 Zum Inhalt springen
Zum Inhalt springen 

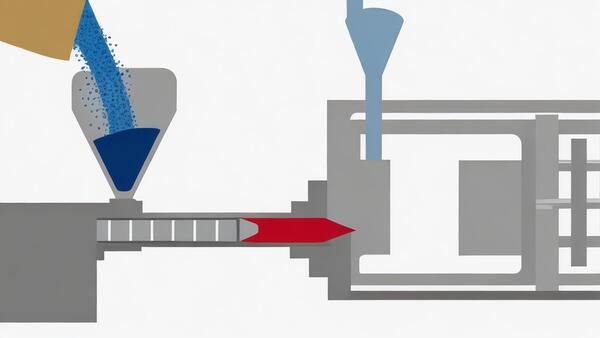
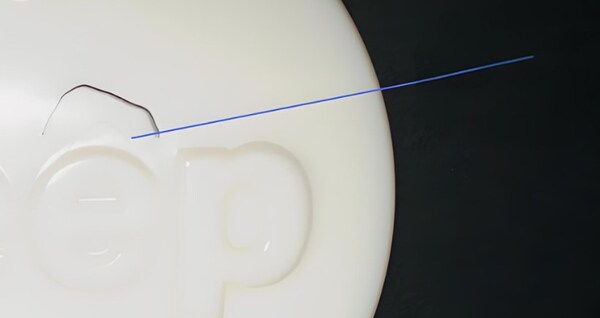
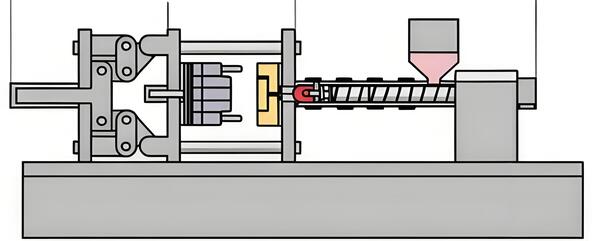
Vorwort: Das Spritzgießen ist eine großartige Methode, um schöne Prototypen und Kunststoffteile herzustellen. Wenn Sie jedoch kein gutes System zur Kontrolle Ihres Prozesses haben, kann es zu Formteilen mit Mängeln wie Fließspuren kommen.Fließspuren sind ein häufiger optischer Fehler bei spritzgegossenen Produkten. Sie treten hauptsächlich in der Nähe des Klebereinlasses auf und breiten sich wellenförmig in die Tiefe der Form aus.
Fließmarken sind ein Fehler, der in der Produktion nur schwer zu beseitigen ist. Wenn Sie also wissen, warum sie auftreten und welche Prozessbedingungen sie verschlimmern, können Sie sie schneller und einfacher loswerden, wenn Sie versuchen, Ihre Form richtig zum Laufen zu bringen. Das wird Ihnen helfen, mehr Teile schneller herzustellen. durch die unterschiedlichen Geschwindigkeiten und Richtungen der Flüssigkeit an verschiedenen Stellen Fließlinien verursachen.

Analyse der Ursachen von Fließspuren
Die Temperatur der Form ist zu niedrig
Die Werkzeugtemperatur ist zu niedrig, wodurch die Materialtemperatur zu schnell abfällt und der Einspritzdruck und der Nachdruck nicht ausreichen, um die kondensierte Haut fest an die Werkzeugoberfläche zu pressen, wodurch Fließspuren der Schmelze in Fließrichtung entstehen.

Probleme im Produktionsprozess
Der Produktionsprozess von spritzgegossenen PC-Produkten hat einen großen Einfluss auf das Aussehen und die Leistung des Produkts. Wenn die Einspritztemperatur zu hoch oder zu niedrig ist, die Einspritzgeschwindigkeit zu schnell oder zu langsam ist und der Nachdruck nicht stimmt, werden Fließspuren auf dem Produkt erscheinen.
Probleme bei der Materialauswahl
Die Materialauswahl bei spritzgegossenen PC-Produkten hat ebenfalls einen großen Einfluss auf die Leistung und das Aussehen des Produkts. Wenn die Materialien nicht zusammenpassen, das Material schlecht fließt, die Feuchtigkeitskontrolle nicht stimmt und zu viele Zusatzstoffe enthalten sind, werden Fließspuren auf dem Produkt erscheinen.

Verarbeitung von Prozessproblemen
Bei der Verarbeitung beeinflussen die Werkzeugtemperatur, die Einspritzzeit, die Haltezeit usw. das Aussehen und die Leistung des Produkts. Wenn die Werkzeugtemperatur zu niedrig oder zu hoch ist, die Einspritzzeit zu lang oder zu kurz ist und die Haltezeit nicht angemessen ist, entstehen Fließspuren auf dem Produkt.
Schlechter Schmelzfluss
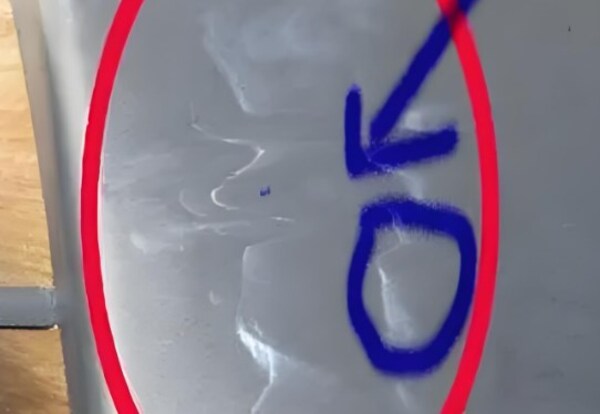
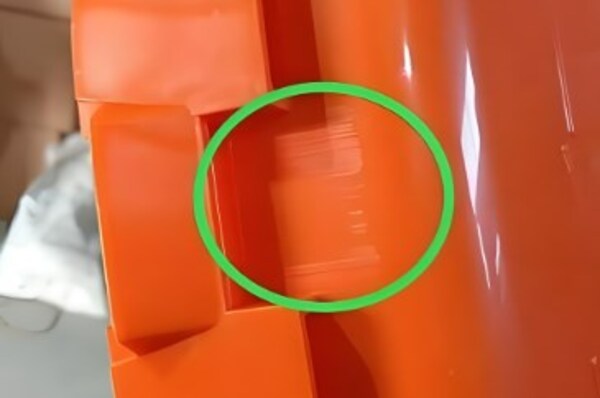
Wenn die Schmelze schlecht fließt, erhält man diese ringförmigen Fließspuren auf der Oberfläche des Kunststoffteils, direkt um den Anschnitt herum. Wenn die Schmelze kalt und dick ist und nicht gut fließt, wird sie in einem wellenförmigen, halbfesten Zustand in die Kavität im Anschnitt und im Anguss eingespritzt.
Sie fließt an der Oberfläche des Formhohlraums entlang und wird durch den nächsten Schmelzeschuss, der hereinkommt, zusammengedrückt, staut sich zurück und bleibt stecken.
Um dieses Problem zu lösen, können Sie die Werkzeug- und Düsentemperatur erhöhen, die Einspritzrate und die Füllgeschwindigkeit steigern, den Einspritzdruck und den Nachdruck erhöhen und die Nachdruckzeit verlängern. Sie können auch eine Heizung am Anguss anbringen, um die lokale Temperatur des Angusses zu erhöhen. Sie können auch die Anschnitt- und Angussquerschnittsfläche entsprechend vergrößern.
Der Anschnitt- und Angussquerschnitt sollte nach Möglichkeit rund sein, da sich die Form so am besten füllen lässt. Wenn sich der Anschnitt jedoch an einer schwachen Stelle des Kunststoffteils befinden muss, sollten Sie einen quadratischen Querschnitt verwenden.
Außerdem sollten Sie am unteren Ende des Anschnitts und am Ende des Angusses ein größeres Loch für die kalte Schmelze vorsehen. Die Temperatur des Materials hat einen großen Einfluss darauf, wie gut die Schmelze fließt. Achten Sie daher auf die Größe des Anschnittkanals. Sie müssen den Kaltabfallschacht am Ende der Schmelze anbringen, in der Richtung, in der die Schmelze aus dem Anschnitt fließt.
Wenn der Hauptgrund für die jährlichen ringförmigen Fließspuren die schlechte Leistung des Harzes ist, können Sie ein Harz mit niedriger Viskosität wählen, wenn die Bedingungen dies zulassen.

Die Schmelze fließt nicht reibungslos in den Läufer
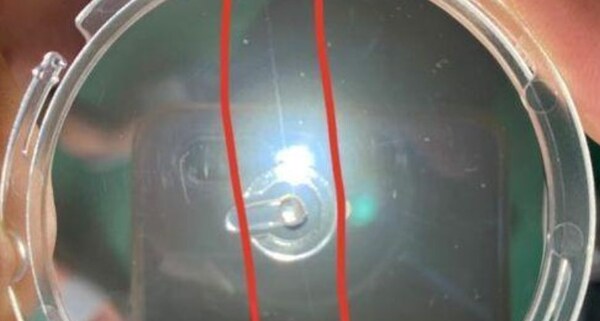
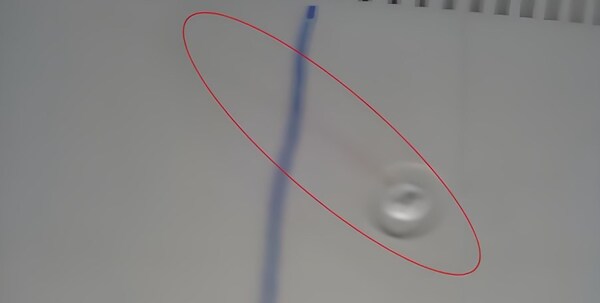
Die Schmelze fließt im Anguss nicht gleichmäßig, was zu spiralförmigen Fließspuren auf der Oberfläche des Kunststoffteils führt. Wenn die Schmelze von einem engen Querschnitt des Angusses in eine Kavität mit größerem Querschnitt fließt oder der Angusskanal eng und die Oberfläche sehr schlecht ist, kann die Strömung leicht Turbulenzen bilden, was zu spiralförmigen Fließspuren auf der Oberfläche des Kunststoffteils führt.
In diesem Fall können Sie die Einspritzgeschwindigkeit verlangsamen oder die Einspritzgeschwindigkeit so steuern, dass sie langsam, schnell und langsam ist. Der Anschnitt der Form sollte in einem dickwandigen Teil oder direkt an der Wand platziert werden. Die Form des Anschnitts sollte als Griff, als Fächer oder als Membran ausgeführt sein. Die Querschnittsfläche des Angusses und des Anschnitts kann auch entsprechend vergrößert werden, um den Fließwiderstand des Materials zu verringern.
Außerdem sollten Sie den Durchfluss des Kühlwassers in der Form steuern, um die Form auf einer höheren Temperatur zu halten. Wenn Sie die Zylinder- und Düsentemperaturen innerhalb des Betriebstemperaturbereichs des Prozesses erhöhen, trägt dies zur Verbesserung der Fließfähigkeit der Schmelze bei.
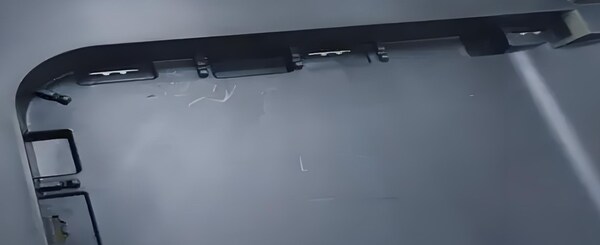
Flüchtige Gase verursachen wolkenähnliche Strömungsspuren
Bei der Verwendung von ABS oder anderen Copolymerharz-Rohstoffen entstehen bei hohen Verarbeitungstemperaturen aus dem Harz und dem Schmiermittel flüchtige Gase, die wolkenartige Fließspuren auf der Oberfläche der Kunststoffteile verursachen.

Dazu sollten Sie die Temperatur der Form und des Zylinders angemessen senken, die Entlüftungsbedingungen der Form verbessern, die Materialtemperatur und die Füllrate senken, den Anschnitt angemessen erweitern und die Art oder Menge des Schmiermittels ändern.
Lösung für Flow Marks
Kunststoff
Verringern Sie die Menge des Materials
Auch zu viel Material kann ein Markierungsproblem verursachen. Wenn die Markierung durch zu viel Material verursacht wird, können Sie den Vorschub der Spritzgießmaschine reduzieren, aber achten Sie darauf, dass Sie ihn nicht zu sehr reduzieren und die Qualität des Produkts beeinträchtigen.

Verbesserung der Fließfähigkeit von Kunststoff
Sie müssen den Hohlraum mit einem Kunststoff füllen, der leicht fließt. Wenn der geschmolzene Kunststoff nicht gut fließt, wird die Schmelze langsamer, und je langsamer sie fließt, desto kälter wird sie. Der Einspritzdruck und der Nachdruck reichen nicht aus, um die kondensierte Haut gegen die Formoberfläche zu drücken.
Sie erhalten also Einlaufspuren in Fließrichtung. Die Materiallieferanten können Ihnen auf der Grundlage Ihres Entwurfs Ratschläge geben: Verwenden Sie den flüssigsten Kunststoff, der keine Grate bildet.
Wenn Sie ein langes und dünnes Kunststoffteil herstellen wollen, brauchen Sie einen Kunststoff, der gut fließt. Wenn du keinen gut fließenden Kunststoff hast, kannst du etwas hinzufügen, damit er besser fließt. Normalerweise gibt man weniger als 1% von diesem Zeug hinzu. Wenn Sie ein sehr langes und dünnes Teil haben, müssen Sie möglicherweise mehr hinzufügen.
Unsachgemäße Verwendung von Formgebungsschmierstoffen
Normalerweise liegt der Schmiermittelgehalt unter 1%. Wenn die Fließlänge im Vergleich zur Wandstärke relativ groß ist, muss der Schmiermittelgehalt erhöht werden, um sicherzustellen, dass die Kondensationsschicht an der Formoberfläche haftet, bis das Produkt geformt ist und keine Fließspuren entstehen. Die Erhöhung des Schmiermittelanteils muss vom Materiallieferanten genehmigt werden.
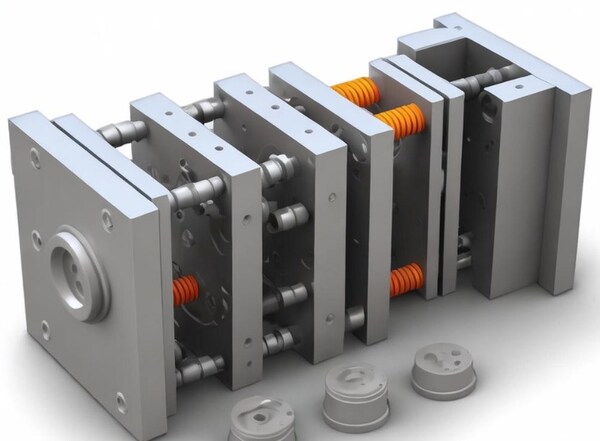
Schimmelpilz
Erhöhung der Formtemperatur
Ist die Werkzeugtemperatur zu niedrig, sinkt die Materialtemperatur zu schnell ab, und der Einspritzdruck und der Nachdruck reichen nicht aus, um die kondensierte Oberfläche dicht an die Werkzeugoberfläche zu pressen, so dass Schrumpfungsspuren der Schmelze in Fließrichtung entstehen.
Erhöhen Sie die Formtemperatur, halten Sie die Materialtemperatur hoch, und der Einspritzdruck und der Nachdruck drücken die Kondensationsschicht fest gegen die Formoberfläche, bis das Produkt geformt ist und keine Fließspuren entstehen.
Stellen Sie die Formtemperatur entsprechend dem empfohlenen Wert des Materialherstellers ein. Jede Einstellung kann um 6℃ erhöht oder verringert werden. Wenn die Form stabil ist, entscheiden Sie nach 10 Schüssen anhand der Ergebnisse, ob Sie weitere Einstellungen vornehmen möchten.
Verbessern Sie den Läufer
Das Laufrad, die Laufräder oder der Schieber sind zu klein. Der Angusskanal, die Angusskanäle oder der Anschnitt sind zu klein, und der Fließwiderstand nimmt zu. Wenn der Einspritzdruck nicht ausreicht, bewegt sich die Schmelzfront immer langsamer, und der Kunststoff wird immer kälter. Der Einspritzdruck und der Nachdruck reichen nicht aus, um die kondensierte Haut fest an die Formoberfläche zu pressen, so dass in Fließrichtung der Schmelze Lunker entstehen.
Verbesserung der Auspuffanlage
Wenn die Entlüftung nicht ausreicht oder die Entlüftung nicht gut ist, beeinträchtigt dies die Füllung der Schmelze. Die Wellenfront der Schmelze kann die kondensierte Haut nicht dicht an die Formoberfläche drücken und hinterlässt Schrumpfungsspuren in Fließrichtung der Schmelze. Erwägen Sie eine Entlüftung am Ende jedes Angusses, um zu verhindern, dass Gas in die Kavität gelangt. Die Entlüftung der Kavität sollte nicht vernachlässigt werden, und es ist am besten, eine Vollkreisentlüftung zu verwenden.
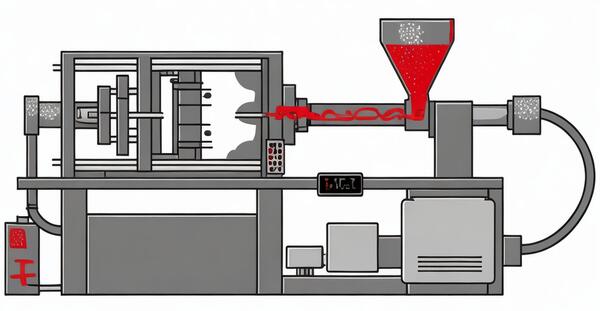
Spritzgießmaschine
Einstellen der Einspritzgeschwindigkeit
Wenn die Einspritzgeschwindigkeit zu schnell ist, kann die Schmelze die Luft während des Fließens von der Formoberfläche nicht entfernen, was zu Fließspuren führt. Die Einspritzgeschwindigkeit sollte entsprechend der spezifischen Situation angepasst werden, um das Problem der Fließspuren zu lindern.
Einstellen des Einspritzdrucks
Ein weiterer Grund für Fließspuren ist ein zu geringer Einspritzdruck der Maschine. Sie müssen also den Einspritzdruck erhöhen, damit der Kunststoff besser in die Form fließt und die Fließspuren reduziert werden.
Erhöhen Sie den Einspritzdruck und den Nachdruck
Wenn der Einspritzdruck und der Nachdruck nicht ausreichen, wird die kondensierte Haut nicht fest an die Formoberfläche gepresst, und es entstehen Fließspuren in der Fließrichtung der Schmelze. Erhöhen Sie den Einspritzdruck und den Nachdruck, so dass die kondensierte Schicht fest an die Formoberfläche gepresst werden kann, bis das Produkt fertig ist, und keine Fließspuren auftreten.
Verbessern Sie die Verweildauer
Der Kunststoff bleibt zu kurz im Zylinder, und die Schmelzetemperatur ist zu niedrig. Selbst wenn die Kavität nur knapp gefüllt ist, kann der Kunststoff während des Nachdrucks nicht verdichtet werden und hinterlässt Schrumpfungsspuren in Fließrichtung der Schmelze. Das Verhältnis von Schussmaterial zu Zylindermaterial sollte zwischen 1/1,5 und 1/4 liegen.
Verlängern Sie die Zykluszeit
Wenn die Zykluszeit zu kurz ist, wird der Kunststoff im Materialrohr nicht rechtzeitig erwärmt, und die Schmelzetemperatur ist niedrig. Selbst wenn die Kavität kaum gefüllt ist, kann der Kunststoff während des Nachdrucks nicht verdichtet werden, was zu Schrumpfungsspuren in Fließrichtung der Schmelze führt.
Die Zykluszeit muss verlängert werden, bis der Kunststoff vollständig aufgeschmolzen ist und die Schmelztemperatur hoch genug ist, um Schrumpfungsmarken in Fließrichtung zu vermeiden.
Erhöhen Sie die Trommeltemperatur-Einstellung
Wenn die Zylindertemperatur zu niedrig ist, ist die Schmelzetemperatur niedrig, und der Einspritzdruck und der Nachdruck reichen nicht aus, um die kondensierte Oberfläche fest an die Formoberfläche zu pressen, was zu Lunkerstellen in Fließrichtung der Schmelze führt.
Erhöhen Sie die Hitze, den Einspritzdruck und den Nachdruck, um die Haut gegen die Formoberfläche zu pressen, bis das Teil aushärtet und keine Fließspuren zu sehen sind. Die Einstellung der Materialtemperatur können Sie beim Materiallieferanten erfragen.
Der Lauf ist in vier Zonen unterteilt: hinten, Mitte, vorne und Düse. Die Einstellung der Materialtemperatur sollte von hinten nach vorne schrittweise erhöht werden, und jede Zone sollte um 6°C erhöht werden. Falls erforderlich, kann der Einstellwert für die Materialtemperatur im Düsenbereich und/oder im vorderen Bereich derselbe sein wie im mittleren Bereich.

Erhöhen Sie die Einstellung der Düsentemperatur
Der Kunststoff absorbiert die vom Heizband abgegebene Wärme und die Reibungswärme, die durch die Relativbewegung der Kunststoffmoleküle aufgrund der Schneckenrotation im Zylinder entsteht, und die Temperatur steigt allmählich an.
Die letzte Heizzone im Zylinder ist die Düse. Die Schmelze sollte hier die ideale Materialtemperatur erreichen, muss aber mäßig erwärmt werden, um den optimalen Zustand zu erhalten.
Wenn die Düsentemperatur nicht hoch genug eingestellt ist, berühren sich Düse und Werkzeug und nehmen zu viel Wärme auf, die Materialtemperatur sinkt, und der Einspritzdruck und der Nachdruck reichen nicht aus, um die kondensierte Haut dicht an die Werkzeugoberfläche zu pressen, was zu Lunkerstellen in der Fließrichtung der Schmelze führt. Erhöhen Sie die Düsentemperatur.
In der Regel wird die Temperatur der Düsenzone um 6 Grad Celsius höher eingestellt als die Temperatur der vorderen Zone.
Schlussfolgerung
Einer der häufigsten Schönheitsfehler von Spritzgusserzeugnissen während der Produktion sind Fließspuren, insbesondere in der Nähe des Anschnitts des Produkts. Die Hauptgründe für die Bildung von Fließspuren sind eine zu niedrige Werkzeugtemperatur, ungeeignete Parameter des Spritzgießprozesses, eine ungeeignete Materialauswahl und eine schlechte Fließfähigkeit der Schmelze.

Um das Fließmarkenproblem wirksam zu vermeiden und zu beheben, können die Hersteller eine Reihe von Maßnahmen ergreifen. Erstens müssen die Werkzeugtemperatur und die Düsentemperatur angepasst werden, um sicherzustellen, dass das geschmolzene Material gleichmäßig fließen und die Form während des Füllvorgangs füllen kann.
Zweitens müssen die Einspritzgeschwindigkeit und die Druckregelung optimiert werden, um sicherzustellen, dass der Kunststoff gefüllt und verdichtet wird.
Darüber hinaus kann die angemessene Auswahl und Steuerung verschiedener Parameter im Verarbeitungsprozess, wie z. B. die Haltezeit und die Gestaltung des Fließkanals, auch die Oberflächenqualität des Produkts erheblich verbessern. Durch diese Anpassungen kann das Fließmarkenproblem wirksam reduziert oder sogar beseitigt und die Produktionseffizienz und Qualität der Spritzgussprodukte verbessert werden.






