 Ir al contenido
Ir al contenido 

Introducción
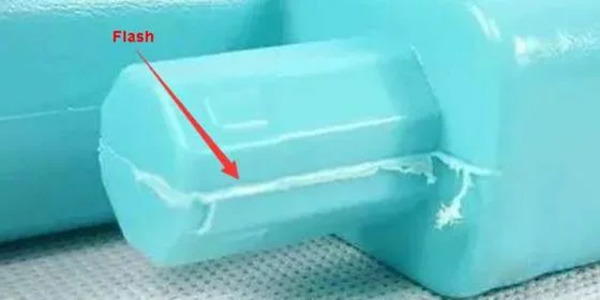
La rebaba es uno de los defectos más comunes en el moldeo por inyección. Se trata de una fina capa de plástico en la línea de separación o en cualquier otra parte donde dos superficies diferentes del molde se encuentran y forman un límite. Estas zonas producirán diferencias en la expansión y otros parámetros, lo que puede contribuir a aumentar la probabilidad de que se produzcan rebabas.

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
Para resolver los fallos en el moldeo por inyección de plásticos, primero hay que identificarlos y, a continuación, resolverlos eficazmente mediante un enfoque específico. Esto garantizará los resultados más rápidos y le ayudará a apuntar en la dirección correcta para optimizar el proceso de moldeo por inyección y eliminar todos los defectos.

¿Qué es el flash en el moldeo por inyección?
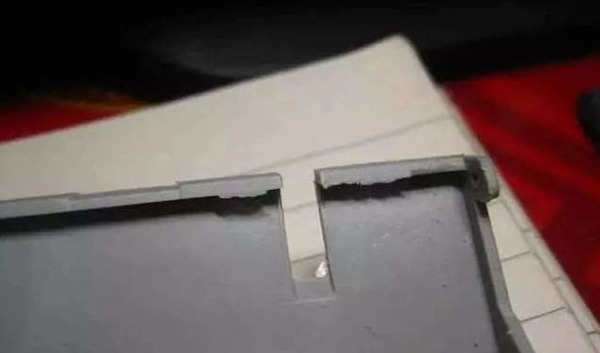
La rebaba es un defecto que se produce cuando una pieza tiene plástico sobrante en la línea de partición, en el límite o en cualquier otro lugar donde se unen diferentes formas y áreas del molde. La mayoría de las veces, la rebaba en el moldeo de plástico se encuentra en la línea de separación. Pero también puede producirse en otros lugares. Independientemente de dónde se produzca, la causa y el efecto son los mismos.
Las rebabas en las piezas moldeadas son comunes en la industria actual y la mayoría de los fabricantes de moldes de inyección de plástico las reducen significativamente, pero no las eliminan por completo. La razón principal es el coste total del moldeo por inyección. Los moldes sin rebabas son muy caros, pero la mayoría de las empresas encuentran un equilibrio entre coste, calidad y estética.
Principales causas de las rebabas en el moldeo por inyección
Las rebabas en el moldeo por inyección pueden producirse por diversas razones. A veces, puede haber más de una causa del problema. Puede haber un desajuste en la línea de apertura o un flujo deficiente, pero el resultado es el mismo: defectos por rebabas en las piezas moldeadas por inyección.

Una cosa que hay que tener en cuenta sobre el problema de la rebaba en el moldeo por inyección es que no se limita a un solo caso o subproceso. El flash tiene múltiples causas y puede producirse por diversos motivos, desde problemas durante la fase de inyección hasta defectos en las fijaciones, u otras razones como la viscosidad, la presión o la velocidad.
A continuación se indican las causas más comunes de las rebabas en el moldeo de plásticos y cuándo se producen.
Destello del molde durante la fase de inyección
Desajuste de la línea de separación
Una de las principales causas del desajuste de la línea de apertura es la presencia de contaminantes ambientales, como polvo y escombros, que mantienen abierto el molde. Como resultado, el exceso de material se escapa y causa defectos de rebaba. Además, los defectos en el molde también pueden causar este problema.

Estos defectos se propagan principalmente con el tiempo debido al uso. Las herramientas viejas y desgastadas pueden causar fugas y provocar rebabas debido a la falta de coincidencia de las líneas de apertura. Incluso si tiene un molde perfecto y se asegura de que no hay contaminantes, pueden producirse rebabas cuando se trabaja con una presión de cierre inadecuada o con formas realmente complejas. Las cavidades y otros elementos complejos aumentan la presión global sobre el molde y provocan fugas y defectos en determinadas zonas.
Ventilación inadecuada
El moldeo por inyección es un proceso complejo. Hay que prestar atención a la temperatura, la presión, las burbujas de aire y otras cosas. Por ejemplo, las burbujas de aire atrapadas son un gran problema en cualquier diseño de moldeo por inyección. Deterioran la resistencia de la pieza.

Además, las piezas moldeadas por inyección tienen un rango de temperatura específico para un buen moldeo. Los respiraderos son los que hacen que todas estas cosas funcionen bien. Si algo va mal con cualquiera de estas cosas, usted puede conseguir un montón de problemas, no sólo intermitente.
Ráfagas de moho durante el envasado o la conservación
Baja presión de apriete
El flash puede producirse tanto en la fase de envasado como en la de mantenimiento. La fase de empaquetado tiene en cuenta la contracción del material durante el enfriamiento. La mejor manera de solucionarlo es añadir material adicional, mientras que la fase de mantenimiento mantiene todo el sistema en equilibrio de presión hasta que se enfría.

En ambos casos, la presión de apriete debe ser correcta. Si la fuerza de apriete es incorrecta, se puede estropear la línea de separación y hacer que el líquido entrante fluya hacia fuera y provoque destellos.
Problemas con el casquillo del bebedero
Los casquillos del bebedero son la parte del molde que transfiere el plástico fundido a la cavidad. Con el tiempo, pueden perder el soporte para mantener la fuerza de la presión de inyección y deteriorar su función. En este caso, sus piezas moldeadas por inyección tendrán defectos, el más común de los cuales es la rebaba.
Flasheo del molde de inyección durante el proceso
Además de la fase del proceso, también hay factores que pueden provocar moldeo por inyección flash debido a las características del proceso y del flujo. La cantidad de flash que tendrá su pieza de plástico debido a las características del proceso depende de las siguientes características del proceso.
Viscosidad
La viscosidad es la propiedad de cualquier flujo líquido y está en el corazón del proceso de moldeo por inyección. Una viscosidad más baja significa que el líquido fundido fluirá fácilmente fuera de la forma del molde y producirá deformación en forma de flash. Normalmente, esta viscosidad es una función de la temperatura, las propiedades del material, la presión y la velocidad.
Temperatura del cañón y de la boquilla
La presión no es lo único que hace que el plástico sea más grueso y provoque destellos en las piezas. La temperatura del cilindro y de la boquilla también influye mucho. Cuando se calienta el plástico, se vuelve más fino y más propenso a las fugas. Por eso se producen más rebabas cuando se calienta más la máquina de moldeo por inyección.
Sobrellenado
Cualquier configuración de moldeo por inyección tendrá limitaciones basadas en el tamaño y la geometría. Si el plástico fundido se llena en exceso, la presión de inyección superará naturalmente la presión de cierre y provocará una fuga. Esto aumenta la posibilidad de flash y otros defectos. Sin embargo, usted debe tener cuidado al ajustar la configuración de alimentación porque el enfriamiento encogerá el plástico, y usted no quiere una parte incompleta debido a undershot en el moldeo por inyección.

Alta presión
La presión es una de las características más comunes de los procesos que pueden aumentar la probabilidad de que se produzcan llamaradas. La física básica demuestra que una presión elevada conduce a temperaturas y características de flujo más altas en un entorno cerrado. El aumento de la presión y el consiguiente incremento de la viscosidad pueden dar lugar a múltiples defectos, entre ellos la inflamación.
Sobreembalaje
El diseño es complejo y el molde tiene trayectorias intrincadas. Esto puede provocar rebabas en las piezas moldeadas por inyección. En una zona estrecha, una pequeña cantidad de líquido fundido puede solidificarse y bloquear el flujo. Esto crea presión en el molde. No sólo se producirán rebabas. Tendrá alabeo, densidad desigual y otros problemas relacionados.

Causas de las rebabas en los productos moldeados por inyección
Temperatura del material demasiado alta
La masa fundida a alta temperatura tiene una baja viscosidad de fusión, buena fluidez y puede fluir en los huecos más pequeños del molde para producir flash. Por lo tanto, después de que aparezca el flash, es necesario reducir adecuadamente la temperatura del barril, la boquilla y el molde para acortar el ciclo de inyección.
En el caso de las masas fundidas de baja viscosidad, como la poliamida, es difícil solucionar el defecto de flash simplemente cambiando las condiciones de moldeo. Al tiempo que se reduce adecuadamente la temperatura del material, el molde debe procesarse con precisión y repararse en la medida de lo posible para reducir la separación del molde.

Fuerza de sujeción insuficiente
Si la presión de inyección es superior a la fuerza de sujeción, la superficie de separación del molde no está bien ajustada, lo que es propenso a la formación de rebabas. A este respecto, debe comprobarse si la presión de inyección es excesiva y si el producto del área proyectada de la pieza de plástico y la presión de moldeo supera la fuerza de cierre del equipo.
La presión de moldeo es la presión media en el molde, que se calcula en 40mpa en circunstancias normales. Cuando se fabrican piezas de plástico en forma de caja, el valor de la presión de moldeo del polietileno, polipropileno, poliestireno y ABS es de unos 30mpa;Cuando se fabrican piezas de plástico con formas profundas, la presión de moldeo es de unos 36MPa; Cuando se fabrican piezas de plástico pequeñas con un volumen inferior a 10cm3, la presión de moldeo es de unos 60MPa.

Si calcula que la fuerza de sujeción es inferior al producto del área proyectada de la pieza de plástico y la presión de moldeo, significa que la fuerza de sujeción no es suficiente o que la presión de posicionamiento de la inyección es demasiado alta.Puede reducir la presión de inyección o reducir el área transversal de la compuerta de inyección. También puede reducir el tiempo de mantenimiento de la presión, acortar la carrera de inyección o reducir el número de cavidades y utilizar una máquina de moldeo por inyección de gran fuerza de cierre.
Defectos causados por el moho
Si la distribución de la cavidad del molde no está equilibrada o el paralelismo no es suficiente, provocará una fuerza desequilibrada, destellos locales e insatisfacción local. El canal debe colocarse en el centro de simetría de la masa tanto como sea posible sin afectar a la integridad de la pieza. Los defectos del molde son la causa principal de las rebabas.

Cuando hay más rebabas, el molde debe revisarse cuidadosamente. La superficie de separación debe ser revisada para alinear el molde móvil con el molde fijo, y la superficie de separación debe ser revisada para ver si se ajusta firmemente, y si la holgura de desgaste de las partes deslizantes de la cavidad y el núcleo está fuera de tolerancia.Compruebe si hay adherencias u objetos extraños en la superficie de separación.
Si las plantillas son paralelas, si hay deformaciones por flexión, si la distancia de apertura de la plantilla se ajusta a la posición correcta según el grosor del molde, si la superficie del pasador guía está dañada, si la varilla de tracción está deformada de forma desigual y si la ranura de escape es demasiado grande o profunda. Según los resultados de la inspección paso a paso anterior, los errores pueden eliminarse mediante procesamiento mecánico.

Control inadecuado de las condiciones del proceso
Si la velocidad de inyección es demasiado rápida, el tiempo de inyección es demasiado largo, la presión de inyección se distribuye de forma desigual en la cavidad del molde, la velocidad de llenado es desigual, y la cantidad de alimentación es demasiado, y el lubricante se utiliza en exceso, causará flash. Debe tomar las medidas apropiadas según la situación específica durante la operación.
Cabe señalar que para eliminar el fallo de flash, hay que empezar por eliminar el fallo del molde. Si se cambian las condiciones de moldeo o la fórmula de la materia prima debido al flash, a menudo tiene un efecto adverso en otros aspectos y es fácil que cause otros fallos de moldeo.
Materias primas
El flash puede producirse cuando la viscosidad del plástico es demasiado alta o demasiado baja. Para plásticos con baja viscosidad, como el nailon, el polietileno y el polipropileno, aumente la fuerza de sujeción; los plásticos con una fuerte absorción de agua o sensibles al agua reducirán mucho la viscosidad de flujo a altas temperaturas, aumentando la posibilidad de flash, y estos plásticos deben secarse a fondo.
Los plásticos con demasiado material reciclado también tendrán una viscosidad más baja, y los componentes de retención deberán complementarse si es necesario. Si la viscosidad del plástico es demasiado alta, aumentará la resistencia al flujo y se generará una gran contrapresión para aumentar la presión de la cavidad, lo que provocará una fuerza de sujeción insuficiente y rebabas. Cuando el tamaño de las partículas de la materia prima plástica es desigual, la cantidad de material añadido variará, y la pieza puede no estar llena o destellar.
Soluciones para el moldeo por inyección Flash
Sin duda, el flash es un gran problema. Puede causar todo tipo de problemas funcionales y estéticos. Pero puede deshacerse de las rebabas del moldeo por inyección.
Estas son las 6 mejores formas de controlar las rebabas en las piezas moldeadas.
Diseño para la fabricación
La mejor manera de asegurarse de que sus piezas moldeadas por inyección no tengan rebabas es diseñar para que sean fabricables. Esto significa asegurarse de tener la forma más sencilla y eficaz de hacer lo que se quiere hacer, no la más compleja.

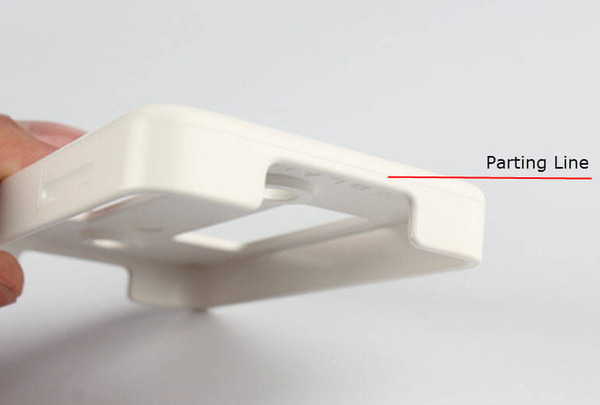
Para entender esto desde la perspectiva del proceso de moldeo por inyección, piense en la línea de apertura. Los expertos en la materia recomiendan situar la línea de separación en el borde, no en la superficie. Esto tiene ventajas tanto estéticas como funcionales. No se verá la línea de separación en el borde. Además, el diseño reducirá la posibilidad de que se produzcan rebabas, ya que la costura compensará cualquier desajuste en la línea de separación.
Hoy en día, utilizar el análisis DFM es imprescindible para cualquier proyecto industrial de moldeo por inyección. Existen herramientas de software especiales que pueden simular los resultados y mostrarle las características de flujo y predecir problemas comunes en el moldeo por inyección, como alabeo, flash y flujo de calor. Por ejemplo, en Zetar Mold, puede cargar sus archivos de diseño de piezas en una plataforma de fabricación en línea y, a continuación, obtener un análisis DFM de la pieza de forma gratuita. Toda la información y las cargas son seguras y confidenciales.
Reducir el ritmo de inyección
Otra buena forma de reducir las rebabas en el moldeo por inyección es controlar las variables del proceso. La velocidad de inyección tiene un impacto directo en la viscosidad, la presión y la temperatura que pueden causar flash. Esto es a menudo lo primero que hacen muchos expertos cuando se trata de flash, ya que la mayoría de las variables del proceso están relacionadas con la velocidad de inyección.

Especificación de un molde sin flash
La mejor manera de eliminar las rebabas en las piezas moldeadas por inyección es utilizar un molde sin rebabas. Es lo mejor, pero es caro. No es práctico para muchas empresas y aplicaciones. Si tiene una aplicación delicada en la que la estética, la funcionalidad y todo lo demás son importantes y el coste no es un problema, este es el camino a seguir para asegurarse de que obtiene piezas sin defectos.
Limpieza adecuada del moho
Una de las principales razones del desajuste de la línea de apertura es la acumulación de polvo, residuos y otras porquerías en el molde. Además, las partículas en cavidades estrechas pueden incluso provocar un exceso de retención, lo que estropea aún más los defectos generales de la pieza. Mantener el molde limpio y en buen estado ayuda a minimizar la posibilidad de estos problemas y a garantizar los mejores resultados.
Mantenimiento adecuado del molde y mejora del proceso
Por último, es importante mantener el molde y optimizar el proceso para conseguir resultados uniformes y fiables. A veces, la fuerza de cierre y la presión pueden dañar el molde y causar deformaciones, lo que puede provocar diversos defectos en la pieza.

Reducir la presión de inyección
La presión de inyección es alta. Debe reducirse adecuadamente, y el rango de ajuste es 60mpa-100mpa.
También se recurre a bajar la temperatura del barril. Bajar la temperatura del molde y reducir la velocidad de inyección para reducir la fluidez del material de resina plástica fundida para establecer los parámetros.
Sin embargo, hay que tener en cuenta que provocará tensiones internas residuales en el producto. En cuanto al tratamiento, se puede reducir la presión de inyección, la temperatura del barril de calentamiento y la velocidad de inyección.

Y la superficie del molde donde se produce el flash puede ser molido, y el molde puede ser resuelto mediante el uso de materiales de acero duro. Debido a la diferencia en los materiales, los materiales con buena fluidez son propensos al flash, por lo que la superficie de separación del molde debe ser ajustada. Los materiales cristalinos deben tener una viscosidad muy baja cuando se funden, y la superficie de separación del molde debe ser hermética.
Conclusión
Flash en moldeo por inyección es un hecho, y la mejor manera de reducirlo es optimizar continuamente el proceso y prestar atención a las señales. Se pueden comprar moldes sin rebabas, pero cuestan más. En cambio, es más práctico abordar las causas más comunes mejorando su diseño, manteniendo sus moldes y optimizando sus procesos de moldeo por inyección para obtener los mejores resultados.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






