 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Der Spritzgießzyklus ist eine große Sache. Er beeinflusst, wie viel Arbeit Sie erledigen und wie viel Geld Sie verdienen. Bei der Herstellung will man also schnell fertig werden, aber man will auch sicherstellen, dass die Teile gut sind.In diesem Artikel geht es hauptsächlich darum, wie die Zykluszeit in der Spritzgießindustrie reduziert werden kann.

Was sind die Zykluszeiten beim Spritzgießen?
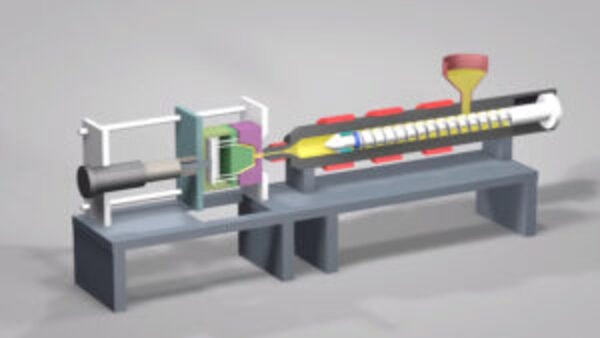
Der Gießzyklus ist die Gesamtzeit, die für die Spritzgießen Maschine zur Herstellung eines Kunststoffteils. In einem Gießzyklus bewegen sich die beweglichen Teile der Einspritzeinheit und der Schließeinheit der Spritzgießmaschine einmal in einer festgelegten Reihenfolge.
Komponenten des Spritzgießzyklus
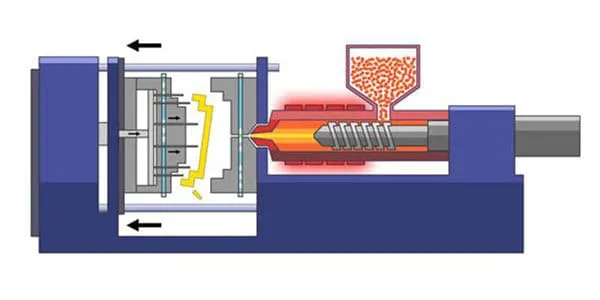
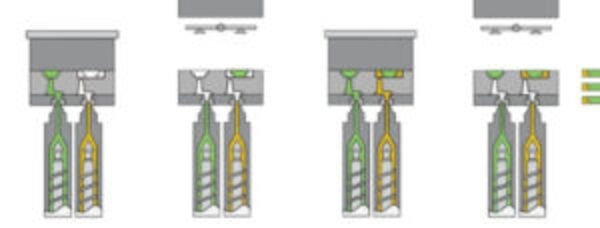
Der Einspritzzyklus setzt sich zusammen aus der Einspritzung (Formfüllung), der Haltezeit, der Abkühl- und Einspeisungszeit (einschließlich der Vorplastifizierung), der Formöffnung (Produktentnahme), den Hilfsoperationen (z. B. Auftragen von Trennmittel, Einlegen von Einlegeteilen usw.) und der Formschließzeit.

Im gesamten Spritzgießzyklus sind die Kühlzeit und die Einspritzzeit am wichtigsten und haben einen entscheidenden Einfluss auf die Leistung und Qualität des Produkts. Der Einspritzzyklus ist ein wichtiger Prozessfaktor, der das Spritzgießen beeinflusst. Im Allgemeinen gehören zu den Elementen, die den Spritzgießzyklus ausmachen, folgende.
Feierabend
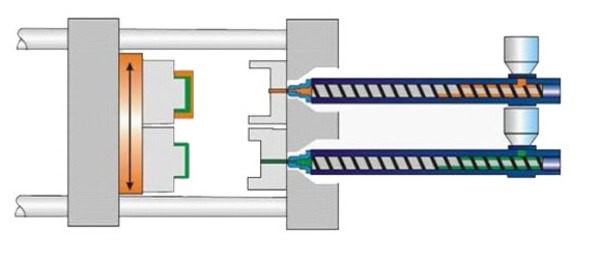
Dies ist die Zeit, die die Form zum Schließen benötigt. Die Öffnungs- und Schließzeit der Form wird durch den Öffnungshub der Form und die Schließgeschwindigkeit der Spritzgießmaschine bestimmt.

Da die Form eine Masse hat, kann die Form durch die kinetische Energie beim Schließen der Form beschädigt werden, wenn die Schließgeschwindigkeit zu schnell eingestellt wird.
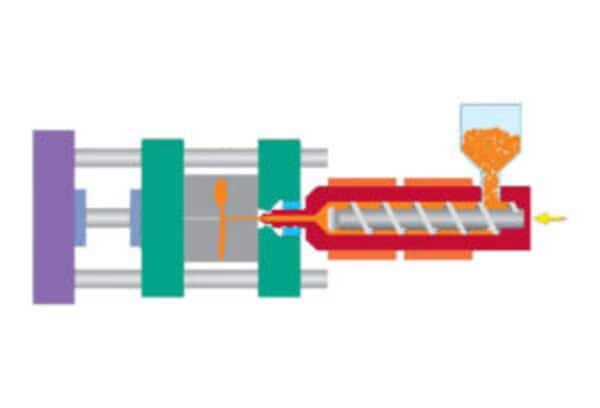
Zeit zum Füllen
Die Füllzeit ist die Zeit, die das geschmolzene Harz benötigt, um den Hohlraum zu füllen, nachdem es durch den Angusskanal in die Form gelangt ist.
Die Befüllzeit hängt von der Einspritzgeschwindigkeit des Spritzgießen Maschine (in der Praxis hängt sie von der Bewegungsgeschwindigkeit der Einspritzschnecke oder des Kolbens und dem Durchmesser des Einspritzzylinders ab, Einspritzvolumen/Zeit = Einspritzrate (cm3/sec)).
Außerdem wird sie von der Viskosität des geschmolzenen Harzes beeinflusst. Wenn die Füllzeit kurz ist, ist die Füllgeschwindigkeit des Harzes zu schnell, was dazu führen kann, dass das Harz verbrennt oder Gas erzeugt. Ist die Füllzeit hingegen zu lang, können auf der Oberfläche des geformten Produkts deutliche Fließspuren und Schweißnähte auftreten.
Haltezeit
Die Haltezeit ist die Zeit, in der Sie den Druck aufrechterhalten müssen, nachdem die Form mit Kunststoff gefüllt ist, bis der Anschnitt abfriert. Wenn Sie zu lange warten, werden Sie Probleme haben, das Teil aus der Form zu bekommen.
Abkühlungszeit
Die Abkühlzeit ist die Zeit, die das Formteil, der Anguss und der Anguss brauchen, um abzukühlen und bis zu einem gewissen Grad zu erstarren, nachdem der Nachdruck aufgebraucht ist.

In der Regel ist die Abkühlzeit die längste Zeit im Formgebungszyklus. Der dickste Teil der Form bestimmt die Kühlzeit. Dies gilt nicht nur für das Formteil, sondern auch für den Anguss und den Angusskanal.
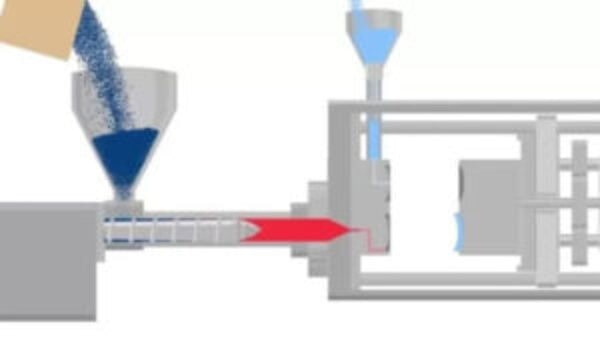
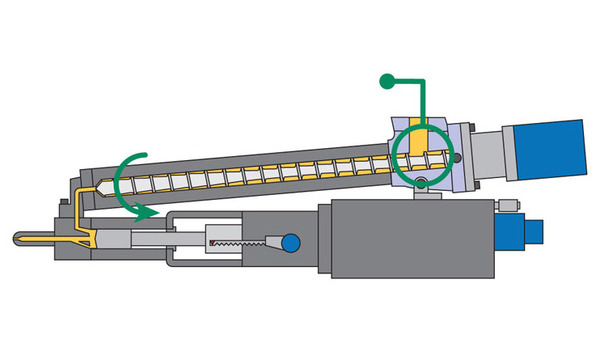
Plastifizierungszeit
Die Zeit, die benötigt wird, um den Kunststoff zu schmelzen, wird als Plastifizierzeit bezeichnet. Normalerweise erfolgt die Plastifizierzeit gleichzeitig mit der Kühlzeit und ist kürzer als die Kühlzeit. Wenn Sie die Schneckendrehzahl mehr als nötig erhöhen, um die Plastifizierzeit zu verkürzen, kann Luft in den Kunststoff eingeschlossen werden oder er kann verbrennen.

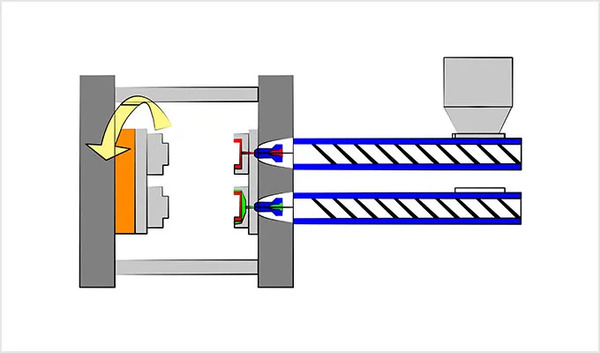
Öffnungszeit der Form
Das ist die Zeit, die die Form zum Öffnen braucht. Die Öffnungs- und Schließzeit der Form hängt vom Schließhub der Form und der Öffnungsgeschwindigkeit der Spritzgießmaschine ab. Manchmal muss auch die Öffnungsgeschwindigkeit der Form anfangs langsam sein, um Kratzer oder eine schlechte Entformung zu vermeiden, wenn das Teil aus der Kavität entformt wird.

Entnahmezeit
Die Zeit, die benötigt wird, um das gegossene Teil aus der Form zu entnehmen. Dazu gehört die Zeit, die benötigt wird, um das Teil herauszuschieben und die Zeit, die der Roboter benötigt, um es zu greifen.
Die wichtigsten Möglichkeiten zur Verkürzung des Formgebungszyklus
Der Hauptgrund für den Einsatz von Hochgeschwindigkeits-Automatikformen ist die Verkürzung des Spritzgießzyklus bis an die Grenze der Spritzgießen die Plastifizierkapazität der Maschine, um die Qualität der Kunststoffteile zu verbessern, Arbeitskräfte zu sparen und die Produktionseffizienz zu steigern. Die wichtigsten Möglichkeiten zur Verkürzung des Spritzgießzyklus sind die folgenden.

Injektionszeit verkürzen
Zeit für die Injektion: Die Einspritzzeit umfasst die Einzugszeit und die Haltezeit. Die Einzugszeit bezieht sich auf die Zeit, in der die Schnecke schnell vorrückt, um das plastifizierte geschmolzene Material in die Form zu drücken. Die zum Füllen des Formhohlraums erforderliche Zeit beträgt in der Regel 3 bis 5 Sekunden.
Bei Kunststoffteilen mit hoher Schmelzeviskosität und schneller Abkühlung sollte das Schnellspritzverfahren eingesetzt werden, um die Einzugszeit der Schmelze zu verkürzen. Die Nachdruckzeit bezieht sich auf die Verweilzeit nach dem Schneckenvorschub und dem Einspritzen, d. h. auf die konformen Kühlkanäle der in die Kavität eintretenden Schmelze und die Versorgungszeit des Einspritzdrucks.
Während dieser Einspritzzeit ist der Zeitanteil relativ groß, in der Regel etwa 20 bis 120 s. Die Form des Kunststoffteils ist einfach, die Form ist klein, und die Haltezeit ist kurz. Wenn das Kunststoffteil groß und die Wandstärke groß ist, ist die Haltezeit länger.
Um die Einspritzzeit zu verkürzen, müssen Sie einen höheren Einspritzdruck verwenden, um die Schmelzefüllzeit zu verkürzen. Dies erfordert die Verwendung von Anschnitten mit kleineren Querschnittsflächen, wie z. B. Punktanschnitte und Seitenanschnitte.
Da diese Anschnitte eine kleine Querschnittsfläche haben, erzeugt das erstarrte Material beim Durchgang eine hohe Scherrate und neue Wärme durch die Hochgeschwindigkeitsreibung, wodurch die Fließfähigkeit des geschmolzenen Materials erhöht wird und das Material den Hohlraum schnell füllt.
Zu diesem Zweck sollte der Angusskanal so kurz wie möglich sein. Wird ein anschnittloses oder Heißkanal-Anschnittsystem verwendet, kann das vordere Ende der Düse direkt mit dem Anschnitt in Berührung kommen, was den Strömungswiderstand erheblich verringert und die Einspritzzeit verkürzt.
Halten Sie alle Teile der geformten Teile auf einer geeigneten Temperatur. Während des Einspritzvorgangs sinkt die Temperatur des geschmolzenen Kunststoffs aufgrund der Wärmeableitung durch den Angusskanal und den Formkörper allmählich ab, so dass der Endhohlraum unvollständig ist.
Um dieses Phänomen zu vermeiden, sollte die Temperatur der Form am Ende des Prozesses höher sein, und die Temperatur der Form sollte in den Bereichen, in denen Schweißnähte auftreten können, etwas höher sein, um Schweißnähte zu vermeiden.

Aus diesem Grund werden manchmal lokale Beheizungsmethoden verwendet, oder die Dichte der zirkulierenden Wasserkanäle wird zum Wärmeausgleich verwendet, d. h. der Auslass des zirkulierenden Wasserkanals wird am Ende des Prozesses eingestellt (die Wassertemperatur am Auslass des Wasserkanals ist höher als am Einlass), um den Ausgleich der Formtemperatur zu regulieren und die Fließfähigkeit des geschmolzenen Materials am Ende des Gießens zu gewährleisten.
Installieren Sie die erforderlichen Entlüftungs- und Überlaufvorrichtungen. Beim Hochgeschwindigkeitsgießen ist der Einspritzdruck hoch und der geschmolzene Kunststoff füllt die Kavität schnell. Wenn die Luft in der Kavität nicht schnell und rechtzeitig abgelassen werden kann, beeinträchtigt dies die Qualität des Kunststoffteils und verursacht Einspritzfehler. Daher sollte dies bei der Konstruktion in vollem Umfang berücksichtigt werden.
Gegebenenfalls sind Absaugrillen einzurichten. Generell sind an der Trennfläche und am Ende jedes Prozesses geeignete Abluftnuten und notwendige Überlaufvorrichtungen anzubringen.
Verkürzung der Abkühl- und Erstarrungszeit der Schmelze
Abkühlzeit: Die Abkühlzeit ist die Zeit, die das Kunststoffteil benötigt, um nach dem Einspritzen der Schmelze abzukühlen und zu erstarren. Die Kühlzeit hängt von der Dicke des Kunststoffteils, den Materialeigenschaften und der Werkzeugtemperatur ab.

Im Allgemeinen gilt: Je kürzer die Abkühlzeit, desto besser, solange sich das Kunststoffteil bei der Entformung nicht verformt. Die Abkühlzeit von Kunststoffteilen liegt in der Regel zwischen 30 und 120 Sekunden.
Die Abkühl- und Erstarrungszeit der Schmelze macht einen großen Teil des Einspritzvorgangs aus. Daher sind die Verbesserung der Kühleffizienz des Werkzeugs und die Verkürzung der Kühl- und Erstarrungszeit eine der effektivsten Möglichkeiten zur Verkürzung des Spritzgießzyklus.

Verbesserung der gesamten Kühleffizienz der Form. Im Allgemeinen wird die Kühlung des Formkörpers dadurch erreicht, dass das Wasser im Wasserkreislauf die Wärme abführt, um die Form zu kühlen.
Nach der Einrichtung eines guten Kühlkreislaufs besteht das wichtigste Problem darin, den Durchfluss des Kühlwassers zu erhöhen und zu versuchen, den Temperaturunterschied zwischen dem Auslass und dem Einlass des Kühlwassers zu verringern, insbesondere bei automatisierten Hochgeschwindigkeitsformen sollte der Temperaturunterschied zwischen dem Auslass und dem Einlass innerhalb von 3 °C liegen.

Die Methode der Parallelschaltung des Kühlwasserkanals ist effektiver, vor allem im Sommer, wenn Leitungswasser verwendet wird, sollte eine spezielle Kühlwasser-Kühl- und Fördervorrichtung eingerichtet werden. Seine Funktion besteht darin, dass das Wasser, das aus dem Auslass des Wasserkanals des Formkörpers fließt, eine bestimmte Temperatur hat.
Nach der Abkühlung durch die Kühleinrichtung fließt das Wasser mit einer speziellen Wasserpumpe in den Einlass des Wasserkanals, wodurch die Kühleffizienz verbessert werden kann und das Wasser wiederverwendet werden kann, um Wasser zu sparen.
Der Kühlwasserkreislauf wird so nah wie möglich an das Kunststoffformteil herangeführt, und an der Seitenwand wird eine stufen- oder grobgewindeförmige Strömungsblockierung angebracht. Zu diesem Zeitpunkt stößt der Kühlwasserstrom beim Rücklauf auf das Stufenteil und entzieht dem Kern Wärme.
Das Kühlwasser, das die Wärme abführt, spritzt am Stufenteil auf und kollidiert mit dem einströmenden Kühlwasser, wodurch die Kontaktfläche zwischen dem Kühlwasser und dem Kernkörper vergrößert und die Kühlwirkung erhöht wird.
Wenn die gewünschte Kernform schlank ist, steigt die Temperatur während des Formens leicht an, da das Kernvolumen klein ist, und es ist nicht einfach, die Wärme abzuleiten und abzukühlen, was sich stark auf den Formgebungszyklus auswirkt, und es muss eine Kühlvorrichtung eingerichtet werden.
Wenn der Kühlwasserkanal jedoch nicht von innen eingerichtet werden kann, kann eine Berylliumkupferlegierung mit guter Wärmeleitfähigkeit gewählt werden.
Um eine ausgewogene Kühlung von automatisierten Hochgeschwindigkeitsformen zu erreichen, sind manchmal lokale Kühlung und lokale Erwärmung in einem bestimmten Teil erforderlich. Beim automatisierten Hochgeschwindigkeitsformen kann das Problem der Kühlung des Angusses nicht ignoriert werden.
Wenn das Kaltkanalsystem für das Gießen verwendet wird, verlängert sich die Kühlzeit, da der Haupt- und der Nebenkanal relativ groß sind, und damit auch der Gießzyklus. Daher ist es notwendig, einen Kühlkreislauf am Angusskanal einzurichten.

Verkürzung der Hilfszeit
Die Hilfszeit ist die Zeit im Formgebungszyklus, mit Ausnahme der Zeit für das Halten des Einspritzdrucks und des Abkühlungs- und Erstarrungsprozesses, d. h. die Zeit vom Öffnen bis zum Schließen der Form.
Während dieser Zeit werden die Kunststoffteile und das gegossene Kondensat entformt, so dass sie automatisch aus der Form fallen, die Ablagerungen im Formbereich des Formkörpers werden entfernt, und die beweglichen Teile werden während des Schließvorgangs der Form zurückgesetzt.

Der Zeitanteil, den sie beanspruchen, ist nicht groß, aber beim automatisierten Hochgeschwindigkeitsgießen zählt jede Sekunde. Um die Hilfszeit zu verkürzen, wird häufig die Methode des Druckluftblasens angewandt, um Ablagerungen vor dem Schließen der Form automatisch zu entfernen.
Hochgeschwindigkeits-Spritzgießmaschine verwenden
Die Spritzgießen Maschine umfasst die folgenden Schritte: Schmelzen des Kunststoffs, Spritzgießen, Öffnen der Form, Schließen der Form und Entformen. Die Funktion der Spritzgießmaschine selbst ist einer der Hauptgründe, die die Zykluszeit des Spritzgießens beeinflussen. Hochgeschwindigkeits-Spritzgießmaschinen haben viele Vorteile in Bezug auf die Geschwindigkeit.

Halten Sie die Formstruktur einfach und leicht zu verarbeiten, mit anderen Worten, gestalten Sie die Form so einfach wie möglich. Die meisten Formen können auf verschiedene Weise gestaltet werden, und es gibt viele Möglichkeiten der Entformung. Eine vereinfachte Formkonstruktion kann die Zykluszeit des Spritzgießens verkürzen.
Verwenden Sie ein gutes Wärmeableitungssystem.
Kühlen Sie die Form mit kaltem Wasser ab. Neben der Zeitverschwendung während des Spritzgießprozesses nimmt die Kühlung auch einen Großteil der Zykluszeit des Spritzgießens in Anspruch. Die Verwendung von Kühlwasser mit niedriger Temperatur und die schnelle Durchleitung des Kühlwassers durch das Kühlsystem können also dazu beitragen, die Zykluszeit während des Spritzgießprozesses zu verkürzen.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass die wichtigsten Möglichkeiten zur Verkürzung des Spritzgießzyklus darin bestehen, die Einspritzzeit zu verkürzen, die Abkühl- und Erstarrungszeit der Schmelze zu verkürzen, eine Hochgeschwindigkeits-Spritzgießmaschine einzusetzen und ein gutes Wärmeableitungssystem zu verwenden.

Dies trägt dazu bei, die Herstellungskosten von Kunststoffteilen zu senken. Und ermöglichen die Spritzgießen Maschine mehr Produkte zur gleichen Zeit bei gleichem Energieverbrauch herstellen.







