 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección es un gran proceso de fabricación para hacer hermosos prototipos rápidos y piezas moldeadas por inyección de plástico. Pero sin un estricto sistema de control del proceso de producción, las piezas moldeadas de plástico pueden desarrollar defectos como marcas de hundimiento.

So, what are sink marks in injection molding? Why do they happen and how can you as a manufacturer prevent them from happening? Read on as we provide you with the answers to these questions and the important information you need to know about sink marks.
¿Qué son las marcas de hundimiento en el moldeo por inyección?
Una marca de hundimiento es un defecto en la superficie de una pieza moldeada por inyección que varía con el grosor de la pared. En otras palabras, las marcas de hundimiento se producen en las secciones más gruesas de una pieza moldeada, y este defecto se parece más a una fosa o ranura en su superficie.

Cuanto más gruesa es una sección de un producto, más piezas contiene. Además, estas zonas más gruesas prolongan su tiempo de enfriamiento. Por el contrario, la parte exterior de una pieza de plástico que está en contacto con el acero del molde suele enfriarse muy rápidamente.

Así pues, la diferencia de tiempo de enfriamiento entre el exterior y el interior de la pieza moldeada provoca el defecto. ¿Cómo? Cuando las moléculas de la sección más gruesa de la pieza empiezan a enfriarse, se contraen, haciendo que la parte exterior se contraiga hacia dentro, formando una marca de hundimiento. Pero, si el exterior es lo suficientemente resistente, esta contracción provocará huecos.

La visibilidad del fregadero depende de su profundidad, el color y la textura del producto. Sin embargo, es importante tener en cuenta que las pequeñas marcas del fregadero suelen ser visibles porque son capaces de reflejar la luz en distintas direcciones.
Causas y remedios de las marcas de hundimiento del moldeo por inyección de plástico
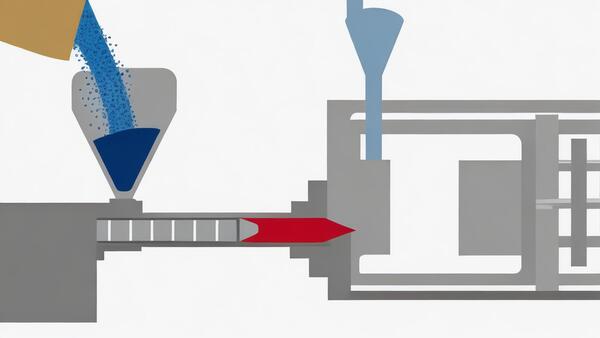
Cuando se fabrican piezas mediante moldeo por inyección, se inyecta material fundido en un molde. El material se enfría y se convierte en la pieza deseada. Luego se saca.

Las marcas de hundimiento en el moldeo por inyección suelen producirse cuando la pieza que está moldeando es demasiado gruesa para la resina que está utilizando. Pero hay otras razones para las marcas de hundimiento. Veamos qué las provoca y cómo reducir las marcas de hundimiento en el moldeo por inyección.
Temperatura de fusión incorrecta
Utilizar temperaturas incorrectas al fundir la resina puede provocar marcas de hundimiento en la superficie del plástico acabado. Normalmente, las marcas de hundimiento se deben a una baja temperatura de inserción y, si este es el caso, aumentar la temperatura puede solucionar estos problemas.
Para evitarlo, ajuste la resina fundida dentro del intervalo de temperatura recomendado por el fabricante. Verifique la temperatura de fusión antes de inyectar la resina en el molde.
Tiempo de retención corto
Si el tiempo de retención es demasiado corto, también puede provocar depresiones en la superficie de la pieza. Lo ideal es que los tiempos de empaquetado y retención sean largos. Esto garantiza que la compuerta de la pieza esté bien sellada, lo que impide que la resina de plástico fluya dentro o fuera de la cavidad del molde. Si la compuerta no está bien sellada, la resina de plástico saldrá de la cavidad cuando esté parada.

Para evitar marcas de hundimiento, sujete el molde el tiempo suficiente para que la compuerta se solidifique después de llenarlo. Esto ayudará a evitar que el material fundido fluya fuera del molde, evitando así el hundimiento. En otras palabras, cuando haya marcas o depresiones cerca de la compuerta, prolongar el tiempo de retención ayudará a eliminarlas.
Costilla demasiado gruesa
Cuando la costilla es más gruesa, la unión de la costilla y el grosor de la pared principal también lo es. El plástico se concentra aquí. Al enfriarse, la superficie de la costilla y las secciones de pared principal más gruesas se solidifican primero. El centro de la unión de la costilla y el grosor de la pared principal permanece fundido.

El plástico que se solidifica más tarde se contrae sobre el plástico que se solidifica primero, y ejerce una fuerza de succión sobre el plástico que lo rodea. Si en algún lugar hay una capa de solidificación más débil (normalmente en la superficie del molde opuesta a la costilla), la superficie allí puede colapsarse y formar una depresión.
Las marcas de hundimiento pueden deberse a las propiedades del material, la presión de retención y la distancia a la compuerta. A veces, el grosor de la nervadura debe ser 50% del grosor de la pared principal, o incluso menor. El juicio de la experiencia humana es a veces inexacto.

Se recomienda analizarlo mediante el análisis CAE de flujo de molde. El riesgo puede predecirse basándose en el índice de encogimiento del análisis de flujo de molde para comprender el impacto de los diferentes diseños de grosor de costilla en el encogimiento. El riesgo de contracción también puede predecirse del mismo modo en la posición de la columna y la esquina del producto.
El tamaño del corredor y de la puerta
El canal y la compuerta son demasiado pequeños, y la resistencia al flujo del material es demasiado grande. Si la presión de inyección y la presión no son suficientes, la cavidad del molde no puede llenarse con material denso, y la densidad de la masa fundida es pequeña, lo que puede provocar fácilmente depresiones en la superficie y marcas de contracción.

Algunos productos tienen un flujo de cola local desigual o canales de flujo demasiado pequeños, lo que también puede causar una gran resistencia al flujo de material y una presión local insuficiente, y la probabilidad de marcas de contracción también aumentará. Sugiero que utilicemos el software de análisis de flujo de moldes CAE para analizar el flujo de material y la presión antes del diseño del molde, y simular el proceso de llenado.
El software proporcionará datos razonables que nos ayudarán a diseñar razonablemente el tamaño del canal y la compuerta, y a analizar la zona en la que la estructura del producto dificulta el flujo. Modifique el producto de acuerdo con los resultados del análisis para evitar totalmente la contracción en la superficie del producto.

Alta temperatura del molde
El efecto de la temperatura del molde sobre las marcas de contracción o los agujeros de contracción es relativo. Cuando la temperatura del molde es demasiado baja, la capa superficial de la pieza tiende a condensarse y espesarse, el grosor de la capa central se reduce relativamente, el canal para mantener la presión y la contracción se estrecha, y el extremo de la pieza no puede obtener suficiente contracción, formando marcas de contracción o agujeros de contracción;
Además, la baja temperatura del molde hace que el sistema de inyección, especialmente la compuerta, se congele con facilidad, y la pieza no recibe suficiente presión de sujeción y contracción, lo que también provoca cavidades de contracción o marcas de contracción.
Cuando la temperatura del molde es demasiado alta, la eficacia de enfriamiento del molde es baja y el enfriamiento es lento. Debido al largo tiempo de enfriamiento, la contracción también es mayor. Si no hay suficiente presión de retención y contracción, es fácil que se produzcan marcas de contracción o cavidades de contracción.
Ajustar la temperatura demasiado alta puede impedir que la compuerta selle correctamente y a tiempo. Para solucionar este problema, utilice el intervalo de temperatura del molde correcto y asegúrese de que la tubería es correcta.

Presión de retención inadecuada o presión de retención
Otra razón de las abolladuras en las piezas moldeadas es la distribución inadecuada de la presión de sujeción. En otras palabras, aplicar la cantidad adecuada de presión de sujeción a las distintas partes del producto ayuda a mantener su forma.
Para evitar marcas de hundimiento o alabeo, el rango típico de presión de cavidad es de 8.000 a 15.000 psi. La regla general es que la presión de retención o empaquetadura debe ser 50-70% de la presión de inyección.

La mejor forma de aplicar presión es medir el grosor. Así, las piezas de molde más gruesas requieren más plástico y presión para mantener la forma que las más finas.
Dado que este defecto se debe a la contracción de la resina plástica y otros materiales en la zona gruesa durante el proceso de secado, colocar suficiente plástico en la zona gruesa a la presión adecuada puede ayudar a eliminar este defecto.

Fallo de la válvula de retención del tornillo de la máquina de moldeo por inyección
Injection molding technicians know that the check valve on the injection molding machine is to prevent the molten plastic material in front of the screw in the material tube from flowing back during injection and holding pressure.
Si la válvula de retención en la máquina de moldeo por inyección está desgastada y agrietada durante el uso a largo plazo, el daño grave hará que el plástico fluya de nuevo a través de la brecha, la presión de amortiguación y de retención se reducirá o desaparecerá, y el producto causará fácilmente depresión por contracción.

Por lo tanto, hay que comprobarlo, mantenerlo y limpiarlo a menudo. Además, debe mantener los gránulos de plástico limpios y libres de residuos, especialmente los materiales reciclados secundarios, que nunca deben mezclarse con objetos duros como cuchillas y recortes de hierro. Si encuentra algún defecto grave, debe sustituirlo de inmediato.
La temperatura del barril de la máquina de moldeo por inyección es demasiado alta
Si la temperatura del moldeo por inyección barril de la máquina es demasiado alta, la densidad de la masa fundida disminuirá. Cuando el producto se enfría, la masa fundida en contacto con la superficie del molde se solidifica primero en una capa de condensación. El plástico reduce su volumen, lo que hace que la densidad de la masa fundida en el centro de la cavidad sea menor.

Cuando el núcleo se solidifica lentamente, se formará un vacío en el centro del núcleo. La pared interior del vacío formará una tensión de contracción. Si la resistencia de la capa de solidificación superficial no es suficiente, la superficie del producto se hundirá hacia dentro, formando una marca de contracción.
El método de mejora consiste en fijar una temperatura de barril razonable. Dentro del rango permitido por el material, trate de no utilizar el valor extremo tanto como sea posible, lo que puede reducir eficazmente la probabilidad de contracción del producto. El análisis CAE del flujo del molde también puede analizar valores de referencia razonables para evitar de antemano marcas de contracción en el producto.

El número y la posición de las compuertas del molde no están diseñados razonablemente
La posición y el número de compuertas también pueden provocar marcas de contracción en el producto. He aquí un parámetro que puede compartir con sus colegas. La relación de longitud de flujo del material es la relación entre la longitud de flujo del material y el grosor de la pared principal del producto. Es un valor de referencia importante para diseñar el número y la posición de las compuertas.
Preste especial atención a este dato. Puede encontrar este valor de referencia de datos en la tabla regular de propiedades del material para juzgar la fluidez del material. Si el número y la ubicación irrazonables de las compuertas hacen que la relación de longitud de flujo del material sea demasiado grande, causará demasiada resistencia al flujo.
Si la presión de inyección no es suficiente, la cavidad del molde no puede llenarse con material denso, la densidad de la masa fundida es baja y la probabilidad de depresión por contracción del producto es alta.
Muchos moldeadores antiguos diseñan la posición y el número de la compuerta basándose en la experiencia. Creo que ahora no es recomendable confiar completamente en la experiencia. Los resultados del análisis de simulación por ordenador CAE pueden proporcionarnos a los diseñadores de moldes datos de referencia muy precisos.

El análisis del flujo del molde puede analizar de forma exhaustiva las propiedades del material, la estructura del producto, la temperatura del molde, la refrigeración por agua, etc. para obtener resultados más precisos. Los diseñadores de moldes deben aprender a utilizar herramientas de análisis científico para reducir los errores en el diseño de moldes.
El tiempo de enfriamiento del producto es demasiado corto
Si el tiempo de enfriamiento del producto no es suficiente, la capa de condensación en la superficie del producto será demasiado fina, y no habrá suficiente rigidez para resistir la tensión causada por la contracción de la masa fundida interna, lo que formará fácilmente depresiones de contracción en la superficie del producto.

Cómo establecer el tiempo de enfriamiento puede referirse a los valores recomendados proporcionados por el análisis de flujo de molde CAE y la tabla de propiedades del material.
¿Cuántos ajustadores de máquina han mirado la tabla de propiedades del material antes de ajustar la máquina? Cuando ajuste la máquina, debe establecer el tiempo de enfriamiento basándose en el valor recomendado del análisis, y acortar el tiempo de enfriamiento tanto como pueda dentro del rango aceptable de calidad de la superficie del producto para reducir el ciclo de moldeo.

Para reducir las marcas de hundimiento durante el ciclo de moldeo por inyección, los fabricantes deben optimizar el tiempo de enfriamiento y los ajustes de la presión de mantenimiento para garantizar que la pieza de plástico se enfría uniformemente durante todo el proceso de moldeo.
Geometría incorrecta de la pieza
Si la geometría de la pieza y el diseño del molde no son correctos, también pueden aparecer marcas de hundimiento. Es importante saber que los lugares más comunes donde se producen marcas de hundimiento son las nervaduras y los resaltes.
Conclusión
Los defectos de los productos tienen muchas causas. Debemos tener en cuenta el diseño del producto, el diseño del molde y el proceso de moldeo por inyección. Tenemos que analizar y encontrar la causa raíz del problema. Debemos tener en cuenta el coste, la eficacia y la calidad del producto. A veces no podemos cumplir todos los requisitos. Tenemos que considerar, calcular y hacer concesiones razonables.
El principio de Zetar molde es: se da prioridad a los que se puede mejorar a través de la estructura del producto, que es la primera opción. Si realmente no es posible, se mejorará a través del diseño del molde. Incluso si el costo del molde se incrementa, el problema no debe dejarse al ajuste de moldeo por inyección .

Porque el aumento del coste del molde es puntual, y el coste del moldeo por inyección es a largo plazo y a gran escala, y moldeo por inyección sólo hace pequeños ajustes razonables. Por lo tanto, considerar el problema requiere un análisis sistemático, un cálculo cuidadoso y compensaciones razonables para ser un buen técnico de moldes.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






