 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Es gibt viele Variablen bei der Steuerung des Heiz-, Einspritz- und Kühlvorgangs während des Formgebungsprozesses, insbesondere beim Einspritzvorgang. Zum Beispiel: Zylindertemperatur, Durchflussmenge des Hydrauliksystems, Hydraulikdruck, Temperatur des Hydrauliköls, Schließkraft, Umgebungstemperatur, Luftfeuchtigkeit, Geräteverschleiß usw. Auf den ersten Blick ist es wirklich kompliziert.
Im Produktionsprozess haben sich die Prozessparameter der Spritzgießmaschine nicht geändert, aber die Qualität der hergestellten Kunststofferzeugnisse wird sich ändern. Wie können wir also sicherstellen, dass sich die Qualität der hergestellten Kunststofferzeugnisse nicht ändert? Dieser Artikel beantwortet hauptsächlich diese Frage und fasst die Techniken zur Optimierung der Spritzgießprozesse zusammen.
Was ist das Spritzgießverfahren?
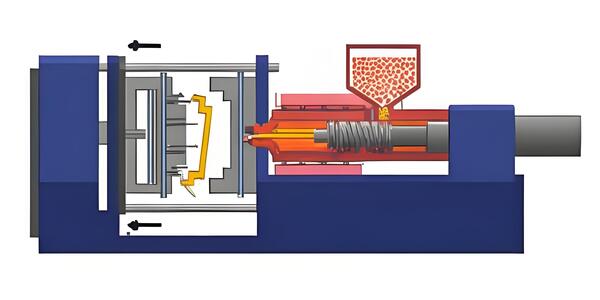
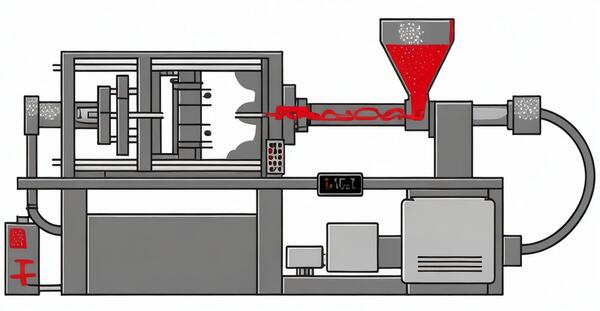
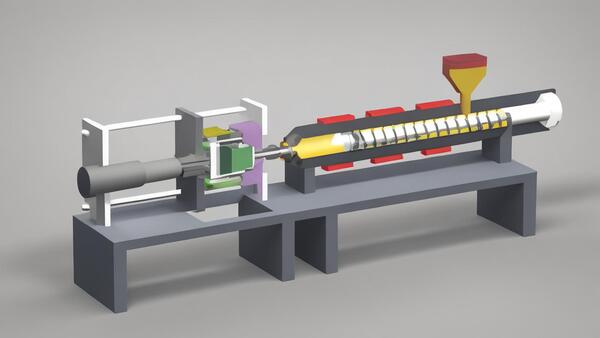
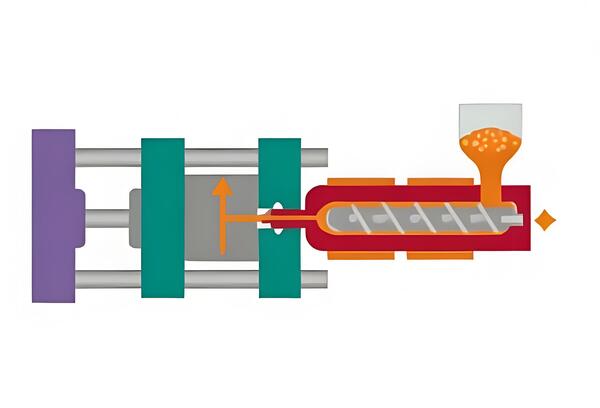
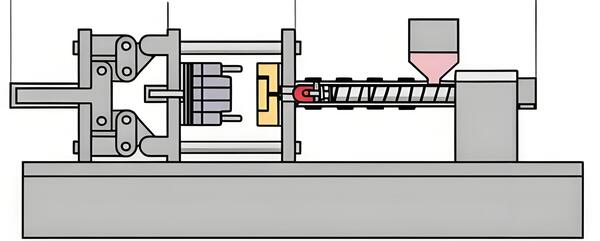
Das Spritzgießen ist ein weit verbreitetes Herstellungsverfahren zur Herstellung von Halbfertigteilen einer bestimmten Form durch Druckbeaufschlagung, Einspritzung, Abkühlung und Trennung der geschmolzenen Rohmaterialien.
Optimierung der Spritzgießparameter
Wir sprechen immer über die Optimierung der Spritzgießen Prozess, aber was bedeutet das? Welche Parameter müssen wir verbessern, um die beste Optimierung zu erreichen? Hier sind 10 Schlüsselparameter, die beim Spritzgießen angepasst werden müssen, um konsistente, qualitativ hochwertige Kunststoffteile herzustellen.
Einspritzgeschwindigkeit
Die Geschwindigkeit, mit der Sie den Kunststoff einspritzen, wirkt sich darauf aus, wie sich das Produkt füllt und abkühlt. Wenn Sie zu schnell spritzen, wird das Produkt an der Oberfläche verbrannt, verzieht sich und hat andere Qualitätsprobleme. Wenn Sie zu langsam spritzen, füllt sich das Produkt nicht vollständig. Sie müssen also die richtige Einspritzgeschwindigkeit wählen, die von der Größe, dem Material und anderen Faktoren des Produkts abhängt.
Shot Druck
Der Schussdruck ist der Einspritzdruck, den die Spritzgießmaschine während des Einspritzvorgangs auf den geschmolzenen Kunststoff ausübt. Ist der Schussdruck zu hoch, verformt sich das Produkt. Ist der Schussdruck zu niedrig, wird die Oberfläche des Produkts rau. Daher ist es notwendig, den Spritzdruck zu optimieren und einen geeigneten Bereich für den Spritzdruck zu finden, um die Qualität des Produkts zu gewährleisten.
Temperatur der Form
Die Temperatur der Form beeinflusst, wie schnell das Produkt abkühlt und wie stark es schrumpft. Wenn die Temperatur zu hoch ist, schrumpft das Produkt zu stark. Wenn die Temperatur zu niedrig ist, bekommt das Produkt Fehler auf der Oberfläche. Daher müssen Sie die richtige Temperatur für die Form anhand von Faktoren wie dem Schmelzpunkt des Materials und der Größe des Produkts ermitteln.

Temperaturkontrolle
Kunststoff- oder Schmelztemperatur: Es ist wichtig, die Kunststofftemperatur genau zu kontrollieren, um den Kunststoff gleichmäßig zu schmelzen. Verschiedene Materialien haben unterschiedliche Temperaturanforderungen, und die Einhaltung des richtigen Temperaturbereichs kann Probleme wie unvollständiges Schmelzen oder thermischen Abbau verhindern.
Formtemperatur: Die Kontrolle der Formtemperatur beeinflusst die Kristallinität, die Schrumpfung und die Zykluszeit des Teils. Die Einhaltung der empfohlenen Temperatur in der Form trägt dazu bei, dass das Harz die richtigen mechanischen Eigenschaften aufweist.

Abkühlungszeit
Die Abkühlzeit gibt an, wie lange das Teil in der Form verbleibt, nachdem das Material eingespritzt und eingefüllt worden ist. Es muss richtig abgekühlt werden, damit es sich nicht verzieht und gleichmäßig verfestigt. Sie wirkt sich auch darauf aus, wie lange es dauert, das Teil herzustellen.

Auswahl des Kunststoffmaterials
Die Art des Kunststoffs, den Sie verwenden, kann einen großen Einfluss darauf haben, wie die Spritzgießen Prozess verläuft. Verschiedene Kunststoffe haben unterschiedliche Schmelzpunkte, Schrumpfungsraten und Fließeigenschaften. Die Auswahl des richtigen Kunststoffs für das, was Sie herstellen wollen, ist sehr wichtig, wenn Sie möchten, dass Ihr Teil so wird, wie Sie es sich vorstellen.

Schneckendrehzahl und Gegendruck
Schneckendrehzahl: Die Drehzahl der Schnecke in der Spritzgießmaschine beeinflusst die Gesamtscherung des Materials. Die Schneckendrehzahl sollte auf der Grundlage der Materialart und des Zusatzstoffgehalts ausgewählt werden. Die richtige Schneckendrehzahl gewährleistet das richtige Maß an Scherung durch die Rotation der Schnecke und die Schneckengeometrie.
Gegendruck: Der richtige Gegendruck auf die Schnecke ist wichtig für das Mischen und Vermengen des geschmolzenen Kunststoffs. Er hilft auch, Blasenbildung zu verhindern und macht die Teile besser.
Kalibrierung von Spritzgießmaschinen
Sie müssen Ihre Spritzgießmaschine regelmäßig kalibrieren, wenn Sie wollen, dass sie genau arbeitet. Das heißt, Sie müssen die Druck-, Temperatur- und Zeiteinstellungen an der Maschine kalibrieren.

Design und Wartung von Formen
Ein gutes Werkzeugdesign mit den richtigen Entlüftungen, Angüssen und Kühlkanälen ist eine große Hilfe im Optimierungsprozess. Eine regelmäßige Wartung der Form ist wichtig, damit Probleme wie Verschleiß, Korrosion oder Beschädigungen die Qualität der Teile nicht beeinträchtigen.

Überwachungs- und Kontrollsysteme
Durch den Einsatz fortschrittlicher Überwachungs- und Steuerungssysteme wie CoPilot® können Sie alle möglichen Dinge in Echtzeit verfolgen. So können Sie Probleme schnell erkennen und beheben, damit Sie beim Spritzgießen immer besser werden können.
Schritte zur Optimierung des Spritzgießprozesses
Viskositätskurve
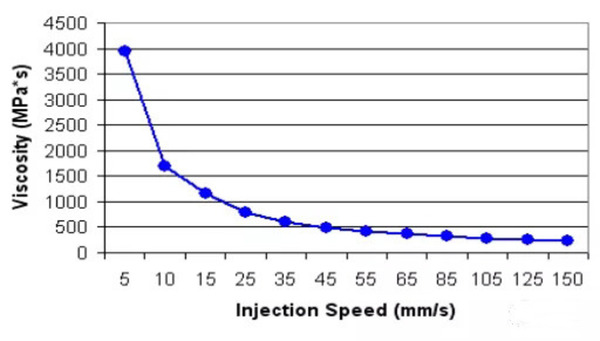
Der Grund für die Erstellung einer Viskositätskurve ist die Wahl einer guten Einspritzgeschwindigkeit, bei der sich die Viskosität der Schmelze nicht so stark ändert, wenn sich kleine Dinge ändern. Wir wollen, dass die Unterschiede zwischen den einzelnen Formen so gering wie möglich sind, damit wir jedes Mal die gleichen guten Teile herstellen können.
Ein Blick auf die Viskositätskurve zeigt, dass die Viskosität der Schmelze bei einer Einspritzgeschwindigkeit von über 55 mm/s ziemlich stabil ist. Wenn Sie also die Einspritzgeschwindigkeit auf 65 mm/s einstellen, werden Sie eine gleichmäßige Füllphase haben. Kleine Änderungen an den Parametern selbst führen nicht zu großen Veränderungen der Viskosität der Schmelze.
Natürlich gibt es Sonderfälle, in denen diese optimierte Geschwindigkeit nicht verwendet werden kann, wie z. B. die Verringerung des Anschnitt-Halos. In diesem Fall hat das Aussehen natürlich Vorrang, aber diese optimierte Geschwindigkeit sollte als Referenz für die Einspritzkurve verwendet werden, z. B. indem man mit einer niedrigen Geschwindigkeit durch den Anschnitt beginnt, um den Lichthof zu reduzieren, und dann schnell auf diese optimierte Geschwindigkeit erhöht.
Flow Balance Test
Diese Prüfung ist nur bei Werkzeugen mit mehreren Kavitäten erforderlich, z. B. bei Werkzeugen mit 2 oder mehr Kavitäten. Der Zweck besteht darin, die maximale prozentuale Abweichung zwischen den einzelnen Kavitäten in den verschiedenen Füllphasen zu überprüfen. Diese Information lässt sich am besten ermitteln, nachdem das Fenster für die Formgebung (Schritt 4) abgeschlossen ist.
Wenn Sie das Produkt in der Hand halten können und das Gussfenster groß ist, prüfen Sie, ob die Produktabmessungen innerhalb der Toleranz liegen. Wenn ja, ist die Unwucht der Füllung in Ordnung.

Wenn das Formfenster klein ist und die erste zu füllende Kavität Grate aufweist, während die anderen Kavitäten kurze Schüsse oder Einfallstellen haben, sollten Sie herausfinden, warum das Ungleichgewicht beim Füllen auftritt.
Für eine unausgewogene Befüllung gibt es in der Regel vier Hauptgründe: unterschiedliche Angussgrößen, unterschiedliche Anschnittgrößen, unterschiedliche Auslassgrößen und unterschiedliche Kühlung. Dieser Grund hat jedoch oft nur geringe Auswirkungen, wenn die Maschine gerade erst gestartet wurde. Eine andere Situation ist die durch Scherung verursachte Unwucht, insbesondere bei 8-Loch-Kaltkanalwerkzeugen.
Druckabfalltest
Die Druckabfallprüfung wird durchgeführt, um festzustellen, wie viel Druck an verschiedenen Stellen während der Befüllung verloren geht. Dazu gehören in der Regel die Maschinendüse, der Vertikalkanal, der Hauptkanal, der Nebenkanal, der Anschnitt und das Füllende.
Verwenden Sie nicht den maximalen Druck der Maschine zum Formen. Wenn der Maximaldruck der Maschine z. B. 180 bar beträgt, sollte der zum Füllen erforderliche Maximaldruck nicht 180 bar erreichen. Wenn dies doch der Fall ist, bedeutet dies, dass die Schnecke mehr Druck benötigt, um die eingestellte Einspritzgeschwindigkeit zu erreichen, diese aber aufgrund der Druckbegrenzung nicht erreicht werden kann. Dies wird als "druckbegrenzt" bezeichnet.
Normalerweise sollten Sie während des Einspritzvorgangs 90% des Maximaldrucks der Maschine nicht überschreiten. Wenn Sie sich die Druckabfallkurve ansehen und sich im Bereich der "Druckbegrenzung" befinden oder 90% des Maschinendrucks überschreiten, suchen Sie einen steileren Abschnitt der Druckkurve und versuchen Sie, den Druckabfall dort zu verringern.

In der Abbildung rechts zum Beispiel ist der Druckabfall über den Angusskanal sehr hoch, was bedeutet, dass man viel Kraft benötigt, um den Kunststoff durch den Angusskanal zu drücken. Eine Vergrößerung des Durchmessers des Kanals hilft, den Druck zu verringern.
Erscheinungsbild Formteil Fenster
Das kosmetische Prozessfenster ist ein sehr wichtiger Test. In der Regel setzt sich dieses kosmetische Prozessfenster aus Packdruck und Materialtemperatur (amorphes Material) bzw. Packdruck und Werkzeugtemperatur (kristallines Material) zusammen.
Das kosmetische Prozessfenster gibt an, wie viel Spielraum Sie haben, um den Prozess anzupassen und trotzdem ein akzeptables Teil zu erhalten. Im Idealfall ist das Prozessfenster größer. Wenn das Prozessfenster kleiner ist, können leichter kosmetische Fehler auftreten.
Wenn das Prozessfenster in der obigen Abbildung beispielsweise kleiner ist, kann es leichter zu kurzen Aufnahmen oder Blitzlicht kommen, weil der Prozess selbst schwankt. Ein robustes Verfahren besteht darin, ein größeres Prozessfenster zu haben, um die Schwankungen des Prozesses selbst auszugleichen.
Das Fenster für das Erscheinungsbild liefert auch die Ober- und Untergrenzen für die Materialtemperatur/Formtemperatur und den Nachdruck, die bei späteren Formversuchen aufgrund von Größenanpassungen oder DOE-Tests verwendet werden können.
Gate-Gefriertest
Bei Kaltkanalwerkzeugen oder Halbkaltkanälen (von heiß nach kalt) muss der Nachdruck solange aufrechterhalten werden, bis der Anschnitt vollständig abgekühlt ist, um die Wiederholbarkeit zwischen den Werkzeugen zu gewährleisten.
Sobald die Kurve erstellt ist, wählen Sie eine Zeit, nachdem das Produktgewicht nicht mehr ansteigt. In der obigen Abbildung steigt das Produktgewicht nach 7s nicht mehr an. Zur Sicherheit und um die Schwankungen des Prozesses zu berücksichtigen, setzen Sie die Haltezeit auf 8s.
Es sollte beachtet werden, dass die zusätzliche Sekunde in der Haltephase die Zykluszeit nicht erhöht, da während dieser Zeit der Anschnitt gefroren sein sollte und nur der Kaltkanal für kurze Zeit gehalten wird, während das Produkt bereits abgekühlt ist. Daher sollte die zusätzliche eine Sekunde von der Abkühlzeit abgezogen werden, um die gleiche Zykluszeit zu gewährleisten.
Schimmelpilz-Temperaturkarte
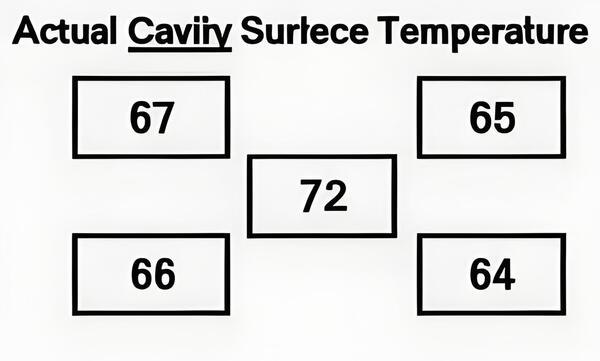
Der Zweck der Formtemperaturkarte besteht darin, die Verteilung der momentanen Temperatur der Formoberfläche nach dem Ausstoßen des Produkts aufzuzeichnen. Damit lässt sich feststellen, ob der Kühlwasserkreislauf funktioniert oder ob es "heiße Stellen" gibt.

Außerdem können diese Informationen später zur Lösung von Problemen verwendet werden. Wenn zum Beispiel die Größe des Produkts nicht übereinstimmt, kann man damit feststellen, ob die Oberflächentemperatur der Form die gleiche ist wie vorher, indem man die Temperatur mit einem Kontaktpyrometer misst.
Nach dem ersten Starten oder Stoppen der Maschine steigt die Formtemperatur allmählich auf einen stabilen Wert an. Daher müssen Sie die Formtemperatur messen, nachdem sie sich stabilisiert hat (bei mindestens 10 Formen).

Die obige Abbildung zeigt 5 Rahmen, die für verschiedene Formen verwendet werden können. Wenn Sie z. B. eine 4-fach-Form prüfen, würden Sie die Messungen an derselben Stelle in jeder Kavität in den vier Eckfeldern aufzeichnen und das mittlere Feld leer lassen. Wenn Sie eine Einzelkavitätenform prüfen, würden Sie alle 5 Rahmen verwenden, um verschiedene Messpunkte darzustellen.
Tipps zur Optimierung des Spritzgießprozesses
Was bedeutet es, den Spritzgießprozess zu "optimieren"? Im Allgemeinen bedeutet es, dass Sie Ihren Prozessablauf genau unter die Lupe nehmen müssen, um sicherzustellen, dass Sie Ihre Prozessziele auf möglichst wertvolle und effektive Weise erreichen. Hier sind fünf Tipps, die Ihnen dabei helfen.
Qualitätskontrolle durch Herstellung von Mustern
Die Qualitätskontrolle ist ein entscheidender Teil des gesamten Produktionsprozesses von Formteilen. Sie wird oft in der Nachproduktion durchgeführt. Die Qualitätskontrolle von Musterteilen ist jedoch anders. Musterteile können eine Schlüsselrolle bei der Optimierung des Produktionsprozesses spielen. Spritzgießen Prozess.
Sie eliminieren das Risiko einer vollständigen Produktionsprüfung und -optimierung. Außerdem ermöglichen sie ein besseres Verständnis des Prozesses und der Leistung der Maschine in einer kontrollierteren Umgebung.
Wenn Sie kleine Chargen herstellen, können Sie sehen, wie der gesamte Prozess abläuft, und die Teilequalität, das Schussvolumen und die Schmelztemperatur der aktuellen Harzcharge überprüfen. Die Ergebnisse, die Sie durch die Durchführung von Stichproben und Qualitätskontrollen erzielen, machen den Zeit- und Kostenaufwand oft wieder wett.
Schimmelpilzprüfung und -bewertung
Eine weitere Möglichkeit zur Optimierung des Formprozesses besteht darin, die Form mit den Materialien zu testen, die Sie verwenden möchten. Es gibt so viele verschiedene Harze und Rezepturen, dass selbst kleine Unterschiede in der Viskosität, der Schmelzetemperatur, der Werkzeugtemperatur usw. zu kumulativen Schwankungen und Abweichungen im Formgebungsprozess führen können, was zu Ausschuss und ineffizienten Prozessen führt.

Zu den Schlüsselfaktoren bei der Formprüfung gehören die Prüfung von Kurzschüssen, Füllrate und -muster sowie die Bewertung des Druckprofils usw.
Testen und Einstellen von Formen und Formgebungsverfahren
Sobald Sie über verwertbare Informationen aus der Formprüfung und der Qualitätskontrolle von Musterteilen verfügen, können Sie Feinabstimmungen vornehmen, die zu großen Gewinnen bei der Prozessoptimierung und Effizienz führen können.

Wenn Sie beispielsweise Probleme mit kurzen Schusszeiten oder inkonsistenten Füllzeiten haben, können Sie die Konstruktion und das Layout der Form anpassen, um diese Probleme zu optimieren. Wenn die Werkzeugtemperaturen uneinheitlich sind oder außerhalb der zulässigen Bereiche liegen, können Sie die besten Heiz- und Kühlzeiten einstellen.
Prozessparameter und Leistungsbereiche
Von den Maschinen über die Werkzeuge bis hin zu den Harzen hat jeder Teil des Spritzgießprozesses einen akzeptablen Leistungsbereich. Wenn Sie kleine (oder große) Änderungen an den Prozesskomponenten vornehmen und dabei auf echte Testergebnisse zurückgreifen, können sich die Ergebnisse summieren, bis Sie einen großen Einfluss auf den Gewinn, die Ergebnisse und den Wert, den Sie Ihren Kunden bieten können, haben.

Erstellen oder Befolgen eines vorgegebenen Versuchsplanungsprozesses
Ein Prozess, der wiederholt werden kann, liefert gute Teilequoten, ist leicht zu beheben und gibt Ihnen so viel Einblick wie möglich in die Funktionsweise des Prozesses. Die Wiederholbarkeit ist auch wichtig, wenn Sie Tests durchführen, um Ihren Spritzgießprozess zu optimieren.
Weitere Tipps zur Optimierung des Spritzgießprozesses sind: Kontrolle der Kunststofftemperatur innerhalb des vom Materiallieferanten empfohlenen Bereichs; Befüllung so schnell wie möglich und mit so wenigen Segmenten wie möglich; Trennung von Befüllung und Schrumpfung; Befüllung von nur 95-99% des Produkts am Ende der Befüllung.

Verlangsamen Sie die Füllgeschwindigkeit angemessen, um die molekulare Ausrichtung des Kunststoffs zu verringern; sorgen Sie für ausreichenden Druck während der Füllphase; erfassen Sie die Füllzeit und halten Sie sie konstant; schalten Sie am Ende der Füllung auf Schrumpfung um; kontrollieren Sie den Druck und die Zeit für die Schrumpfung.
Stellen Sie sicher, dass der Druck aufrechterhalten wird, bis der Schieber geschlossen ist. Kontrollieren Sie die Kühlgeschwindigkeit und -zeit. Stellen Sie sicher, dass es im Kühlkanal Turbulenzen gibt. Kontrollieren Sie die Einlass- und Auslasstemperatur des Kühlwassers. Verwenden Sie keine automatische Regeltechnik.

Machen Sie den Plastifizierungsprozess so langsam wie möglich, ohne den Zyklus zu erhöhen. Segmentieren Sie den Gegendruck nicht. Wenn sich die Materialeigenschaften ändern, kompensieren Sie dies nicht durch Anpassung der Temperatur, sondern vor allem durch Anpassung der Füllgeschwindigkeit.
"Experimentelles Design" bedeutet, dass Sie Tests auf eine geplante, strukturierte und aufgezeichnete Weise durchführen. Auf diese Weise können Sie, wenn Sie Verstöße oder andere Probleme feststellen, diese leicht zu ihren Quellen zurückverfolgen.

Schlussfolgerung
Zusammenfassend lässt sich sagen, dass das Spritzgießen eine gängige Verarbeitungsmethode ist, die schnell, genau und wiederholbar ist. Aber es gibt immer Probleme. Fast jede Spritzgussfabrik hat Probleme wie instabile Einspritzungen, und die Produkte sind immer fehlerhaft.

Da Kunststoffe ihre eigenen Eigenschaften haben und die Verarbeitungsanlagen kompliziert sind, ist das Spritzgießen relativ kompliziert. Eine vernünftige Kontrolle und Anpassung von Faktoren wie Rohstoffen, Formen und Prozessparametern in der Spritzgießen Prozess kann die Produktqualität und die Produktionseffizienz effektiv verbessern, wodurch die Spritzgussproduktion optimiert wird.







