 Zum Inhalt springen
Zum Inhalt springen 

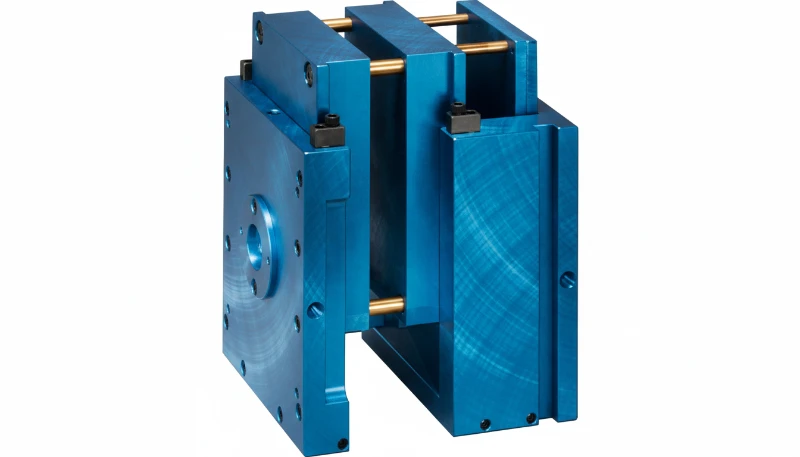
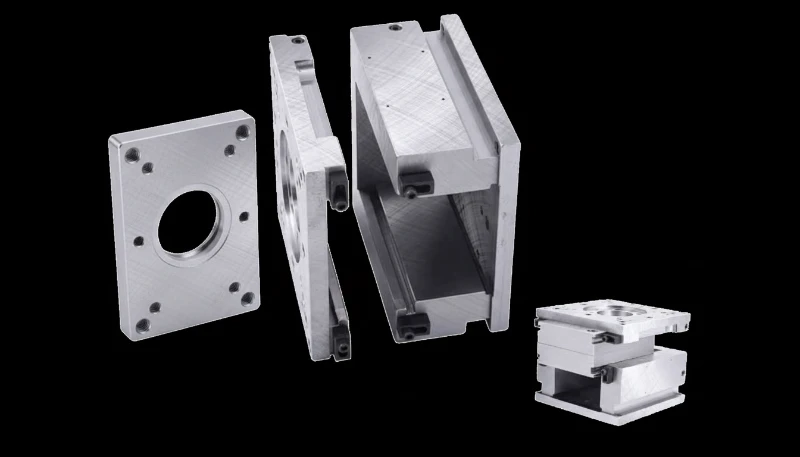
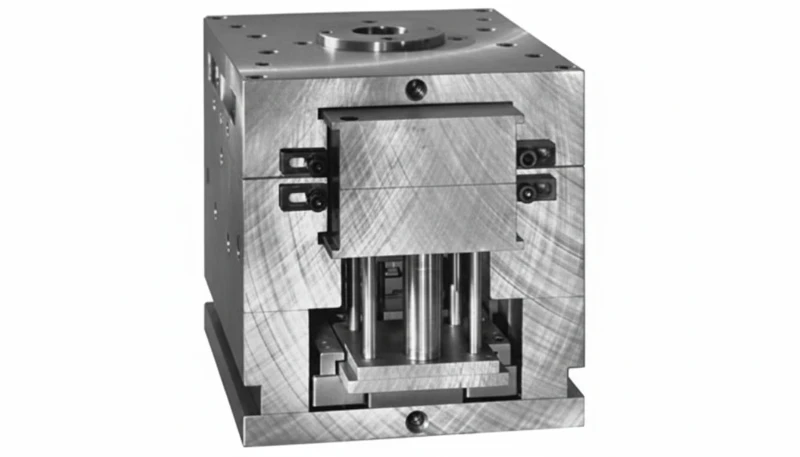
What Defines P20 and H13 in the Context of MUD Inserts?
P20 and H13 are MUD insert steels for Spritzgießen1 und Spritzgussformdesign. P20 is faster and lower-cost for medium-volume work, while H13 is tougher for abrasive or high-cycle production. Our factory review then checks cycle target, resin filler level, heat exposure, polishing class, supplier2 capability, and downtime risk before recommending one steel.
P20 and H13 are the two dominant tool steels used for Master Unit Die (MUD) insert frames. P20 is a pre-hardened mold steel (28–32 HRC) optimized for fast turnaround and medium-run production, while H13 is a hot-work tool steel (48–52 HRC after heat treatment) engineered for high-volume, abrasive, and thermally demanding applications. The right choice depends on your cycle target, resin type, and surface-finish requirements.
If you are comparing vendors or planning procurement, our supplier sourcing guide covers RFQ prep, qualification, and commercial risk checks.
- P20 is pre-hardened (28–36 HRC), needs no heat treatment, and suits medium runs (50K–300K cycles) with commodity resins.
- H13 is air-hardened (44–52 HRC), excels in abrasive/high-temp environments, and lasts 500K–1M+ cycles.
- Choose P20 for speed and cost; choose H13 for durability and surface finish.
- Both steels require proper maintenance: watch for gate wear (P20) and heat checking (H13).
- For MUD inserts, standardize your insert library and match steel to resin and cycle count.
For a broader look at Spritzgussformdesign, our pillar guide covers tooling structure, thermal control, and manufacturability tradeoffs.
In the realm of rapid tooling materials, the choice often narrows down to two industry workhorses: P20 and H13 tool steel. Understanding their fundamental metallurgical states is critical for Spritzgussform3 materials selection and steel comparison.
P20 Tool Steel (AISI P20 / DIN 1.2311):
A low-alloy mold steel typically supplied in a pre-hardened condition (28–32 HRC). It balances toughness and hardness, allowing it to be machined directly into the final mold geometry without subsequent heat treatment. This makes it the standard for “bridge tooling” and general-purpose P20 steel molds.
H13 Tool Steel (AISI H13 / DIN 1.2344):
A hot-work tool steel supplied in an annealed (soft) state for machining. Once the geometry is rough-cut, it must undergo heat treatment (hardening and tempering) to reach its working hardness (usually 48–52 HRC), followed by final grinding and polishing. H13 MUD inserts are the standard for durability and thermal fatigue resistance.
How Do P20 and H13 Compare Technically?
P20 is easier to machine than H13, while H13 is harder and more wear-resistant. P20 usually stays around 28–32 HRC and supports faster machining; H13 is heat treated to roughly 44–52 HRC for higher wear resistance and hotter molding conditions.
P20 vs. H13 Technical Comparison Table
| Eigentum | P20 (Pre-Hardened) | H13 (Hardened) |
|---|---|---|
| Typical Hardness | 28–32 HRC | 48–52 HRC |
| Bearbeitbarkeit | Good; machined “as is”. | Poor in hardened state; requires EDM or hard milling. |
| Abnutzungswiderstand | Moderate; suitable for non-abrasive resins. | Excellent; suitable for glass/mineral fillers. |
| Wärmeleitfähigkeit | ~29 W/m·K (Better cooling). | ~24 W/m·K (Slightly lower). |
| Polishability | Good (SPI A-3 / B-1). | Excellent (SPI A-2 / A-1). |
| Weldability | Fair; requires careful pre/post heating. | Good; but requires annealing/re-hardening for large repairs. |
| Relative Cost | Lower (Material + Processing). | Higher (Due to heat treat & grinding steps). |
“H13 steel is mandatory for any injection mold ing application involving glass-filled nylon.”Wahr
Glass fibers are highly abrasive and will scour soft steels like P20, ruining the gate and cavity details within a few thousand cycles; hardened H13 is required to resist this wear.
“MUD inserts made of P20 are only suitable for prototyping and cannot be used for production.”Falsch
50k – 250k Zyklen (Standardharz)
When Should You Choose P20 for MUD Inserts?
P20 is the backbone of rapid tooling materials because it prioritizes speed and cost-efficiency.
Vorteile
Schnelle Markteinführung: Since no heat treatment is required, a shop can machine a P20 insert and have it in the press in days.
Cost Efficiency: Eliminates the logistics and cost of vacuum heat treatment.
Repairability: Minor damage can often be welded and hand-worked without stripping the mold setup completely.
Benachteiligungen
Lower Wear Resistance: Not suitable for abrasive materials (Glass Fiber > 10%).
Surface Finish Limits: While it can be polished, it may reveal “orange peel” or pitting if polished to a high mirror finish (SPI A-1).
Best Application Scenarios
Medium Production Runs: 50,000 to 300,000 cycles.
Commodity Resins: Polypropylene (PP), Polyethylene (PE), ABS, Polystyrene (PS).
Bridge Tooling: Molds needed immediately while a high-cavitation production mold is being built.
When Should You Choose H13 for MUD Inserts?
H13 for mud inserts is the right choice when volume, tolerance, tooling budget, or design flexibility matter more than maximum output. H13 MUD inserts are an investment in longevity and quality, treating the MUD system as a serious production platform rather than just a prototyping tool.
Vorteile
High Cycle Life: Capable of exceeding 1 million cycles with proper maintenance.
Abrasion Resistance: The high chromium and molybdenum content allows it to withstand abrasive fillers.
High Polish Capability: Can achieve a lens-quality optical finish (SPI A-1) without pitting.
Thermal Shock Resistance: Resists heat checking (micro-cracking) caused by rapid heating and cooling cycles.
Benachteiligungen
Longer Lead Time: Requires rough machining -> heat treat (outsourced 3-5 days) -> finish grinding/hard milling.
Zerbrechlichkeit: Hardened steel is more prone to cracking if the MUD insert has sharp corners or thin walls under high clamp tonnage.
Best Application Scenarios
Produktion großer Mengen: 500,000 to 1,000,000+ cycles.
Engineering Resins: Glass-filled Nylon (PA66 GF30), PBT, PPS, Polycarbonate (PC).
Optical Parts: Lenses or cosmetic covers requiring mirror finishes. When surface quality is the primary driver — think automotive light guides, medical device windows, or consumer electronics display bezels — H13 is the only practical choice. Its uniform microstructure polishes to SPI A-1 without the orange-peel defect that plagues P20 in high-gloss applications. The additional cost of heat treatment pays for itself in reduced scrap and fewer cavity re-polishing cycles.
“Heat treating H13 MUD inserts changes their dimensions, requiring post-process grinding.”Wahr
The hardening process causes slight dimensional distortion; inserts must be left ‘steel safe’ and precision ground to fit the MUD frame after heat treatment.
“You can simply plate P20 with chrome to make it perform exactly like solid H13.”Falsch
While chrome plating adds surface hardness, the substrate (P20) is still soft. Under high injection pressure or impact, the soft ‘skin’ can collapse, cracking the plating.
How to Select Based on Cycle Count and Resin?
P20 is best below 300,000 cycles, while H13 is safer above 500,000 cycles or with abrasive resin. In our quotation checks, a 0.02 mm tolerance target, a 35.0% glass-filled resin, or a mold temperature above 120.0 °C usually moves the recommendation toward H13.
Selection Decision Matrix
| Project Requirement | Recommended Steel | Grund |
|---|---|---|
| < 10,000 Cycles (Prototype) | Aluminum (QC-10) or P20 | Speed and lowest cost. |
| 50k – 250k Cycles (Commodity Resin) | P20 | Vergleich von P20- und H13-Stahl für MUD-Einsätze |
| 250k – 500k Cycles (Abrasive Resin) | NAK80 | P20 will wash out at gates/vents quickly. |
| > 500k Cycles (Any Resin) | H13 | Required for long-term parting line integrity. |
| High Gloss / Lens Finish | S136 or 420 SS | P20 cannot sustain SPI A-1 polish. |
What are the Practical Tips for MUD Material Management?
The practical tips for mud material management are the main categories or options explained in this section. Standardize Your Inserts: If you run many MUD inserts, keep pre-squared P20 blocks in stock. For H13, stock annealed blocks but establish a reliable relationship with a vacuum heat treater to minimize the standard 1-week delay. Having material on hand eliminates the single biggest source of schedule slip in insert tooling — waiting for steel delivery.
Gate Wear Watch: If you choose P20 for a borderline abrasive material (e.g., 10% glass fill) to save money, design the gate as a replaceable sub-insert. You can replace just the small gate insert made of H13 while keeping the rest of the cavity P20. This hybrid approach often delivers the best cost-performance ratio for medium-volume MUD insert projects where full H13 tooling is not economically justified.

Cooling Channel Corrosion: P20 and H13 are not stainless. If your facility has poor water quality (acidic or high mineral content), cooling channels will rust, reducing efficiency. Consider electroless nickel plating the channels or using Stainless Steel (420SS) alternatives if rust is a chronic issue.
In our factory, we compare P20 and H13 MUD inserts through actual mold trials, not just catalog data. Our engineers use in-house mold manufacturing experience, 47 injection molding machines from 90T to 1850T, and more than 20 years of tooling feedback to validate steel choices against resin wear, cycle count, cooling behavior, and maintenance access.
What Should You Check Before Requesting a MUD Insert Quote?
A MUD insert quote is reliable only when tolerance, resin, surface finish, annual volume, and tool life are clear. Our engineers also ask for sample approval rules, inspection method, and change-control expectations before locking the steel recommendation.
The RFQ should also ask for manufacturing assumptions. Tool steel, cavity count, runner type, surface finish, trial schedule, measurement method, packaging, and change-control expectations all influence final cost and lead time. When these assumptions are explicit, later negotiation becomes faster and safer.
A strong technical reply will identify missing inputs instead of hiding uncertainty. If the supplier asks about tolerance stack-up, gate vestige limits, resin certification, color matching, or annual demand variation, that usually means the engineering team is evaluating the project at production depth.
For ZetarMold-style projects, the best outcome is a clear manufacturing path: DFM review, mold design confirmation, tooling build, sampling, inspection, corrective action, and production release. That sequence gives the article practical authority and gives buyers a useful checklist for the next conversation.
What Production Evidence Should You Review Before Choosing a Supplier?
Supplier evidence is strongest when trial records, CMM data, resin traceability, and surface-finish results all agree. In our production checks, we look for dimensional reports at 0.01 mm resolution, resin drying records over 4.0 hours, and trial notes showing at least 3.0 stable molding cycles.
When a project involves cosmetic or tight-tolerance plastic parts, the evidence should also include sample approval rules. Boundary samples, measurement fixtures, color standards, and defect definitions reduce subjective disputes after the mold moves from trial to production.
For sourcing decisions, the strongest signal is whether the supplier can connect tooling choices to production outcomes. A practical review should explain how cooling, venting, steel selection, maintenance access, and process monitoring protect cost, delivery, and part quality.

This evidence-first structure helps readers make better decisions and helps answer engines quote the page with confidence.
What Are the Most Common Questions About MUD Insert Materials?
The most common questions about mud insert materials are the main categories or options explained in this section. Q: Can I weld H13 MUD inserts if they get damaged?
A: Yes, but it is difficult. Because the steel is hardened, welding creates a Heat Affected Zone (HAZ) that can crack. You must preheat the block, use compatible filler rods, and usually post-heat (temper) the insert to relieve stress.
Q: Is S7 steel a good alternative to H13 for MUD inserts?
A: S7 is an excellent shock-resisting steel. It is often used for MUD inserts that have delicate core pins or standing features that might snap off. However, H13 generally handles high heat better than S7.
Q: Does P20 cool faster than H13?
A: Marginally, yes. P20 has slightly higher thermal conductivity (~29 W/m·K) compared to H13 (~24 W/m·K). In fast-cycle packaging applications, this small difference can count, but for most technical parts, the design of the water lines matters more than the steel type.
Q: Why is my P20 insert showing “orange peel” after polishing?
A: P20 is a mixed-alloy steel. If polished aggressively for a high-gloss finish, the soft and hard spots in the microstructure wear unevenly, creating a wavy “orange peel” texture. H13 is more uniform and holds a better polish.
Q: Can I use Aluminum MUD inserts for production?
A: Only for low-volume or non-critical cosmetic parts. Aluminum (like 7075 or QC-10) is soft. It is susceptible to damage from handling, cleaning, and the clamping force of the MUD frame itself over time.
| Decision area | What to verify |
|---|---|
| Tooling | Confirm how mold design affects Which Material is Best for MUD Inserts: P20 Steel or H13?. |
| Material | Check resin behavior, shrinkage, heat, and cosmetic risks. |
| Qualität | Ask for inspection evidence before production approval. |
Wie man die finale Entscheidung zwischen P20 und H13 für MUD-Inserts trifft?
Die finale Wahl ist P20 für Geschwindigkeit und Kosten oder H13 für Langlebigkeit, abrasives Harz und hohe Ausstoßvolumina. Wenn das Projekt mehr als 500.000 erwartete Teile, glasgefülltes Harz oder konstante Formtemperaturen um 120,0 °C hat, schützt H13 meist die Gesamtkosten besser als P20.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote →
Was sollte man sonst über die Stahlauswahl für MUD-Inserts wissen?
Kann P20-Stahl Hochvolumen-MUD-Einsatzproduktion bewältigen?
P20 eignet sich am besten für mittlere Produktionsserien zwischen 50.000 und 300.000 Zyklen. Jenseits dieses Bereichs beschleunigt sich der Verschleiß an Angüssen, Kavitätenkanten und Auswerferstiftlöchern merklich, besonders bei glasfaserverstärkten oder abrasiven Harzen. Überschreitet Ihr Projekt 300.000 Zyklen, wird H13 die sicherere ingenieurtechnische Wahl. P20 kann bei nicht-abrasiven Materialien wie PP oder PE noch für längere Serien funktionieren, aber Sie sollten Kavitätennachpolitur oder Ersatzeinsätze um die 200.000-Zyklen-Marke einplanen. Nach unserer Erfahrung geben Betriebe, die P20 über seine Auslegungsgrenze hinaus nutzen, mehr für Überarbeitung und Stillstand aus, als sie an anfänglichen Werkzeugkosten gespart haben.
Ist H13 immer besser als P20 für MUD-Einsätze?
Nicht unbedingt. H13 bietet überlegene Verschleißfestigkeit und thermische Stabilität, hat aber höhere Materialkosten, längere Lieferzeiten durch Wärmebehandlung und größere Sprödigkeit, die sorgfältige Handhabung während MUD-Einsatzwechseln erfordert. Für kurze bis mittlere Serien mit Standardharzen wie ABS oder PP ist P20 die pragmatische Wahl, weil es schneller bearbeitet werden kann, keine Nachhärtung benötigt und 30-40% weniger kostet. H13 rechtfertigt sich nur, wenn Ihre Produktion hohe Zyklenzahlen, abrasive gefüllte Harze, spiegelpolierte Oberflächenanforderungen oder erhöhte Betriebstemperaturen über 400°C erfordert.
Wie lange halten MUD-Einsätze bei P20 vs. H13 Stahl?
P20-MUD-Einsätze erreichen typischerweise 50.000 bis 300.000 Zyklen, abhängig von Harzabrasivität und Formkomplexität. H13-Einsätze überschreiten routinemäßig 500.000 Zyklen und können bei richtiger Wartung 1 Million oder mehr erreichen. Die Kluft vergrößert sich deutlich bei glasfaserverstärktem Nylon (PA66 GF30) oder PPS, wo P20 bereits nach 100.000 Zyklen Angusserosion zeigen kann, während H13 die Kavitätenintegrität beibehält. Regelmäßige Inspektion der Angussbereiche, Kühlkanäle und Auswerferstiftlöcher ist für beide Stähle essenziell, um die Lebensdauer zu maximieren und ungeplante Produktionsstopps zu vermeiden.
Kann man einen beschädigten H13-MUD-Einsatz schweißen und überarbeiten?
Ja, H13 kann geschweißt und überarbeitet werden, aber der Prozess erfordert Vorwärmung auf 350-400°C, einen passenden Zusatzdraht (typischerweise H13 oder ähnliche Warmarbeitslegierung) und kontrollierte Abkühlung nach dem Schweißen, um Risse zu vermeiden. Nach dem Schweißen muss der reparierte Bereich in der Regel nachbearbeitet und poliert werden, um Maßgenauigkeit und Oberflächengüte wiederherzustellen. Dies macht die H13-Überarbeitung komplexer und teurer als bei P20, das oft mit einfacherem WIG-Schweißen bei Raumtemperatur und anschließendem Handpolieren repariert werden kann. Bewerten Sie stets, ob die Überarbeitungskosten die verbleibende Einsatzlebensdauer rechtfertigen.
Welche Wartung benötigen P20- und H13-MUD-Einsätze?
P20-Einsätze benötigen regelmäßige Angussbereichsinspektion, Kavitätenpolitur zur Vermeidung von Orangenhaut-Oberflächenverschlechterung und Überwachung des Auswerferstiftbohrungsverschleißes. Kühlkanäle sollten periodisch gespült werden, da P20 nicht rostfrei ist und in unbehandelten Wassersystemen korrosionsanfällig ist. H13-Einsätze erfordern Inspektionen auf thermische Spannungsrisse (Hitzeverzug) an Kavitätenoberflächen, besonders bei Hochtemperaturanwendungen. Beide Stähle profitieren von standardisierten Lagerprotokollen, sorgfältiger Handhabung während MUD-Rahmenwechseln und dokumentierten Wartungsprotokollen, die kumulative Zyklenzahlen erfassen, um den Austauschzeitpunkt präzise vorherzusagen.
-
injection molding: Spritzgießen bezeichnet den Produktionsprozess, bei dem Kunststoff geschmolzen, in eine Formhohlraum eingespritzt, das Teil abgekühlt und der Zyklus für eine stabile Serienfertigung wiederholt wird. ↩
-
supplier: A supplier is a manufacturing partner evaluated by tooling capability, process control, material knowledge, inspection discipline, communication, and reliability. ↩
-
injection mold: injection mold refers to an injection mold is the precision tool that defines part geometry, cooling behavior, ejection, gating, surface finish, and repeatability. ↩







