 Zum Inhalt springen
Zum Inhalt springen 

Einführung:Bei der Konstruktion von Spritzgussteilen muss man an vieles denken. All diese Dinge können dein Teil ruinieren und es wie Müll aussehen lassen. Es kann zu Einfallstellen, Einfallstellen, Verzug und allen möglichen anderen Problemen kommen. Du musst also die Regeln für die Konstruktion von Spritzgussteilen kennen, wenn du gute Teile herstellen willst.
Dieser Artikel enthält die ultimativen Regeln für die Konstruktion von Spritzgießwerkzeugen, mit denen Sie die besten Kunststoffteile herstellen können. Außerdem erhalten Sie detaillierte Informationen zur Prozesskontrolle, wichtige Richtlinien für die Werkzeugkonstruktion und Tipps zur Vermeidung häufiger Konstruktionsprobleme.
Die Bedeutung des Spritzgießdesigns
Spritzgießen ist eine Methode zur Herstellung von Kunststoffen. Man gibt geschmolzenen Kunststoff in eine Form und lässt ihn abkühlen und aushärten. Das Design der Form und das Material, das du herstellst, können einen großen Einfluss darauf haben, wie gut es funktioniert. Hier sind einige Gründe, warum das Design beim Spritzgießen wichtig ist.
Bestimmung der Komplexität der Fertigung
Durch die Analyse des Entwurfs können Produktdesigner und Ingenieure verschiedene komplexe Situationen vorhersagen, die während des Herstellungsprozesses auftreten können. Dieser Entwurf enthält detaillierte Anweisungen, um die Unsicherheit vor der Produktionsphase zu verringern.

Darüber hinaus kann ein vorheriges Verständnis der Komplexität die Form und Struktur der Form klären. Dies hilft bei der Entwicklung und Herstellung geeigneter Formen für die gewünschten Produkte.
Sicherstellung der Machbarkeit der Produktion
Wenn Sie ein Kunststoffteil entwerfen und produzieren, wissen Sie nicht mit Sicherheit, ob das von Ihnen entworfene Teil herstellbar sein wird. Mit dem Spritzgießdesign kann die Herstellbarkeit von Anfang an bestimmt werden.

So können Sie herausfinden, ob es bei der Herstellung zu Problemen kommt, wenn Teile in der Form stecken bleiben. Und was noch wichtiger ist: Sie sparen Zeit und Geld, so dass Sie angemessene Teilepreise erzielen und Teile in einer kürzeren Zykluszeit herstellen können.
Verhinderung von Komponentenausfällen
Wenn Sie Ihr Spritzgussteil nicht richtig entwerfen, werden Sie am Ende ein mieses Teil haben. Es wird nicht richtig funktionieren, es wird nicht richtig aussehen, und es wird ein großes Ärgernis für Sie sein. Sie werden mit Spritzgussfehlern und anderen mechanischen Fehlern zu kämpfen haben, die Ihr Teil daran hindern, das zu tun, was es tun soll.
Die Richtlinien für die Konstruktion von Spritzgussteilen helfen Ihnen, die richtigen Formgebungsparameter zu wählen und die großen Fehler zu vermeiden, die dazu führen, dass Ihr Teil nicht funktioniert.
Konstruktionsüberlegungen für spritzgegossene Teile
Das Spritzgießen ist ein komplexes Verfahren, das eine sorgfältige Planung erfordert, um sicherzustellen, dass es richtig gemacht wird. Wenn Sie bei der Konstruktion Fehler machen, müssen Sie später dafür bezahlen. Sie müssen also die richtigen Richtlinien für die Konstruktion von Spritzgussteilen befolgen, um Fehler zu vermeiden. Hier sind einige Dinge, die Sie bei der Konstruktion von Spritzgussteilen beachten sollten.

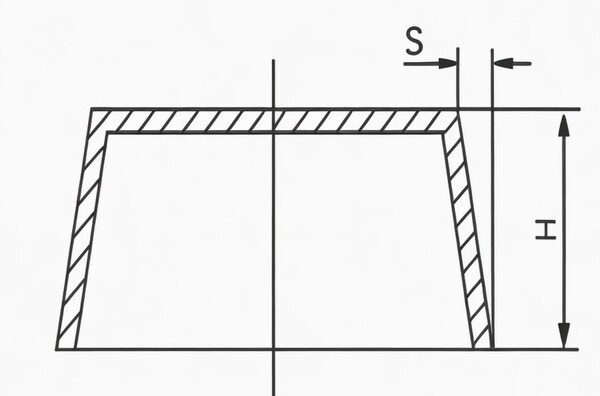
Wanddicke
Dies ist einer der wichtigsten Faktoren, die in der Entwurfsphase von Spritzgussteilen zu berücksichtigen sind. Die Wanddicke kann sich auf mehrere wichtige Eigenschaften des Bauteils auswirken, darunter seine Leistung, Ästhetik und Kosten.
Daher sollte die Nennwanddicke auf der Grundlage der funktionalen Leistungsanforderungen bestimmt werden. Sie sollten die zulässige Spannung und die erwartete Lebensdauer der Formteile berücksichtigen, um die Mindestwanddicke zu bestimmen.
Die allgemeine Regel lautet, dass die Wandstärke über das gesamte Spritzgussteil hinweg gleichmäßig sein sollte. Idealerweise sollte die einheitliche Wandstärke zwischen 1,2 mm und 3 mm liegen. Dünne Wände erfordern einen hohen Kunststoffdruck und können zu Lufteinschlüssen führen. Dicke Wände kosten mehr Geld, da sie länger zum Abkühlen brauchen und mehr Material verbrauchen.

Wenn Sie ein Teil haben, dessen Wandstärke sich ändert, müssen Sie dafür sorgen, dass der Übergang zwischen den einzelnen Teilen fließend ist. Dies können Sie erreichen, indem Sie an schrägen Kanten oder Ecken Fasen anbringen. Ebenso wird durch die Verwendung abgerundeter Ecken für abgerundete Ecken oder Kanten sichergestellt, dass der geschmolzene Kunststoff die Form vollständig ausfüllt und gleichmäßig abkühlt.
Klassifizierung Linie
Die Trennebene ist die Stelle, an der die beiden Hälften der Form zusammenkommen, um das Endprodukt herzustellen. Wenn die Konstruktion der Trennfuge nicht übereinstimmt oder falsch ausgerichtet ist, kann dies zu Gratfehlern in den Formteilen führen.

Daher ist es wichtig, eine einfache und gerade Trennebene zu entwerfen, um diese Fehler so weit wie möglich zu minimieren. Einfache Trennebenen sind einfacher herzustellen, erfordern weniger Wartung und können dem Endprodukt eine bessere Gesamtglätte verleihen.
Wenn Sie Trennlinien entwerfen, ist es im Allgemeinen am besten, sie an scharfen Kanten und nicht an abgerundeten Flächen anzubringen. Dies trägt dazu bei, den Bedarf an Formen mit engen Toleranzen zu verringern, was die Produktionskosten erhöht. Sie müssen sich auch Gedanken darüber machen, wie die Trennlinie auf dem Endprodukt aussehen wird.

Das Design der Linie sollte so unsichtbar wie möglich sein und nicht über kritische Oberflächen oder Merkmale (wie Text oder Logos) verlaufen. Dies trägt dazu bei, dass das Endprodukt so aussieht, wie es aussehen soll, und verbessert die Gesamtqualität des Spritzgießprozess.
Tiefgangswinkel
Der Entformungswinkel an der Oberfläche von Spritzgussteilen ermöglicht eine leichte Entnahme aus der Form, ohne dass Schäden entstehen. Der erforderliche Entformungswinkel hängt von Faktoren wie der Wandstärke, der Schwindungsrate des Materials und den Anforderungen an die Nachbearbeitung und Endbearbeitung ab.

Der durchschnittliche Entformungswinkel sollte um 1 Grad pro Zoll Tiefe zunehmen, aber für die meisten Teile sind mindestens 1,5 bis 2 Grad in der Regel sicher. Bei starker Texturierung kann ein Maximum von 5 Grad pro Zoll erforderlich sein. Zu wenig Verzug kann zu kosmetischen Mängeln wie Schleifspuren führen.
Bei der Konstruktion von Spritzgussteilen mit CAD-Systemen können Sie Entformungsschrägen hinzufügen, aber es ist am besten, dies am Ende des Konstruktionsprozesses zu tun, um die Dinge so einfach wie möglich zu halten.
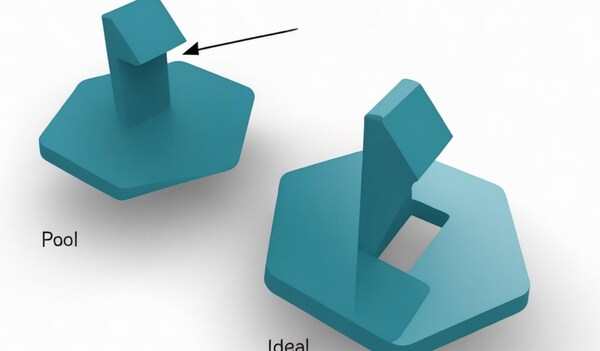
Rippen und Vorsprünge
Rippen werden zur Verstärkung von Wänden verwendet, wenn zwei Wände in einem 90-Grad-Winkel aufeinandertreffen. Sie tragen dazu bei, dass das Teil stärker wird und mehr Gewicht tragen kann. Die Höcker helfen auch beim Ausrichten und Befestigen von Teilen. Sie machen das Teil auch an Stellen wie Schraubenlöchern und Schlitzen stabiler.

Die maximale Dicke der Unterseite der Stützrippe sollte 2/3 der Dicke der angrenzenden Wand betragen. Die Höhe der Bewehrungsstäbe sollte das 2,5-fache der Nennwanddicke (2,5T) nicht überschreiten. Es ist wichtig, die Schrumpfung zu berücksichtigen. Um Schwindungsstellen zu vermeiden, sollte die Dicke des Vorsprungs 60% der gesamten Wanddicke nicht überschreiten.
Standort und Typ des Tors
Der Anguss ist ein sehr wichtiger Teil des Spritzgießverfahrens. Er ist das Teil, das direkt mit dem Kunststoffteil verbunden ist und den Fluss des geschmolzenen Kunststoffs in den Formhohlraum steuert. Größe, Form und Position des Angusses haben einen großen Einfluss auf das fertige Produkt. Sie beeinflussen die Festigkeit des Teils und sein Aussehen.

Es gibt vier gängige Arten von Anschnittdesigns, die für verschiedene Arten von Spritzgießwerkzeugen verwendet werden: Rand, U-Boot, heiße Spitze und Anguss. Wie der Name schon sagt, befindet sich der Kantenanschnitt an der Kante eines flachen Teils und hinterlässt Narben an der Trennebene.
Submarine Anschnitte sind weit verbreitet und werden in verschiedenen Varianten angeboten, z. B. als Banana Gate, Smile Gate und Tunnel Gate. Sie erfordern ein automatisches Beschneiden mit einem oberen Stift und helfen dabei, die Anschnittposition von der Trennebene weg zu verlagern, um eine bessere Füllung zu erreichen.

Heißkanalanschnitte werden nur bei Heißkanal-Spritzgießwerkzeugen verwendet. Sie befinden sich in der Regel an der Oberseite von runden oder konischen Formen. Andererseits ist der Anguss eine gute Wahl für große zylindrische Formen mit einem Hohlraum. Sie hinterlassen in der Regel große Abdrücke an den Stellen, an denen sie sich berühren, sind aber leicht herzustellen und zu pflegen.
Das Design und der Typ des Anschnitts hängen von der Konstruktion des Teils, der Materialauswahl, den Größenanforderungen und den ästhetischen Anforderungen an das Endprodukt ab. Eine wichtige Überlegung bei der Konstruktion ist, den Anschnitt nicht in Bereichen mit hoher Belastung oder starker Beanspruchung zu platzieren, um das Risiko von Defekten zu minimieren.

Außerdem ist es wichtig, sekundäre Anschnittentfernungen zu vermeiden und die Anschnitte an den dicksten Stellen zu platzieren, um eine optimale Füllung zu erreichen. In einigen Fällen können je nach Größe, Geometrie und Art des Kunststoffpolymers des Teils mehrere Anschnitte erforderlich sein.
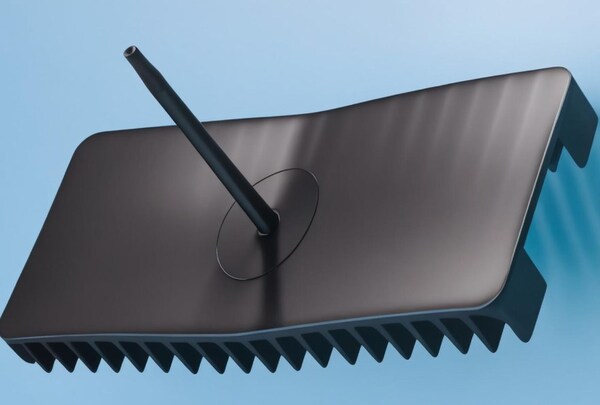
Obere Nadel
Dies ist ein wichtiger Teil der Spritzgießeinrichtung, der dabei hilft, das Teil aus der Form zu drücken, nachdem es ausreichend abgekühlt ist. Sie hinterlassen oft Spuren auf den Teilen. Daher müssen sie auf einer Ebene konstruiert werden, die senkrecht zur Bewegungsrichtung der Stifte liegt.

Die Form des Teils, der Entformungswinkel, die Wandtiefe und die Wandbeschaffenheit bestimmen die Anzahl und Position der Stifte. Diese Faktoren beeinflussen, wie die Teile an der Formwand haften. Auch das von Ihnen gewählte Material wirkt sich auf die Größe und Position dieser Stifte aus.
Bei Harzen mit höherer Viskosität ist beispielsweise mehr Kraft erforderlich, um sie herauszubekommen. Ebenso benötigen weichere Kunststoffpolymere breitere oder mehr Stifte, um die Kraft zu verteilen und Gussfehler zu vermeiden.

Bodenschneiden und Gewindeschneiden
Hinterschneidungen und Gewindegänge sind konkave oder hängende Merkmale, die es den Kunststoffteilen erschweren, mit einem einzigen Zug aus der Form ausgestoßen zu werden. Die Konstruktion sollte sicherstellen, dass die Teile mit einem einzigen unidirektionalen Zug entformt werden können. Dies wird dazu beitragen, die Kosten für das Spritzgießen zu senken. Daher ist es sehr wichtig, bei der Konstruktion von Spritzgussteilen Gewindegänge und Hinterschneidungen zu vermeiden.
Um Hinterschneidungen zu vermeiden, können Sie die Features parallel zur Trennebene ausrichten und die Heber und Schieber in die Konstruktion einbeziehen. Heber helfen dabei, innere Hinterschneidungen ohne Verzug zu entfernen. Nachdem die Teile abgekühlt sind, kann der Heber schräg nach oben gedrückt werden, um den Hinterschnitt aus der Form zu entfernen. Im Gegensatz dazu verwendet der Schieber abgewinkelte Stifte, die mit der Kernform verbunden sind, um äußere Hinterschneidungen zu lösen.
Filet
Um das Spritzgießen zu verbessern, sollten Sie abgerundete Merkmale anstelle von scharfen Ecken und Kanten haben. Scharfe Kanten benötigen mehr Druck zum Füllen, was das Teil beschädigen und beim Auswerfen Fehler verursachen kann. Abgerundete Innen- und Außenecken helfen dem Kunststoff, besser zu fließen, was Spannungen und Risse verringert.

Der Radius der inneren Ecke sollte mindestens 50% der angrenzenden Wanddicke betragen. Die äußere Ecke sollte dagegen 150% der angrenzenden Wanddicke betragen. Bei vertikalen Merkmalen wie Vorsprüngen und Schnappverbindungen sollte die Basis kreisförmig sein. Der Radius des Vorsprungs sollte 25% der angrenzenden Wand betragen, mit einem Mindestradius von 0,381 mm (0,015 Zoll).
Oberflächenbehandlung
Kunststoffteile können unterschiedliche Oberflächenbehandlungen aufweisen, die sich auf ihr Aussehen, ihre Haptik und ihre Berührung auswirken. Die Wahl der richtigen Oberfläche ist wichtig, da sie bestimmt, welche Werkzeuge und Materialien Sie benötigen. Raue Oberflächen benötigen mehr Zugkraft und wirken sich darauf aus, welche Materialien Sie verwenden können.

Möglicherweise müssen Sie noch etwas an der Formoberfläche tun, um sie glatt zu bekommen. Jeder kleine Fehler auf der Oberfläche der Form wird sich auf den Teilen zeigen. Je mehr Sie tun müssen, nachdem die Teile aus der Form kommen, desto mehr kostet es und desto länger dauert es, die Form herzustellen.
Auswahl des Materials
Wenn es darum geht Spritzgießenhaben Sie die Wahl zwischen einer Reihe verschiedener Kunststoffe. Jedes hat seine eigenen einzigartigen physikalischen und mechanischen Eigenschaften. Das Material, das Sie auswählen, wird sich darauf auswirken, wie gut Ihre Teile in der Praxis funktionieren.

Bei der Auswahl eines Materials für das Spritzgießen müssen Sie bedenken, wie stark das Material schrumpfen wird, wie Sie die Teile zusammensetzen werden und wie viel das Material kosten wird.
Die Schrumpfungsrate von Materialien variiert je nach Kunststoffart und Verarbeitungsbedingungen, was sich auf die Leistung und die geometrische Form der Teile auswirken kann. Sie sollten auch die Fähigkeit berücksichtigen, Materialhandhabung und Montageprozesse, wie mechanische Befestigung und Schweißen, zu bewältigen.

Obwohl die idealen Eigenschaften von Kunststoffen entscheidend sind, müssen Sie auch die Kosten für den Einkauf, die Verarbeitung und die Veredelung von Kunststoffen berücksichtigen, um die Produktionskosten zu minimieren.
Richtlinien für die Konstruktion von Kunststoff-Spritzgusswerkzeugen
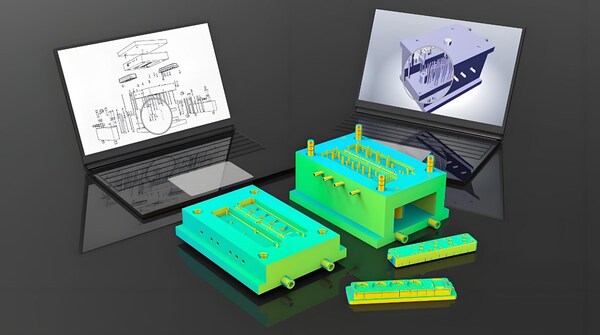
Das Entwerfen und Herstellen von Spritzgussformen ist in der Welt der Kunststoffteileherstellung von großer Bedeutung. Die Formwerkzeuge bestimmen die Form der Kunststoffteile. Daher müssen alle Formkomponenten für ein reibungsloses Spritzgießen im richtigen Zustand sein.

Zum Beispiel, wie Sie sehen können, wenn Sie planen, Druckgussformen, verstehen Sie, dass der wichtige Punkt ist, dass Druckguss Formenbau ist sehr wichtig, und es hat die Fähigkeit, das Design des Instruments zu verbessern, aber es hat auch die Fähigkeit, Probleme zu vermeiden und die höchste Qualität Qualität.
Hier sind einige Dinge, die bei der Gestaltung des Verfahrens zur Herstellung von Spritzgussformen zu berücksichtigen sind.
Formrahmen und Kavitätenlayout
Formwerkzeuge bestehen aus Formböden, Kavitäten, Kerneinsätzen und anderen Teilen. Der Formboden ist das Fundament der Form, während die Kavität und die Kerneinsätze das Teil formen. Die Konstruktion der Formkomponenten wirkt sich auf die Genauigkeit und Konsistenz des Formgebungsverfahrens aus.

Die Form muss stark, robust und pflegeleicht sein und sich leicht auseinandernehmen und wieder zusammensetzen lassen, um sie zu reparieren und zu pflegen. Die Formwerkzeuge müssen sehr sorgfältig hergestellt werden, damit der Hohlraum und der Kern richtig ausgerichtet sind. Die Anordnung der Kavitäten im Formrahmen muss es außerdem ermöglichen, an die Hohlraum- und Kerneinsätze heranzukommen, um sie zu reparieren und zu pflegen. Dadurch wird die Wahrscheinlichkeit von Problemen verringert und die Teile werden besser.
Design des Kühlsystems
Das Kühlsystem spielt bei der Konstruktion von Spritzgussformen eine wichtige Rolle. Es steuert die Temperatur des Formhohlraums und des Kunststoffmaterials. Die Kühlung ist wichtig, weil sie zur Verfestigung des Kunststoffs und zur Kontrolle der Schrumpfung beiträgt.

Das Kühlsystem spielt bei der Konstruktion von Spritzgussformen eine wichtige Rolle. Es steuert die Temperatur des Formhohlraums und des Kunststoffmaterials. Die Kühlung ist wichtig, weil sie zur Verfestigung des Kunststoffs und zur Kontrolle der Schrumpfung beiträgt.
Das Kühlsystem sollte den gesamten Formhohlraum gleichmäßig kühlen. Die Kühlkanäle sollten in der Nähe von Bereichen mit längeren Kühlzeiten liegen, damit sie die Anschnitt- und Angusssysteme nicht beeinträchtigen. Maschinenbauingenieure sollten die Konstruktion auch so optimieren, dass eine möglichst kurze Zykluszeit erreicht wird.

Strömungskanal und Türdesign
Das Anguss- und Angusssystem spielt bei der Konstruktion von Spritzgussformen eine wichtige Rolle. Es steuert den Fluss des geschmolzenen Kunststoffs in den Formhohlraum. Der Anguss ist der Eingang für den Kunststoff in den Formhohlraum, und das Angusssystem führt den Kunststoff zum Anguss. Die Gestaltung von Anguss- und Angusssystemen wirkt sich auf die Effizienz des Gießprozesses und die Qualität des Endprodukts aus.

Das Tor ist wichtig. Er sollte die richtige Größe haben, sich an der richtigen Stelle befinden und die richtige Form haben. Er sollte dazu beitragen, dass der Kunststoff in die Form fließt und keine Probleme verursacht. Auch das Angusssystem ist wichtig. Es sollte dazu beitragen, dass der Kunststoff in die Form fließt und keine Probleme verursacht.
Entwurf des Startsystems
Das Auswerfersystem sorgt für die Entnahme der Teile aus der Form. Bei der Konstruktion des Auswerfersystems müssen Sie die Form der Teile, die Anzahl der Bodenschnitte und die Steifigkeit der Teile berücksichtigen. Sie können Auswerferstifte, Hülsen oder hydraulische Auswerfersysteme verwenden, um sicherzustellen, dass Sie die Teile beim Auswerfen nicht beschädigen.

Sie müssen auch sicherstellen, dass das Auswerfersystem stark genug ist, um die Teile aus der Form zu drücken. Sie müssen sich auch Gedanken darüber machen, wo das Einspritzsystem im Verhältnis zum Anguss- und Angusskanalsystem liegt, damit es zu keinen Störungen kommt.
Formwerkstoffe und Oberflächenbehandlung
Die Materialien, die Sie für Ihre Form verwenden, haben Einfluss auf die Lebensdauer und das Aussehen Ihrer Teile. Sie sollten Materialien verwenden, die hitzebeständig sind, die Wärme gut leiten und die sich nicht abnutzen. Die Wahl der richtigen Materialien kann dazu beitragen, dass Sie Teile schneller herstellen, dass Ihre Formen länger halten und dass Sie bessere Teile herstellen.

Jede Form ist anders und muss bei der Verarbeitung sorgfältig durchdacht werden. Die verwendeten Materialien müssen präzise bearbeitet werden, um Oberflächenfehler zu vermeiden, die sich auf die Formteile übertragen könnten.
Es ist sehr wichtig, die sichtbaren Spuren, die der Schaftfräser auf der Formoberfläche hinterlässt, durch zusätzliche Präzisionsbearbeitung, wie Sandstrahlen oder Polieren, zu beseitigen. Der Grad der erforderlichen Präzisionsbearbeitung wirkt sich auf die Kosten und den Zeitaufwand für die Formenbearbeitung aus.

Qualitätskontrolle des Spritzgießprozesses
Spritzgießen ist ein hochpräzises und effizientes Verfahren zur Herstellung von Kunststoffteilen. Um qualitativ hochwertige Kunststoffprodukte zu gewährleisten, muss während des gesamten Herstellungsprozesses eine strenge Prozesskontrolle durchgeführt werden. Bevor wir auf die kritischen Schritte bei der Umsetzung der Prozesskontrolle beim Spritzgießen eingehen, wollen wir kurz den Spritzgießprozess skizzieren.
Überblick über das Spritzgießverfahren
Beim Spritzgießen werden Kunststoffpolymere geschmolzen und dann unter Druck in einer Form verfestigt, um dem Bauteil seine Form zu geben. Dieser kontinuierliche Zyklus umfasst viele Schritte. Nach dem Erhitzen des Kunststoffs öffnet sich der Anguss, wenn ein entsprechender Druck auf die Form ausgeübt wird. Dann wird der geschmolzene Kunststoff in die Form gespritzt.
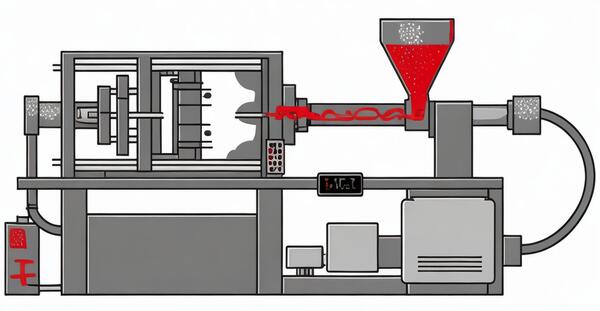
Sobald das geschmolzene Harz das Ende des Zylinders erreicht, schließt sich die Tür. Dann werden die beiden Teile der Form gleichzeitig geschlossen und durch den Schließdruck zusammengehalten. Nach der Druckhaltephase zieht sich die Schnecke zurück und die Teile kühlen in der Form ab. Nachdem die Teile abgekühlt sind, öffnet sich die Form und der Auswerferstift oder die Oberplatte schiebt die Teile heraus. Die fertigen Teile sind dann bereit für die Präzisionsbearbeitung.
Unter diesem Gesichtspunkt wollen wir verschiedene Aspekte der Prozesssteuerung beim Spritzgießen untersuchen:
Auswahl und Einstellungen der Maschine
Die Wahl der richtigen Spritzgießmaschine und die richtige Einstellung helfen Ihnen, den Prozess zu kontrollieren und jedes Mal gute Teile herzustellen.

Berücksichtigen Sie die folgenden Faktoren
Zuhaltekraft: Beim Spritzgießen müssen Sie darauf achten, dass die Maschine über eine ausreichende Schließkraft verfügt, um die Form zusammenzuhalten.
Größe der Spritzeinheit: Die Spritzeinheit muss groß genug sein, um genügend Kunststoff zum Füllen der Form zu liefern, ohne sie zu über- oder unterzufüllen.
Schneckentyp und -größe: Die Schnecke muss eine gute Schmelzequalität und Fließgeschwindigkeit gewährleisten. Der Schneckendurchmesser muss außerdem die richtige Kunststoffmenge und Schmelzedichte ergeben.

Temperaturabweichung: Die Maschine sollte über ein gutes Temperaturkontrollsystem verfügen, um die Temperatur in der gesamten Form gleich zu halten.
Materialhandhabung: Die Maschine sollte auch über ein gutes Materialhandhabungssystem verfügen, mit dem die Materialien aus dem Lagerbereich bewegt werden können, ohne sie zu verschmutzen, und es sollte genügend Platz vorhanden sein, um wichtige Prozessdaten wie Temperatur, Druck und Zeitdauer zu überwachen. Maschinenbauingenieure sollten in der Lage sein, Änderungen sofort zu erkennen und zu beheben, damit das fertige Produkt keine Probleme aufweist.

Prozessparameter und Optimierung
Wenn es darum geht, den Spritzgießprozess zu steuern, müssen Sie eine Reihe von Dingen im Auge behalten, um die besten Ergebnisse zu erzielen. Hier sind einige der wichtigsten Dinge, auf die Sie achten sollten:
Einspritzdruck und Geschwindigkeit: Diese beiden Faktoren bestimmen, wie schnell der geschmolzene Kunststoff in die Form gelangt. Der Druck muss hoch genug sein, um die Form vollständig zu füllen, darf aber nicht so hoch sein, dass es zu Abplatzungen oder Verformungen kommt. Außerdem muss sichergestellt werden, dass der Kunststoff so schnell wie möglich in die Form gelangt, ohne dass es zu Verformungen kommt.

Einspritztemperatur: Die Temperatur beim Einspritzen beeinflusst das Fließen und die Viskosität des Kunststoffs. Der Kunststoff sollte auf seinen Schmelzpunkt erwärmt und während des gesamten Einspritzvorgangs auf einer konstanten Temperatur gehalten werden. Mechaniker können Thermoelemente verwenden, um die Temperatur an verschiedenen Stellen im Formhohlraum zu überwachen und zu steuern.
Druckhaltung und Zeit: Die Druckhaltung sollte ein Zurückfließen des Materials in die Einspritzvorrichtung verhindern können. Die Isolierzeit sollte es dem Kunststoffmaterial ermöglichen, vollständig abzukühlen und zu erstarren. Die Zeit hängt von der Wandstärke und der Komplexität der Teile ab.

Abkühlzeit: Die Wahl der Abkühlzeit sollte sich nach den thermischen Eigenschaften des Materials und der Wandstärke des Bauteils richten. Thermoelemente können auch bei der Überwachung der Kühlzeit helfen. Maschinenbauingenieure können die Zeit anpassen, indem sie die Anordnung des Kühlkanals ändern oder seine Größe erhöhen.
Start: Das Ausstoßsystem sollte dafür sorgen, dass Teile und Formen nicht beschädigt werden, indem es reibungslos und gleichmäßig ausstößt. Die Kraft des Ausstoßes sollte auch davon abhängen, wie groß und kompliziert die Teile sind.

Qualitätskontrolle und Inspektion
Qualitätskontrolle und Inspektion sind wichtig, um sicherzustellen, dass die gegossenen Teile gut sind. Es gibt verschiedene Dinge, die wir tun, z. B. prüfen, ob der Prozess gut ist, die Teile betrachten, um zu sehen, ob sie gut aussehen, und die Teile testen, um zu sehen, ob sie gut funktionieren. Wir tun dies, um herauszufinden, woran es liegt, dass die Teile nicht gut sind, und um den Prozess zu verbessern.

Eine gute Qualitätskontrolle ist wichtig, um sicherzustellen, dass die Formteile frei von Fehlern und Oberflächenproblemen sind und die richtigen Toleranzen und Funktionsanforderungen erfüllen. Sie müssen eine regelmäßige Qualitätskontrolle und Inspektion durchführen, um sicherzustellen, dass die Teile die richtigen Qualitäts-, Sicherheits- und Leistungsstandards erfüllen.
Häufige Probleme und Lösungen bei der Konstruktion von Kunststoff-Spritzgussteilen
Bei der Herstellung von Teilen können Spritzgießfehler auftreten, die sich direkt auf die Funktionalität des Produkts auswirken können. Diese Defekte können durch verschiedene Faktoren verursacht werden, z. B. durch die Spritzgießparameter und das verwendete Material.

Aber Sie können Konstruktionsfehler vermeiden, indem Sie den Formgebungsprozess anpassen. Manchmal müssen Sie vielleicht die Form umgestalten oder neue Produktionsanlagen anschaffen, um das Problem zu beheben.
Schauen wir uns einige häufige Probleme bei der Konstruktion von Spritzgussteilen an und wie man sie beheben kann.
Schrumpfung und Verformung
Schrumpfungsmarken sind eine Art von Spritzgießfehler, die als kleine Vertiefungen auf der Oberfläche des Formteils erscheinen. Sie werden in der Regel durch die Schrumpfung der inneren Merkmale des Formteils verursacht, die dazu führt, dass das Material von außen nach innen sinkt.
Verzug ist ein unerwünschtes Verbiegen und Verdrehen von Spritzgussteilen aufgrund ungleichmäßiger interner Schrumpfung während des Abkühlungsprozesses. Dadurch entsteht ein ungleichmäßiger Druck in verschiedenen Bereichen des Spritzgussteils. Diese Spannung führt dazu, dass sich das Teil beim Abkühlen verbiegt und verdreht. Dies kann man an Teilen sehen, die eigentlich flach sein sollten, aber Lücken aufweisen, wenn sie auf eine ebene Fläche gelegt werden.
Grund
Sehr hohe Schmelz- oder Werkzeugtemperatur; sehr niedriger Halte- oder Einspritzdruck; Mängel in der Werkzeugkonstruktion; nicht ausreichende Isolierung oder Kühlzeit und -druck.

Lösung
Achten Sie darauf, dass Sie die Form langsam und lange abkühlen, damit sie sich im Inneren nicht überanstrengt; stellen Sie sicher, dass die Wände alle gleich dick sind, damit der Kunststoff in eine Richtung durch die Form fließen kann; halten Sie die Form gedrückt und kühlen Sie sie ab, damit die Außenseite des Teils kalt wird; machen Sie die Form oder den Kunststoff kälter.
Fliegende Kante und Bauteilhaftung
Wenn Sie dünne Linien von zusätzlichem Material an den Kanten Ihres Teils sehen, nennt man das Gratbildung. Das passiert, wenn ein Teil des Materials dorthin gelangt, wo es nicht hingehört. Gratbildung ist ein kleines Problem, aber wenn es die Funktion Ihres Teils beeinträchtigt, ist es ein großes Problem.

Wenn Ihr Teil an der Form klebt und Sie es nicht mehr herausbekommen, nennt man das Teilehaftung.
Grund
Schlechte Konstruktion und Steuerung des Absaugsystems; nicht genügend Schließkraft; schlechte Werkzeugkonstruktion und schlechte Werkzeugbedingungen; zu hoher Einspritzdruck oder zu heißes Werkzeug; nicht genügend Trennmittel; nicht genügend Zeit zum Abkühlen.

Lösung
Vergewissern Sie sich, dass der Abluftkanal richtig ist; klemmen Sie die Platte fest ein, damit keine Lücken entstehen; machen Sie die Form neu, damit das geschmolzene Material gleichmäßig fließt und genügend Luft vorhanden ist; setzen Sie die Form mit dem richtigen Material auf, damit sie sich löst; stellen Sie den Einspritzdruck, die Formtemperatur und die Abkühlzeit für das Material, das Sie verwenden, richtig ein.
Kurzer Schuss und Brandspuren
Wenn das geschmolzene Material nicht die gesamte Form ausfüllen kann, entsteht ein Fehlschuss. Das bedeutet, dass das Teil nicht vollständig ist, wenn es abkühlt und man es aus der Form nimmt. Fehlschüsse sind schlecht, weil sie das Aussehen und die Funktion des Teils beeinträchtigen können.

Brandflecken sind schwarze Rostflecken auf der Oberfläche oder an den Kanten des Teils. Normalerweise schaden sie dem Teil nicht, aber sie können ein großes Problem darstellen, wenn sie sich durch das Teil brennen und es dadurch nicht mehr so gut funktioniert.
Grund
Zu wenig Druck; Luft setzt sich fest und hindert den Kunststoff am Fließen; Verwendung sehr dicker Materialien; Anschnitt- und Angusssysteme sind falsch konstruiert; die Temperatur ist zu hoch.

Lösung
Öffnen Sie mehr Entlüftungsöffnungen oder fügen Sie weitere Entlüftungsöffnungen hinzu, um eine bessere Entlüftung zu gewährleisten; verwenden Sie eine ausreichende Werkzeugtemperatur, um ein zu schnelles und ungleichmäßiges Abkühlen des Materials zu vermeiden; verlangsamen Sie die Einspritzgeschwindigkeit, um die Gefahr von Lufteinschlüssen zu verringern; erhöhen Sie die Einspritzgeschwindigkeit und den Druck oder verwenden Sie dünnere Teile, damit das Material besser fließt.
Luftlöcher und Lücken
Lufteinschlüsse sind eines der größten Probleme bei Spritzgießen. Sie sehen aus wie Lufteinschlüsse oder Blasen in Formteilen. Diese eingeschlossenen Luftblasen können strukturelle und kosmetische Probleme verursachen. Wenn die ursprüngliche Luft in der Form heiß und komprimiert genug wird, explodiert sie und beschädigt die Formteile und die Form.

Vakuumhohlräume sind Blasen in Spritzgussteilen. Die Hersteller bezeichnen diese Probleme manchmal als Lufteinschlüsse. Obwohl die Qualitätskontrolle sagt, dass Hohlräume ein geringes Problem darstellen, können mehr Hohlräume die Formteile schwächen.
Grund
Die Form ist schlecht belüftet; der Formhohlraum ist nicht gleichmäßig gefüllt; Luft wird eingeschlossen und komprimiert und entzündet sich; der Formdruck ist nicht ausreichend; das Material weist große Dichteunterschiede auf, so dass es leicht zu Hohlräumen kommt.

Lösung
Erhöhen Sie die Werkzeugtemperatur; überarbeiten oder optimieren Sie das Angusssystem und die Anschnittpositionierung; verwenden Sie Materialien mit geringerer Viskosität, um Blasenbildung zu vermeiden; halten Sie die Zykluszeit niedrig, um Quetschungen und das Entzünden von Lufteinschlüssen zu vermeiden; erhöhen Sie den Einspritzdruck und beseitigen Sie Lufteinschlüsse im Formhohlraum.
Fehlanpassung und Abweichung der Trennlinien
Nicht übereinstimmende Trennebenen sind ein Problem, wenn die beiden Hälften der Form nicht richtig aufeinander ausgerichtet sind. Dies kann dazu führen, dass an der Trennlinie des Formteils Nähte oder Lücken zu sehen sind. Wenn sich Formteile beim Abkühlen verbiegen oder verziehen, spricht man von Durchbiegung. Beide Probleme können dazu führen, dass die Teile nicht den Spezifikationen entsprechen, die sie erfüllen sollen, was bedeutet, dass mehr Teile weggeworfen und weniger Produkte hergestellt werden.

Grund
Schließkraft nicht gleichmäßig; Formteile ändern ihre Größe; Einspritzdruck und -temperatur zu hoch; Form dehnt sich aus, wenn sie heiß ist; nicht genügend Zeit zum Abkühlen der Form
Lösung
Vergewissern Sie sich, dass die Form richtig eingespannt und ausgerichtet ist; halten Sie die Form während des gesamten Gießvorgangs auf einer konstanten Temperatur; optimieren Sie die Spritzgusseinstellungen für die von Ihnen verwendeten Materialien; eine Wärmebehandlung nach dem Gießen kann helfen, Spannungen zu reduzieren.

Schlussfolgerung
Die Spritzgusstechnik ist eine vielseitige und effiziente Technologie, mit der qualitativ hochwertige kundenspezifische Kunststoffteile für eine Vielzahl von Branchen hergestellt werden können. Ohne die Einhaltung einer Reihe von Richtlinien für das Spritzgießdesign ist der Prozess jedoch unvollständig. Dieser Artikel vermittelt Ihnen ein umfassendes Verständnis dafür, was Sie benötigen und wie Sie den Prozess abschließen.
Die in diesem Artikel besprochenen Konstruktionsregeln für das Spritzgießen werden Ihnen helfen, den Prozess zu optimieren, eine kosteneffiziente Produktion zu gewährleisten und die Zykluszeit zu verkürzen. Die Kosten für Konstruktionsfehler sind hoch. Kontaktieren Sie Zetar Mold jetzt und erfahren Sie mehr über Ihre Spritzgießen Entwurf. Wir sind immer bereit, Ihnen zu helfen, bessere Ergebnisse zu erzielen.







