 Ir al contenido
Ir al contenido 

+5–8%
– Raising melt temperature 10–20°C and mold temperature 10–15°C above baseline is the most reliable process-level fix for flow marks.
– Gate size, location, and type account for 60% of persistent flow mark problems that can’t be solved through process optimization alone.
– A systematic approach—adjusting temperature first, then speed, then pressure, then mold design—resolves flow marks efficiently without excessive trial and error.
What Exactly Are Flow Marks and Why Do They Matter?
Flow marks are visible surface imperfections on injection molded parts that appear as wavy lines, ripple patterns, or bands of slightly different color or gloss. They form when the advancing melt front cools unevenly against the mold wall, creating a wrinkled or folded skin that gets frozen into the final part surface. In our factory, flow marks rank among the top three cosmetic defects that cause part rejections—particularly for consumer-facing products where surface appearance is critical.

While flow marks rarely affect part structural integrity, they make products look unfinished and unprofessional. For automotive interior panels, consumer electronics housings, and medical device enclosures, even minor flow marks can trigger quality rejections. Understanding their root cause—the interaction between melt front velocity1, temperature, and mold surface—is the first step toward elimination.
How Does Melt Temperature Affect Flow Mark Formation?
Melt temperature is the single most influential process parameter for flow marks. When the melt temperature is too low, the plastic skin solidifies prematurely against the mold wall, creating drag and wrinkle patterns as the still-flowing core pushes the solidified skin forward. We’ve found that a 10–20°C increase in melt temperature eliminates flow marks in roughly 50% of cases without any other changes.
| Material | Standard Melt Temp (°C) | Recommended Temp to Reduce Flow Marks (°C) | Maximum Safe Temp (°C) |
|---|---|---|---|
| ABS | 220–240 | 240–260 | 270 |
| PC | 280–300 | 300–320 | 330 |
| PP | 200–230 | 230–250 | 270 |
| PMMA | 220–240 | 240–260 | 270 |
| PA6 | 240–260 | 260–280 | 290 |
| POM | 190–210 | 200–215 | 220 |
We always increase temperature in 5°C increments and evaluate 10 shots at each level. Going too high risks material degradation, yellowing, or increased marcas de hundimiento2 due to lower melt viscosity during packing.
“Lowering the melt temperature helps reduce flow marks by slowing down the plastic flow.”Falso
Lower melt temperature actually makes flow marks worse. When the melt is cooler, it solidifies faster against the mold wall, creating a thicker skin that wrinkles and drags as the core flow pushes it forward. Increasing melt temperature keeps the plastic fluid longer, allowing smooth, uniform skin formation.
“Melt temperature is the single most important process parameter for controlling flow marks in injection molding.”Verdadero
Among all adjustable process parameters, melt temperature has the most direct effect on flow mark formation. Higher melt temperature reduces viscosity, delays skin solidification, and improves melt front uniformity—all of which directly prevent the premature cooling that causes flow marks.
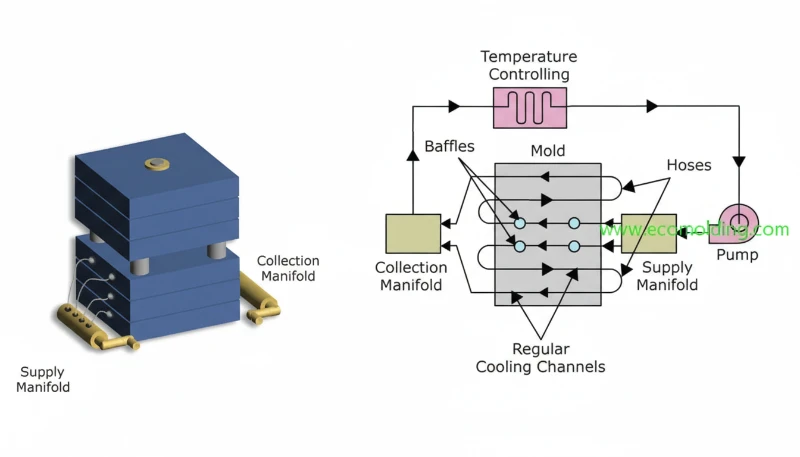
How Does Mold Temperature Influence Surface Quality?
Mold temperature works in tandem with melt temperature to control how quickly the plastic skin forms. A higher mold temperature slows the cooling rate at the melt-mold interface, giving the plastic surface time to form smoothly rather than wrinkling. In our experience, combining melt temperature increase with mold temperature increase provides the best results.
| Material | Standard Mold Temp (°C) | Recommended for Flow Mark Reduction (°C) | Cycle Time Impact |
|---|---|---|---|
| ABS | 40–60 | 60–80 | +5–10% |
| PC | 80–100 | 100–120 | +8–15% |
| PP | 20–50 | 50–70 | +5–8% |
| PMMA | 50–70 | Aumentar la presión de retención | +10–15% |
| PA6 | 60–80 | 80–95 | +5–10% |
The trade-off is cycle time. Every 10°C increase in mold temperature adds roughly 3–5% to the cooling phase. For high-volume production, we balance surface quality against productivity by finding the minimum mold temperature that eliminates flow marks—often 10–15°C above the standard setting is enough.
What Injection Speed Profile Works Best for Flow Mark Prevention?
Injection speed determines how fast the melt front advances through the cavity. For flow marks, faster is generally better—a fast-moving melt front has less time to cool and wrinkle before the cavity fills. However, the speed profile matters more than the overall speed.
We use multi-stage injection speed profiles to address flow marks:
- Stage 1 (0–10% fill): Medium speed (40–60%) to establish stable melt front through the gate.
- Stage 2 (10–80% fill): High speed (80–100%) to fill the majority of the cavity quickly, keeping the melt front hot.
- Stage 3 (80–98% fill): Reduced speed (50–70%) to prevent over-packing and flash at end of fill.
- V/P switchover: Transition to holding pressure at 95–98% fill.
The key insight: flow marks most commonly appear in areas where the melt front slows down—thin sections, flow-length-to-thickness ratio changes, and areas far from the gate. Profiling the speed to maintain a consistent melt front velocity through these zones is more effective than simply setting a uniformly fast speed.
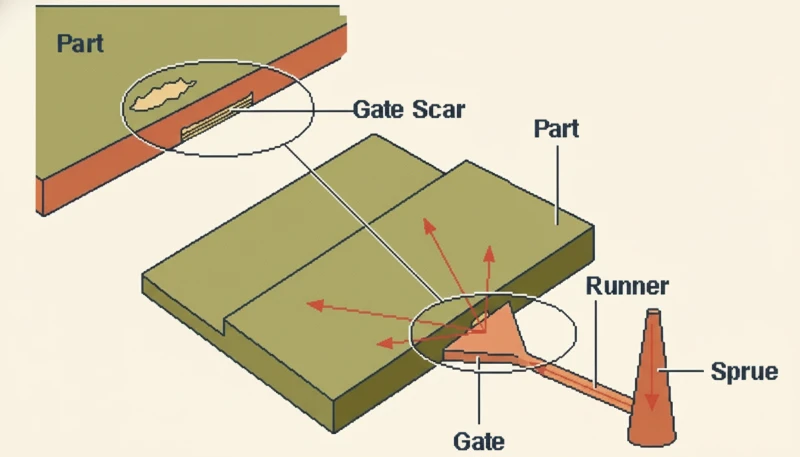
When Should You Modify the Gate Design Instead of the Process?
Process adjustments have limits. If you’ve raised melt temperature to the material’s maximum, increased injection speed until flash appears, and raised mold temperature until cycle time becomes unacceptable—and flow marks persist—the problem is in the mold design. We estimate 20–30% of flow mark cases require gate or runner modifications for a permanent fix.

Signs that gate design is the problem:
- Flow marks concentrated near the gate area (gate is too small, causing excessive shear)
- Flow marks appear at a specific wall thickness transition (gate location forces flow through thin area first)
- Flow marks disappear with extreme process settings but return within normal operating window
- Multiple cavities show flow marks in the same location (design-driven, not process variation)
Effective gate modifications:
- Increase gate width or depth by 20–50%
- Change from pinpoint gate to edge or fan gate3
- Relocate gate to the thickest wall section
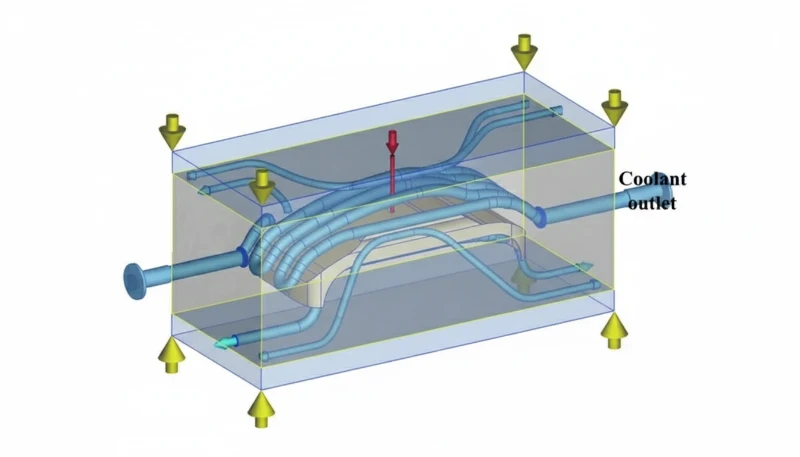
- Add a runner system that delivers melt at more uniform temperature
“Process optimization can always fix flow marks without any mold design changes.”Falso
While process adjustments resolve 70–80% of flow mark cases, fundamental mold design issues—such as undersized gates, poor gate location, or extreme flow-length-to-thickness ratios—create flow marks that no amount of process tweaking can fully eliminate. In these cases, gate redesign or runner modification is necessary for a permanent solution.
“Increasing gate cross-section by 20–50% is the most effective single mold modification for reducing flow marks.”Verdadero
A larger gate allows the melt to enter the cavity at lower shear and more uniform temperature, reducing the turbulent flow and shear-induced cooling that cause flow marks near the gate. It also lowers the pressure required to fill, giving more process window for optimization.
How Do Holding Pressure and Back Pressure Affect Flow Marks?
While melt temperature and injection speed get most of the attention, holding pressure and back pressure are important secondary factors that affect flow mark severity.
Holding (Packing) Pressure: After the cavity fills, holding pressure forces the melt against the mold wall during the initial cooling phase. Adequate holding pressure (typically 40–60% of injection pressure) presses the melt surface tightly against the mold, smoothing out incipient flow marks. Insufficient holding pressure allows the surface to pull away from the mold, making flow marks more visible.
Comprenda la rentabilidad de la moldura por inyección de fibra de carbono para vehículos de mercado masivo y sus aplicaciones. Applied during screw recovery, back pressure improves melt homogeneity by ensuring better mixing and more uniform temperature throughout the shot. We typically set back pressure at 5–15 bar (70–220 psi). Higher back pressure produces more uniform melt, which reduces the temperature variations within the flow front that contribute to flow mark formation.
A practical tip from our shop floor: if flow marks appear intermittently—some shots good, some with marks—the issue is often inconsistent melt temperature caused by low back pressure. Raising back pressure by 3–5 bar usually stabilizes shot-to-shot surface quality.
What Is a Complete Adjustment Checklist for Flow Mark Elimination?
We’ve distilled our factory experience into a standardized checklist that our technicians follow for every flow mark troubleshooting case. This systematic approach avoids random parameter changes and identifies the root cause efficiently.

- Verify material drying — Check moisture content with a moisture analyzer. Target: below material specification (typically 0.02–0.04%).
- Raise melt temperature — Increase by 10°C. Evaluate 10 shots. If improved, increase another 5°C. Stay within material maximum.
- Raise mold temperature — Increase by 10°C. Evaluate 10 shots. Accept the cycle time impact if surface quality improves.
- Increase injection speed — Raise by 15–20%. Watch for flash at parting line. If flash appears before flow marks disappear, speed isn’t the answer.
- Increase holding pressure Corrección de Marcas de Flujo en Moldeo por Inyección | ZetarMold
- Increase back pressure — Raise by 3–5 bar. Run 20 shots to evaluate consistency.
- Evaluate gate design — If steps 1–6 don’t fully resolve the issue, measure gate cross-section and compare to recommended minimums for the material and part weight.
- Consider mold surface finish — If flow marks are minor and the part allows, switching to a textured surface (SPI-C or SPI-D) can mask residual marks.
PREGUNTAS FRECUENTES

Can flow marks be removed after molding?
Partially. Light flow marks can be reduced through post-processing like vapor smoothing (for ABS), painting, or pad printing. However, these add cost and processing time. The most economical approach is eliminating flow marks during molding rather than fixing them afterward.
Do flow marks appear on textured surfaces?
Less frequently. Mold surface textures (VDI, EDM, or chemical etch) can mask minor flow marks because the texture pattern dominates the surface appearance. However, severe flow marks will still be visible through light textures. Medium to heavy textures (SPI C-3 or D-series) are most effective at concealing flow marks.
Why do flow marks appear only on certain parts of a multi-cavity mold?
This indicates unbalanced runner flow. Cavities closer to the sprue fill faster and hotter, while outer cavities receive cooler melt that’s more prone to flow marks. The solution is runner balancing—adjusting runner diameters so all cavities fill at the same time and temperature.
Are flow marks covered under injection molding quality standards?
Yes. Surface defects including flow marks are classified under standards like SPI surface finish guidelines and individual OEM specifications. Most automotive and consumer electronics specifications define acceptable flow mark levels by surface class: Class A (visible) surfaces allow zero flow marks, while Class C (hidden) surfaces may tolerate minor marks.
How much do flow marks increase reject rates in production?
In our experience, unresolved flow marks on Class A surfaces can drive reject rates to 15–30%. Once properly addressed through process optimization and/or gate modification, reject rates from flow marks drop to below 1%. The return on investment for fixing the root cause is typically realized within days of production.
Resumen
Flow marks in injection molding result from premature melt front cooling—and the fix follows a clear hierarchy. Start with temperature adjustments (melt +10–20°C, mold +10–15°C), which resolve about half of all cases. Add injection speed optimization (+15–20%) and holding pressure adjustments for another 30% of cases. For the remaining 20% where process settings can’t eliminate the marks, gate and runner design modifications provide the permanent solution. In our factory, following this systematic approach has reduced flow-mark-related rejections to less than 0.5% across all product lines. The key principle: keep the melt front hot and moving uniformly, and flow marks simply don’t form.
-
Melt front velocity is the speed at which the leading edge of molten plastic advances through the mold cavity during filling. Uniform melt front velocity across the entire flow path is critical for preventing surface defects. Variations in velocity—caused by wall thickness changes, flow path length, or gate restrictions—create the uneven cooling patterns that produce flow marks. ↩
-
Sink marks are depressions or dimples that appear on the surface of injection molded parts, typically over thick sections, ribs, or bosses. They form when the outer skin solidifies first while the inner core continues to shrink during cooling, pulling the surface inward. Sink marks and flow marks can sometimes coexist when process parameters are sub-optimal. ↩
-
Gate design in injection molding defines the geometry, size, and location of the opening through which molten plastic enters the mold cavity. Gate type (edge, fan, pinpoint, submarine, valve) directly affects flow pattern, pressure requirements, shear heating, and surface quality. Proper gate design is fundamental to preventing flow marks and other filling-related defects. ↩






