 Zum Inhalt springen
Zum Inhalt springen 

Einführung
Wenn Sie etwas entwerfen SpritzgussteileEs gibt viele Dinge zu beachten, die sich darauf auswirken, wie gut Ihr Teil funktioniert und wie gut es aussieht, wenn es fertig ist. Beim Gießen von Teilen können viele Dinge schiefgehen, wie Einfallstellen, Fließlinien, Verzug und vieles mehr. Daher ist es sehr wichtig, die Richtlinien für die Gestaltung von Teilen für das Spritzgießen zu kennen, damit Sie hervorragende Ergebnisse erzielen können.

In diesem Artikel gebe ich Ihnen die ultimativen Konstruktionsregeln für das Spritzgießen an die Hand, damit Sie die besten Kunststoffteile herstellen können. Außerdem gebe ich Ihnen einige Details über die Prozesssteuerung, einige wichtige Richtlinien für die Konstruktion von Formen und einige Tipps, wie Sie einige häufige Konstruktionsprobleme vermeiden können.
Spritzgießendes Design
Beim Spritzgießen wird Kunststoff geschmolzen und in eine Form gespritzt, um ein Teil herzustellen. Das Design der Form und des Teils, das Sie herstellen, sind sehr wichtig für das gute Funktionieren des Verfahrens. Hier sind einige Gründe, warum das Design beim Spritzgießen wichtig ist.

Fertigungskomplexität bestimmen
Nachdem sie sich den Entwurf angesehen haben, können Produktdesigner und Ingenieure über all die Dinge nachdenken, die bei der Herstellung des Produkts schiefgehen könnten. Der Entwurf gibt ihnen vor, was zu tun ist, sodass sie bei der Herstellung des Produkts nicht raten müssen, was zu tun ist.
Sicherstellung der Machbarkeit der Produktion
Wenn Sie mit einem neuen Design- und Produktionsverfahren für Kunststoffteile beginnen, wissen Sie nicht sicher, ob das von Ihnen entworfene Teil herstellbar ist. Mit Hilfe des Spritzgießdesigns können Sie herausfinden, ob die Art und Weise, wie Sie das Teil herstellen wollen, funktionieren wird. Sie können herausfinden, ob Sie Probleme bei der Herstellung haben werden, wenn die Teile in der Form stecken bleiben.

Vorbeugung von Teilefehlern
Wenn Sie Ihr Projekt nicht Spritzgussteile richtig funktionieren, werden sie nicht richtig funktionieren. Aufgrund von Einspritzfehlern oder anderen mechanischen Fehlern können sie nicht das tun, was sie tun sollen. Richtlinien für die Konstruktion von Spritzgussteilen helfen Ihnen, die richtigen Parameter für das Spritzgießen zu wählen und die großen Probleme zu vermeiden, die dazu führen, dass Ihre Teile nicht funktionieren.
Überlegungen zum Design von Spritzgussteilen
Das Spritzgießen ist ein komplexer Prozess, der sorgfältige Designüberlegungen erfordert, um eine erfolgreiche Produktion zu gewährleisten. Sobald der Prozess beginnt, können konstruktionsbedingte Fehler zu erheblichen Verzögerungen und Kosten führen. Um diese Fehler zu vermeiden, ist es daher unerlässlich, die richtigen Richtlinien für die Konstruktion von Spritzgussteilen zu befolgen. Im Folgenden finden Sie einige wichtige Überlegungen, die bei der Konstruktion von Spritzgussteilen zu beachten sind.

Wanddicke der Kammer
Dies ist einer der wichtigsten Punkte, über den man bei der Konstruktion von Spritzgussteilen nachdenken muss. Die Wandstärke beeinflusst viele Aspekte eines Teils, z. B. sein Aussehen, seine Funktion und seine Kosten. Sie müssen also die richtige Wandstärke auf der Grundlage der Anforderungen an das Teil ermitteln. Man muss bedenken, wie stark das Teil beansprucht werden kann und wie lange es halten muss, um die dünnste Wandstärke zu ermitteln, mit der man auskommen kann.
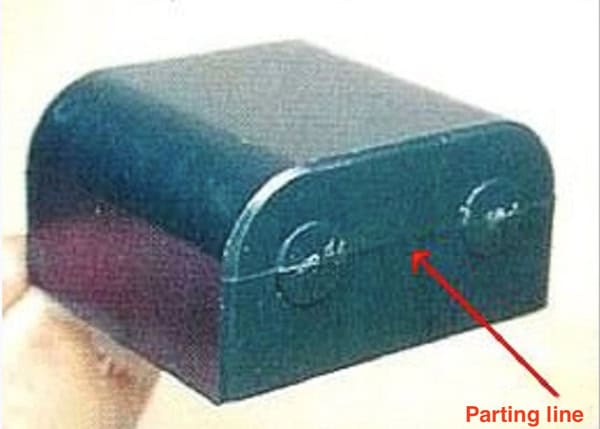
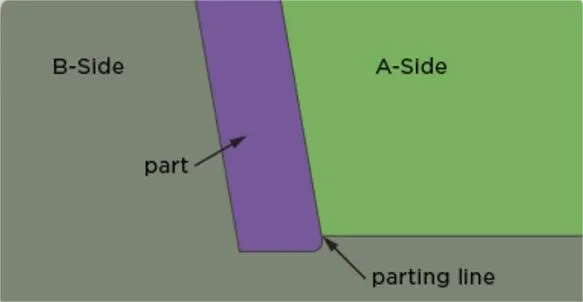
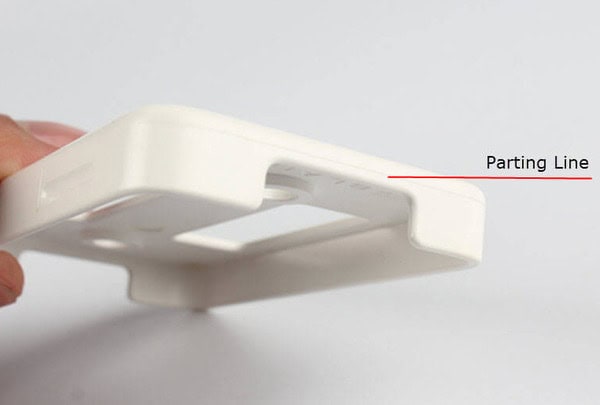
Trennungslinie
Die Trennebene ist die Stelle, an der die beiden Hälften der Form zusammenkommen, um das Endprodukt herzustellen. Wenn die Trennebene nicht übereinstimmt oder falsch ausgerichtet ist, kann dies zu Gratdefekten im Formteil führen. Daher ist es wichtig, eine einfache und gerade Trennebene zu entwerfen, um diese Fehler zu minimieren.
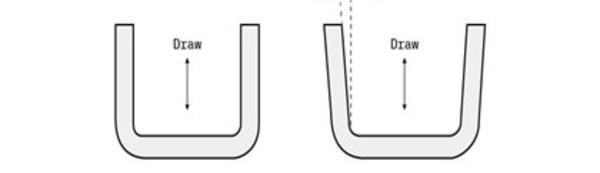
Tiefgangswinkel
Der Entformungswinkel ist der Winkel an der Oberfläche eines Spritzgussteils, der es ermöglicht, es leicht und ohne Beschädigung aus der Form zu entnehmen. Der erforderliche Entformungswinkel hängt von Faktoren wie Wandstärke, Materialschwindung, Nachbearbeitungsbedarf usw. ab.
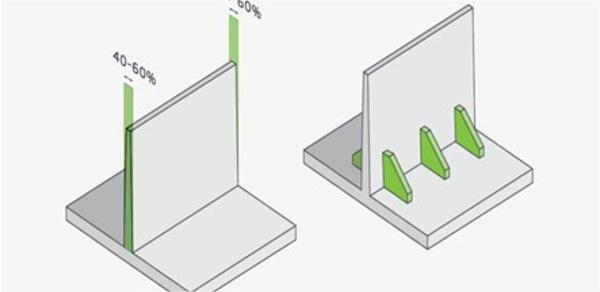
Rippen und Bosse
Rippen werden zur Verstärkung der Wände eines Teils verwendet, wenn zwei Wände in einem 90-Grad-Winkel aufeinandertreffen. Sie tragen dazu bei, dass das Teil stärker wird und mehr Gewicht tragen kann. Vorsprünge sind erhabene Bereiche an einem Teil, die zum Befestigen und Ausrichten anderer Teile dienen. Sie machen die Teile auch an Stellen wie Schraubenlöchern und Schlitzen stärker.

Standort und Typ des Tors
Der Anschnitt beim Spritzgießen ist ein sehr wichtiges Teil, das direkt mit dem Kunststoffteil verbunden ist und den Fluss des geschmolzenen Kunststoffs in die Kavität steuert. Größe, Form und Position des Anschnitts haben einen großen Einfluss auf das fertige Produkt. Sie beeinflussen die Festigkeit und das Aussehen des Produkts.
Auswerferstifte
Dies ist eine wichtige Funktion beim Spritzgießen. Es hilft, das Teil aus der Form zu drücken, nachdem es ausreichend abgekühlt ist. Sie hinterlassen oft Spuren auf dem Teil. Daher müssen sie auf einer Ebene konstruiert werden, die senkrecht zur Bewegungsrichtung des Stifts liegt.

Hinterschneidungen und Gewinde
Hinterschneidungen und Gewinde sind vertiefte oder überhängende Merkmale, die es erschweren, das Kunststoffteil mit einem Zug aus der Form zu lösen. Sie müssen sicherstellen, dass das Teil mit einem Zug entformt werden kann. So können Sie die Kosten für das Spritzgießen niedrig halten. Wenn Sie also entwerfen SpritzgussteileSie wollen Gewinde und Hinterschneidungen vermeiden.

Filets
Um das Spritzgießen zu verbessern, sollten Sie abgerundete Merkmale anstelle von scharfen Ecken und Kanten haben. Scharfe Kanten benötigen mehr Druck zum Füllen, was das Teil beschädigen und beim Auswerfen zu Defekten führen kann. Abgerundete Innen- und Außenecken helfen dem Kunststoff, besser zu fließen, was Spannungen und Risse verringert.

Oberflächenbehandlungen
Kunststoffteile können unterschiedliche Oberflächenbeschaffenheiten haben, die sich auf ihre Textur, ihr Aussehen und ihre Haptik auswirken. Die Wahl der richtigen Oberfläche ist in der Entwurfsphase wichtig, da sie die benötigten Werkzeuge und Materialien bestimmt. Raue Oberflächen erfordern mehr Entwurf und beeinflussen die Materialauswahl. Möglicherweise muss auch die Oberfläche der Form vorbereitet werden, um die gewünschte Oberfläche zu erreichen. Jede Unvollkommenheit in der Formoberfläche wird auf dem geformten Teil sichtbar sein.

Auswahl des Materials
Bei der Herstellung von Produkten im Spritzgussverfahren können Sie eine Reihe verschiedener Kunststoffarten verwenden. Jede Kunststoffart hat ihre eigenen speziellen physikalischen und mechanischen Eigenschaften. Die Art des Kunststoffs, für den du dich entscheidest, wirkt sich darauf aus, wie dein Teil in der Welt funktioniert, in der du es haben möchtest. Bei der Auswahl eines Kunststoffs für das Spritzgießen kommt es vor allem darauf an, wie stark der Kunststoff schrumpft, wie gut er passt und wie viel er kostet.

Leitfaden für die Konstruktion von Spritzgussformen
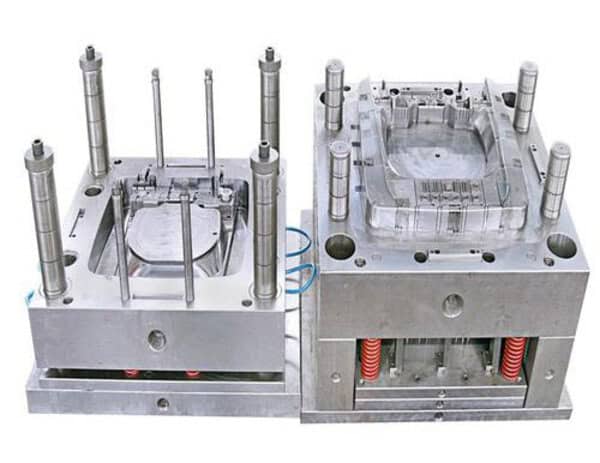
Der Entwurf und die Herstellung von Spritzgießwerkzeugen ist ein wichtiger Bestandteil der Herstellung von Kunststoffteilen. Die Formwerkzeuge bestimmen die Form des vorgesehenen Kunststoffteils. Daher müssen alle Formkomponenten für ein reibungsloses Spritzgießen im richtigen Zustand sein.
Grundform und Kavitätenlayout
Die Form muss stabil und haltbar sein, einfach zu warten und für Reparaturen und Wartung leicht auseinander- und wieder zusammenzubauen. Die Formwerkzeuge müssen präzise gefertigt sein, damit Hohlraum und Kern richtig ausgerichtet sind. Das Layout des Formwerkzeugs muss außerdem so gestaltet sein, dass die Hohlraum- und Kerneinsätze für Wartungs- und Reparaturarbeiten leicht zugänglich sind. Dadurch werden Fehler vermieden und die Teile werden besser.

Design des Kühlsystems
Das Kühlsystem spielt bei der Konstruktion von Spritzgussformen eine wichtige Rolle. Es steuert die Temperatur des Formhohlraums und des Kunststoffmaterials. Die Kühlung ist wichtig, weil sie zur Verfestigung des Kunststoffs und zur Kontrolle der Schrumpfung beiträgt.
Laufrad- und Torgestaltung
Das Anguss- und Angusssystem steuert den Fluss des geschmolzenen Kunststoffs in den Formhohlraum. Der Anschnitt ist der Eingang für den Kunststoff in die Kavität, und das Angusssystem führt den Kunststoff zum Anschnitt. Das Design des Anschnitt- und Angusssystems wirkt sich auf die Effizienz des Formgebungsprozesses und die Qualität des Endprodukts aus.
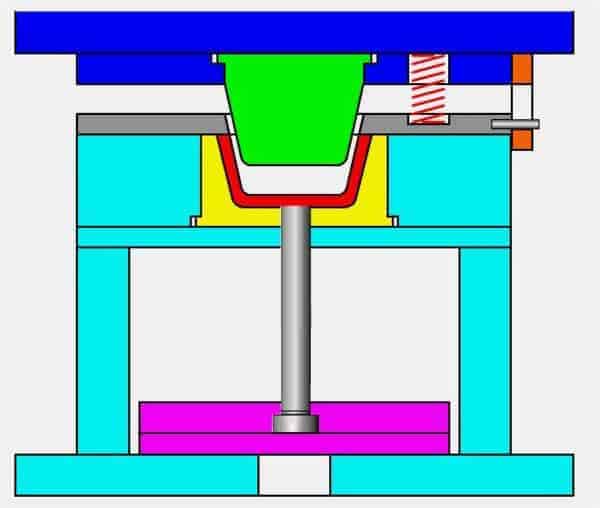
Entwurf des Auswurfsystems
Das Auswerfersystem dient dazu, das fertige Teil aus der Form zu holen. Bei der Konstruktion des Auswerfersystems müssen Sie die Form des Teils, die Anzahl der Hinterschneidungen und die Festigkeit des Teils berücksichtigen. Um sicherzustellen, dass das Teil beim Herausnehmen nicht beschädigt wird, können Sie Auswerferstifte, Hülsen oder hydraulische Auswerfersysteme verwenden.
Formenmaterial und Oberflächenbehandlung
Das Material, das Sie für Ihre Form verwenden, wirkt sich auf deren Lebensdauer und die Qualität des fertigen Teils aus. Um die beste Leistung zu erzielen, sollte Ihr Formenmaterial eine hohe Schmelztemperatur, eine gute Wärmeleitfähigkeit und eine ausgezeichnete Verschleißfestigkeit aufweisen. Die Wahl des richtigen Materials kann Ihnen helfen, die Zykluszeit zu verkürzen, die Lebensdauer Ihrer Form zu verlängern und das Risiko von Formteilfehlern zu verringern.

Zetar Mold ist der beste Anbieter von Spritzgießdienstleistungen, um Ihren Spritzgießprozess und die geformten Teile zu verbessern. Wir führen eine vollständige DFM-Analyse für Ihr Spritzgießprojekt durch, um Ihre Form und Ihr Teiledesign zu verbessern. Auf diese Weise sparen Sie Zeit und Geld und erhalten ein besseres Produkt.
Spritzgießprozess Qualitätskontrolle Kunststoffteile
Spritzgießen ist eine äußerst präzise und effiziente Methode zur Herstellung von Kunststoffteilen. Aber wenn man gute Kunststoffteile herstellen will, muss man den Prozess sehr gut kontrollieren.

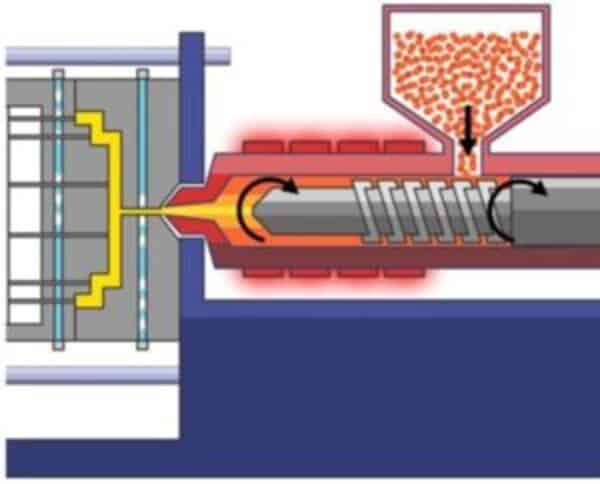
Überblick über das Spritzgießverfahren
Beim Spritzgießen wird der Kunststoff geschmolzen und dann unter Druck in einer Form verfestigt, um ihm eine Form zu geben. Dieser Prozess erfolgt in einem kontinuierlichen Zyklus und umfasst viele Schritte. Nach dem Erhitzen des Kunststoffs öffnet sich der Schieber, wenn die Form unter dem richtigen Druck steht. Dann wird der geschmolzene Kunststoff in die Form gespritzt.
Wenn das geschmolzene Harz das Ende des Zylinders erreicht, schließt sich der Anschnitt. Die beiden Hälften der Form schließen sich dann gleichzeitig und werden durch den Schließdruck zusammengehalten. Nach der Nachdruckphase zieht sich die Schnecke zurück und das Teil kühlt in der Form ab. Nach der Abkühlung des Teils öffnet sich die Form und der Auswerferstift oder die Auswerferplatte schiebt das Teil heraus. Das fertige Teil ist dann bereit für die Endbearbeitung.

Prozessparameter und Optimierung
Die Kontrolle des Spritzgießprozesses umfasst die Überwachung und Anpassung mehrerer Parameter, um die besten Ergebnisse zu erzielen. Hier sind einige der wichtigsten Parameter, die zu berücksichtigen sind:
Einspritzdruck und -geschwindigkeit: Diese Parameter bestimmen, wie schnell der geschmolzene Kunststoff den Formhohlraum ausfüllt. Der Einspritzdruck sollte hoch genug sein, um den Formhohlraum vollständig zu füllen. Er sollte jedoch nicht zu hoch sein, da es sonst zu Gratbildung oder Verformung des Teils kommt. Das Material sollte in der Lage sein, den Hohlraum in der kürzest möglichen Zeit zu füllen, ohne sich zu zersetzen.
Einspritztemperatur: Die Einspritztemperatur beeinflusst das Fließverhalten des Kunststoffs und seine Viskosität. Der Kunststoff sollte bis zu seinem Schmelzpunkt erwärmt und während des Spritzgießvorgangs auf einer konstanten Temperatur gehalten werden. Sie können Thermoelemente an verschiedenen Stellen im Formhohlraum verwenden, um die Temperatur zu überprüfen und zu steuern.
Nachdruck und Zeit: Der Nachdruck sollte verhindern, dass das Material in die Einspritzvorrichtung zurückfließt. Die Nachdruckzeit sollte den Kunststoff vollständig abkühlen und aushärten lassen. Die Zeit hängt davon ab, wie dick die Wände sind und wie kompliziert das Teil ist.
Abkühlzeit: Die Abkühlzeit sollte sich an den thermischen Eigenschaften des Materials und der Wandstärke des Teils orientieren. Thermoelemente können auch bei der Überwachung der Kühlzeit helfen. Sie können die Zeit anpassen, indem Sie die Anordnung der Kühlkanäle ändern oder die Größe erhöhen.

Auswerfen: Das Auswerfersystem sollte einen reibungslosen und gleichmäßigen Auswurf gewährleisten, um Schäden am Teil und an der Form zu vermeiden. Die Ausstoßkraft sollte auch von der Größe und Komplexität des Teils abhängen.
Qualitätskontrolle und Inspektion werden durchgeführt, um sicherzustellen, dass die gegossenen Teile gut sind. Es gibt verschiedene Möglichkeiten, wie z. B. Prozessfähigkeitsstudien, Sicht- und Maßprüfungen und Funktionstests. Sie helfen dabei herauszufinden, was falsch ist und wie man es besser machen kann.
Häufige Probleme beim Spritzgussdesign und Lösungen

Manchmal gehen Dinge schief, wenn man Dinge im Spritzgussverfahren herstellt. Diese Probleme können dazu führen, dass das Produkt nicht richtig funktioniert. Manchmal liegen die Probleme an der Art und Weise, wie man das Teil herstellt.
Einige typische Designprobleme beim Spritzgießen und deren Lösung
Sinkspuren und Verzug
Einfallspuren sind ein Fehler in Spritzgießen die sich als kleine Dellen auf der flachen Oberfläche des Formteils zeigen. Einfallstellen werden in der Regel durch die Schrumpfung des Materials im Inneren des Formteils verursacht, wodurch das Material von außen nach innen sinkt.

Ursachen: Zu hohe Schmelz- oder Werkzeugtemperatur, zu niedriger Halte- oder Einspritzdruck, Konstruktionsfehler der Form, zu kurze Halte- oder Kühlzeit und zu geringer Druck.
Lösungen: Kühlen Sie die Form langsam und lange ab, damit sie nicht überlastet wird. Halten Sie die Wände gleich dick, damit der Kunststoff in einer Richtung durch die Form fließen kann. Verwenden Sie genügend Druck und Zeit, um das Material an der Außenseite des Teils abzukühlen. Machen Sie die Form oder das Material kälter.

Flash und Part Sticking
Grat, Spritzer oder Grat sind überschüssiges Formmaterial, das sich als dünne Linie an der Kante Ihres Teils zeigt. Dies geschieht in der Regel, wenn Material aus der vorgesehenen Position herausfließt. Ein Grat ist ein kleiner Fehler, kann aber zu einem großen Problem werden, wenn er die Funktion Ihres Teils beeinträchtigt.

Ursachen: Schlechte Konstruktion und Kontrolle des Auspuffsystems, zu geringe Schließkraft, Probleme bei der Werkzeugkonstruktion und schlechte Formbedingungen, zu hoher Einspritzdruck oder Werkzeugtemperatur, zu wenig Trennmittel, zu kurze Kühlzeit.
Lösungen: Stellen Sie sicher, dass der Entlüftungskanal groß genug ist, üben Sie eine hohe Schließkraft auf die Platte aus, lassen Sie keine Lücken, gestalten Sie die Form so um, dass das geschmolzene Material reibungslos fließt und eine gute Entlüftung gewährleistet ist, verwenden Sie das richtige Trennmittel auf der Form, stellen Sie den richtigen Einspritzdruck, die richtige Formtemperatur und die richtige Abkühlzeit für das von Ihnen verwendete Material ein.

Kurze Schüsse und Brandflecken
Kurzschüsse entstehen, wenn der Kunststoff die Form nicht vollständig ausfüllt. Das bedeutet, dass das Teil, das Sie aus der Form nehmen, nicht vollständig ist. Kurze Schüsse sind ein großes Problem, weil sie Ihr Teil schlecht aussehen lassen und nicht richtig funktionieren.

Brandflecken sind schwarze oder rostfarbene Flecken auf der Oberfläche oder Kante Ihres Formteils. Normalerweise beeinträchtigen sie die Integrität des Teils nicht, aber sie werden zu einem großen Problem, wenn sie das Formteil verbrennen und eine Verschlechterung verursachen.
Ursachen: Zu geringer Einspritzdruck, eingeschlossene Lufteinschlüsse, die den freien Fluss des geschmolzenen Kunststoffs behindern, Verwendung von Materialien mit extrem hoher Viskosität, schlechte Konstruktion der Anschnitt- und Angusssysteme, extrem hohe Schmelzetemperaturen.

Lösungen: Erweitern Sie die Entlüftungsöffnungen oder fügen Sie weitere Entlüftungsöffnungen hinzu, um eine bessere Belüftung zu erreichen, verwenden Sie die richtige Werkzeugtemperatur, um ein schnelles und ungleichmäßiges Abkühlen des Materials zu vermeiden, verlangsamen Sie die Einspritzgeschwindigkeit, um das Risiko von Lufteinschlüssen zu verringern, erhöhen Sie die Einspritzgeschwindigkeit und den Druck oder verwenden Sie ein dünneres Substrat für einen besseren Fluss.
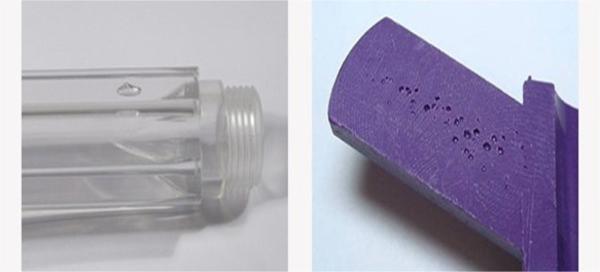
Lufteinschlüsse und Hohlräume
Lufttaschenfehler gehören zu den schwerwiegendsten Fehlern beim Spritzgießen. Sie zeigen sich als Lufteinschlüsse oder Blasen im Formteil. Diese eingeschlossenen Luftblasen können strukturelle und ästhetische Mängel verursachen. Wenn die ursprüngliche Luft in der Form heiß und stark genug komprimiert wird, kann sie explodieren und das Formteil und die Form zerstören.
Ursachen: Schlechte Belüftung in der Form, ungleichmäßige Füllung der Kavität, Verdichtung und Entzündung von eingeschlossener Luft, unzureichender Formdruck, Materialien, die aufgrund erheblicher Dichteänderungen zu Hohlräumen neigen
Lösungen: Erhöhung der Werkzeugtemperatur, Neugestaltung oder Änderung des Angusssystems und der Anschnittpositionierung, Verwendung von Materialien mit geringerer Viskosität zur Vermeidung von Blasenbildung, Begrenzung der Zykluszeit zur Vermeidung der Kompression und Entzündung eingeschlossener Luft, Erhöhung des Einspritzdrucks, wirksame Absaugung eingeschlossener Luft in der Kavität.

Fehlanpassung der Trennlinie und Ablenkung
Eine Fehlanpassung der Trennebene liegt vor, wenn die beiden Hälften der Form nicht richtig aufeinander ausgerichtet sind. Es entsteht eine sichtbare Naht oder Lücke entlang der Trennlinie des Formteils. Von Durchbiegung spricht man, wenn sich das Formteil beim Abkühlen verzieht oder verformt. Beide Fehler können dazu führen, dass das Teil nicht den erforderlichen Spezifikationen entspricht. Das bedeutet mehr Ausschuss und weniger Produktivität.
Ursachen: Ungleiche Schließkraft, Größenänderungen der Formteile, zu hoher Einspritzdruck und Temperatur, die Form wird größer, wenn sie heiß wird, zu wenig Zeit zum Abkühlen des Teils.
Lösungen: Vergewissern Sie sich, dass die Form richtig eingespannt und ausgerichtet ist, halten Sie die Form immer auf der gleichen Temperatur, verwenden Sie die richtigen Spritzgusseinstellungen für das Material, und erwärmen Sie das Teil nach dem Gießen, um Spannungen abzubauen.
Wie Sie hochwertige Spritzgussteile erhalten
Wenn Sie gute Kunststoffteile wollen, müssen Sie mit einem guten Unternehmen für Kunststoffteile zusammenarbeiten. Zetar Mold ist ein gutes Unternehmen für Kunststoffteile. Wir stellen gute Kunststoffteile her. Wir haben gute Leute und gute Maschinen. Wir stellen gute Kunststoffteile her, die gut aussehen.
Zetar Mold bietet Ihnen eine Vielzahl von Materialien und Veredelungsdienstleistungen zur Verbesserung der Qualität Ihrer Spritzgussformen und Kunststoffteile. Unsere erfahrenen Techniker können Sie bei der Optimierung Ihres Werkzeugdesigns beraten und die richtigen Materialien und Oberflächenbehandlungen für Ihre Kunststoffteile empfehlen.

Wir wissen, dass Spritzgießprojekte kompliziert sein können. Deshalb haben wir einen optimierten Angebotsprozess und bieten DFM-Analyseberichte, die Ihnen helfen, Ihre Designkonzepte zu bestätigen, bevor Sie mit der Fertigung beginnen.
Unser erfahrenes Ingenieurteam kann Sie auch während des gesamten Fertigungsprozesses unterstützen. Senden Sie uns noch heute Ihre Konstruktionsdateien, um ein sofortiges Angebot zu erhalten und Ihre Spritzgießen Reise.

Schlussfolgerung
Das Spritzgießen ist eine vielseitige und effiziente Technologie, mit der hochwertige kundenspezifische Kunststoffteile für eine Vielzahl von Branchen hergestellt werden können. Der Prozess ist jedoch unvollständig, wenn man nicht eine Reihe von Richtlinien für die Konstruktion von Spritzgussteilen befolgt. So können Sie im Detail erfahren, was Sie benötigen und wie Sie den Prozess abschließen.

Die in diesem Artikel besprochenen Konstruktionsregeln für das Spritzgießen werden Ihnen helfen, Ihren Prozess zu optimieren, eine kosteneffiziente Produktion zu gewährleisten und die Zykluszeiten zu reduzieren. Konstruktionsfehler sind kostspielig. Wenden Sie sich noch heute an Zetar Mold für Ihr Spritzgießdesign. Wir sind bereit, Ihnen zu besseren Ergebnissen zu verhelfen.







