 Zum Inhalt springen
Zum Inhalt springen 

Was ist Spannkraft?
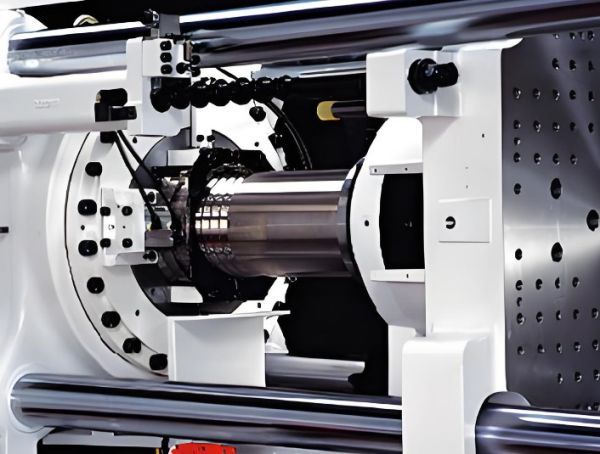
Die Schließkraft ist die Kraft, die erforderlich ist, um die Form während des Spritzgießvorgangs geschlossen zu halten. Sie stellt sicher, dass jedes Teil der Form, einschließlich der Formhälften, genau ausgerichtet ist und verhindert, dass geschmolzener Kunststoff unter hohem Druck aus den Formnähten austritt. Die Schließkraft wird in der Regel in Tonnen gemessen und ist ein wichtiger Parameter der Spritzgießmaschine.

Die Schließkraft ist einer der Schlüsselfaktoren, die sich direkt auf den reibungslosen Ablauf und die Qualität des Erscheinungsbildes des Spritzgießprozesses auswirken. Eine unzureichende Schließkraft führt dazu, dass die Form nicht richtig schließt, was zu Gratbildung führt, während eine zu hohe Schließkraft die Form und die Spritzgießmaschine beschädigen kann. Die Gewährleistung einer angemessenen Schließkraft ist entscheidend für die Integrität der Form und die Qualität des Endprodukts.
Während der SpritzgießprozessDer Kunststoff wird bei hoher Temperatur und hohem Druck in den Formhohlraum eingespritzt. Wenn der Kunststoff abkühlt und aushärtet, wird das fertige Produkt hergestellt. In dieser Phase muss die Form einem hohen Innendruck standhalten, und es muss eine ausreichende Kraft oder Schließkraft aufgebracht werden, um die Form geschlossen zu halten. Wenn die Schließkraft nicht ideal ist, öffnet sich die Form, wenn Druck ausgeübt wird, und der geschmolzene Kunststoff dringt durch die Formnähte in die Form ein, was zu Gratbildung führt und die Form sogar vollständig beschädigen kann.

Berechnung der Spannkraft
Die Formel zur Berechnung der Spannkraft lautet im Allgemeinen:
Klemmkraft=Projizierte Fläche × Werkzeuginnendruck
Dabei ist die projizierte Fläche die projizierte Fläche des Produkts auf der Trennfläche und der Werkzeuginnendruck der Druck, den der geschmolzene Kunststoff während des Einspritzens auf die Werkzeugwände ausübt.
Beträgt die projizierte Fläche eines Produkts beispielsweise 200 Quadratzentimeter und der Werkzeuginnendruck 500 kg/cm², so beträgt die erforderliche Schließkraft:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
Bei der tatsächlichen Produktion müssen zur Bestimmung der Schließkraft auch andere Faktoren berücksichtigt werden, wie z. B. die Art des herzustellenden Produkts, die Fließeigenschaften des zu verwendenden Polymers, die Einspritzdruckrate und die Einspritzgeschwindigkeit. Daher ist die Berechnung und Bestimmung der Schließkraft in der Regel ein experimenteller Prozess, der eine Feinabstimmung und wiederholte Versuche erfordert, um die besten Ergebnisse zu erzielen.

Die Schlüsselrolle der Spannkraft
Halten Sie die Form geschlossen
Die Schließkraft dient hauptsächlich dazu, die Form während des Spritzgießprozesses geschlossen zu halten. Da der geschmolzene Kunststoff einen hohen Druck erzeugt, muss die Form während des Spritzgießvorgangs verriegelt werden. Wenn die Schließkraft nicht ausreicht, öffnet sich die Form und der Kunststoff tritt aus den Fugen der Form aus, was zum so genannten Gratbildung führt. Die Schließeinheit hat die Aufgabe, den maximalen Schließdruck aufzubringen und aufrechtzuerhalten, um sicherzustellen, dass die Form geschlossen bleibt.
Das Halten der Form in geschlossener Position verhindert nicht nur Gratbildung, sondern stellt auch sicher, dass die Produktgröße korrekt ist und die Qualität der Produktoberfläche gewährleistet ist. Die Spritzgießprozess wird das Polymer unter hohem Druck in die Form gespritzt, was zu uneinheitlichen Produktgrößen und Oberflächenfehlern führt, wenn die Form leicht geöffnet wird. Daher ist eine ausreichende Schließkraft unerlässlich, um die ideale Qualität des Endprodukts zu erreichen.

Verhindern von Flash
Gratbildung ist ein häufiger Fehler beim Spritzgießen. Wenn die Schließkraft unzureichend ist, sammelt sich Kunststoff an der Formnaht an, was zu "Gratbildung" führt. Gratbildung verändert nicht nur die äußere Oberfläche des Produkts und seine Qualität, sondern erhöht auch den zusätzlichen Beschnittaufwand und verringert die Produktionseffizienz. Daher ist eine ausreichende Schließkraft unerlässlich, um Gratbildung zu verhindern.
Grate wirken sich nicht nur auf das Aussehen des Produkts aus, sondern beeinträchtigen bis zu einem gewissen Grad auch die funktionelle Leistung des Produkts. Bei einigen Präzisionsteilen kann der Grat beispielsweise die Montage und Verwendung des Produkts beeinträchtigen und sogar dazu führen, dass das Produkt verschrottet wird. Außerdem führt das Auftreten von Graten zu Nachbearbeitungen, wodurch die Produktionseffizienz sinkt und die Produktionskosten steigen.

Faktoren, die die Spannkraft beeinflussen
Material der Einspritzung
Aufgrund der unterschiedlichen Eigenschaften der einzelnen Materialien variiert auch die Schließkraft je nach Spritzgussmaterial. Im Allgemeinen beeinflussen der Schmelzindex und die Fließfähigkeit des für die Produktion verwendeten Materials die Schließkraft erheblich. Ein Teil mit einem hohen Schmelzindex hat beispielsweise eine bessere Fließfähigkeit als ein Teil mit einem niedrigen Schmelzindex, so dass es einen geringeren Einspritzdruck und damit eine geringere Schließkraft erfordert. Andererseits hat ein Material mit einem niedrigen Schmelzindex eine schlechte Fließfähigkeit und einen hohen Einspritzdruck, so dass eine höhere Schließkraft erforderlich ist.
Die Fließfähigkeit von Kunststoffen hängt nicht nur von ihrem Schmelzindex, sondern auch von Prozessparametern wie Temperatur und Druck ab. Beispielsweise zeigen technische Hochleistungskunststoffe unter hohen Temperatur- und Druckbedingungen ein gutes Fließverhalten, unter niedrigen Temperatur- und Druckbedingungen jedoch ein schlechtes Fließverhalten. Daraus lässt sich schließen, dass bei der Bestimmung der Schließkraftz` die Fließfähigkeit des Materials und die Prozessparameter umfassend berücksichtigt werden müssen, um den besten Formeffekt zu erzielen.

Einspritzdruck und -geschwindigkeit
Weitere Parameter, die sich direkt auf die Schließkraft auswirken, sind der Einspritzdruck und die Geschwindigkeit. Bei hohem Druck und hoher Einspritzgeschwindigkeit übt der geschmolzene Kunststoff beträchtliche Kräfte auf die Werkzeugwände aus; deshalb muss die Schließkraft höher sein, um den geschlossenen Zustand des Werkzeugs aufrechtzuerhalten. Bei niedrigem Druck und niedriger Einspritzgeschwindigkeit hingegen ist die erforderliche Schließkraft geringer.
Neben der Schließkraft haben auch der Einspritzdruck und die Einspritzgeschwindigkeit Einfluss auf die Produktqualität und die Produktionsgeschwindigkeit. So können beispielsweise ein hoher Druck und eine hohe Einspritzgeschwindigkeit die für die Herstellung eines Produkts erforderliche Zeit verkürzen und somit die Effizienz verbessern, doch muss die Schließkraft höher sein, was wiederum zu einem höheren Verschleiß und Energieverbrauch der Ausrüstung führt. In der Praxis ist es daher wichtig, den Einspritzdruck und die Einspritzgeschwindigkeit entsprechend den tatsächlichen Anforderungen an das Produkt und den tatsächlichen Produktionsbedingungen auszuwählen und nicht nur die vorgegebenen Spezifikationen zu befolgen, um den besten Produktionseffekt zu erzielen.
Formenbau
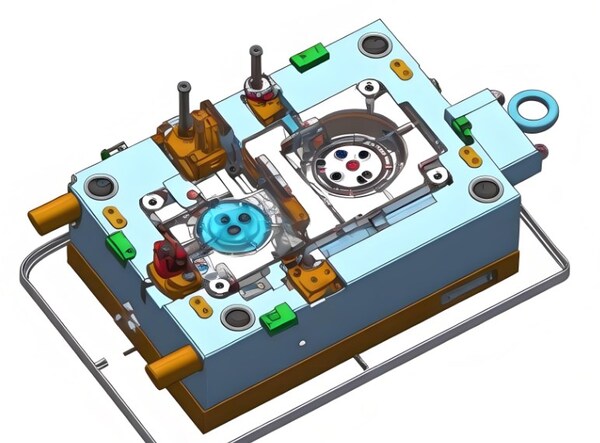
Die Formgestaltung hat einen erheblichen Einfluss auf die Schließkraft. Die Schließkraft steigt in direktem Verhältnis zur projizierten Fläche der Form. Darüber hinaus wirken sich auch die Anordnung der Trennebenen, das Entlüftungssystem und andere damit verbundene Faktoren auf die Schließkraft aus. Eine gute Entlüftungssteuerung kann beispielsweise dazu beitragen, die Spannungen während des Einspritzens zu verteilen und dadurch die erforderliche Schließkraft zu verringern.
Das Design der Form ist ein Schlüsselfaktor für die Schließkraft und hat einen erheblichen Einfluss auf die Produktqualität und die Produktionseffizienz. Ein vernünftiges Design der Trennebene trägt beispielsweise dazu bei, die Bildung von Graten und Graten zu verringern und damit das Aussehen des Endprodukts zu verbessern. Ein gutes Entlüftungssystem sollte die Dichte und Festigkeit des Produkts verbessern, indem es Blasen und Hohlräume minimiert. Beim Entwurf einer Form müssen daher Faktoren wie Schließkraft, Produktqualität und Produktionseffizienz umfassend berücksichtigt werden, um den Gesamtentwurf zu optimieren und zu verbessern.
Optimierung der Spannkraft
Wie bestimmt man die optimale Spannkraft?
Es ist sehr schwierig zu bestimmen, welcher Wert für die Schließkraft erforderlich ist, da viele Faktoren berücksichtigt werden müssen, wie z. B. das Einspritzmaterial, die Konstruktion des Produkts und des Werkzeugs, die Einspritzbedingungen usw. Mit anderen Worten: Die theoretische Voraussetzung für die Ermittlung der optimalen Schließkraft ist die Anwendung eines experimentellen Verfahrens. Die einzelnen Schritte sind wie folgt: Die einzelnen Schritte sind wie folgt:
1. Erste Annäherung an die aufzubringenden Spannkräfte.
2. Versuchsproduktion nach der ersten Schätzung und Prüfung der Qualität der Produkte und des Zustands der Formen.
3. Ändern der Spannkraft je nach den Ergebnissen der Versuchsproduktion, bis die effektivsten Ergebnisse erzielt werden.

Durch die Vorhersage der Schließkraft auf der Grundlage von Experimenten kann dem Verbraucher eine gute Produktqualität geboten, die Produktionsrate erhöht und die Langlebigkeit der Ausrüstung verbessert werden. So kann beispielsweise in der Versuchsproduktion durch die Regelung von Einspritzdruck, Geschwindigkeit und Temperatur die optimale Schließkraft gefunden werden, wenn der Bereich der verschiedenen Parameter während des Versuchsproduktionsprozesses selbst bestimmt wird, wodurch der gesamte Produktionsprozess gesteuert, Energie gespart und der Verschleiß der Maschinen verhindert wird, wodurch die Effizienz der Produktion und die Qualität des Endprodukts erhöht werden.

Einsatz fortschrittlicher Technologie zur Optimierung der Spannkraft
Im Zuge des technologischen Fortschritts sind fortschrittlichere Technologien bei der Steuerung der Schließkraft in den Mittelpunkt gerückt. Bei der Verwendung von Software für die Gestaltung des Formflusses können die Ingenieure beispielsweise die Druckverteilung des eingespritzten Materials vorhersagen und so die Form mit der geringsten Schließkraft gestalten. Darüber hinaus sind einige moderne Spritzgießmaschinen mit intelligenten Steuerungssystemen ausgestattet, die die Schließkraft mit hoher Präzision und Stabilität während des Polymerproduktionsprozesses steuern können.
Bei der Gestaltung des Formflusses kann nicht nur die Druckverteilung, sondern auch die Temperatur und die Fließfähigkeit usw. vorhergesagt werden. Alle Veränderungen, die während des Einspritzvorgangs auftreten, wie z. B. Temperatur, Schatten und Fließfähigkeit, können vollständig verstanden werden und sogar der Prozess kann optimiert und verbessert werden. Durch den Einsatz intelligenter Steuerungssysteme ist es möglich, die Änderung der Schließkraft in Echtzeit zu verfolgen und je nach der tatsächlichen Situation in der Werkstatt zu ändern, wodurch die Produktionsprozesse stabilisiert und die Qualität der hergestellten Produkte sowie die Gesamteffizienz der Produktion verbessert werden.

Folgen einer unzureichenden Spannkraft
Schimmelpilzverformung und -beschädigung
Ist die Schließkraft unzureichend, öffnet sich die Form während des Spritzgießens, verformt sich und zerstört die Form der Form. Dies ist umso wichtiger für Präzisionsformen, bei denen eine unzureichende Schließkraft dazu führen kann, dass sich die Form dauerhaft verformt oder sogar verschrottet wird.
Formverformungen und -beschädigungen beeinträchtigen nicht nur die Produktqualität, sondern haben auch erhebliche Auswirkungen auf die Wartungs- und Ersatzkosten der Form, wodurch sich der Produktionszyklus unweigerlich verlängert und die Produktionseffizienz verringert. Bei der Herstellung von Hochpräzisionsteilen kann beispielsweise schon eine geringe Formverformung zu Veränderungen der Maßtoleranz und der funktionalen Leistung der Zielteile führen und damit die Qualität und Funktion des Endprodukts beeinträchtigen.

Fragen zur Produktqualität
Eine unzureichende Spannkraft kann auch zu Problemen mit der Produktqualität führen. Das häufigste Problem ist der Grat, der das Aussehen des Teils beeinträchtigt, aber auch die Maßgenauigkeit und die funktionelle Leistung des Endprodukts. Darüber hinaus kann eine unzureichende Spannkraft manchmal zu einer ungleichmäßigen inneren Struktur und einer ungleichmäßigen Materialverteilung führen, was die Gesamtqualität des Produkts weiter beeinträchtigt.
Grate beeinträchtigen das Aussehen des Produkts und wirken sich auch auf die Montage und Verwendung des Produkts aus. Zum Beispiel behindert Grat bei einigen komplexen Teilen die Montage. Zweitens führt der Grat dazu, dass weitere Nachbearbeitungsschritte erforderlich sind, was die Produktionseffizienz verringert und die Produktionskosten erhöht.

Die Auswirkungen übermäßiger Spannkraft
Erhöhter Energieverbrauch
Eine zu hohe Klemmkraft beeinträchtigt die Leistungsaufnahme des Kunststoff-Spritzguss Maschine. Eine hohe Schließkraft verbraucht mehr Energie, so dass die Produktionskosten höher sind und es ist nicht umweltfreundlich.
Ein höherer Energieverbrauch erhöht nicht nur die Produktionskosten, sondern verursacht auch größere Umweltschäden. So verursachen energiereiche Produktprozesse Kohlenstoffemissionen, die die Umwelt verschmutzen und sich auf den Klimawandel auswirken. Die langfristige Nutzung von Anlagen im Hochenergiebetrieb führt zu einem raschen Verschleiß der Anlagen, wodurch sich die Lebensdauer der Anlagen und die Produktionseffizienz verringern.

Verkürzte Lebensdauer der Form
Eine zu hohe Schließkraft führt zu einer übermäßigen mechanischen Beanspruchung der Form und verkürzt ihre Lebensdauer. Längerer Betrieb unter hoher Schließkraft führt zu Ermüdungsschäden an verschiedenen Teilen der Form, wodurch die Häufigkeit der Wartung und des Austauschs der Form zunimmt und die Produktionskosten weiter steigen.
Eine verkürzte Lebensdauer der Form wirkt sich negativ auf ihre Haltbarkeit aus und verursacht daher Wartungs- und Austauschkosten, was die Stabilität und Kontinuität der Produktion beeinträchtigt. Der Austausch von Formen behindert den Produktionsprozess und verringert die Produktivität, was das Unternehmen mit höheren Produktionskosten belastet.

Schlussfolgerung
Die Schließkraft ist in der Tat einer der kritischen Faktoren im Spritzgießprozess, da sie die Produktqualität und Effizienz der gesamten Produktionslinie sowie die Lebensdauer der Form bestimmt. Angemessene Schließdrücke garantieren, dass die Form geschlossen bleibt, um ein sehr gutes Endprodukt zu erhalten, das Qualitätsprobleme wie z. B. Gratbildung reduziert, während gleichzeitig nur wenig Energie verbraucht wird und die Langlebigkeit der Form maximiert wird.
In der tatsächlichen Produktion werden bei der Berechnung und Regulierung der Schließkraft Faktoren wie das Spritzgussmaterial, die Form und andere Faktoren des Spritzgussprozesses berücksichtigt. Es ist auch möglich, moderne Technologien anzuwenden, die zu einer besseren Kontrolle und Aufrechterhaltung der erforderlichen Schließkraft beitragen können, um mehr Stabilität und Effizienz in den Produktionsprozess zu bringen.
Zusammenfassend lässt sich sagen, dass die sinnvolle Einstellung und Optimierung der Spannkraft entscheidend für die Spritzgießen Prozess. In der tatsächlichen Produktion müssen wissenschaftliche Methoden und Technologien eingesetzt werden, um die Schließkraft kontinuierlich zu verbessern und zu kontrollieren, die Effizienz und Stabilität des Produktionsprozesses zu verbessern, die Produktqualität zu erhöhen, die Produktionskosten zu senken, die Lebensdauer der Formen zu verlängern und mehr wirtschaftlichen und sozialen Nutzen für die Unternehmen zu schaffen.







