca en la pared gruesa en la pared delgada
5. Acumulación excesiva de material para evitar la acumulación de material.
6. La sección pared/barra no es razonable para proporcionar una relación pared/barra más razonable.

Defectos en el moldeo por inyección: Tiro corto
Tiro corto
Aspecto: La cavidad no está llena, principalmente lejos de la cabeza o de la superficie de la pared delgada.

Razones físicas
La presión de inyección y/o la velocidad de inyección de la masa fundida son demasiado bajas y la masa fundida se enfría al final de la longitud de flujo. Esto suele ocurrir cuando se inyectan materiales de alta viscosidad a bajas temperaturas de la masa fundida y del molde. También puede ocurrir cuando se requiere una alta presión de inyección pero las configuraciones de mantenimiento de presión son desproporcionadamente bajas.
Cuando se requiere una alta presión de inyección, la presión de retención debe aumentarse proporcionalmente: normalmente, la presión de retención debe ser de aproximadamente 50% de la presión de inyección, pero si se utiliza una alta presión de inyección, la presión de retención debe ser de 70%~80%.
Si el moldeado por inyección se encuentra cerca de la cabeza, se puede interpretar que el frente del fluido se bloquea en estos puntos y las zonas más gruesas se llenan primero. Así, después de que la cavidad esté casi llena, la masa fundida en la pared delgada se ha condensado y hay una pequeña cantidad de flujo en el centro del fluido que resulta en una inyección insuficiente.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. Aumentar la presión de inyección si es demasiado baja
2. La velocidad de inyección es demasiado baja. Aumentar la velocidad de inyección
3.La presión es demasiado baja para aumentar la presión
4. Interruptor de mantenimiento de presión demasiado pronto retrasa el cambio de inyección a mantenimiento de presión.
5. Si la temperatura de fusión es demasiado baja, aumente la temperatura del barril y reduzca la presión.
6. El tiempo de mantenimiento es demasiado corto para prolongar el tiempo de mantenimiento
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. La sección transversal de la corredera/cabeza es demasiado pequeña para aumentar la sección transversal de la corredera/cabeza
2. El escape insuficiente del molde mejora la propiedad de escape del molde
3. El orificio de la boquilla es demasiado pequeño para aumentar la apertura de la boquilla
4. El grosor de la pared delgada no es suficiente para aumentar el grosor de la sección

Defectos de moldeo por inyección once: Alabeo
Alabeo
La forma de la pieza aparente gira o se retuerce tras el desmoldeo de la pieza o durante algún tiempo después. Normalmente, la parte plana del producto es ondulada y el borde recto se dobla o retuerce hacia dentro o hacia fuera.

Razones físicas
Producto - debido a sus propiedades - la cadena molecular congelada se desplaza internamente bajo tensión. En el desmoldeo, según la forma de los distintos productos, la tensión provocará a menudo distintos grados de deformación.
La tensión interna hace que el producto se encoja de forma desigual, que las partículas pequeñas se desplacen, que el enfriamiento en las partículas no esté equilibrado o que la presión en las partículas sea excesiva.
En particular, los productos fabricados con materiales parcialmente cristalinos, como PE, PP y POM, son más propensos a encogerse y alabearse que los materiales amorfos, como PS, ABS, PMMA y PC.
A continuación se exponen las razones relacionadas con los parámetros de tratamiento y las medidas de mejora:
1. La presión dentro del molde es demasiado alta para reducir la presión, el interruptor de presión de antemano.
2. La temperatura del molde es demasiado baja para aumentar la temperatura del molde
3. Frente de fluido, la viscosidad es demasiado baja para aumentar la velocidad de inyección
4. Si la temperatura de fusión es demasiado baja, aumente la temperatura del barril y reduzca la presión.
A continuación se exponen los motivos relacionados con el diseño y las medidas de mejora:
1. La temperatura del molde no es estable para proporcionar un equilibrio de enfriamiento/calentamiento de los agentes desmoldeantes.
2. Espesor de la sección irregular de acuerdo con las características de la resina rediseñar la forma del producto tamaño

Defectos de moldeo por inyección de la duodécima: Blanco superior (marcas de expulsión)
Blanco superior (marcas de expulsión)
Aparecen el blanqueamiento y la elevación de la tensión en el lado del producto que da a la boquilla, es decir, donde se encuentra la varilla expulsora en el lado expulsor del molde.

Físico razones
Si la fuerza de expulsión necesaria es demasiado alta o la superficie de la barra eyectora es relativamente pequeña, la presión superficial aquí será alta y se producirá una deformación, causando finalmente el blanqueamiento de la zona eyectora.
A continuación se indican las causas y las medidas de mejora relacionadas con los parámetros de procesamiento:
1. Si la presión de mantenimiento es demasiado alta Reduzca la presión de mantenimiento
2. Si el tiempo de mantenimiento es demasiado largo, acórtelo.
3. interruptor de tiempo de mantenimiento demasiado tarde para cambiar la presión de mantenimiento antes de tiempo
4. El tiempo de enfriamiento es demasiado corto Prolongue el tiempo de enfriamiento
A continuación se enumeran las razones relacionadas con el diseño y las medidas de mejora:
1. Pendiente de desmoldeo insuficiente Seleccione la pendiente de desmoldeo de acuerdo con las especificaciones.
2. Superficie rugosa en la dirección de desmoldeo Pulido del molde en la dirección de desmoldeo
3. Vacío formado en el lado del eyector Válvula de aire instalada en el núcleo
Resumen
Los defectos en el moldeo por inyección pueden ser costosos y requerir mucho tiempo para solucionarlos y corregirlos. Si conoce los defectos más comunes, podrá tomar precauciones para evitarlos de antemano.
Esperamos que este artículo le haya sido útil para esbozar algunas de las moldeo por inyección defectos. Si tiene alguna pregunta o desea más información sobre cómo prevenir estos problemas, puede ponerse en contacto con ZetarMold.







