 Zum Inhalt springen
Zum Inhalt springen 

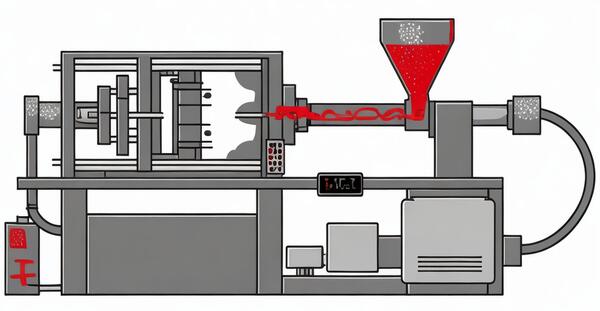
Einleitung: Das Spritzgießen ist die gängigste Methode zur Herstellung von Kunststoffprodukten, die aus mehreren Teilen bestehen, die am Ende zusammengefügt werden müssen. Beim Zusammensetzen der Teile muss sichergestellt werden, dass sie richtig zusammenpassen und zusammenbleiben.
Hier kommen die Toleranzen ins Spiel. Wenn Sie nicht angeben, wie viel Platz zwischen den Teilen sein soll, oder wenn Sie nicht sicherstellen, dass die Teile die richtige Größe haben, werden die Teile nicht richtig zusammenpassen.
Spritzgießen Toleranzen können ein Ärgernis sein, denn Gussformen sind teuer. Man muss also wissen, wie man sie kontrollieren kann.
In diesem Artikel erkläre ich, wie sich Toleranzen auswirken und wie man sie mit Hilfe von Design for Manufacturing (DFM), Materialauswahl, Werkzeugkonstruktion und Prozesssteuerung kontrollieren kann.
Warum sind Toleranzen für Spritzgussteile wichtig?
Der Grad der Abweichung bei jedem Rapid-Prototyping-Verfahren hängt von seiner Genauigkeit ab, und obwohl das Spritzgießen ziemlich genau ist, gibt es immer noch eine kleine Abweichung.

Deshalb ist es wichtig, den Bereich der zulässigen Abweichungen zu ermitteln, damit die Teile nach dem Zusammenbau sofort funktionieren.
Wenn Sie ein Produkt zusammenstellen, das aus mehreren Spritzgussteilen besteht, müssen Sie auf die Toleranzen des Kunststoffteils achten.

Nehmen wir an, Sie möchten zwei Kunststoffformteile mit Schrauben miteinander verbinden. Sie müssen in beide Teile ein Loch bohren.
Wenn Sie einen Fehler bei der Position und Größe des Lochs machen, werden Sie beim Zusammenbau Probleme bekommen und die Funktionalität verlieren. Beide Teile brauchen also Positionstoleranzen, um richtig zu funktionieren.
Vereinfacht gesagt, ist die Kontrolle und Optimierung von Spritzgusstoleranzen so etwas wie die Annahme des Schlimmsten. Es geht darum, den Bereich akzeptabler Abweichungen herauszufinden, in dem Ihr Produkt am besten funktioniert.
Welche Faktoren beeinflussen die Toleranzen beim Spritzgießen?
Teil Design
Eine der wichtigsten Methoden zur Begrenzung von Verzug, übermäßiger Schrumpfung und Fehlausrichtung von Teilen ist die Anwendung von DFM-Prinzipien bei der Konstruktion Ihrer Teile.
Dies lässt sich am besten durch eine frühzeitige Zusammenarbeit mit Ihrem Spritzgießdienst erreichen, um kostspielige Umgestaltungen in der späteren Entwurfsphase zu vermeiden.
Wanddicke ; Bei Teilen mit unterschiedlicher Wandstärke kann es zu ungleichmäßiger Schrumpfung kommen. Wenn dicke Bereiche nicht vermieden werden können, muss eine Entkernung vorgenommen werden, um eine gleichmäßige Wanddicke zu erhalten. Eine ungleichmäßige Wandstärke kann zu einer Verformung des Teils führen, die Toleranzen und Passform beeinträchtigen kann.
Dickere Wände sind nicht immer die beste Wahl für zusätzliche Festigkeit; wenn möglich, ist es am besten, Rippen und Zwickel zu verwenden, um die Festigkeit des Teils zu erhöhen.
Tiefgangswinkel ; Entformungswinkel sind sehr wichtig, damit das Teil leicht aus dem Werkzeug herauskommt.
Wenn der Winkel nicht stimmt, kann das Teil beim Herauskommen stecken bleiben, sich abnutzen und das fertige Produkt verziehen. Die Entformungswinkel können je nach Werkstückdesign und Oberflächenbeschaffenheit zwischen 0,5° und 3° liegen.
lBoss Eigenschaften ; Vorsprünge werden häufig zur Aufnahme von Befestigungselementen beim Zusammenbau mehrerer Kunststoffteile verwendet. Wenn die Vorsprünge zu dick sind, können sie Vertiefungen auf dem Teil hinterlassen.
Wenn sie nicht durch Rippen mit den Seitenwänden verbunden sind, können sie sich stark verformen. Dies macht die Montage dieser Teile nahezu unmöglich.
Auswahl des Materials
Spritzgegossene Kunststoffe können aus einer Reihe verschiedener Harze hergestellt werden. Welche Sie wählen, hängt davon ab, was Sie herstellen wollen.
Jedes Harz schrumpft in unterschiedlichem Maße. Bei der Konstruktion der Form muss diese Schrumpfung berücksichtigt werden. Normalerweise vergrößert man die Form um den Prozentsatz, um den das Material schrumpft.
Wenn Sie etwas aus mehr als einer Art von Material herstellen, müssen Sie unterschiedliche Schrumpfungsraten einkalkulieren.

Wenn man die Toleranzen nicht richtig auslegt, kann es passieren, dass die Teile nicht zusammenpassen. Das ist ein großer Fehler beim Spritzgießen und kostet eine Menge Geld.
Die Toleranzen beim Spritzgießen werden hauptsächlich durch die Materialschwindung und die Teilegeometrie bestimmt.
Sie müssen die Materialauswahl abschließen, bevor Sie das Werkzeug entwerfen und bauen. Die Konstruktion des Werkzeugs hängt in hohem Maße von dem von Ihnen gewählten Material ab.

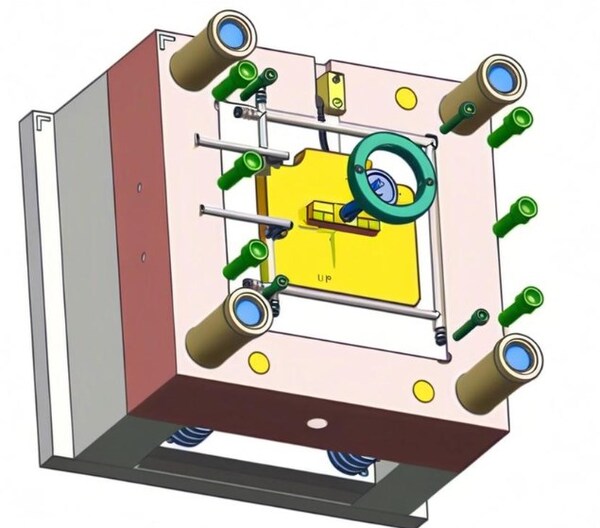
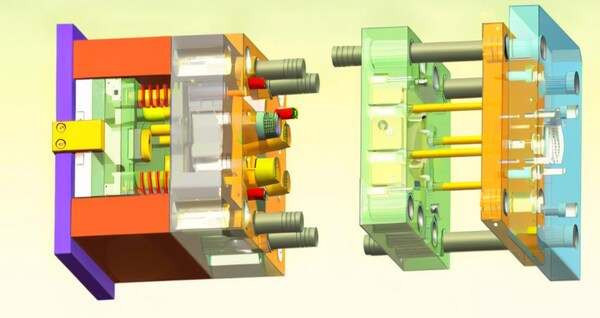
Werkzeug-Design
Wenn man das Material auswählt, vergrößert man normalerweise das Werkzeug, um das Schrumpfen des Materials zu berücksichtigen. Aber die Schrumpfung ist nicht in allen Richtungen gleich. Zum Beispiel kühlen dickere Teile anders ab als dünnere Teile.
Wenn Sie also ein komplexes Teil mit einer Mischung aus dünnen und dicken Wänden haben, werden Sie unterschiedliche Kühlraten haben.
Das kann dazu führen, dass sich das Teil verzieht oder einsinkt, was die Toleranzen und die Passform des Spritzgusses beeinträchtigen kann. Um dies zu vermeiden, denken die Werkzeugmacher bei der Konstruktion der Formmerkmale an diese Dinge.
Kühlung des Werkzeugs; Die Abkühlung des Werkzeugs ist wichtig, um sicherzustellen, dass das Teil gleichmäßig schrumpft. Wenn das Werkzeug nicht richtig abkühlt, schrumpft das Teil ungleichmäßig und hat nicht die richtige Größe. Sie können Wasserleitungen in das Werkzeug legen, damit das Teil die richtige Größe erhält.
Die Werkzeugtoleranz ist beim Spritzgießen von großer Bedeutung, denn wenn ein Werkzeug außerhalb der Toleranz liegt, kommt bei jedem Teil, das aus diesem Werkzeug kommt, dieser Fehler zu den durch die Schrumpfung verursachten Fehlern hinzu.
Bei der CNC-Bearbeitung werden die Werkzeugtoleranzen in der Regel streng kontrolliert und überwacht, so dass ein nicht toleranzhaltiges Werkzeug nur selten der Grund dafür ist, dass ein Teil außerhalb der Toleranz liegt.
Darüber hinaus sind diese Werkzeuge in der Regel "stahlsicher". Das bedeutet, dass bei der Herstellung eines Werkzeugs kritische Abmessungen oder Merkmale durch zusätzliches Fräsen angepasst werden können.
Wenn die Fertigmaße bestimmter Teile nicht innerhalb der Toleranz liegen, ermöglicht das zusätzliche Material eine Feinabstimmung des Werkzeugs durch die Bearbeitung.
Ein Beispiel: Für eine Bohrung mit enger Toleranz auf einem Teil kann ein Werkzeug mit einem Kernstift verwendet werden, der auf der breiteren Seite der Toleranz liegt. Wenn die Bohrung angepasst werden muss, wird sie dünner gefräst, um die Bohrung dünner zu machen.
Lage des Auswerferstifts; Der Auswerferstift drückt es beim Öffnen der Form aus dieser heraus; dies muss so schnell wie möglich geschehen, um die Zykluszeit zu minimieren.
Wenn der Auswerferstift an einer nicht idealen Stelle platziert ist, kann er das Teil beschädigen. Einige Materialien sind nicht vollständig starr, wenn sie das Werkzeug verlassen, und ein ungleichmäßiger Auswurf kann zu starkem Verzug und Maßabweichungen führen.
Standort des Tors; Der Anschnitt ist die Stelle, an der das Harz in das Werkzeug gelangt. Wenn Sie es an der falschen Stelle anbringen, sieht es schlecht aus.
Wenn Sie die Form nicht gleichmäßig befüllen, verzieht sich das Teil und schrumpft ungleichmäßig. Komplexe Teile benötigen oft mehr als einen Anschnitt, um gleichmäßig zu füllen und diese Probleme zu vermeiden.
Prozesskontrolle
Selbst wenn Sie im Vorfeld alle Konstruktionsarbeiten und Materialüberlegungen angestellt haben, um die Spritzgusstoleranz eines Teils zu optimieren, ist es immer noch möglich, dass das Teil außerhalb der Toleranz liegt, wenn die ersten Muster geliefert werden.
Wenn Sie alle oben genannten Methoden angewandt haben, besteht der nächste Schritt zur Verbesserung der Toleranzeinhaltung darin, den Prozess anzupassen.
Die Kontrolle von Temperatur, Druck und Haltezeit sind einige der gängigsten Methoden zur Verbesserung der Teilequalität.
Sobald Sie die idealen Bedingungen herausgefunden haben, kann die Form konsistente Teile mit sehr geringen Maßabweichungen zwischen den Teilen herstellen.
Bei Teilen mit vielen Merkmalen ist es sinnvoll, Druck- und Temperatursensoren in das Werkzeug einzubauen, damit Sie diese Dinge während der Herstellung des Teils messen können.
Auf diese Weise können Sie den Prozess kontrollieren und sicherstellen, dass Sie die Toleranzen einhalten. Wenn Sie den Druck und die Temperatur im Werkzeug die ganze Zeit halten können, haben Sie eine viel bessere Chance, die Toleranzen einzuhalten.
Bei komplexen Teilen mit mehreren Merkmalen kann es hilfreich sein, Druck- und Temperatursensoren in das Werkzeug einzubauen, um diese Parameter während des Fertigungsprozesses zu messen und so Echtzeit-Feedback und Prozesskontrolle zu ermöglichen.
Die ständige Überwachung von Druck und Temperatur im Werkzeug ist sehr hilfreich, um gleichbleibende Toleranzen zu gewährleisten.
Wie optimiert man die Toleranzen beim Spritzgießen?
Zur Optimierung Spritzgießen Toleranzen können Sie Produktdesigns mit Hilfe von fertigungsgerechtem Design, der Verwendung der richtigen Spritzgießmaterialien, der Anpassung des Spritzgießdesigns und der Prozesskontrolle optimieren.
In diesem Abschnitt werden die einzelnen Kategorien behandelt, damit Sie realistische Toleranzen beim Kunststoffspritzguss erreichen können.
In der Entwurfsphase
Beim Spritzgießen stoßen die Hersteller während der Verarbeitung auf Probleme wie Verzug, übermäßige Schrumpfung der Teile, Fehlausrichtung der Teile usw., die sich auf die Toleranzen der Spritzgussteile auswirken.
Um dem entgegenzuwirken, stellen die Konstrukteure sicher, dass jeder Produktentwurf dem Design for Manufacturing (DFM) folgt, da dies das Auftreten solcher Probleme einschränken kann.
Um ein gutes DfM zu erhalten, müssen Sie einen guten Rapid-Prototyping-Dienst mit umfassender Erfahrung im Spritzgießen (wie Rapid Direct) frühzeitig im Designprozess beauftragen.
Hier sind vier Dinge, an die Sie denken sollten, wenn es um die Gestaltung von Teilen geht.
Gesamtgröße
Je größer das herzustellende Produkt ist, desto mehr muss man sich um die Toleranzen kümmern. Wenn man beim Kunststoffspritzgießen etwas Großes herstellt, kann es sich verziehen oder schrumpfen. Man muss also über die Größe nachdenken.
Wanddicke
Unter Schrumpfung versteht man die Schrumpfung eines Kunststoffteils während der Abkühlphase. Die Schrumpfung ist ein integraler Prozess im Spritzgießverfahren und wird durch Faktoren wie Wandstärke, Temperatur usw. gesteuert.
Wenn Sie kosmetische Defekte wie Verformungen, Senkungen, Risse und Verwerfungen reduzieren wollen, müssen Sie eine gleichmäßige Schwindungsrate haben.

Und um eine gleichmäßige Schrumpfungsrate zu erreichen, muss die Wandstärke gleichmäßig sein. So erreichen Sie eine gleichmäßige Wanddicke:
Konstruieren Sie keine Teile mit scharfen Innenecken, langen freitragenden Spannweiten oder schlecht konstruierten Vorsprüngen. Wenn Sie die Wände verstärken müssen, verwenden Sie Rippen.
Wenn Sie an den Innenecken Radien anbringen, kann dies die Verformung verringern. Verwenden Sie das richtige Material und berücksichtigen Sie die Wandstärke. Verwenden Sie keine dicken Wände, da sie die Abkühlung verlangsamen, was die Schrumpfung erhöht und Verzug verursachen kann.

Entwurfswinkel
Entformungsschrägen sind bei der Konstruktion von Spritzgussteilen von großer Bedeutung, da sie die Entnahme des Teils aus der Form erleichtern. Leichte Entnahme bedeutet weniger Reibung, weniger Verschleiß und eine schöne Oberfläche.

Wenn Sie beim Spritzgießen nicht an die Entformungsschrägen denken, schrumpfen die Teile und bleiben beim Auswerfen stecken (Kunststoffe wie Nylon funktionieren auch bei 0 noch gut).
Entformungswinkel werden in Grad/Inch/mm gemessen, aber es gibt keine Standardtoleranzregeln für das Spritzgießen, um sie in Ihr Produktdesign zu integrieren.
Es gibt jedoch einige Faustregeln, an die Sie sich halten können. Ein Entformungswinkel von 10 bis 20 ist für die meisten Teile gut. Addieren Sie 10 für 1 Zoll Tiefe. Verwenden Sie 30 für leichte Texturen und >50 für schwere Texturen und verwenden Sie 0,50 für alle vertikalen Flächen.

Chefs
Bossen sind ein wichtiger Bestandteil des Produktdesigns und werden verwendet, um Teile zusammenzuhalten, wenn man sie zusammensetzt.
Bei der Gestaltung von Aufsätzen gibt es einige wichtige Dinge zu bedenken. Einer davon ist, dass die Wände des Aufsatzes nicht zu dick sein dürfen. Wenn Sie in Ihrem Entwurf einen dicken Aufsatz verwenden, passiert Folgendes:
Wenn Sie die Naben nicht entkernen, entstehen Hohlräume und Einfallstellen. Dadurch verlängert sich Ihre Zykluszeit. Außerdem kommt es bei der Befestigung zu Rissen im Kunststoff.
Außerdem sollten Sie die Naben entkernen (d. h. sie mit der nächstgelegenen Seitenwand verbinden). Dies führt zu einer zusätzlichen Lastverteilung auf dem Teil und verbessert die Kühlung des Teils und den Materialfluss.
Die Wahl des richtigen Materials für enge Einspritztoleranzen
Die Materialauswahl ist von großer Bedeutung, wenn es um Spritzgusstoleranzen geht, da das Material gleichmäßig schrumpft (d. h. Spritzgussmaterialien schrumpfen während der Abkühlphase aufgrund von Dichteänderungen).
Die Schrumpfung hängt von Faktoren wie Wandstärke, Temperatur, Teil und Materialtyp ab. Bei der Materialauswahl sollten Sie sich an den folgenden Faktoren orientieren:
Zusammensetzung des Kunststoffs: ABS schrumpft weniger als Polyethylen, weil es eine geringere Dichte hat.

Molekulargewicht: Harze mit hohem Molekulargewicht haben eine hohe Viskosität und einen hohen Druckabfall, was die Schrumpfung erhöht.
Zusatzstoffe: Die Zugabe von Füllstoffen mit geringer Wärmeausdehnung verringert die Schrumpfung.
Verschiedene Harze schrumpfen unterschiedlich schnell. Daran müssen Sie also denken, wenn Sie Materialien auswählen und Ihre Spritzgussform entwerfen.
So können Sie die kosmetischen Fehler reduzieren, die die Toleranz Ihrer Spritzgussteile beeinträchtigen. Dinge wie Verziehen, Einsinken, Rissbildung und Verformung.

Mold Tools im Auge behalten
Bei der Auswahl des richtigen Materials werden Ihnen die Formenkonstrukteure raten, die Formgröße zu erhöhen, um die Materialschrumpfung zu berücksichtigen. Unterschiedliche Materialien schrumpfen aufgrund ihrer ungleichen Dicke unterschiedlich schnell. Um dies zu minimieren, sollten Sie bei der Konstruktion der Form folgende Punkte beachten.
Werkzeug-Kühlung
Die Kühlung ist beim Spritzgießen eine große Sache. Sie macht den Unterschied zwischen einem guten Teil und einem schlechten Teil aus. Es ist der Prozess der Abkühlung des heißen Kunststoffs nach dem Einspritzen.
Die Kühlung muss gleichmäßig sein, denn sonst kommt es zu Lunkerbildung, Einfallstellen, Auswurfproblemen, Verzug und allen möglichen anderen Problemen, die das Aussehen, die Toleranz und die Funktion des Teils beeinträchtigen.

Um eine gleichmäßige Abkühlung zu erreichen, müssen Sie die Kühlleitungen in der Form an den richtigen Stellen anbringen. Außerdem müssen Sie auf Dinge wie Injektionsdruck, Harzviskosität und Füllzeit achten.
Werkzeug-Toleranzen
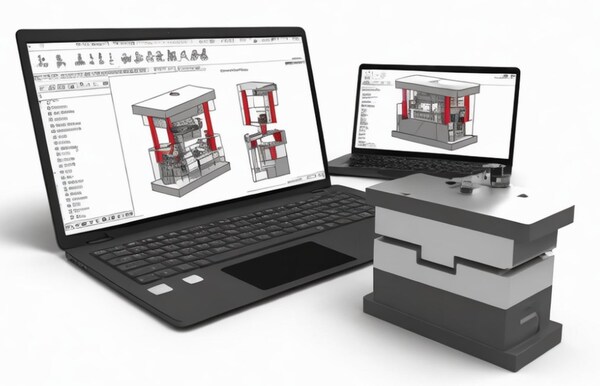
Spritzgussformen werden in der Regel durch CNC-Bearbeitung hergestellt. Dadurch sind enge Toleranzen möglich, was bedeutet, dass die Form beim Erhitzen und Abkühlen genau bleibt.
Die Toleranzen sorgen dafür, dass das Teil richtig abkühlt, ohne an Genauigkeit zu verlieren. Aber wenn Sie die Toleranzen bei der Herstellung der Form nicht kontrollieren, kann es zu großen Fehlern wie Verformung, Schrumpfung, Einfallen usw. kommen.
Position des Auswerferstifts
Ein Auswerferstift ist ein Element in einer Spritzgussform, das das Endprodukt aus der Form drückt. Der Stift hat verschiedene Formen (vorzugsweise flach), durch die eine bestimmte Kraft ausgeübt wird, um das Produkt herauszudrücken.
Befindet er sich daher in der falschen Position, kann er unerwünschte Vertiefungen auf dem fertigen Produkt verursachen. Außerdem kann der Auswerferstift bei nicht starren Materialien oder Materialien, die ungleichmäßig abkühlen, das unfertige Produkt zerbrechen, was zu zahlreichen kosmetischen Mängeln und physischen Verformungen führt.

Position des Tores
Der Anschnitt ist die Stelle, an der der Kunststoff in die Form gelangt. Setzen Sie den Anschnitt dort an, wo das Teil am dicksten ist. So kann das Teil nicht einsinken oder Löcher bekommen. Außerdem kann der Kunststoff so besser fließen.
Legen Sie den Anschnitt dort an, wo das Teil am dicksten ist, so dass das Teil vollständig ausgefüllt wird. Legen Sie den Anschnitt nicht neben Dinge wie Stifte und Kerne.

Lassen Sie nicht zu, dass der Anschnitt das Aussehen des Läufers oder des Teils beeinträchtigt. Der Anschnitt muss sich an der richtigen Stelle befinden. Wenn der Anschnitt an der falschen Stelle sitzt, wird das Teil nicht richtig gefüllt. Dadurch verzieht sich das Teil, schrumpft und sieht schlecht aus.
Wiederholbare Prozesskontrolle durchführen
Im Fertigungsprozess gibt es viele Faktoren, die sich auf das herzustellende Teil auswirken können, und die Prozesskontrolle dient dazu, sicherzustellen, dass alle diese Faktoren richtig eingestellt sind, damit das Teil so wird, wie es werden soll.
Druck- und Temperatursensoren, die in das Werkzeug eingebaut sind, sind oft ein wichtiger Bestandteil einer guten Prozesskontrolle, weil sie in Echtzeit anzeigen, was mit diesen Dingen passiert, so dass Sie schnell Änderungen vornehmen können, wenn etwas Schlimmes passiert.

Wenn man diese Dinge unter Kontrolle hat und sie jedes Mal auf die gleiche Weise erledigen kann, ist das Formwerkzeug in der Lage, Teile herzustellen, die die richtige Größe haben und sich nicht großartig verändern.
Kunststoffharze haben in der Regel einen höheren Wärmeausdehnungskoeffizienten, was bedeutet, dass sie sich bei Temperaturschwankungen eher in ihren Abmessungen verändern.
Daher müssen Teile mit engeren Toleranzen oft bei derselben Temperatur gemessen werden, um sicherzustellen, dass sie die gleiche Größe behalten und richtig funktionieren.

Was sind die erreichbaren Toleranzen beim Spritzgießen?
Um echten Standard zu erhalten Spritzgießen Toleranzen können Sie einige machbare Toleranzen für das Kunststoffspritzgießen in den Entwurf der Kunststoffform einbringen. Hier sind die üblichen Toleranzen für die wichtigsten Kunststoffe, die beim Kunststoffspritzguss verwendet werden:
Abmessungstoleranzen +/- mm
Die Genauigkeit kann ein echtes Problem sein. Deshalb verwenden Designer das (+/-)-Symbol, um den Bereich der Messungen anzuzeigen. Jedes Material hat einen anderen Toleranzbereich, je größer die Abmessungen sind. Die Tabelle oben zeigt die Maßtoleranzen für die wichtigsten Kunststoffe, die beim Spritzgießen verwendet werden.
Toleranzen für Geradheit und Ebenheit
Verzug entsteht, weil der Kunststoff in Fließrichtung und quer zum Fluss unterschiedlich schrumpft. Dies kann passieren, weil verschiedene Teile des Teils unterschiedliche Wandstärken haben, die unterschiedlich schrumpfen.

Sie können die Verformung minimieren, indem Sie das Design der Form ändern, den Anschnitt an einer besseren Stelle anbringen und den Prozess besser kontrollieren. Allerdings müssen Sie auf der Kunststoffseite eine realistische Toleranz einhalten, da Verzug nur schwer zu beseitigen ist 100%.
Blendentoleranzen +/- mm
Je größer das Loch ist, desto mehr müssen Sie sich Gedanken machen. Die obige Abbildung zeigt, wie viel Sie bei unterschiedlich großen Löchern zu beachten haben.
Toleranzen für die Tiefe von Sacklöchern +/- mm
Sacklöcher sind Löcher, die mit einem Einsatzkern in das Werkstück gebohrt werden, der das Werkstück nicht vollständig durchdringt.

Sacklochbohrungen werden an einem Ende fixiert und gehalten, so dass sie sich bei starken Schmelzflusskräften eher verformen können. Die Tabelle oben zeigt die verschiedenen Toleranzen, die Sie verwenden können.
Toleranz für Konzentrizität/Ovalität +/- mm
Hier geht es darum, die Wandstärke (die Differenz zwischen Außen- und Innendurchmesser) zu ermitteln. Das Bild oben zeigt die verschiedenen Toleranzen und Kostenunterschiede, um diese Toleranz zu erhalten.
Schlussfolgerung
Beim Spritzgussverfahren gibt es immer eine gewisse Abweichung, so dass man einen Bereich zulässiger Abweichungen haben muss, damit die Teile funktionieren, wenn man sie zusammensetzt.
Deshalb sind die Toleranzen beim Spritzgießen so wichtig, wenn Sie Produkte mit mehreren Spritzgussteilen zusammenbauen.
Wenn Sie die Toleranzen beim Spritzgießen kontrollieren und optimieren, können Sie den Bereich der zulässigen Abweichungen ermitteln, der Ihrem Produkt zum bestmöglichen Ergebnis verhilft.
Die häufigsten Möglichkeiten, dies zu tun, sind vor allem über DfM, Materialauswahl und Prozesskontrolle, und diese Spritzgießen Toleranz Leitlinien können Sie vereinfachen die häufigsten Möglichkeiten, die wirklich nützlich für Ihr Projekt sein wird. Wenn Sie ein Spritzgießprojekt haben, können Sie sich gerne an Zetar Mold wenden.
Zusammenfassend lässt sich sagen, dass die Optimierung Spritzgießen Die Einhaltung von Toleranzen ist wichtig, um sicherzustellen, dass Sie Ihr Produkt effizient und kostengünstig herstellen können.
Dazu müssen Sie herausfinden, welche Toleranzen Sie benötigen, die richtigen Materialien und Verfahren auswählen und Ihre Formkonstruktion und Parameter anpassen.







