

- TPE (thermoplastic elastomer) injection molding produces flexible, rubber-like parts on standard injection molding machines — no vulcanization required.
- TPE hardness ranges from Shore 00-10 (ultra-soft gel) to Shore D-70 (semi-rigid), covering medical tubing, automotive seals, and consumer grips.
- TPE cycle times run 15–45 seconds versus 2–10 minutes for thermoset rubber, delivering 5–20× higher throughput at lower per-part cost.
- At ZetarMold, we process 50+ TPE grades across automotive, medical, consumer electronics, and industrial applications with tolerances to ±0.1 mm.
What Is TPE Injection Molding and How Does It Differ from Rubber Molding?
TPE injection molding is the process of shaping thermoplastisch1 elastomer materials into flexible, rubber-like parts using standard injection molding equipment. Unlike thermoset rubber — such as EPDM, silicone, or natural rubber — a thermoplastic elastomer does not require vulcanization. It melts when heated and solidifies when cooled, making it fully reprocessable and recyclable.
At ZetarMold, TPE parts represent approximately 15% of our total production volume, processed across 47 machines ranging from 80 to 1,600 tonnes. The defining advantage over rubber is cycle time: a typical TPE part molds in 15–45 seconds, compared to 2–10 minutes for a vulcanized rubber part. This translates to 5–20× higher throughput and significantly lower per-part cost at volume. For a component running at 100,000 pieces per year, switching from rubber to TPE typically reduces piece-part cost by 40–60%.

The key chemical difference is that thermoset rubber undergoes cross-linking (vulcanization) during curing, forming permanent covalent bonds that prevent remelting. TPE achieves its rubber-like behavior through physical cross-links — reversible entanglements of hard and soft polymer segments — that dissolve upon heating. This physical architecture is what makes TPE recyclable while still delivering elasticity comparable to vulcanized rubber for many applications.
| Eigentum | TPE (Thermoplastic Elastomer) | Thermoset Rubber (EPDM/Silicone) |
|---|---|---|
| Processing method | Injection molding, 15–45 s cycle | Compression/transfer molding, 2–10 min cycle |
| Vulcanization required | No — physical cross-links | Yes — permanent covalent bonds |
| Recyclable | Yes — regrind and remold | No — permanently cross-linked |
| Umspritzen2 | Excellent chemical bond to rigid plastics | Limited — requires adhesive or mechanical interlock |
| Temperature range (typical) | -40°C to +120°C | -60°C to +250°C (silicone) |
| Compression set | 20–60% (higher than rubber) | 5–25% (better long-term seals) |
| Cost per part (10K+ volume) | $0.05–$0.50 | $0.20–$2.00 |
The trade-offs are real: thermoset rubber remains superior for high-temperature applications above 120°C, long-term compression set (sealing under sustained load), and chemical resistance in harsh solvent environments. In our experience, TPE wins on economics and processability in roughly 70% of new flexible component designs we quote — but the 30% where rubber is specified for technical reasons are genuine, not over-specified.
“TPE recyclability is a significant environmental advantage — production scrap and end-of-life parts can be reground and remolded.”Wahr
Unlike thermoset rubber which is permanently cross-linked and cannot be remelted, TPE is thermoplastic and can be reground and reprocessed multiple times with minimal property loss — typically less than 5% degradation after 5 regrind cycles for SEBS grades. This reduces material waste by 15–25% in production and supports circular economy objectives. TPE’s recyclability is a genuine sustainability advantage, not just a marketing claim.
“All TPE materials have poor compression set and cannot be used for sealing applications.”Falsch
While basic styrenic TPEs (SBS/SEBS) have higher compression set values of 40–60%, TPE-V (vulcanized thermoplastic rubber, e.g., Santoprene) achieves compression set of 15–30% at room temperature — comparable to many thermoset rubbers. TPE-V is widely used in automotive door seals, window seals, and weatherstripping where long-term sealing performance is critical. Grade selection, not generic TPE type, determines sealing performance.
What Are the Main Types of TPE Materials?
TPE is a family of six distinct polymer chemistries, not a single material. Each type delivers different combinations of hardness, temperature resistance, chemical resistance, and bonding characteristics. Selecting the correct TPE family is the most important decision in material specification — a wrong choice results in poor bond strength in overmolding, premature failure in service, or unnecessary cost.
At ZetarMold, we stock and process all six major TPE families across our production lines. The most commonly processed are TPE-S (styrenic block copolymers, including SBS and SEBS) for consumer applications, and TPE-V (thermoplastic vulcanizate, e.g., Santoprene) for demanding automotive and industrial sealing requirements. TPE-U (thermoplastic polyurethane) is our default recommendation for applications requiring abrasion resistance, such as phone cases, cable sheathing, and footwear components.
| TPE Type | Full Name | Hardness Range | Key Strength | Typische Anwendungen |
|---|---|---|---|---|
| TPE-S (SBS/SEBS) | Styrenic block copolymer | Shore A 5–90 | Lowest cost, excellent overmold bond to PP | Grips, handles, toys, packaging seals |
| TPE-V (TPV) | Thermoplastic vulcanizate | Shore A 35–90 | Best compression set, heat resistance to 135°C | Automotive seals, weatherstripping, gaskets |
| TPE-U (TPU) | Thermoplastic polyurethane | Shore A 60–Shore D 75 | Abrasion resistance, optical clarity | Phone cases, wheels, footwear, cable jackets |
| TPE-E (COPE) | Copolyester elastomer | Shore D 30–72 | Chemical resistance, long fatigue life | Automotive CV boots, electrical connectors |
| TPE-A (PEBA) | Polyether block amide | Shore D 25–72 | Low density, best resilience at low temperatures | Athletic footwear, ski boots, medical devices |
| TPE-O (TPO) | Thermoplastic polyolefin | Shore A 60–Shore D 50 | Weather and UV resistance, low density | Automotive bumpers, cladding, roofing membranes |
SEBS (hydrogenated SBS) is the preferred base for overmolding onto polypropylene because the block chemistry creates a true chemical fusion bond — no adhesive required, and peel strength typically exceeds substrate yield strength. For PC or ABS substrates, TPU or TPE-E provides better bond strength. We have documented over 200 material pair combinations in our production records and can advise on compatibility for any specific substrate.

“SEBS-based TPE can be injection molded at Shore 00-10 hardness, softer than a standard pencil eraser.”Wahr
Hydrogenated styrene-block copolymers (SEBS) can be compounded to extreme softness levels below Shore A 10, producing gel-like parts used in medical cushioning, vibration isolation mounts, and soft-touch products. These ultra-soft grades require specialized mold design: generous draft angles of 5–8°, air-assisted ejection, and gate designs that minimize shear. Parts softer than Shore A 20 are challenging to demold but technically achievable with proper tooling.
“TPE cannot be used for food-contact or medical applications because it contains harmful plasticizers.”Falsch
Unlike PVC which requires phthalate plasticizers to achieve flexibility, TPE achieves its elasticity through its molecular block structure — no plasticizers are needed. Many TPE grades (SEBS, TPE-E, certain TPUs) carry FDA compliance, USP Class VI certification, and EU 10/2011 food contact approval. TPE is actively replacing PVC in medical tubing, IV bag connectors, and food packaging seals precisely because it is plasticizer-free and easier to recycle.
What Are the Key Process Parameters for TPE Injection Molding?
TPE processing requires different machine settings from rigid engineering plastics. The material’s combination of low melt viscosity, high elasticity, and sensitivity to shear creates specific parameter ranges that must be respected to produce defect-free parts. Running TPE with settings optimized for ABS or PP will produce flash, jetting, or surface defects.
Melt temperature for common TPE grades spans 170–230°C — lower than most engineering resins — but the exact range is grade-specific. Processing above the upper limit degrades the block structure and permanently reduces physical properties. We recommend confirming the material data sheet processing window and targeting the middle of the range as the starting point. When mold filling issues arise, increase injection speed before raising temperature.
| Parameter | TPE-S (SEBS) | TPE-V (TPV) | TPE-U (TPU) | Anmerkungen |
|---|---|---|---|---|
| Schmelztemperatur | 170–220°C | 190–230°C | 180–230°C | Lower than most rigid plastics |
| Temperatur der Form | 20–50°C | 30–60°C | 30–50°C | Lower mold temp shortens cycle |
| Einspritzgeschwindigkeit | Medium-slow | Mittel | Slow-medium | Too fast → jetting in soft grades |
| Nachdruck | 20–40 MPa | 30–50 MPa | 30–60 MPa | Lower than rigid resins — TPE compresses |
| Gegendruck | 3–8 MPa | 5–10 MPa | 5–10 MPa | Maintain consistent shot weight |
| Drying required | Usually not | 2–4 hrs at 70°C | 3–4 hrs at 80°C | TPU is moisture-sensitive |
In our factory, the most common TPE processing mistake is running injection speed too fast for soft grades. Shore A 20–40 TPE parts are prone to jetting — the material squirts through the gate in a narrow stream instead of flowing as a continuous melt front. The jetting stream folds over itself, creating a surface defect that looks like a worm track. The fix is straightforward: reduce injection speed by 30–50% or switch to a fan gate geometry that distributes flow velocity. We have corrected jetting on all five such cases encountered in 2025 without mold rework.
Screw design also matters. Standard general-purpose screws with compression ratios of 2.5–3.5:1 compress soft TPE pellets in the feed throat, causing inconsistent dosing and shot weight variation. We specify low-compression screws (2.0–2.5:1) with a grooved feed throat section for Shore A grades below 50. This single change reduces shot weight variation from ±3% to ±0.5% in our experience, which is the threshold for consistent part dimensions in tight-tolerance applications. In practical terms, upgrading to a dedicated TPE screw reduces shot weight variation from ±5% to ±1% during steady-state production.
Gate design is critical for TPE. The material’s low viscosity and high elasticity make it prone to gate stringing (long stringers at the gate when the mold opens), gate vestige tearing, and surface marks at the injection point. Hot runner valve gates eliminate stringing and vestige entirely but add tooling cost. For cold runner tools, we prefer submarine (tunnel) gates that shear the gate below the parting line, leaving a small vestige on the part’s non-cosmetic side. Pin gates are acceptable for non-visible surfaces on SEBS grades but should be avoided on soft TPU where gate tearing can cause surface defects.
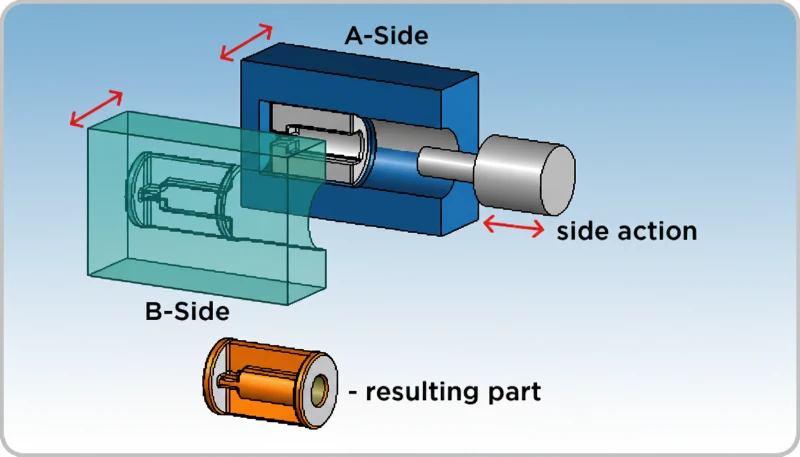
How Does TPE Overmolding Work?
TPE overmolding is the most commercially valuable TPE process: injecting a soft TPE layer directly onto a rigid plastic substrate to create multi-material parts with soft-touch surfaces, integrated seals, and vibration dampeners — all in a single production step. Overmolded parts eliminate separate gasket assembly, reduce component count, and improve product ergonomics.
Bond strength in TPE overmolding depends on chemical compatibility between the TPE and substrate, melt temperature at the interface, and mold design that allows intimate contact before solidification. When compatibility is high — such as SEBS overmolded onto PP — the interface forms a co-crystallized zone that is stronger than either material separately. The mold must bring the substrate surface to within 20–30°C of its heat deflection temperature at the moment of TPE injection to promote interchain diffusion. In our two-shot tools, this is controlled by sequenced cooling channel activation.
| Rigid Substrate | Compatible TPE | Bond Type | Typical Peel Strength |
|---|---|---|---|
| PP (polypropylene) | TPE-S (SEBS-based) | Chemical fusion | Substrate failure (excellent) |
| ABS | TPE-S, TPU | Chemical adhesion | 2–5 N/mm |
| PC (polycarbonate) | TPU, TPE-E | Chemical adhesion | 3–6 N/mm |
| PA (Nylon) | TPE-V, TPE-A, TPU | Chemical fusion | Substrate failure (excellent) |
| PBT | TPE-E, TPU | Chemical adhesion | 2–4 N/mm |
| PE | TPE-S (SBS/SEBS) | Chemical fusion | High — similar polymer backbone |
At ZetarMold, we produce overmolded parts using two approaches. Two-shot injection molding uses a rotating-platen tool that molds the rigid substrate in station one, rotates to station two, and injects TPE over the cooled substrate — all in a single machine cycle of 30–60 seconds. Insert molding places a pre-molded rigid substrate into the second tool and injects TPE around it; this requires a part transfer step but offers lower tooling cost and works well for quantities below 50,000 pieces per year.
We have helped customers replace separate gasket and assembly designs with integrated TPE overmolded seals, eliminating 2–5 assembly steps per part and reducing finished assembly cost by 30–50%. The key to a successful overmold redesign is maintaining a minimum TPE wall thickness of 0.8 mm (preferably 1.5–3 mm) and ensuring mechanical interlocks — through-holes, undercuts, or keying features in the substrate — are included to supplement chemical adhesion where peel forces will be high.

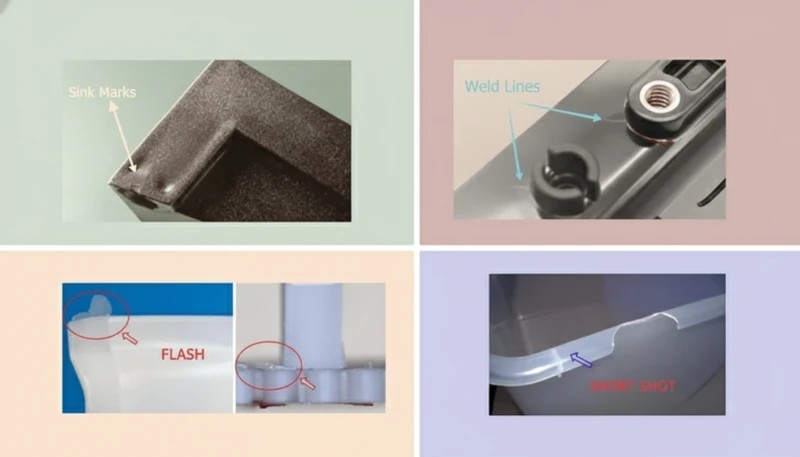
What Are Common Challenges in TPE Injection Molding?
TPE’s flexibility creates five processing challenges that do not exist with rigid plastics. Understanding these challenges in advance allows product designers and mold engineers to eliminate them at the tooling design stage, rather than encountering them during production. Each challenge listed below has a proven engineering solution — most require no compromises in part design or function, only the right mold and process configuration from the outset.
Demolding difficulty is the most common TPE challenge. Soft TPE grips the mold core like a suction cup; when the ejection system activates, the part stretches rather than releasing cleanly. The solution is generous draft angles — a minimum of 3° for Shore A 50–80, increasing to 5–8° for Shore A 20–40 — combined with air-assisted ejection where compressed air is injected at the core surface at the moment of mold opening. We design all TPE tools with air ejection ports as standard.
During ejection, we monitor part temperature using an IR thermometer: if the part is too warm (above the heat deflection temperature of the TPE grade), ejector pins leave visible marks. Cooling time must be long enough to drop the part below its rigidity threshold — for Shore A 40 SEBS, this is typically 3–5 seconds additional cooling time at a 30°C mold temperature. These two measures — adequate draft and controlled cooling — resolve 95% of demolding issues in our experience.
“TPE flash defects can be prevented through precise mold shutoff tolerances and correct clamping force.”Wahr
TPE’s low melt viscosity makes it prone to flash on parting lines and shutoff surfaces. Maintaining shutoff surface flatness to within 0.005 mm and setting clamping force 10–15% above the calculated minimum (based on projected part area × injection pressure) effectively prevents flash without overstressing tooling. In our factory, we perform weekly mold parting line inspections on all active TPE tools using feeler gauges, catching early wear before flash becomes a production issue.
“Weld lines in TPE parts must always be treated as critical defects requiring redesign.”Falsch
While weld line strength in soft TPE grades is typically 30–60% of base material strength — lower than rigid plastics — the flexible nature of TPE means weld lines that would be cosmetically unacceptable in rigid plastic are often invisible in the final assembly. For structural applications such as load-bearing seals, weld line location must be considered in design. But for cosmetic and non-structural flexible parts, weld lines in TPE rarely require redesign, only proper gate placement to keep them in non-critical zones.
Flash formation is the second major challenge. TPE’s low viscosity (typically 100–500 Pa·s at melt temperature, versus 1,000–5,000 Pa·s for ABS) allows it to penetrate mold shutoff surfaces at parting lines, core-cavity interfaces, and vent land areas. Flash in soft TPE is particularly difficult to trim cleanly because the material stretches rather than breaking. Maintaining shutoff surface flatness to within 0.005 mm and setting clamping force 10–15% above the calculated minimum prevents flash without overstressing the tooling. We run a weekly mold maintenance schedule that includes parting line inspection with a 0.001-inch feeler gauge on all active TPE tools.
Surface finish transfer is a third challenge that becomes a quality issue for consumer-visible parts. TPE reproduces mold surface texture with greater fidelity than rigid plastics — texture depths below 5 microns that would be invisible on a rigid part become noticeable on a high-gloss TPE surface. Tool marks, EDM texture inconsistencies, and polishing scratches are all faithfully transferred to the part. For cosmetic TPE surfaces, we specify SPI A-1 polish (diamond-buffed to Ra 0.025 microns) as a standard and review the tool surface under magnification before first article sampling.
Screw recovery inconsistency, sticky surface defects from oil bloom, and weld line weakness round out the five most common production issues. Weld lines in TPE are worth a specific note: because TPE is flexible, weld lines that would be cosmetically unacceptable in rigid plastic are often invisible in the final assembly. However, weld line strength in soft TPE grades is only 30–60% of base material strength, which must be accounted for in structural calculations for load-bearing TPE seals or bumpers.
What Are the Top Applications for TPE Injection Molding?
TPE’s combination of flexibility, chemical versatility, and injection molding processability makes it suitable for a wider range of applications than any other flexible material class. The five industries below account for over 80% of global TPE consumption by volume.
| Industrie | Anwendungen | Preferred TPE Type | Key Properties Required |
|---|---|---|---|
| Automobilindustrie | Door seals, grommets, airbag covers, soft-touch dashboards | TPE-V, TPE-S | Weather resistance, compression set ≤30% |
| Unterhaltungselektronik | Phone cases, cable jackets, button pads, grips | TPU, TPE-S | Abrasion resistance, haptics, clarity |
| Medizinische | Tubing, syringe plungers, respiratory masks, surgical grips | SEBS, TPE-A | Biocompatibility, sterilizability, plasticizer-free |
| Household | Toothbrush grips, kitchen tool handles, food lids, pet toys | TPE-S | FDA compliance, color range, low cost |
| Industriell | Vibration mounts, conveyor bumpers, cable boots, hose connectors | TPE-V, TPU | Oil resistance, fatigue life, temperature range |
Automotive remains the highest-volume TPE market globally, driven by OEM requirements for vulcanized-rubber replacement in weatherstripping and sealing systems. TPE-V (Santoprene and equivalents) captures approximately 40% of automotive rubber seal applications where cycle time, recyclability at end-of-vehicle-life, and consistent quality are prioritized over maximum temperature resistance. At ZetarMold, we supply automotive-grade TPE-V parts to Tier 1 suppliers in Europe and North America with IATF 16949 certification and zero-defect AQL protocols.
Medical applications are the highest-growth TPE segment. Regulators and OEMs are actively driving PVC replacement with TPE in medical tubing, drip chamber housings, and respiratory equipment because TPE is plasticizer-free, easier to sterilize (autoclave, EtO, gamma-compatible grades available), and more consistent in mechanical properties than plasticized PVC which can leach over its service life. We process medical-grade SEBS and TPU in our ISO 13485-certified area with documented material traceability, and can supply FDA Form 510(k) supporting documentation.

Consumer electronics applications have expanded significantly with the smartphone and wearables market. TPU is the dominant material for protective phone cases, offering a balance of impact resistance, haptic quality, optical clarity (for transparent cases), and scratch resistance. Cable jacket applications — USB-C, headphone cables, charging cables — require TPU or SEBS grades with UL94 V-0 flame rating and specific hardness (Shore A 70–85) to balance flexibility with abrasion resistance. We have molded cable overmold assemblies at volumes above 500,000 pieces per month for consumer electronics customers.
How Does ZetarMold Support TPE Injection Molding Projects?
ZetarMold has processed TPE materials since our founding in 2005. Our engineering team carries deep application knowledge across all six TPE families and can support your project from material selection through mass production. We operate 47 injection molding machines from 80 to 1,600 tonnes clamping force, providing capacity for both prototype tooling at low volumes and high-volume production above 1,000,000 pieces per year.
Our standard TPE project workflow begins with a material selection consultation where we review your application requirements — temperature range, chemical exposure, regulatory compliance, target hardness, and overmolding substrate — and recommend specific grades with test data. We then conduct Spritzgussformdesign3 review with DFM analysis and Moldflow-Analyse4, simulating fill, cooling, and warp before cutting any steel. This upstream investment in simulation typically reduces mold revision cycles from 3–4 to 1–2 iterations.
| Capability | Einzelheiten |
|---|---|
| Machines | 47 presses, 80–1,600 tonnes clamping force |
| TPE grades processed | 50+ grades: SEBS, TPV, TPU, COPE, PEBA, TPO |
| Toleranzen | ±0.1 mm standard; ±0.05 mm in critical dimensions |
| Certifications | IATF 16949 (automotive), ISO 13485 (medical) |
| Umspritzen | Two-shot and insert molding; peel strength testing per ASTM D903 |
For overmolding projects, we run a proprietary overmolding compatibility test protocol: we mold test plaques of the proposed TPE-substrate pair, measure peel strength per ASTM D903, and deliver a bond strength report before committing to production tooling. This eliminates the most common cause of overmolded part failure — insufficient bond strength discovered only after the production tool is built. This protocol has reduced first-time bond failure rate from 12% to under 2% on new overmolding programs, saving significant qualification time for our customers.
Frequently Asked Questions About TPE Injection Molding?
What is the softest TPE that can be injection molded?
SEBS-based TPE compounds can be injection molded down to Shore 00-10 — extremely soft, gel-like materials. However, parts softer than Shore A 20 are very challenging to demold and require specialized tooling with 5–8° draft angles, air-assisted ejection, and carefully designed gate systems. Most practical commercial applications fall in the Shore A 40–80 range, which balances softness with processability. At ZetarMold, we have successfully molded Shore A 25 SEBS grips for a medical device customer using a custom ejection system and extended cooling time.
Can TPE replace silicone rubber in all applications?
No — TPE cannot fully replace silicone in high-temperature or long-term implant applications. TPE’s typical service range extends to 120°C, while silicone handles up to 250°C continuous service. Silicone also delivers far better compression set at elevated temperatures, making it the correct choice for oven gaskets, high-temperature engine seals, and medical implants requiring long-term biocompatibility. TPE replaces silicone cost-effectively in applications below 120°C where fast cycle times, recyclability, and overmolding capability outweigh silicone’s thermal advantages. The cost advantage of TPE over silicone in appropriate applications is typically 40–60% lower part cost at equivalent volumes.
How much does TPE injection molding cost compared to rubber?
TPE parts typically cost 30–60% less than equivalent thermoset rubber parts at volumes above 5,000 pieces. The savings come from three sources: faster cycle times (5–20× shorter than vulcanized rubber), lower scrap rates (regrind can be recycled rather than discarded), and elimination of secondary deflashing operations required for rubber molding. Mold costs are roughly equivalent. The break-even point where TPE economics become compelling is typically around 1,000 pieces — below that, 3D-printed or cast urethane tooling may be more cost-effective.
What causes TPE parts to have a sticky surface after molding?
Sticky surfaces in TPE parts have three common causes: excessive mold temperature causing surface oils or additives to bloom to the part surface; too-slow injection speed allowing material to degrade or oxidize in the barrel; and contamination from mold release agents incompatible with the TPE chemistry. Lowering mold temperature by 10–20°C, confirming barrel residence time is below 15 minutes, and using TPE-compatible release agents (or designing for release-free ejection) resolves most sticky surface complaints. If stickiness persists, the material grade may require a non-bloom reformulation.
Can TPE be colored and textured like rigid plastics?
Yes, with some nuances. TPE accepts universal masterbatch colorants in virtually any color, including translucent and transparent grades in SEBS and TPU families. Surface textures transfer with excellent fidelity from the mold — often with more detail than rigid plastics because TPE conforms closely to the mold surface. We regularly produce leather-grain textures (MT-11570 pattern depth), technical matte finishes, and high-gloss mirror surfaces on TPE parts. For very dark colors (black, navy), we recommend confirming that carbon black loading does not reduce elongation below specification limits.
Zusammenfassung
TPE injection molding bridges the gap between rigid thermoplastics and thermoset rubber, delivering rubber-like flexibility and elasticity with the processing speed, recyclability, and overmolding capability of thermoplastics. The six major TPE families — SEBS, TPV, TPU, COPE, PEBA, and TPO — span a hardness range from Shore 00-10 gel to Shore D-50 semi-rigid, enabling applications from medical-grade tubing to automotive weatherstripping. Compared to thermoset rubber, TPE reduces cycle time by 5–20×, lowers piece-part cost by 30–60% at volume, and supports circular economy recycling goals.
| Parameter | Typical Range | Advantage vs. Rubber |
|---|---|---|
| Zykluszeit | 15–45 seconds | 5–20× faster than thermoset rubber |
| Part cost (10K+) | $0.05–$0.50 | 30–60% lower than rubber parts |
| Hardness range | Shore 00-10 to Shore D-70 | Broader than any single rubber |
| Wiederverwertbarkeit | Yes — regrind and remold | No end-of-life landfill requirement |
| Umspritzen | Chemical bond to PP, ABS, PC, PA | Eliminates assembly steps |
At ZetarMold, we have processed over 50 TPE grades since 2005. Our standard project support includes material selection consultation, DFM review with Moldflow-Analyse, overmolding compatibility testing, and production tooling through to mass delivery. Tolerances to ±0.1 mm and 92% first-article pass rate reflect the precision manufacturing processes we apply to every TPE program. Whether you are converting a rubber seal to TPE, adding a soft-touch overmold to an existing rigid housing, or designing a new flexible component from scratch, our engineering team can accelerate your timeline and reduce risk through a proven material-to-production process.
-
thermoplastic: Thermoplastic is a polymer material that softens when heated and solidifies when cooled — a reversible process that enables injection molding and recycling, in contrast to thermoset rubber which permanently cross-links during vulcanization. ↩
-
overmolding: Overmolding is a two-material injection molding process in which a second material, typically soft TPE, is injected over a pre-formed rigid substrate to create a bonded two-material assembly — measured in peel strength (N/mm) to verify bond quality. ↩
-
injection mold design: Injection mold design refers to the engineering process of creating tooling for injection molding, including cavity/core geometry, gating and runner systems, cooling channels, and ejection mechanisms — directly affecting part quality and production economics. ↩
-
mold flow analysis: Mold flow analysis is a computer simulation technique used to predict how molten plastic fills a mold cavity, identifies potential defects such as weld lines, air traps, and sink marks — defined as a virtual fill study conducted before tooling is built. ↩






