 Zum Inhalt springen
Zum Inhalt springen 
Kundenspezifisches PPA-Spritzgießen
PPA ist ein teilkristalliner Thermoplast, und Spritzgießen ist ein gängiges Verfahren zur Herstellung von PPA-Teilen.

Ressourcen für den vollständigen Leitfaden zum PPA-Spritzgießen
Was ist PPA?

PPA ist ein Hochleistungsmaterial auf Nylonbasis, das viele gute Eigenschaften aufweist. Es zeichnet sich durch hohe chemische Beständigkeit, geringen Verzug, ausgezeichnete Hitzebeständigkeit, Kriechfestigkeit, Barriereeigenschaften, Festigkeit und Steifigkeit bei hohen Temperaturen sowie Ermüdungsfestigkeit aus. Außerdem ist es feuchtigkeitsempfindlich, formstabil und hat gute physikalische Eigenschaften. PPA ist teilkristallin, absorbiert Feuchtigkeit und ist undurchsichtig, was es für den Kunststoffspritzguss geeignet macht. Die meisten PPA-Typen enthalten Glas- oder Mineralfüllstoffe, um sie bei hohen Temperaturen steifer zu machen. Daher wird PPA oft anstelle von Metallen oder teureren Thermoplasten verwendet. Die Glasübergangstemperatur von PPA ist ebenfalls wichtig, da sie die Leistungsfähigkeit des Materials bei verschiedenen Anwendungen beeinflusst.
PPA ist ein teilkristallines aromatisches Polyamidharz. Es ist bekannt für seine Hochleistungseigenschaften. Es schließt die Lücke zwischen den technischen Polymeren mit geringer Leistung und den hochpreisigen Werkstoffen, was es zu einer attraktiven Option für eine breite Palette von Anwendungen macht, insbesondere in der Automobil- und Elektronikindustrie.
Welche Arten von PPA-Materialien gibt es?
PPA (Polyphthalamid) ist ein thermoplastisches Material, das für seine hohe Leistung, Hitzebeständigkeit und hervorragenden mechanischen Eigenschaften bekannt ist. Es gibt verschiedene Arten von PPA-Materialien, die auf der Grundlage ihrer chemischen Struktur, ihrer Leistung und ihrer Anwendungen kategorisiert werden. PPA kann auch mit verschiedenen Zusatzstoffen modifiziert werden, um die Leistung in bestimmten Umgebungen zu verbessern, oder mit anderen Polymeren gemischt werden, um Synergieeffekte zu erzielen. Hier sind die wichtigsten Arten von PPA-Materialien:
① Homopolymeres PPA: Dies ist der häufigste Typ, der aus einer einzigen Monomereinheit besteht. Es hat einen hohen Schmelzpunkt, eine hohe Kristallinität und hervorragende mechanische Eigenschaften.
② Copolymer PPA: Besteht aus zwei oder mehr Monomereinheiten. Es hat im Vergleich zu homopolymerem PPA einen niedrigeren Schmelzpunkt und eine geringere Kristallinität, verfügt aber dennoch über ausgezeichnete mechanische Eigenschaften.
③ Terpolymer PPA: Besteht aus drei oder mehr Monomereinheiten. Es hat einen niedrigeren Schmelzpunkt und eine geringere Kristallinität als Homopolymere und Copolymere, verfügt aber dennoch über gute mechanische Eigenschaften.
④ Halb-aromatisches PPA: Diese werden aus einer Kombination von aromatischen und aliphatischen Monomeren hergestellt. Seine Eigenschaften liegen zwischen aromatischen und aliphatischen PPAs.
⑤ Aliphatisches PPA: Aus aliphatischen Monomeren hergestellt, hat es einen niedrigeren Schmelzpunkt und eine geringere Kristallinität als aromatisches PPA, verfügt aber dennoch über gute mechanische Eigenschaften.
⑥ PPA-PEEK-Gemische: Gemischt mit PEEK (Polyetheretherketon), um die besten Eigenschaften beider Materialien zu kombinieren.
⑦ PPA-PEI-Mischungen: Gemischt mit PEI (Polyetherimid) für eine ausgewogene Leistung zwischen den beiden Materialien.
⑧ Flammhemmendes PPA: Mit Flammschutzmitteln formuliert, um spezifische Brandschutzanforderungen zu erfüllen.
⑨ Hochtemperatur-PPA: Entwickelt für Hochtemperaturumgebungen (bis zu 300°C/572°F) mit ausgezeichneter thermischer Stabilität.
⑩ Niedrigtemperatur-PPA: Hergestellt für niedrige Temperaturen (bis zu -200°C/-330°F) mit hoher Kältebeständigkeit.
⑪ Glasgefülltes PPA: Dem PPA werden Glasfasern hinzugefügt, die es viel stärker und steifer machen, so dass es z. B. für Autoteile geeignet ist.
⑫ Mineralgefülltes PPA: Wie glasgefülltes PPA, aber mit Mineralien (wie Talk oder Kalziumkarbonat), damit es nicht so stark schrumpft, wenn man etwas damit herstellt.

Was sind die Merkmale von Polyphthalamid (PPA)?
Polyphthalamid (PPA) ist ein Hochleistungskunststoff, der zur Familie der Polyamide gehört. Er hat eine teilkristalline Struktur und besteht aus aromatischen Verbindungen. Es verfügt über eine Reihe einzigartiger Eigenschaften, die es für anspruchsvolle Anwendungen, insbesondere in der Automobil- und Elektronikindustrie, prädestinieren.
1. Ausgezeichnete Hochtemperaturbeständigkeit:
PPA-Werkstoffe verfügen über hervorragende Hochtemperatureigenschaften und haben einen höheren Schmelzpunkt und eine höhere Wärmeformbeständigkeit als viele andere technische Kunststoffe. Der hohe Schmelzpunkt von PPA (bis zu 300°C/572°F) ermöglicht eine hohe Temperaturbeständigkeit ohne Beeinträchtigung der mechanischen Eigenschaften. Dadurch bleibt PPA auch bei hohen Temperaturen stabil und eignet sich daher für Teile, die hitzebeständig sein müssen.
2. Gute mechanische Eigenschaften:
PPA ist superstark, hart und kann einiges einstecken. Es ist sehr verschleißfest und kann Schläge einstecken, ohne zu brechen. Diese mechanischen Eigenschaften machen PPA perfekt für die Herstellung von Teilen, die viel Kraft und Stress aushalten müssen, weshalb es sich so gut für Hochleistungsprodukte eignet.
3. Hervorragende chemische Beständigkeit:
PPA ist chemisch sehr inert und resistent gegen Öle, Lösungsmittel, Säuren und Laugen. Selbst wenn es superheiß ist und unter starkem Druck steht, ist PPA immer noch sehr gut. Es ist auch sehr gut gegen Kraftstoffe, Öle und Chemikalien beständig, also perfekt für Dinge, bei denen man sich Sorgen machen muss, dass Chemikalien darauf gelangen.

4. Ausgezeichnete elektrische Isolierung:
PPA hat hervorragende elektrische Isolationseigenschaften und eignet sich daher hervorragend für die Herstellung von Isoliermaterialien für elektrische und elektronische Produkte. Es hat eine niedrige Dielektrizitätskonstante und einen geringen dielektrischen Verlust, wodurch es sich hervorragend für Hochfrequenzanwendungen eignet.
5. Gute Formbeständigkeit:
PPA-Materialien bieten eine hohe Dimensionsstabilität während der Verarbeitung und Verwendung und sind resistent gegen Verformung oder Verziehen. Selbst wenn sie Temperaturschwankungen oder Feuchtigkeit ausgesetzt sind, behalten sie ihre Form und Abmessungen bei, was sie ideal für die Herstellung von Teilen macht, die eine präzise Maßkontrolle erfordern.
6. Verarbeitungskapazitäten:
PPA-Materialien können mit herkömmlichen Methoden wie Spritzguss und Extrusion verarbeitet werden. Obwohl die Verarbeitungstemperatur von PPA relativ höher ist als die von Polyethylen und Polypropylen, können Sie mit den richtigen Verarbeitungsbedingungen dennoch hochwertige PPA-Produkte herstellen.
7. Wetterbeständigkeit:
PPA hat eine gewisse Witterungsbeständigkeit, aber seine UV-Beständigkeit ist möglicherweise nicht so gut wie die von Materialien, die speziell für Witterungsbeständigkeit entwickelt wurden. In den meisten Fällen ist die Witterungsbeständigkeit von PPA für allgemeine industrielle Anwendungen gut genug.
8. Umweltfreundlichkeit:
PPA-Materialien sind bei ihrer Herstellung und Verwendung nicht sehr umweltschädlich. Sie können recycelt und wiederverwendet werden, was der Umwelt zugute kommt. Außerdem enthalten PPA-Materialien keine schädlichen Stoffe für Menschen oder die Erde.
9. Geringe Feuchtigkeitsabsorption:
PPA nimmt kaum Feuchtigkeit auf, so dass es sich nicht ausdehnt oder seine Form verändert, wenn es nass wird.
10. Geringe Ausgasung:
PPA hat eine geringe Ausgasung, was es für Vakuum- oder Niederdruckanwendungen geeignet macht.
11. Hohe Schlagzähigkeit:
PPA ist sehr stoßfest und eignet sich daher gut für Anwendungen, die Stößen oder Vibrationen ausgesetzt sind.
12. Geringer Verzug:
PPA hat eine geringe Verformung, d. h. es behält seine Form bei und lässt sich nicht so leicht verziehen oder verbiegen.
13. Gute Schweißeignung:
PPA kann mit verschiedenen Schweißtechniken geschweißt werden und eignet sich daher gut für Anwendungen, die Verbindungen erfordern.
14. Geringe Rauch- und Abgasemissionen:
PPA hat eine geringe Rauch- und Abgasentwicklung und eignet sich daher für Anwendungen, bei denen die Luftqualität entscheidend ist.
Was sind die Eigenschaften von PPA?
PPA (Polyphthalamid) ist ein thermoplastisches, funktionelles Nylon mit sowohl teilkristalliner als auch amorpher Struktur. Es wird durch Polykondensation von Phthalsäure und o-Phenylendiamin hergestellt. PPA verfügt über ausgezeichnete umfassende Eigenschaften in Bezug auf Wärme, Elektrizität, Physik und chemische Beständigkeit.
| Eigentum | Metrisch | Englisch |
|---|---|---|
| Dichte | 1,10 - 3,80 g/cc | 0,0397 - 0,137 lb/in³ |
|
1,10 - 1,49 g/cc @Temperatur 325 - 325 ℃ |
0,0397 - 0,0538 lb/in³ @Temperatur 617 - 617 ℉ | |
| Wasserabsorption | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Viskosität |
6,00 - 27,0 cP @Temperatur 330 - 340 ℃ |
6,00 - 27,0 cP @Temperatur 626 - 644 ℉ |
|
6,00 - 27,0 cP @Last 1,20 - 2,16 kg |
6,00 - 27,0 cP @Load 2.65 - 4.76 lb | |
| Schmelzfluss | 5,00 - 80,0 g/10 min | 5,00 - 80,0 g/10 min |
| Härte, Rockwell M | 105 | 105 |
| Härte, Rockwell R | 100 - 127 | 100 - 127 |
| Zugfestigkeit, Streckgrenze | 24,8 - 307 MPa | 3600 - 44500 psi |
|
20,0 - 140 MPa @Temperatur 90,0 - 175 ℃ |
2900 - 20300 psi @Temperatur 194 - 347 ℉ | |
| Elektrischer spezifischer Widerstand | 0,0500 - 1,00e+17 Ohm-cm | 0,0500 - 1,00e+17 Ohm-cm |
| Oberflächenwiderstand | 10,0 - 8,10e+16 Ohm | 10,0 - 8,10e+16 Ohm |
| Dielektrizitätskonstante | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 @Temperatur 60,0 - 200 ℃ |
4.20 - 136 @Temperatur 140 - 392 ℉ | |
|
4.20 - 136 @Frequenz 1000 - 1.00e+6 Hz |
4.20 - 136 @Frequenz 1000 - 1.00e+6 Hz | |
| Dielektrische Festigkeit | 16,0 - 45,0 kV/mm | 406 - 1140 kV/in |
|
0,800 - 27,5 kV/mm @Temperatur 60,0 - 200 ℃ |
20,3 - 699 kV/in @Temperatur 140 - 392 ℉ | |
| Schmelzpunkt | 223 - 340 ℃ | 433 - 644 ℉ |
| Maximale Betriebstemperatur, Luft | 120 - 290 ℃ | 248 - 554 ℉ |
| Übertragung, Sichtbar | 20.0 - 38.0 % | 20.0 - 38.0 % |
| Verarbeitungstemperatur | 280 - 345 ℃ | 536 - 653 ℉ |
| Düsentemperatur | 280 - 345 ℃ | 536 - 653 ℉ |
| Schmelztemperatur | 240 - 360 ℃ | 464 - 680 ℉ |
| Temperatur der Form | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Trocknungstemperatur | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Feuchtigkeitsgehalt | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Taupunkt | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Einspritzdruck | 41,4 - 124 MPa | 6000 - 18000 psi |
Können PPA-Materialien spritzgegossen werden?

Ja, man kann PPA-Materialien (Polyphthalamid) spritzgießen. PPA ist ein teilkristalliner Thermoplast mit einigen guten Eigenschaften (wie hohe Wärmebeständigkeit, mechanische Festigkeit und Dimensionsstabilität), die ihn für dieses Herstellungsverfahren prädestinieren. In der Tat ist das Spritzgießen ein beliebtes Verfahren zur Herstellung von PPA-Teilen, da sich damit komplexe Formen und schöne Oberflächen herstellen lassen.
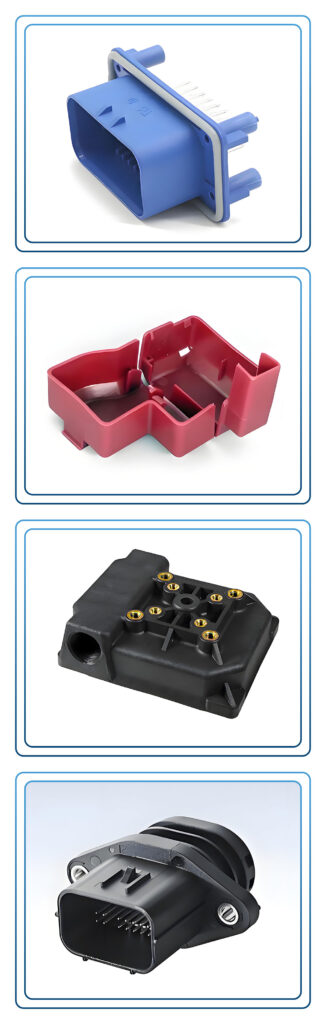
PPA wird in Hochleistungsanwendungen wie Automobilkomponenten (z. B. Thermostatgehäusen), elektrischen Steckern und Industrieteilen eingesetzt. Es schließt die Leistungslücke zwischen technischen Standardkunststoffen und hochpreisigen Spezialpolymeren und ist damit eine vielseitige Wahl für viele Branchen.
Aufgrund seines hohen Schmelzpunkts, seiner hohen Viskosität und seiner Neigung, sich während der Verarbeitung zu zersetzen, kann das Spritzgießen von PPA jedoch eine Herausforderung darstellen. Um diese Herausforderungen zu meistern, sind oft spezielle Anlagen und Verarbeitungstechniken erforderlich.
Was sind die wichtigsten Überlegungen beim PPA-Spritzgießen?
Bei der Verarbeitung von PPA (Polyphthalamid)-Materialien müssen Sie einige Dinge beachten, um sicherzustellen, dass Sie sie richtig verarbeiten und gute Teile erhalten. Hier sind einige der wichtigsten davon:

1. Materialeigenschaften:
① Formbeständigkeit: PPA behält seine Form und Größe, auch wenn es heiß oder feucht ist. Das ist wichtig, denn es bedeutet, dass die Teile, die Sie mit PPA herstellen, immer so zusammenpassen, wie sie es sollen.
② Mechanische Festigkeit: PPA ist stärker als viele andere Kunststoffe. Das bedeutet, dass es einer hohen Belastung standhalten kann und sich nicht so schnell abnutzt wie andere Materialien.
③ Hitzebeständigkeit: PPA ist hitzebeständig. Es schmilzt nicht und wird nicht schwach, wenn es heiß wird. Es ist also perfekt für Teile, die bei hohen Temperaturen arbeiten müssen.
④ Feuchtigkeitsabsorption: PPA saugt sich nicht mit Wasser voll wie ein Schwamm. Das bedeutet, dass es nicht größer wird oder seine Form verändert, wenn es nass wird. Das ist wichtig, denn es bedeutet, dass die Teile, die Sie mit PPA herstellen, immer so zusammenpassen, wie sie sollen, auch wenn es draußen regnet.
⑤ Chemische Beständigkeit: PPA ist beständig gegen alle Arten von Chemikalien, wie sie in Autos und Lösungsmitteln vorkommen. Das bedeutet, dass es sich hervorragend für Teile eignet, die an Orten eingesetzt werden, an denen es viele Chemikalien gibt.
2. Überlegungen zur Formgestaltung:
① Formenbau: Die Formgestaltung ist für die Herstellung guter Teile sehr wichtig. Man muss sich Gedanken darüber machen, wie dick die Wände sind, wie die Rippen gestaltet sind, wo der Anschnitt ist und wo die Kühlkanäle sind. Man muss sicherstellen, dass man die Teile schnell herstellen kann und keine Probleme wie Einfallstellen oder Verzug auftreten. PPA-Materialien können sich verziehen oder ihre Form verändern. Daher benötigen Sie möglicherweise ein spezielles Formdesign und eine spezielle Konstruktion, um sicherzustellen, dass die Teile richtig herauskommen und keine Probleme auftreten.
② Kühlungssysteme: Die Kühlung ist sehr wichtig, um die Form auf der richtigen Temperatur zu halten. Die Temperatur der Form wirkt sich darauf aus, wie schnell Sie Teile herstellen können und wie gut die Teile sind. Sie müssen sicherstellen, dass der Wasserdruck richtig ist und das Wasser in den Kühlkanälen umherfließt, damit die Form überall gleich abkühlt.
③ Werkzeugpräzision: Man muss sicherstellen, dass das Werkzeug richtig gemacht ist, damit die Teile richtig herauskommen. Man muss gute Materialien verwenden und die Form richtig herstellen, damit sie viele Teile herstellen kann und die Teile die richtige Größe haben.
3. Überlegungen zur Verarbeitung:
① Materialauswahl: Die Auswahl des richtigen PPA für die jeweilige Aufgabe ist entscheidend. Verschiedene PPAs haben unterschiedliche Eigenschaften, z. B. wie heiß sie werden, wie dick sie sind und wie sie sich gegenüber Chemikalien verhalten.
② Temperaturkontrolle: Der Kunststoff muss heiß genug sein, um in die Form zu fließen, aber nicht so heiß, dass er zerbricht.
③ Einspritzgeschwindigkeit und -druck: Sie müssen kontrollieren, wie schnell der Kunststoff in die Form fließt, damit Sie keine Löcher oder Teile erhalten, die sich nicht füllen.
④ Optimierung der Zykluszeit: Es ist wichtig, die Kühlzeit mit der Produktionseffizienz in Einklang zu bringen, um das Beste aus Ihrer Maschine herauszuholen und trotzdem gute Teile herzustellen.
⑤ Hochtemperatur-Ausrüstung: PPA-Materialien erfordern Hochtemperaturanlagen zum Schmelzen und Verarbeiten des Materials. Dazu gehören Hochtemperaturfässer, -düsen und -formen.
⑥ Hochdruck-Einspritzung: Die Hochdruckeinspritzung ist erforderlich, um sicherzustellen, dass sich die Form ordnungsgemäß mit PPA-Materialien füllt und ausfüllt.
⑦ Langsame Einspritzgeschwindigkeit: PPA-Materialien reagieren empfindlich auf die Einspritzgeschwindigkeit und müssen unter Umständen langsam eingespritzt werden, um eine Zersetzung zu verhindern und sicherzustellen, dass die Form richtig gefüllt wird.
⑧ Hohe Formtemperatur: PPA-Materialien benötigen hohe Formtemperaturen, um sicherzustellen, dass sich die Teile richtig verbinden und nicht verziehen oder verformt werden.
⑨ Kühlung: PPA-Materialien reagieren empfindlich auf Abkühlgeschwindigkeiten. Wenn Sie sie zu schnell abkühlen, können sich die Teile verziehen oder deformieren. Möglicherweise müssen Sie sie langsam abkühlen, um sicherzustellen, dass die Teile richtig geformt werden.
⑩ Entformen: PPA-Materialien neigen dazu, an Formen zu haften. Daher müssen Sie möglicherweise eine Art Trennmittel verwenden, um die Entnahme des Teils aus der Form zu erleichtern.
⑪ Verarbeitung nach dem Spritzgießen: PPA-Materialien müssen nach dem Spritzgießen möglicherweise zusätzlich bearbeitet werden, z. B. durch Glühen oder Spannungsarmglühen, um innere Spannungen zu beseitigen und die Leistungsfähigkeit des Teils zu erhöhen.
4. Anforderungen an die Bewerbung:
① Endverwendungsumgebung: Wenn Sie wissen, wofür das Teil verwendet werden soll, können Sie die richtige Art von Kunststoff auswählen und die Form so gestalten, dass das Teil seinen Zweck erfüllt, z. B. nicht bricht, wenn es getroffen wird, oder nicht vergilbt, wenn es in der Sonne liegt.
② Einhaltung gesetzlicher Vorschriften: Manchmal, vor allem bei der Herstellung von Teilen für die Medizin- oder Automobilbranche, muss man einen Kunststoff verwenden, der keine schädlichen Stoffe enthält oder sich nicht entzündet.
Herstellung von PPA-Spritzgussteilen
Leitfaden für die Herstellung von PPA-Spritzgussteilen

Ressourcen für den vollständigen Leitfaden für die PPA-Spritzgießfertigung
Wie man PPA-Spritzgießen durchführt: Eine Schritt-für-Schritt-Anleitung
Das PPA-Spritzgießen (Polyphthalamid) ist ein komplexer Prozess, der eine sorgfältige Planung, eine präzise Ausführung und eine spezielle Ausrüstung erfordert. Im Folgenden finden Sie eine Schritt-für-Schritt-Anleitung, die Ihnen beim PPA-Spritzgießen hilft:
1. Vorbereitung des Rohmaterials:
① Wählen Sie ein hochwertiges Rohmaterial: Stellen Sie sicher, dass das PPA-Harz sauber und trocken ist. Dies ist wichtig, um die gewünschte Leistung zu erhalten.
② Trocknung: PPA für das Spritzgießen muss auf weniger als 0,1% Feuchtigkeit getrocknet werden. Die übliche Trocknungstemperatur liegt bei 175°F, und die Trocknungszeit hängt davon ab, wie viel Feuchtigkeit es hat. Sie kann zwischen 4 und 16 Stunden betragen. Schauen Sie im Datenblatt des Harzlieferanten nach der richtigen Trocknungszeit, um sicherzustellen, dass Sie es richtig machen.
2. Vorbereitung der Form:
① Inspektion und Reinigung der Form: Die Oberfläche der Form sollte glatt und frei von Beschädigungen oder Substanzen sein, die den Gussprozess gefährden könnten.
② Auswahl der Formwerkstoffe: Da PPA hochtemperatur- und korrosionsbeständige Eigenschaften hat, sollten die Formwerkstoffe entsprechend ausgewählt werden, z. B. legierter Stahl oder warmverarbeitbarer Werkzeugstahl.
③ Entwurf des Kühlsystems: Stellen Sie sicher, dass ein geeignetes Kühlsystem in die Form integriert ist, z. B. Kühlkanäle, damit die Form schnell auf die optimale Formtemperatur abkühlen kann und die Produktionseffizienz verbessert wird.
3. Auswahl und Einstellung von Einspritzmaschinen:
① Maschinentyp: Bei der Auswahl einer Spritzgießmaschine sollten Sie die Eigenschaften des PPA-Kunststoffs sowie die Größe und Form des Produkts berücksichtigen. Es stehen drei Maschinentypen zur Auswahl: vertikale Injektion, horizontale Injektion und Rotationsinjektion.
② Tonnage und Kontrollsystem: Vergewissern Sie sich, dass der Einspritzdruck und die Schließkraft der Spritzgießmaschine den PPA-Formanforderungen entsprechen. Es wird empfohlen, ein fortschrittliches Kontrollsystem für Temperatur, Einspritzgeschwindigkeit und Druck zu verwenden.
4. Spritzgießverfahren:
① Temperaturkontrolle: Stellen Sie die Temperatur der Form und des Kunststoffs richtig ein. Der Schmelztemperaturbereich für PPA liegt in der Regel zwischen 280°C und 320°C, während die Formtemperatur mindestens 135°C betragen sollte, um sicherzustellen, dass das Produkt gut kristallisiert und formstabil ist.
② Einspritzdruck und Geschwindigkeit: Kontrollieren Sie den Einspritzdruck und den Nachdruck, um sicherzustellen, dass die Form gleichmäßig und vollständig gefüllt wird und Produktfehler reduziert werden. Passen Sie die Einspritzgeschwindigkeit entsprechend der tatsächlichen Situation an.
③ Zykluszeit: Optimieren Sie jeden Spritzgießzyklus, um die Produktionseffizienz zu verbessern und Energie zu sparen. Der Zyklus umfasst die Einspritzzeit, die Haltezeit, die Kühlzeit und die Ausstoßzeit.
5. Nachbearbeitung und Inspektion:
① Abkühlungsbehandlung: Achten Sie darauf, dass Sie die Form nach dem Füllen abkühlen und verfestigen, damit sie sich nicht verzieht oder Spannungen auftritt. Wie lange Sie die Form abkühlen, hängt davon ab, wie dick Ihr Endprodukt ist und wie heiß es in der Form ist.
② Entformungsbehandlung: Verwenden Sie das richtige Mittel, um den Schimmel aus der Form zu bekommen. Das erleichtert die Entformung und verhindert, dass die Form verschmutzt wird.
③ Qualitätsinspektion: Prüfen Sie das Aussehen, die Abmessungen und die Leistung des geformten Produkts, um die Qualität zu überprüfen.
Was sind die Vorteile des PPA-Spritzgießens?
Polyphthalamid (PPA) hat mehrere Vorteile, die es zu einem bevorzugten Material für das Spritzgießen machen:
① Ausgezeichnete Hitzebeständigkeit: PPA kann sehr gut mit Hitze umgehen. Es schmilzt bei 295-325 °C und kann Wärmeverformungen bei 280-300 °C aushalten. Das ist für das Spritzgießen von großem Vorteil, denn es bedeutet, dass Ihre Produkte stabil und zuverlässig bleiben, wenn Sie sie verwenden.
② Bessere mechanische Eigenschaften: PPA verfügt über eine hohe Festigkeit, Härte, Verschleißfestigkeit, Maßgenauigkeit, geringen Verzug und gute Stabilität und bietet somit eine hervorragende mechanische Leistung während des Spritzgießprozesses.
③ Chemische Beständigkeit: PPA bleibt stark, wenn es mit Benzin, Diesel, Motoröl, Mineralölen, Transformatorenölen und anderen Flüssigkeiten in Berührung kommt. Es funktioniert auch dann noch gut, wenn es heiß wird. Diese chemische Beständigkeit verhindert, dass sich PPA beim Einspritzen in Formen zersetzt. Das bedeutet, dass Ihre Teile länger halten und besser funktionieren.
④ Verarbeitungsleistung: PPA kann mit herkömmlichen Spritzgießtechniken verarbeitet werden und ist leicht zu kontrollieren. Das PPA-Spritzgussverfahren ist gut etabliert, und durch die Steuerung der Schmelzetemperatur, der Verweilzeit im Zylinder und der Werkzeugtemperatur können Sie die gewünschten mechanischen Eigenschaften der Formteile erzielen.
⑤ Umweltfreundlichkeit: Bei der Herstellung von PPA entsteht nur sehr wenig Abfall, und es ist leicht zu recyceln. Außerdem wird PPA auf natürliche Weise abgebaut, was gut für die Umwelt ist. Das ist wichtig für das Spritzgießen, weil es uns hilft, umweltfreundliche Produkte herzustellen, die der Erde helfen.
⑥ Geringe Feuchtigkeitsabsorption: Im Gegensatz zu anderen Kunststoffen wird PPA nicht nass. Das heißt, es behält seine Festigkeit auch bei Feuchtigkeit.
⑦ Dimensionsstabilität: PPA ist äußerst stabil, so dass man sich darauf verlassen kann, dass es während der Herstellung stabil bleibt. Das ist eine große Sache, wenn man Teile herstellt, die perfekt zusammenpassen müssen, wie medizinische Geräte oder komplizierte mechanische Teile.
⑧ Vielseitiges Design: Die guten Fließeigenschaften von PPA beim Spritzgießen ermöglichen die Herstellung komplexer und komplizierter Designs. Dies bedeutet, dass Sie detaillierte Teile herstellen können, die genau das tun, was Sie brauchen.
⑨ Kosten-Wirksamkeit: PPA ist vielleicht teurer als andere Kunststoffe, aber das ist es wert, denn es hilft Ihnen, bessere Teile herzustellen, die länger halten. Das bedeutet weniger Ausfälle und weniger Ausfallzeiten. Außerdem können Sie Teile schneller und gleichmäßiger herstellen, was Ihnen auf lange Sicht Geld sparen kann.
Was sind die Nachteile des PPA-Spritzgießens?
Die Nachteile von PPA (Polyphthalamid) Injektion Leisten, ähnlich zur allgemeinen Injektion Formgebung, einschließlich mehrere bedeutende Herausforderungen:
① Höhere Kosten: Im Vergleich zu anderen häufig verwendeten technischen Kunststoffen ist PPA relativ teuer. Obwohl es im Vergleich zu teureren Hochtemperaturwerkstoffen wie PEI und PEEK ein ausgezeichnetes Preis-Leistungs-Verhältnis bietet, ist es noch ein relativ neues und spezielles Material. Das macht es teurer als andere, häufiger verwendete technische Kunststoffe im Spritzguss. Außerdem ist die Auswahl an PPA-Materialien begrenzt, da es sich um ein relativ neues Material handelt, für das weniger Optionen für bestimmte Eigenschaften zur Verfügung stehen.
② Hohe Sprödigkeit Temperatur: PPA hat zwar einen hohen Schmelzpunkt, aber auch eine höhere Sprödigkeitstemperatur. Unter Bedingungen, die sich seiner Sprödigkeitstemperatur nähern, kann PPA anfälliger für Rissbildung oder Bruch sein. Daher ist die Steuerung der Heiz- und Kühlraten während des Spritzgießprozesses von entscheidender Bedeutung, um die negativen Auswirkungen der Wärmeempfindlichkeit auf die Leistungsmerkmale zu minimieren.
③ Begrenzte UV-Beständigkeit: PPA hat im Vergleich zu anderen technischen Hochleistungskunststoffen eine relativ schlechte UV-Beständigkeit. Die Einwirkung von UV-Strahlung kann zu Alterungseffekten im Kunststoff führen, wie z. B. Farbveränderungen und Oberflächenrisse, die das Produkt beschädigen können. Dies schränkt die Verwendung von PPA in Außenanwendungen oder Regionen mit hoher UV-Belastung ein.
④ Hohe Verarbeitungsanforderungen: PPA erfordert höhere Temperaturen und Druckbedingungen während des Spritzgießprozesses, um eine ungleichmäßige Materialfüllung zu vermeiden, was die Verarbeitung erschwert und verteuert. Außerdem stellt es höhere Anforderungen an die Verarbeitungsanlagen.
⑤ Hohe Verarbeitungstemperatur: PPA erfordert hohe Verarbeitungstemperaturen, und das Erreichen und Aufrechterhalten dieser Temperaturen kann eine Herausforderung sein.
⑥ Hohe Viskosität: PPA hat eine hohe Viskosität, was die Verarbeitung erschwert und zu Materialverschlechterungen führen kann.
⑦ Feuchtigkeitsabsorption: PPA absorbiert Feuchtigkeit, was seine mechanischen und elektrischen Eigenschaften beeinträchtigen kann, insbesondere bei dünnwandigen Anwendungen. Obwohl die Leistungsänderungen aufgrund der Feuchtigkeitsaufnahme nicht so signifikant sind wie bei Nylon 6/6, ist dies dennoch ein zu berücksichtigender Faktor.
⑧ Konstruktionseinschränkungen: Wie bei jedem spritzgegossenen Teil müssen bei der Konstruktion von PPA-Bauteilen bestimmte Faktoren berücksichtigt werden, z. B:
- Verwendung von Entformungswinkeln und Radien, um das Auswerfen von Teilen aus der Form zu erleichtern
- Vermeiden von scharfen Ecken und Kanten
- Kontrolle der Wandstärke für gleichmäßige Kühlung
⑨ Hohe Schimmelpilzkosten: Formen für PPA-Spritzgussteile können teuer sein, insbesondere wenn enge Toleranzen und hohe Präzision erforderlich sind. Dies macht PPA für die Kleinserienproduktion weniger kosteneffizient, da die Werkzeugkosten nicht auf eine große Anzahl von Teilen verteilt werden können.

Häufige Probleme und Lösungen beim PPA-Spritzgießen
Häufige Probleme beim Spritzgießen von Polyphthalamid (PPA) können die Qualität und Leistung von Formteilen erheblich beeinträchtigen. Das Verständnis dieser Probleme und ihrer Lösungen ist entscheidend für die Optimierung der Produktionsprozesse. Im Folgenden werden einige häufig auftretende Probleme und die entsprechenden Lösungen vorgestellt.
1. Unzureichende Trocknung
Problembeschreibung: Während des Spritzgussverfahrens von PPA-Materialien kann der Feuchtigkeitsgehalt bei unzureichender Trocknung manchmal zu hoch sein, was sich in Form von Defekten wie Nadellöchern und Silberstreifen auf der Oberfläche des Produkts bemerkbar macht und auch die mechanischen Eigenschaften des Produkts beeinträchtigt.
Lösungen:
1. Kontrollieren Sie die Trocknungszeit: Stellen Sie sicher, dass das Material lange genug im Trockner bleibt, damit Feuchtigkeitsspuren beseitigt werden können.
2. Regelmäßige Überprüfung des Trocknungseffekts: Es ist notwendig, den Trocknungseffekt durch Bestimmung des Feuchtigkeitsgehalts des Materials zu quantifizieren und die Trocknungsparameter zeitnah anzupassen.
2. Grate und Gratbildung
Problembeschreibung: Grate sind in der Regel unerwünschtes zusätzliches Material, das durch unvollständiges Schließen der Form oder übermäßigen Einspritzdruck verursacht wird.
Lösungen:
1. Einstellen des Formschlusses: Stellen Sie sicher, dass beim Schließen der Form keine Lücken zwischen den Formen vorhanden sind.
2. Reduzieren Sie den Einspritzdruck: Reduzieren Sie den Einspritzdruck auf ein angemessenes Niveau, ohne die Form des Produkts zu beeinträchtigen.
3. Formverschleiß prüfen: Stellen Sie sicher, dass die besonders verschleißanfälligen Abschnitte häufig überprüft werden. Wenn sie sich abnutzen, sollten sie so schnell wie möglich repariert oder ersetzt werden.
3. Blasen und eingeschlossene Luft
Beschreibung des Problems: Blasen und Lufteinschlüsse sind Unzulänglichkeiten, die aus der Einlagerung von Gasen in die Schmelze oder einer unzureichenden Entlüftung der Form resultieren.
Lösungen:
1. Verbessern Sie die Trocknungsbedingungen für das Material: Reduzieren Sie den Gehalt an Feuchtigkeit und flüchtigen Bestandteilen im Material.
2. Einspritzgeschwindigkeit optimieren: Es wird empfohlen, die richtige Einspritzgeschwindigkeit zu wählen, damit die erzeugte Scherwärme nicht zu hoch ist, da dies zur Freisetzung des Gases führt.
3. Schimmelpilz-Entlüftungssystem prüfen: Prüfen Sie, ob die Entlüftungsöffnungen frei sind und erhöhen Sie bei Bedarf die Anzahl der Entlüftungskanäle oder der Entlüftungsstifte.

4. Schweißnähte und Fließspuren
Beschreibung des Problems: Schweißlinien und Fließspuren sind Spuren, die entstehen, wenn die Schmelze in der Form fließt und zusammenläuft, was das Aussehen und die Funktionalität des Produkts beeinträchtigt.
Lösungen:
1. Optimieren Sie das Anschnittdesign: Die Anschnittposition und -größe sollte so realistisch sein, dass die Schmelze die gewünschte Form annehmen kann, und gleichzeitig sollte der Anschnitt es der Schmelze ermöglichen, die Form so schnell wie möglich zu füllen.
2. Einspritzdruck und -geschwindigkeit erhöhen: Wie bei den Einspritzverfahren müssen Einspritzdruck und -geschwindigkeit in geeigneter Weise erhöht werden, um eine konstante Produktqualität bei gleichzeitig erhöhtem Schmelzfluss zu erhalten.
3. Formtemperatur anpassen: Erhöhen Sie die Werkzeugtemperatur angemessen, um die Fließeigenschaften der Schmelze und die Verschmelzung zu verbessern.
5. Verziehen und Verformung
Beschreibung des Problems: Verzug und Verwerfung sind Formveränderungen aufgrund von Eigenspannungsunterschieden, die während des Erstarrungsprozesses entstehen.
Lösungen:
1. Optimieren Sie die Formgestaltung: Entwerfen Sie das Kühlsystem der Form und den Ausstoßmechanismus vernünftig, um eine gleichmäßige Kühlung und eine reibungslose Entformung des Produkts zu gewährleisten.
2. Anpassung der Formtemperatur und der Parameter des Einspritzvorgangs: Es ist auch notwendig, die inneren Spannungen im Produkt zu verringern, indem man die Form temperiert und die Einspritzparameter wie Druck, Geschwindigkeit, Einspritzzeit usw. ändert.
Was sind die Anwendungen des PPA-Spritzgießens?
Das PPA-Spritzgießen (Polyphthalamid) ist ein leistungsstarkes und vielseitiges Verfahren, das in zahlreichen Branchen eingesetzt wird. Aufgrund seiner einzigartigen Eigenschaften wie hohe Festigkeit, Hitzebeständigkeit, chemische Stabilität und hervorragende elektrische Isolierung ist PPA ein bevorzugtes Material für die Herstellung komplexer und anspruchsvoller Bauteile. Nachstehend sind die wichtigsten Anwendungsbereiche aufgeführt:
1. Luft- und Raumfahrtindustrie
PPA wird in der Luft- und Raumfahrtindustrie aufgrund seines geringen Gewichts, seiner hohen Festigkeit, seiner Hitzebeständigkeit und seiner chemischen Inertheit häufig verwendet. Es wird für die Herstellung von hochpräzisen, stark beanspruchten Flugzeug- und Raumfahrtkomponenten verwendet, darunter:
- Komponenten für Flugzeuge: PPA wird in der Struktur und im Inneren von Flugzeugen verwendet, z. B. in Schrauben, Muttern, Verschlüssen und Gehäusen, und gewährleistet einen langfristigen stabilen Betrieb unter rauen Bedingungen.
- Teile für Raketentriebwerke: Aufgrund seiner Hitzebeständigkeit eignet sich PPA für Teile in Raketentriebwerken, die extremen Bedingungen standhalten müssen.
- Satellitenausrüstung: Leichtes und widerstandsfähiges PPA wird zur Herstellung von Satellitenkomponenten verwendet, um die Leistung und Haltbarkeit der Geräte zu verbessern.
2. Autoindustrie
Die hohe mechanische Festigkeit, thermische Stabilität und Korrosionsbeständigkeit von PPA machen es in der Automobilindustrie weithin einsetzbar. Es wird verwendet für:
- Komponenten für Motor und Kraftstoffsystem: Dazu gehören Kraftstofftanks, Kraftstoffleitungen, Teile des Ansaugsystems und Motorhalterungen. PPA widersteht hohen Temperaturen und korrosiven Flüssigkeiten und sorgt so für eine langfristig zuverlässige Leistung.
- Elektrische Steckverbinder: Die Hitzebeständigkeit und die hervorragende elektrische Isolierung von PPA machen es zu einem weit verbreiteten Material für elektrische Steckverbinder in der Automobilindustrie und für Gehäuse von elektronischen Steuergeräten.
- Karosseriestrukturen und Innenräume: PPA reduziert als leichter Metallersatz das Fahrzeuggewicht und verbessert die Energieeffizienz und Ästhetik.
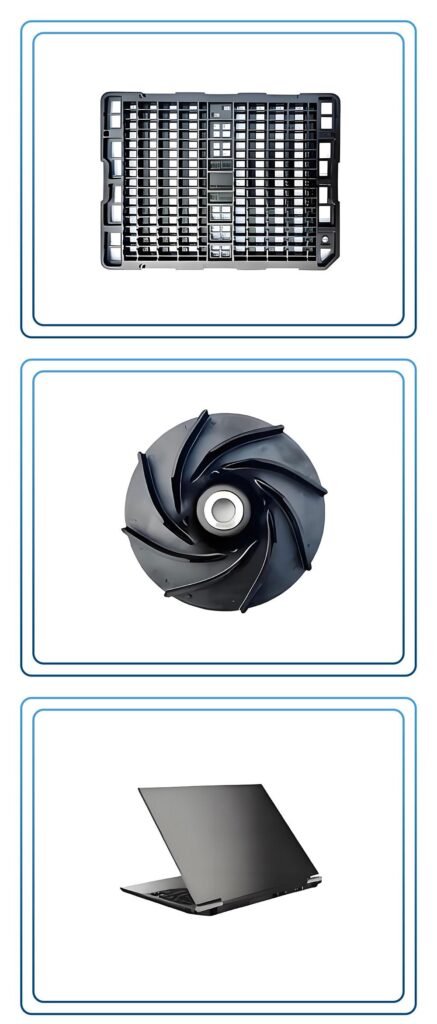
- Pumpen-Verschleißringe: PPA-Materialien sind verschleißfest und für raue Umgebungen geeignet, ideal für Automobilpumpen und andere anspruchsvolle Kraftübertragungssysteme.
3. Elektronik- und Elektroindustrie
Aufgrund seiner ausgezeichneten elektrischen Isolierung, Dimensionsstabilität und Hitzebeständigkeit wird PPA häufig in der Elektronik- und Elektrogeräteherstellung eingesetzt. Zu den Anwendungen gehören:
- Elektrische Gehäuse und Steckverbinder: Scheinwerfergehäuse, Schalter und andere elektrische Komponenten, die in Hochtemperaturumgebungen arbeiten, um einen normalen Betrieb unter thermischer Belastung zu gewährleisten.
- LED-Beleuchtung und Display-Produkte: Die Hitzebeständigkeit von PPA spielt eine entscheidende Rolle bei der Herstellung von LED-Beleuchtungen und -Displays, die eine hohe elektrische Leistung erfordern.
- Halterungen und Leiterplatten: PPA wird zur Herstellung von Stützstrukturen und Hochleistungsanschlüssen in Leiterplatten verwendet, um die langfristige Betriebsstabilität von Geräten zu gewährleisten.
4. Industrielle Ausrüstung
Dank seiner Robustheit, Langlebigkeit und chemischen Stabilität eignet sich PPA gut für industrielle Geräte. Zu den üblichen Anwendungen gehören:
- Pumpen, Ventile und mechanische Teile: Die aus PPA hergestellten Pumpen und Ventile bieten eine hervorragende Verschleißfestigkeit und chemische Beständigkeit und sind daher ideal für den langfristigen Einsatz in rauen Umgebungen.
- Gas- und Industrierohrleitungen: Aufgrund seiner chemischen Korrosionsbeständigkeit eignet sich PPA für Gas- und Chemierohrleitungen sowie für Ventilsysteme in der Industrie.
- Lager und Zahnräder: In hochbelasteten, mit hoher Geschwindigkeit rotierenden Geräten reduzieren PPA-Materialien effektiv die Reibung und verlängern die Lebensdauer der Teile.

5. Medizinische Geräte
Die Biokompatibilität und Stabilität von PPA machen es zu einem idealen Material für den medizinischen Bereich, insbesondere für die Herstellung der folgenden Produkte:
- Medizinische Implantate und chirurgische Instrumente: PPA wird häufig für Gelenkersatz, Zahnimplantate und chirurgische Instrumente verwendet und erfüllt die strengen Anforderungen an Biokompatibilität und Haltbarkeit.
- Diagnostische Geräte: PPA-Materialien sind zuverlässig und präzise und werden in hochpräzisen Diagnosegeräten verwendet, um die Genauigkeit unter verschiedenen Bedingungen zu gewährleisten.
- Systeme zur Verabreichung von Medikamenten: Die von PPA hergestellten Geräte zur Verabreichung von Medikamenten ermöglichen eine präzise Dosierungskontrolle und gewährleisten die Wirksamkeit medizinischer Behandlungen.
6. Verbraucherprodukte
Die Haltbarkeit, Dimensionsstabilität und Feuchtigkeitsbeständigkeit von PPA machen es für die Herstellung von Konsumgütern des täglichen Bedarfs weithin einsetzbar:
- Haushaltsgeräte und Elektronik: Schlüsselkomponenten in Geräten wie Waschmaschinen, Mikrowellen und Öfen. Die Hitzebeständigkeit und mechanische Festigkeit von PPA verlängern die Lebensdauer von Haushaltsgeräten erheblich.
- Sportartikel: Das geringe Gewicht und die hohe Festigkeit von PPA machen es zu einem vorteilhaften Material für die Herstellung von Hochleistungssportgeräten wie Tennisschlägern und Skiern.
7. Chemische Industrie
Die Beständigkeit von PPA gegen chemische Korrosion macht es für die chemische Industrie interessant, insbesondere für die Herstellung von Anlagen und Teilen, die mit der chemischen Verarbeitung in Zusammenhang stehen:
- Chemische Rohrleitungen und Ventile: PPA wird in Rohrleitungen und Ventilen in chemischen Verarbeitungsanlagen eingesetzt, um korrosiven Substanzen zu widerstehen und die Sicherheit und Stabilität der chemischen Produktion zu gewährleisten.
- Reaktoren und Brennstoffleitungsanschlüsse: PPA wird in Reaktoren und Brennstoffrohrverbindungen in Hochdruckumgebungen in der chemischen Industrie eingesetzt und gewährleistet eine stabile und sichere Verarbeitung.

Zwei schwarze Reifen mit blauen Felgen, einer aufrecht und einer auf der Seite, auf einer grauen Oberfläche.
Wesentliche Erkenntnisse – Der 3D-Druck ermöglicht die schnelle Herstellung von Gussformen und Modellen für Metallguss in Tagen statt Wochen und verkürzt die Prototypenlaufzeit um 50–80%. – Gängige 3D-Druckverfahren

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
How Can 3D Printing Create Metal Casting Molds Faster and Cheaper?
Key Takeaways – 3D printing enables rapid creation of metal casting molds and patterns in days instead of weeks, cutting prototype lead time by 50–80%. – Common 3D printing methods
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

