 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist ein gängiges Herstellungsverfahren, bei dem Kunststoffmaterial in Formen gespritzt und dann durch Erhitzen und Abkühlen verformt wird, um die endgültige Form zu erhalten. Während des Spritzgießens kann es jedoch zu Verzug kommen, was die Qualität des Produkts und die Effizienz der Produktion beeinträchtigt.
Von Verformung spricht man, wenn die Form des spritzgegossenen Produkts von der Form des Formhohlraums abweicht. Dies ist einer der häufigsten Fehler bei Kunststoffprodukten. Es gibt viele Gründe für Verzug, und die Verwendung von Prozessparametern allein reicht in der Regel nicht aus, um ihn zu beheben. Dieser Artikel befasst sich mit den Ursachen von Verzug in Spritzgießen und wie man sie lösen kann.

I. Ursachen für Verzug bei spritzgegossenen Produkten
1. Faktoren der Spritzgießmaschine
1.1 Temperatur des Fasses
Wenn die Zylindertemperatur zu niedrig ist, ist die Schmelzetemperatur niedrig, und bei der Formgebung mit hohen Geschwindigkeiten entstehen erhebliche Restschubspannungen, die nicht rechtzeitig abgebaut werden können, was zu Verzug führt.
Eine Erhöhung der Temperatur verringert den Verzug. Die Temperatureinstellung kann sich an den Empfehlungen des Materialherstellers orientieren. Die Zylindertemperatur ist in hintere, mittlere, vordere und Düsenbereiche unterteilt. Die Temperatureinstellung sollte von hinten nach vorne allmählich ansteigen, mit einem Anstieg von 6°C pro Zone. Falls erforderlich, kann die Temperatureinstellung für den Düsenbereich oder den vorderen Bereich auf die gleiche Temperatur wie für den mittleren Bereich eingestellt werden.

1.2 Düsentemperatur
Der Kunststoff absorbiert die durch die Heizung freigesetzte Wärme und die Reibungswärme, die durch die Relativbewegung der Kunststoffmoleküle aufgrund der Schneckenrotation im Zylinder entsteht. Die letzte Heizzone im Zylinder ist die Düse, und die Schmelze sollte hier die ideale Temperatur erreichen, aber sie sollte mäßig erhitzt werden, um den optimalen Zustand zu erhalten. Ist die Düsentemperatur nicht hoch genug eingestellt, wird durch den Kontakt zwischen Düse und Werkzeug zu viel Wärme abgeführt, wodurch die Schmelzetemperatur sinkt, was zu Verzug führt. Im Allgemeinen sollte die Temperatur der Düsenzone 6 °C höher als die Temperatur der vorderen Zone eingestellt werden.
1.3 Schmelzetemperatur zu niedrig und/oder Einspritzdruck zu hoch
Schmelzetemperatur und Einspritzdruck sind zwei wichtige Faktoren, die den Verzug beim Kunststoffspritzen beeinflussen. Wenn die Schmelzetemperatur zu niedrig und/oder der Einspritzdruck zu hoch ist, treten hohe Eigenspannungen auf, die zu Verzug führen. Um den Verzug zu reduzieren, sollten Sie die Schmelzetemperatur so hoch wie möglich und den Einspritzdruck so niedrig wie möglich einstellen.

1.4 Packungsdruck oder Packungszeit nicht korrekt
Wenn Sie zu stark packen, kommt es zu zusätzlichen Scherspannungen durch den zusätzlichen Fluss und zu zusätzlichen Druckspannungen durch den Kunststoff, wodurch sich das Teil verziehen kann.
Wenn Sie zu weich packen, kommt es zu einem Rückfluss am Anschnitt, was zu Scherspannungen durch die Strömung und zu großen Unterschieden in der Zug- und Druckspannung durch den großen Unterschied in der Schrumpfungsrate zwischen der Mitte des Teils (niedriger Druck) und der Außenseite des Teils (hoher Druck) führt. Nachdem die Schraube den Boden erreicht hat, sollten Sie sie mindestens 2 Sekunden lang festhalten, um die Packung zu halten.
Ist die Packzeit zu kurz, kommt es beim Rückzug der Schnecke zu einem Rückfluss in der Nähe des Anschnitts, was zu erheblichen Eigenspannungen und Verzug führt. Der Packungsdruck sollte moderat sein, und die Packungszeit sollte verlängert werden, bis der Anschnitt erstarrt.
1.5 Verweilzeit Unzulässig
Wenn die Verweilzeit zu kurz ist, ist die Schmelzetemperatur niedrig, und selbst wenn der Formhohlraum kaum gefüllt ist, kann der Kunststoff beim Verpacken nicht verdichtet werden. Beim Abkühlen ist zu viel Platz für die Rotation, was zu Verzug führt.
Das Verhältnis von Schuss zu Schuss zwischen Schrotgewicht und Laufmaterial sollte zwischen 1/1,5 und 1/4 liegen.
1.6 Einspritzdruck zu hoch
Wenn man zu stark spritzt, geraten die Moleküle durcheinander. Sie ordnen sich nicht richtig an, und sie ordnen sich nicht in jedem Teil des Kunststoffs auf die gleiche Weise an. Dadurch wird der Kunststoff gestresst und verformt.
1.7 Schmelztemperatur zu hoch
Ist die Schmelzetemperatur zu hoch, sinkt die Temperatur während des Formens und Erstarrens stark ab, so dass sich während des schnellen Abkühlens große innere Spannungen aufbauen, die zu einer Verformung des Produkts führen.

1.8 Unzureichender Auswurfswinkel
Wenn die Form keinen ausreichenden Auswurfwinkel hat, brauchen Sie viel Kraft, um das Teil herauszubekommen. Das kann zu viel Spannung im Inneren des Teils verursachen und dazu führen, dass es sich verzieht.
1.9 Unzulässige Zykluszeit
Wenn die Abkühlzeit zu kurz ist, ist der Kunststoff noch weich und kann sich verziehen, wenn Sie ihn auswerfen und ohne Zwang schrumpfen lassen. Verlängern Sie die Abkühlzeit, bis der Kunststoff fest genug ist.
1.10 Unzureichende Verpackung
Wenn Sie nicht genug einpacken, befindet sich nicht genug Kunststoff im Formhohlraum. Wenn der Kunststoff abkühlt und zu viel Spielraum hat, wird er sich verziehen. Nachdem die Schraube auf den Boden gedrückt wurde, sollte sie dort mindestens 2 Sekunden lang verbleiben, um sicherzugehen, dass die Schraube dicht ist, und sie sollte mindestens 3 mm dick sein.
1.11 Ungleiche Verteilung der Kernstifte
Wenn Sie nicht genügend Kernstifte haben, wird sich das Produkt verziehen, weil die Belastung beim Auswerfen nicht gleichmäßig verteilt wird.

2. Schimmel-Faktoren
2.1 Große Temperaturdifferenz zwischen Hohlraum und Kern
Wenn Hohlraum und Kern einen großen Temperaturunterschied aufweisen, ist die Restschubspannung beim Abkühlen asymmetrisch, was zu einem großen Biegemoment und Verzug führt.
Wenn Sie das Kühlungsdesign ändern, um den Temperaturunterschied zwischen Hohlraum und Kern zu verringern, können Sie den Verzug reduzieren.
2.2 Niedrige Formtemperatur
Wenn die Formtemperatur zu niedrig ist, ist die Restschubspannung groß, und es bleibt nicht genug Zeit, sie abzubauen, was zu Verzug führt. Eine Erhöhung der Formtemperatur kann den Verzug verringern.
Die Anfangstemperatur der Form kann entsprechend den Empfehlungen des Materialherstellers eingestellt werden. Jedes Mal, wenn die Formtemperatur angepasst wird, sollte sie um 6 °C erhöht werden, und es sollten 10 Aufnahmen gemacht werden. Nachdem die Formungsbedingungen stabil sind, kann die Einstellung entsprechend den Ergebnissen vorgenommen werden.

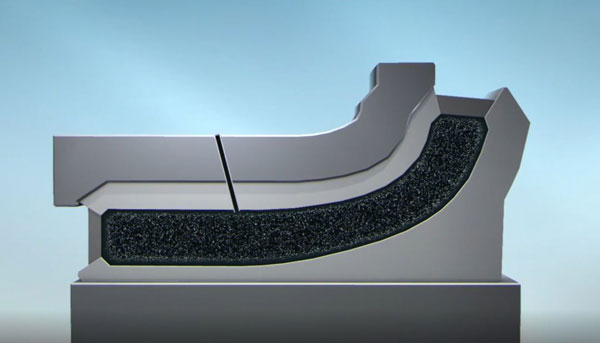
2.3 Großer Unterschied in der Hohlraumdicke
Hier geht es um das Produktdesign, bei dem dünne Bereiche zuerst abkühlen, gefolgt von dicken Bereichen. Ein großer Unterschied in der Dicke bedeutet einen großen Unterschied in der Volumenschrumpfungsrate und der Eigenspannung. Wenn die Eigenspannung stärker ist als die Festigkeit des Teils, verzieht es sich. Wenn das Produkt hohen Temperaturen oder anderen ungünstigen Umgebungsbedingungen ausgesetzt wird, können Eigenspannungen freigesetzt werden, und es verzieht sich. Die grundsätzliche Lösung besteht darin, das Produkt so zu konstruieren, dass es die gleiche Dicke hat, mit dem geringsten Unterschied in der Volumenschrumpfungsrate während der Abkühlung, so dass es die geringste Eigenspannung und den geringsten Verzug gibt.
2.4 Unvernünftige Torgestaltung
Die Formteilqualität wird bei Teilen unterschiedlicher Form und Größe stark von der Position und Art des Anschnitts beeinflusst. Die Verwendung eines seitlichen Anschnitts oder eines Stiftanschnitts für ringförmige Teile führt beispielsweise zu einem ungleichmäßigen Schmelzefluss und damit zu Verzug.

2.5 Unzureichende Formfestigkeit
Wenn die Form nicht stabil genug ist, verformt sie sich unter dem hohen Druck des Kunststoffs beim Gießen, und die Teile verziehen sich.
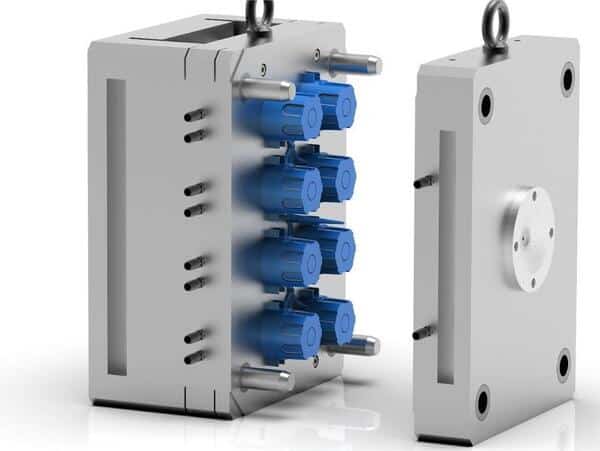
2.6 Unzulässige Anzahl oder Position von Gates
Wenn Sie die Anschnitte an der falschen Stelle anbringen oder nicht genügend Anschnitte vorhanden sind, muss der Kunststoff zu weit fließen und lässt sich nur schwer durchdrücken. Dadurch werden die Kunststoffmoleküle gedehnt und gequetscht, was zu Spannungen im Bauteil führt. Diese Spannung verschwindet nicht, wenn der Kunststoff abkühlt, und das Teil verzieht sich. Wenn in der Nähe des Anschnitts ein hoher Druck herrscht, schrumpft der Kunststoff nicht sehr stark. Wenn der Druck am Ende der Füllung niedrig ist, schrumpft der Kunststoff sehr stark. Wenn der Unterschied in der Schrumpfung zwischen der Vorder- und der Rückseite des Teils groß ist, verzieht sich das Teil. Sie sollten das richtige Verhältnis von Fließlänge zu Dicke für das von Ihnen verwendete Material verwenden.
Die Bestimmung der Anschnittposition sollte nach dem Prinzip der gleichmäßigen Füllung erfolgen. Das heißt, die Ankunftszeit jeder Schmelzwellenfront am Ende der Kavität und die Bildung der Schmelzlinie sollten im Wesentlichen gleich sein. Die Füllung sollte dick beginnen und dünn enden, und die Füllung sollte gestoppt werden, wenn sie auf unmittelbaren Widerstand stößt, um Spritzwasser zu vermeiden. Dies kann Eigenspannungen und Verzug reduzieren.

2.7 Zu kleine oder/und zu lange Tore, Läufer oder/und Angüsse
Wenn Ihre Anschnitte, Angüsse oder Angüsse zu klein oder zu lang sind, erhöht sich der Fließwiderstand, was bedeutet, dass Sie den Einspritzdruck erhöhen müssen. Dadurch werden die Kunststoffmoleküle gedehnt und gequetscht und es kommt zu mechanischen Spannungen, die zu erheblichen Eigenspannungen und Verzug führen.
2.8 Ungleichmäßiger Auswurf
Wenn Sie Ihre heißen Teile nicht gleichmäßig auswerfen, werden sie sich verziehen. Überprüfen Sie also Ihr Auswurfsystem und nehmen Sie gegebenenfalls Anpassungen vor. Halten Sie alle beweglichen Teile gut geschmiert. Verwenden Sie bei großen Formen Führungsstifte, damit sie nicht durch ihr Eigengewicht in der Mitte durchhängen.
2.9 Ungleichmäßige Kühlung
Wenn die Form nicht richtig abkühlt, werden auch die Kunststoffteile nicht richtig abkühlen. Das heißt, sie werden sich verziehen. Wenn zum Beispiel der Kern heißer ist als die Formwand, biegt sich das Teil nach der Entnahme aus der Form zum Kern hin.
3. Rohstoff-Faktoren
Die Fließfähigkeit ist ein Problem. Bei dünnwandigen Formen ist es naheliegend, einen Kunststoff zu wählen, der leicht fließt. Leicht fließende Kunststoffe sind jedoch oft nicht stabil genug, und selbst wenn keine großen Eigenspannungen auftreten, kann es zu Verzug kommen. Sie sollten einen Kunststoff wählen, der leicht fließt, aber nicht zu viel fließt.
4. Bediener-Faktoren
Schlechte Angewohnheiten. Wenn die Bediener die ausgeworfenen Teile an der falschen Stelle ablegen, können sich die Teile verziehen. Die Bediener müssen immer wieder darauf hingewiesen werden, wie wichtig gute Umformgewohnheiten sind und wie schlecht es ist, wenn die Umformzyklen uneinheitlich sind.
Die Bediener müssen zwischen den Schichten angemessene Pausen einlegen, damit sie nicht müde werden und Fehler machen.
Der Einsatz von Robotern und anderen Automatisierungsmitteln ist eine Möglichkeit, gleichmäßige Umformzyklen zu erreichen.

5. Andere
5.1 Einfluss der Plastifizierungsstufe auf die Verformung der Produkte
In der Plastifizierungsphase geht das glasartige Granulat in einen klebrigen, fließfähigen Zustand über, den Sie zum Füllen der Form benötigen. Dabei kann es zu Spannungen im Kunststoff kommen, weil die Temperatur in der Mitte des Kunststoffs anders ist als an der Außenseite. Außerdem können sich die Moleküle durch den Druck und die Geschwindigkeit, mit der der Kunststoff in die Form geschossen wird, so anordnen, dass sich der Kunststoff verzieht.
5.2 Auswirkung der Füll- und Abkühlphasen auf die Verformung der Produkte
Wenn Sie Kunststoffteile mit Spritzgießenmüssen Sie die Form mit geschmolzenem Kunststoff füllen. Dann kühlt der Kunststoff ab und wird in der Form fest. Dies ist ein sehr wichtiger Teil des Spritzgießens. Die Temperatur, der Druck und die Fließgeschwindigkeit des Kunststoffs wirken sich darauf aus, wie gut die Teile sind und wie schnell man sie herstellen kann. Wenn der Druck hoch ist und der Kunststoff schnell fließt, wird der Kunststoff in Fließrichtung gedehnt. Er wird auch in die Richtung gedehnt, die nicht der Fließrichtung entspricht. Dies wird als "Gefriereffekt" bezeichnet. Der "Einfriereffekt" bewirkt, dass die Kunststoffteile im Inneren Spannungen aufweisen. Die Temperatur führt auch dazu, dass sich die Kunststoffteile verbiegen.

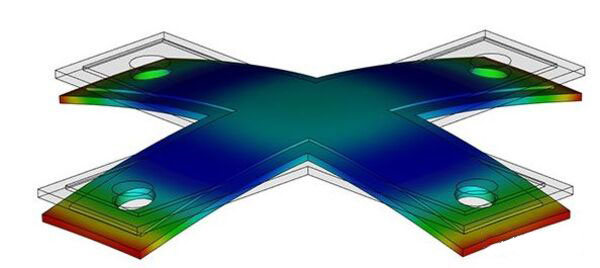
(1) Der Temperaturunterschied zwischen der Ober- und Unterseite des Teils kann zu thermischen Spannungen und Verformungen führen.
(2) Temperaturunterschiede zwischen verschiedenen Bereichen des Werkstücks führen zu einer ungleichmäßigen Schrumpfung zwischen diesen Bereichen.
(3) Unterschiedliche Temperaturbedingungen beeinflussen die Schrumpfungsrate von Kunststoffteilen.
5.3 Einfluss der Entformungsphase auf die Verformung der Produkte
Wenn die Kunststoffteile entformt und auf Raumtemperatur abgekühlt sind, befinden sie sich meist in einem glasartigen Zustand. Wenn die Entformungskraft ungleichmäßig ist, die Bewegung des Ausstoßmechanismus instabil ist oder die Entformungsfläche ungeeignet ist, kann es leicht zu einer Verformung des Produkts kommen. Darüber hinaus werden die während der Füll- und Abkühlphase im Teil eingefrorenen Spannungen aufgrund des Verlusts äußerer Zwänge in Form von Verformungen freigesetzt, was zu Verformungen führt.
5.4 Einfluss der Schrumpfung spritzgegossener Produkte auf die Verformung
Der Hauptgrund, warum sich spritzgegossene Produkte verziehen, ist die ungleichmäßige Schrumpfung der Teile. Wenn Sie die Schrumpfung, die beim Füllen der Form auftritt, nicht berücksichtigen, weicht die Form der Teile stark von Ihren Vorstellungen ab, und sie können so verzogen sein, dass Sie sie nicht verwenden können. Neben dem Verzug, der beim Füllen der Form auftritt, führen auch Temperaturunterschiede zwischen Ober- und Unterseite der Form dazu, dass die Teile unterschiedlich schrumpfen und sich dadurch verziehen.
Bei der Analyse des Verzugs geht es nicht um die Schrumpfung selbst, sondern um den Unterschied in der Schrumpfung. Während der SpritzgießprozessDie Anordnung der Polymermoleküle entlang der Fließrichtung führt zu einer größeren Schwindung in Fließrichtung als in der senkrechten Richtung, was zu einer Verzugsverformung der Spritzgussteile führt. Gleichmäßige Schrumpfung führt nur zu einer Volumenänderung der Kunststoffteile, während ungleichmäßige Schrumpfung eine Verzugsverformung bewirkt. Bei kristallinen Kunststoffen ist der Unterschied in der Schrumpfungsrate zwischen der Fließrichtung und der senkrechten Richtung wesentlich größer als bei nicht kristallinen Kunststoffen, und die höheren Schrumpfungsraten in Verbindung mit der anisotropen Schrumpfung führen bei kristallinen Kunststoffteilen zu einer wesentlich stärkeren Tendenz zur Verformung.
5.5 Auswirkung der thermischen Eigenspannung auf die Verformung der Produkte
Bei der Herstellung von Produkten im Spritzgussverfahren kann die Hitze alles durcheinander bringen. Sie kann dazu führen, dass sich Ihre Teile verziehen und schlecht aussehen.
II. Lösungen für den Verzug von spritzgegossenen Produkten
Um die oben genannten Probleme zu beheben, können Sie diese Methoden ausprobieren, um das Problem der Verformung von spritzgegossenen Produkten zu lösen:
1. Einspritztemperatur einstellen
Die Änderung der Einspritztemperatur ist eine gute Möglichkeit, das Problem des Verzugs von Spritzgusserzeugnissen zu lösen. Durch Änderung der Einspritztemperatur kann die Wärme gleichmäßig auf alle Teile verteilt werden, was den Verzug von Spritzgussprodukten verringern kann.
2. Rationale Struktur der Spritzgussform entwerfen
Bei der Entwicklung von Spritzgusserzeugnissen müssen wir auf die Gestaltung von Strukturen wie Wandstärke und Oberfläche achten. Eine gute Struktur für ein spritzgegossenes Produkt kann die Verformung des spritzgegossenen Produkts reduzieren.

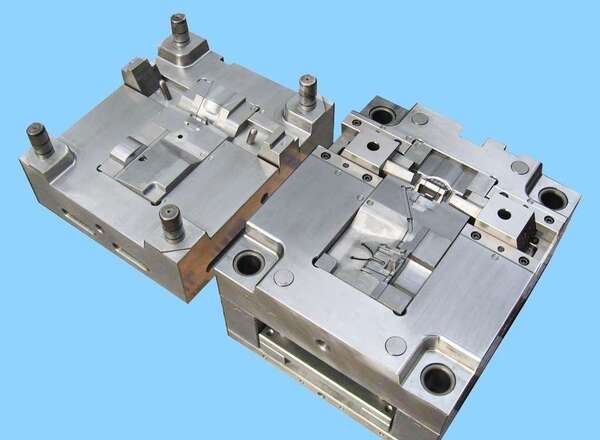
3. Optimieren Sie die Form
Die Form ist einer der Schlüsselfaktoren, die die Genauigkeit und Verformung von Spritzgussprodukten bestimmen. Daher ist es notwendig, die Form zu optimieren. Durch die Auswahl geeigneter Materialien und Herstellungsverfahren kann die Genauigkeit der Form gewährleistet werden. Darüber hinaus sollte auf die Wartung und Instandhaltung der Form während des Gebrauchs geachtet werden.
4. Spritzgießausrüstung verwenden
Der Einsatz effizienter Spritzgießmaschinen kann das Problem der Verformung von Spritzgussprodukten wirksam lösen. Effiziente Spritzgießmaschinen können die Gleichmäßigkeit der Einspritztemperatur verbessern und das Auftreten von Verformungen während des Einspritzens verringern.

Ⅲ. Schlussfolgerung
Es gibt viele Faktoren, die sich auf die Verformung spritzgegossener Produkte auswirken, darunter die Struktur der Form, die thermischen und physikalischen Eigenschaften der Kunststoffe sowie die Bedingungen und Parameter der Spritzgießprozess. Daher muss die Erforschung des Verformungsmechanismus von Spritzgussprodukten verschiedene Faktoren wie den gesamten Umformprozess und die Materialeigenschaften umfassend berücksichtigen.







