 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist ein Verfahren zur Herstellung von Kunststoffteilen. Obwohl es sich um ein relativ einfaches Verfahren handelt, gibt es einige häufige Fallstricke.
In diesem Blogbeitrag werden die häufigsten Spritzgießen Prozessfehler und wie man sie vermeidet.
Einer der Fehler beim Spritzgießen: Cold Slug
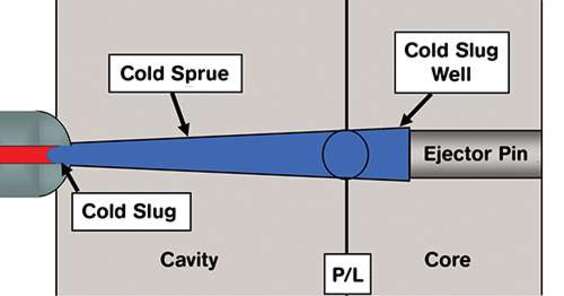
Kalte Schnecke
Erscheinungsbild: Dies bedeutet, dass ein Stück kaltes Material in der Nähe des Materialkopfes an der Oberfläche klebt oder festsitzt. Der kalte Kopf führt zu Spuren auf der Oberfläche der Produkte, was die mechanischen Eigenschaften der Produkte stark beeinträchtigt.

Physikalische Gründe
Kalte Köpfe entstehen häufig, wenn die Schmelze in der Nähe einer Maschinendüse oder eines Heißkanals abgekühlt werden kann.
In diesem Bereich können Defekte auftreten, da sich das zuerst eingespritzte geschmolzene Material immer in der Nähe des Gates ansammelt.
Die Ursache liegt in einer unzureichenden Temperaturregelung im Bereich der Maschinendüse oder der Heißkanaldüse.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
Wenn die Heißkanaltemperatur zu niedrig ist, erhöhen Sie die Heißkanaltemperatur.
Die Düsentemperatur ist zu niedrig. Messen Sie die Düsentemperatur, erhöhen Sie die Düsentemperatur und verringern Sie die Kontaktfläche der Düse.
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
Der Düsenquerschnitt ist zu klein, um den Düsenquerschnitt zu vergrößern.
Ungeeignete Anschnittgeometrien verändern die Anschnittgeometrien, so dass der kalte Kopf im Durchgang verbleibt.
Eine falsche Heißkanalgeometrie verändert die Geometrie der Heißkanaldüse.
Spritzgießfehler zwei: Grammophon Rippie
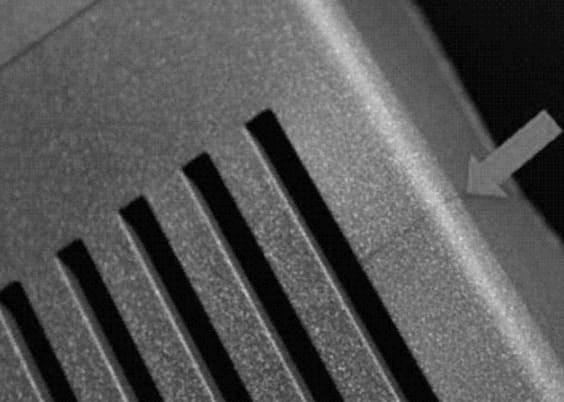
Grammophon Rippie
Tiefe Rillen sind in allen Richtungen des Materialflusses zu sehen, sogar bis zum Ende des Fließkanals.
Dieses Phänomen tritt bei der Herstellung von Produkten aus hochviskosen (nicht flüssigen) Materialien und dicken Wänden auf, bei denen die Rillen wie Rillen auf einer Schallplatte aussehen. Bei Produkten aus PC-Material ist es sehr deutlich, bei ABS-Produkten ist es größer und grau.

Physikalische Gründe
Wenn während SpritzgießenWenn die Schmelze, insbesondere bei niedrigen Einspritzgeschwindigkeiten, in Kontakt mit der Werkzeugoberfläche zu schnell kondensiert und der Fließwiderstand zu hoch ist, kommt es zu Verformungen an der Flüssigkeitsvorderseite. Das erstarrte Außenmaterial liegt nicht vollständig an der Kavitätenwand an und bildet eine wellige Form. Das gewellte Material gefriert und wird durch den Nachdruck nicht mehr geglättet.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
Die Einspritzgeschwindigkeit ist zu niedrig: Erhöhen Sie die Einspritzgeschwindigkeit
Wenn die Schmelzetemperatur zu niedrig ist: Erhöhen Sie die Temperatur des Zylinders und erhöhen Sie den Gegendruck der Schnecke.
Erhöhen Sie die Formtemperatur: Wenn die Oberflächentemperatur der Form zu niedrig ist
Wenn der Druck zu niedrig ist, erhöhen Sie den Druck
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Der Gate-Querschnitt ist zu klein, um den Gate-Querschnitt zu erhöhen, verkürzen Sie das Gate
2. Die Düsenöffnung ist zu klein, um die Düsenöffnung zu vergrößern

Fehler beim Spritzgießen drei: Schweißlinien
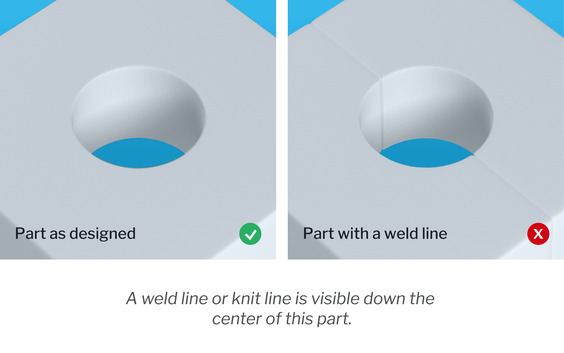
Schweißlinien
Im Füllmodus bezieht sich die Schmelzfuge auf eine Linie, an der sich die vorderen Enden der einzelnen Flüssigkeiten treffen. Insbesondere bei hochglanzpolierten Formen sieht die Schmelzfuge auf dem Produkt wie ein Kratzer oder eine Rille aus, vor allem bei dunklen oder transparenten Produkten. Die Position der Schmelzfuge liegt immer in der Richtung des Materialflusses.
Physikalische Gründe
Schmelzverbindungen entstehen dort, wo sich die Ströme geschmolzenen Materials verzweigen und miteinander verbunden werden, in der Regel um den Kern des Schmelzflusses oder durch die Verwendung mehrerer Angussprodukte.
Wo sich die Ströme wieder treffen, bildet die Oberfläche Schmelzfugen und Stromlinien. Je größer der Kern um die Schmelze oder je länger der Anguss zwischen den Anschnitten ist, desto deutlicher wird die Schmelzverbindung. Kleine Schmelzfugen haben keinen Einfluss auf die Festigkeit des Produkts.
Wenn jedoch die Herstellungsprozess sehr lang ist oder die Temperatur und der Druck nicht ausreichen, führt die unsachgemäße Befüllung zu deutlichen Rillen.
Der Hauptgrund ist die Schwachstelle, die durch die ungleichmäßige Verschmelzung der Flüssigkeitsvorderseite verursacht wird. Flecken können dort auftreten, wo dem Polymer Pigmente zugesetzt werden, weil es einen deutlichen Unterschied in der Ausrichtung gibt. Die Anzahl und Lage der Anschnitte bestimmt die Anzahl und Lage der Schmelzstellen. Je kleiner der Winkel ist, in dem die Flüssigkeitsfront aufeinander trifft, desto deutlicher ist die Schmelzverbindung.
In den meisten Fällen ist es nicht möglich, Schmelzverbindungen oder Fließlinien bei der Inbetriebnahme des Prozesses vollständig zu vermeiden. Was getan werden kann, ist, ihre Helligkeit zu reduzieren oder sie an eine unauffällige oder völlig unsichtbare Stelle zu verlegen.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Die Einspritzgeschwindigkeit ist zu niedrig. Erhöhen Sie die Einspritzgeschwindigkeit
2. Wenn die Schmelztemperatur zu niedrig ist, erhöhen Sie die Temperatur des Fasses.
3. Wenn die Oberflächentemperatur der Form zu niedrig ist, erhöhen Sie die Temperatur der Form.
4. Wenn der Druck zu niedrig ist, erhöhen Sie den Druck und schalten Sie den Druck so schnell wie möglich um.
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Der Standort des Tores ist nicht sinnvoll, das Tor zu verlegen und an einen unsichtbaren Ort zu verschieben.
2. Es gibt keine Entlüftungsöffnung im Materialflusskanal. Die Größe der Abluftöffnung sollte den Eigenschaften des Materials entsprechen.
Fehler beim Spritzgießen vier: Feuchte Schlieren
Feuchte Schlieren
Das Oberflächenwasserzeichen ist ein langer Silberdraht auf der Oberfläche des Produkts. Die Öffnungsrichtung des Wasserzeichens liegt in der Richtung des Materialflusses. Wenn das Produkt nicht gefüllt ist, ist die Flüssigkeitsvorderseite rau.

Physikalische Gründe
Einige Kunststoffe wie PA, ABS, PMMA, SAN und PBT können leicht Wasser aufnehmen. Wenn der Kunststoff nicht richtig gelagert wird, kann Feuchtigkeit in die Partikel eindringen oder an der Oberfläche haften. Wenn die Partikel schmelzen, verwandelt sich die Feuchtigkeit in Dampf und bildet Blasen. Während Spritzgießen werden diese Blasen an der Oberfläche der Flüssigkeitsfront freigelegt, platzen und erzeugen unregelmäßige Muster
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
Die Restfeuchte in den Partikeln ist zu hoch, um die Lagerbedingungen der Partikel zu überprüfen, die Verweildauer der Partikel im Trichter zu verkürzen und für eine ausreichende Vortrocknung des Materials zu sorgen.

Fehler beim Spritzgießen fünf: CFarbschlieren
Farbe Schlieren
Scheinbare Farbe Ungleichgewicht ist die Farbe der Oberfläche des Produkts ist nicht die gleiche, kann in der Nähe des Kopfes und weit, gelegentlich in der scharfen Kante des Materialflusses Bereich sein.

Physikalische Gründe
Ungleichmäßige Farbe wird durch die ungleichmäßige Verteilung von Pigmenten verursacht, insbesondere wenn Farbe durch Masterbatch, Toner oder Flüssigfarbe hinzugefügt wird.
Wenn die Temperatur niedriger ist als die empfohlene Verarbeitungstemperatur, kann die Farbvorlage nicht vollständig homogenisiert werden. Wenn die Formtemperatur zu hoch ist oder die Verweilzeit des Zylinders zu lang ist, kann es leicht zu einem thermischen Abbau des Pigments oder des Kunststoffs kommen, was zu einer ungleichmäßigen Farbe führt.
Wenn das Material bei der richtigen Temperatur plastifiziert oder homogenisiert wird, kann die Reibungshitze, wenn sie zu schnell durch den Querschnitt des Kopfes gespritzt wird, zum Abbau des Pigments und zu Farbveränderungen führen.
In der Regel muss bei der Verwendung von Farbmasterbatch die Kompatibilität der chemischen und physikalischen Eigenschaften des Pigments und des Harzes, das durch seine Lösung gefärbt werden soll, sichergestellt werden.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Das Material wird nicht gleichmäßig gemischt, um die Schneckendrehzahl zu verringern; Zylindertemperatur und Schneckengegendruck erhöhen.
2. Wenn die Schmelztemperatur zu niedrig ist, die Zylindertemperatur erhöhen und den Druck zurückschrauben.
3. Der Schneckengegendruck ist zu niedrig, um den Schneckengegendruck zu erhöhen.
4. Die Schneckendrehzahl ist zu hoch, um die Schneckendrehzahl zu reduzieren.
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Wenn der Schneckenhub zu lang ist, muss ein Zylinder mit großem Durchmesser oder mit langem Durchmesservergleich verwendet werden.
2. Für die kurze Verweilzeit des geschmolzenen Materials im Zylinder ist ein Zylinder mit großem Durchmesser oder großem Längen-Durchmesser-Verhältnis zu verwenden.
3. Wenn die Schraube L: D zu niedrig ist, verwenden Sie den Zylinder mit einem großen Durchmesser.
4. Schraube Kompressionsverhältnis ist niedrig, hohe Kompression Verhältnis Schraube.
5. Kein Schnitt und gemischte Abschnitte liefern einen Schnitt und/oder gemischte Abschnitte.
Fehler beim Spritzgießen sechs: Verkohlte Schlieren
Verkohlte Schlieren
Die Oberfläche des sichtbaren Produkts weist sehr dunkle, silberne und hellbraune Streifen auf.

Physikalische Gründe
Verbrannte dunkle Stellen werden durch übermäßigen thermischen Abbau der Schmelze verursacht. Die blassbraunen Markierungen sind auf Oxidation oder Zersetzung der Schmelze zurückzuführen. Silberne Linien werden im Allgemeinen durch Reibung an der Schnecke, dem Rückschlagring, der Düse, dem Materialkopf, einem engen Querschnitt oder einer scharfen Kante im Produkt verursacht.
Im Allgemeinen kommt es zu einem starken Abbau oder einer Zersetzung von Kunststoffen, wenn die Maschine abgeschaltet wird und der Zylinder weiter erhitzt wird.
Werden Streifen nur in Kopfnähe gefunden, liegt die Ursache nicht nur in einer unzureichenden Optimierung der Heißkanaltemperaturregelung, sondern auch an der Düse der Maschine.
Auch wenn die Temperatur der Schmelze etwas höher ist, ist die Verweilzeit der Schmelze im Zylinder relativ lang, was zu einer Verschlechterung der mechanischen Eigenschaften des Produkts führt.
Aufgrund der durch die thermische Bewegung der Moleküle ausgelösten Kettenreaktion des Abbaus nimmt die Fließfähigkeit der Schmelze zu, so dass das Phänomen des Überlaufens der Form unvermeidlich ist. Seien Sie besonders vorsichtig bei komplexen Spritzgießformen.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Wenn die Schmelztemperatur zu hoch ist, senken Sie die Temperatur des Fasses.
2. Wenn die Heißkanaltemperatur zu hoch ist, um die Heißkanaltemperatur zu prüfen, die Heißkanaltemperatur senken.
3. Ein Fass mit kleinem Durchmesser wird verwendet, wenn das geschmolzene Material zu lange im Fass bleibt.
4. Die Einspritzgeschwindigkeit ist zu hoch, um die Einspritzgeschwindigkeit zu reduzieren: mehrstufige Einspritzung: schnell-langsam.
Defekte beim Spritzgießen: Glasfaser-Streifen
Glasfaser-Streifen
Die Oberfläche der Schmelze Kunststoff-Spritzgießprodukte mit Glasfaser erscheint eine Vielzahl von Defekten: grau, rau, einige der Metall helle Flecken, und andere offensichtliche Merkmale, vor allem der konvexe Teil des Materials fließen Bereich, Flüssigkeit Konvergenz in der Nähe der Verbindungslinie.

Physikalische Gründe
Ist die Einspritztemperatur zu niedrig und die Werkzeugtemperatur zu gering, neigt das glasfaserhaltige Material dazu, zu schnell an der Werkzeugoberfläche zu kondensieren, wodurch die Glasfaser nicht mehr in der Schmelze eingebettet ist.
Wenn zwei vordere Linien des Materialflusses zusammentreffen, ist die Ausrichtung der Glasfasern in Richtung des jeweiligen dünnen Flusses, was zu unregelmäßigem Oberflächenmaterial an der Kreuzung führt, was die Bildung von Fugen oder Fließlinien zur Folge hat.
Diese Phänomene werden deutlicher, wenn die Schmelze im Zylinder nicht vollständig durchmischt ist, z. B. wenn der Schneckenhub zu lang ist, was dazu führt, dass die Schmelze ungleichmäßig durchmischt und eingespritzt wird.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Die Einspritzgeschwindigkeit ist zu niedrig, um die Einspritzgeschwindigkeit zu erhöhen: Erwägen Sie die Verwendung einer mehrstufigen Einspritzung: zuerst langsam und später schnell.
2. Die Werkzeugtemperatur ist zu niedrig, um die Werkzeugtemperatur zu erhöhen.
3. Wenn die Schmelztemperatur zu niedrig ist, die Zylindertemperatur erhöhen und den Druck zurückschrauben.
4. Die Schmelzetemperatur ändert sich stark, z. B. durch ungleichmäßige Schmelze, erhöhen Sie den Schneckengegendruck; reduzieren Sie die Schneckendrehzahl; verwenden Sie den längeren Zylinder, um den Hub zu verkürzen.
Fehler beim Spritzgießen acht: Überlauf (Flash)
Überlauf (Flash)
Um die Aussparung herum, entlang der Trennlinie oder auf der Dichtfläche der Matrize entsteht eine dünne Schlagkante.

Physikalische Gründe
In den meisten Fällen tritt Überlauf auf, weil die Schließkraft der Maschine nicht ausreicht, um die Form entlang der Trennebene während des Einspritzens und Druckhaltens zu verriegeln und abzudichten. Wenn in der Kavität ein hoher Druck herrscht, kann die Verformung des Werkzeugs hier zu einem Überlaufen der Form führen.
Unter der Bedingung hoher Spritzgießtemperatur und Einspritzgeschwindigkeit kann die Schmelze am Ende des Fließkanals noch vollständig fließen, wenn der Kontakt nicht verriegelt ist, entsteht eine Überlaufkante.
Wird ein Überlauf nur an einer Stelle der Form festgestellt, deutet dies auf einen Fehler in der Form selbst hin: Die Form ist dort nicht vollständig abgedichtet. Typischer Fall eines Überlaufs: Ein lokaler Überlauf ist auf einen Defekt der Form zurückzuführen, und die Ausbreitung auf die gesamte Umgebung ist auf eine unzureichende Schließkraft zurückzuführen.
Vorsicht ist geboten! Um ein Überlaufen zu vermeiden, sollten wir vorsichtig sein, wenn wir die Schließkraft erhöhen, da eine zu hohe Schließkraft leicht zu einer Beschädigung der Form führen kann.
Es wird empfohlen, die wahre Ursache des Überlaufs sorgfältig zu ermitteln. Insbesondere vor dem Einsatz eines Mehrkavitätenwerkzeugs ist es ratsam, einige Werkzeuganalysedaten vorzubereiten, um alle Fragen richtig beantworten zu können.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. die Spannkraft ist nicht ausreichend, um die Spannkraft zu erhöhen
2. Einspritzgeschwindigkeit ist zu schnell, um die Einspritzgeschwindigkeit zu reduzieren: mehrstufige Einspritzung: schnell - langsam
3. der späte Druckschalter ein wenig früher Druckschalter
4. Die Schmelztemperatur ist zu hoch, um die Temperatur des Fasses zu reduzieren
5. Die Werkzeugwandtemperatur ist zu hoch, um die Werkzeugwandtemperatur zu senken
6. Der Druck ist zu hoch, um den Druck zu reduzieren
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. die Festigkeit des Formhohlraums ist nicht ausreichend, um die Festigkeit der Form zu erhöhen
2. die Form ist an der Trennebene oder der konvexen Kante nicht dicht genug, um die Form neu zu gestalten
Defekte beim Spritzgießen: Schrumpfen (Einlaufspuren)
Schrumpfen (Einlaufspuren)
Es gibt Dellen im Bereich der Materialansammlung auf der Oberfläche des Kunststoff-Spritzgussteile. Schrumpfungswasser tritt vor allem bei Kunststoffteilen mit dicken Wänden oder bei Änderungen der gleichmäßigen Wandstärke auf.

Physikalische Gründe
Wenn das Produkt abgekühlt wird, kommt es zu einer Schrumpfung (Volumenverringerung, Schrumpfung), bei der zunächst die äußere Schicht der Formwand gefriert und in der Mitte des Produkts innere Spannungen entstehen.
Wenn die Spannung zu hoch ist, kann es zu einer plastischen Verformung des äußeren Kunststoffs kommen, d. h. die äußere Schicht sackt nach innen.
Wenn die Schrumpfung auftritt und die Verformung der Außenwand nicht stabilisiert wird (weil keine Kühlung erfolgt) und der Nachdruck in der Form nicht wiederhergestellt wird, bilden sich Setzungen zwischen der Formwand und der erstarrten Außenschicht des Produkts.
Diese Vertiefungen werden gewöhnlich als Schrumpfungen bezeichnet. Wenn das Produkt einen dicken Abschnitt hat, kann eine solche Schrumpfung auch nach der Entformung auftreten. Das liegt daran, dass im Inneren noch Wärme vorhanden ist, die durch die äußere Schicht dringt und diese erwärmt. Die Zugspannung im Produkt führt dazu, dass sich die heiße Außenschicht nach innen absetzt und dabei schrumpft.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Der Druck ist zu niedrig, um den Druck zu erhöhen
2. Die Haltezeit ist zu kurz, um die Haltezeit zu verlängern
3. Die Werkzeugwandtemperatur ist zu hoch, um die Werkzeugwandtemperatur zu reduzieren
4. Die Schmelztemperatur ist zu hoch, um die Schmelztemperatur zu reduzieren, reduzieren Sie die Temperatur des Fasses
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Der Querschnitt des Kopfes ist zu klein, um den Querschnitt des Kopfes zu vergrößern
2. Der Materialkopf ist zu lang zum Kürzen des Materialkopfes
3. Das Düsenloch ist zu klein, um die Düsenöffnung zu vergrößern
4. Der Materialkopf wird in der dicken Wand an der dünnen Wand positioniert
5. Übermäßige Materialansammlung zur Vermeidung von Materialansammlungen
6. Der Wand-/Stegquerschnitt ist nicht vernünftig, um ein vernünftigeres Wand-/Stegquerschnittsverhältnis zu erreichen

Defekte beim Spritzgießen: Kurzer Schuss
Kurzer Schuss
Erscheinungsbild: Der Hohlraum ist nicht ausgefüllt, vor allem nicht im Bereich des Kopfes oder der dünnen Wandoberfläche.

Physikalische Gründe
Der Einspritzdruck und/oder die Einspritzgeschwindigkeit der Schmelze ist zu niedrig und die Schmelze kühlt am Ende der Fließlänge ab. Dies ist in der Regel der Fall, wenn hochviskose Materialien bei niedrigen Schmelze- und Werkzeugtemperaturen eingespritzt werden. Es kann auch vorkommen, wenn ein hoher Pressdruck erforderlich ist, aber die Nachdruckeinstellungen unverhältnismäßig niedrig sind.
Wenn ein hoher Einspritzdruck erforderlich ist, sollte die Druckhaltung proportional erhöht werden: normalerweise sollte die Druckhaltung etwa 50% des Einspritzdrucks betragen, aber wenn ein hoher Einspritzdruck verwendet wird, sollte die Druckhaltung 70%~80% betragen.
Wenn die unbefriedigende spritzgegossen in der Nähe des Kopfes zu finden ist, kann interpretiert werden, dass die Flüssigkeitsfront an diesen Stellen blockiert ist und die dickeren Bereiche zuerst gefüllt werden. Nachdem der Hohlraum fast gefüllt ist, hat sich die Schmelze an der dünnen Wand kondensiert, und in der Mitte der Flüssigkeit gibt es eine geringe Strömung, was zu einer unzureichenden Einspritzung führt.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Einspritzdruck erhöhen, wenn der Einspritzdruck zu niedrig ist
2. Die Einspritzgeschwindigkeit ist zu niedrig. Erhöhen Sie die Einspritzgeschwindigkeit
3. der Druck ist zu niedrig, um den Druck zu erhöhen
4. Druckhalteschalter zu früh verzögert das Umschalten von Einspritzung auf Druckhaltung
5. Wenn die Schmelztemperatur zu niedrig ist, die Zylindertemperatur erhöhen und den Druck zurückschrauben
6. Die Haltezeit ist zu kurz, um die Haltezeit zu verlängern
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Der Querschnitt des Läufers/Kopfes ist zu klein, um den Querschnitt des Läufers/Kopfes zu vergrößern
2. Unzureichende Entlüftung der Form verbessert die Entlüftungseigenschaften der Form
3. Das Düsenloch ist zu klein, um die Düsenöffnung zu vergrößern
4. Die Dicke der dünnen Wand ist nicht ausreichend, um die Querschnittsdicke zu erhöhen

Fehler beim Spritzgießen elf: Verzug
Verzug
Die Form des sichtbaren Teils dreht oder verdreht sich nach der Entformung des Teils oder noch einige Zeit danach. Typischerweise ist der flache Teil des Produkts gewellt, und die gerade Kante biegt oder verdreht sich nach innen oder außen.

Physikalische Gründe
Die gefrorene Molekülkette des Produkts verschiebt sich aufgrund seiner Eigenschaften unter Belastung nach innen. Bei der Entformung führt die Belastung je nach Form der verschiedenen Produkte häufig zu unterschiedlichen Verformungsgraden.
Die innere Spannung lässt das Produkt ungleichmäßig schrumpfen, die kleinen Partikel verschieben sich, die Abkühlung in den Partikeln ist nicht ausgeglichen oder der Druck in den Partikeln ist zu hoch.
Insbesondere Produkte aus teilkristallinen Materialien wie PE, PP und POM neigen eher zum Schrumpfen und Verziehen als amorphe Materialien wie PS, ABS, PMMA und PC.
Nachfolgend werden die Gründe in Bezug auf die Verarbeitungsparameter und die Verbesserungsmaßnahmen aufgeführt:
1. Der Druck im Inneren der Form ist zu hoch, um den Druck zu reduzieren, der Druckschalter im Voraus
2. Die Werkzeugtemperatur ist zu niedrig, um die Werkzeugtemperatur zu erhöhen
3. Flüssigkeitsfront, Viskosität ist zu niedrig, um die Einspritzgeschwindigkeit zu erhöhen
4. Wenn die Schmelztemperatur zu niedrig ist, die Zylindertemperatur erhöhen und den Druck zurückschrauben
Die Gründe für die Gestaltung und die Verbesserungsmaßnahmen sind unten aufgeführt:
1. Die Formtemperatur ist nicht stabil, um ein Gleichgewicht zwischen Kühlung und Erwärmung der Formtrennmittel zu gewährleisten.
2. Unregelmäßiger Abschnitt Dicke nach den Eigenschaften des Harzes Redesign Produktform Größe

Spritzgussfehler des zwölften: Oben weiß (Auswerfermarken)
Oben weiß (Auswerfermarken)
Erscheinungen Spannungsaufhellung und Spannungserhöhung finden sich auf der der Düse zugewandten Seite des Produkts, d. h. dort, wo sich der Auswerferstab auf der Auswerferseite der Form befindet.

Physisch Gründe
Wenn die erforderliche Auslösekraft zu hoch ist oder die Oberfläche der Auswerferleiste relativ klein ist, ist die Flächenpressung hier hoch und es kommt zu Verformungen, die schließlich zu einer Aufhellung des Auswerferbereichs führen.
Die Ursachen und Verbesserungsmaßnahmen in Bezug auf die Verarbeitungsparameter sind nachstehend aufgeführt:
1. Wenn der Nachdruck zu hoch ist Nachdruck reduzieren
2. Wenn die Haltezeit zu lang ist, verkürzen Sie die Haltezeit
3. Nachlaufzeitschalter zu spät, um den Nachlaufdruck rechtzeitig zu schalten
4. Die Kühlzeit ist zu kurz Verlängern Sie die Kühlzeit
Die konstruktionsbedingten Gründe und Verbesserungsmaßnahmen sind im Folgenden aufgeführt:
1. Unzureichende Entformungsneigung Wählen Sie die Entformungsneigung gemäß den Spezifikationen
2. Raue Oberfläche in der Entformungsrichtung Polieren der Form in der Entformungsrichtung
3. Auf der Auswerferseite gebildetes Vakuum Im Kern installiertes Luftventil
Zusammenfassung
Fehler beim Spritzgießen können teuer und zeitaufwändig in der Fehlersuche und -behebung sein. Wenn Sie die häufigsten Fehler kennen, können Sie Vorkehrungen treffen, um sie im Voraus zu vermeiden.
Wir hoffen, dass dieser Artikel hilfreich war und einige der häufigsten Spritzgießen Mängel. Wenn Sie Fragen haben oder weitere Informationen darüber wünschen, wie Sie diese Probleme vermeiden können, wenden Sie sich bitte an ZetarMold.







