 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Das Spritzgießen ist eine ziemlich coole Herstellungsmethode. Es gibt es schon seit einiger Zeit und macht die Herstellung schneller. Schnelligkeit und einfache Produktion sind wichtige Faktoren bei der Herstellung, insbesondere bei der Massenproduktion, da dies viele Vorteile mit sich bringt. Zu diesen Vorteilen gehören niedrigere Entwicklungskosten, höhere Vorhersagegenauigkeit, schnellere Innovation und ein größerer Marktanteil.
Was bedeutet Spritzgießen?
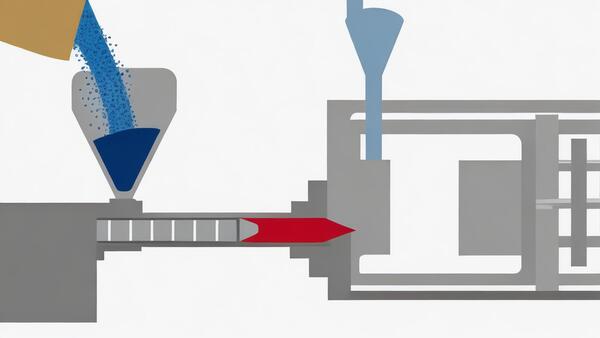
Spritzgießen ist ein Herstellungsverfahren, bei dem man etwas geschmolzenes Material in eine Form spritzt. Dann lässt man es abkühlen und aushärten. Danach nimmt man es aus der Form heraus. Mit diesem Verfahren kann man eine Sache herstellen, aber normalerweise verwendet man es für die Massenproduktion.
Das Zeug, das man in die Form spritzt, ist normalerweise Plastik oder Gummi. Weil es sehr schnell sehr viel Zeug produziert und immer gut ist, Spritzgießen wird überall zur Herstellung von elektrischen Teilen, Autoteilen, billigen Kunststoffteilen, Möbelteilen und allen möglichen anderen Dingen verwendet.
Was sind die wichtigsten Parameter für das Spritzgießen?
Beim Spritzgießzyklus gibt es viele Dinge zu beachten, um gute Kunststoffteile herzustellen. Einige dieser Dinge sind:

Einspritzdruck: So stark drückt man den Kunststoff in die Form. Es ist wichtig, dass sich die Form richtig füllt und die Teile gut herauskommen.
Temperatur der Form: Das heißt, wie heiß die Form ist, wenn Sie die Teile herstellen. Sie beeinflusst, wie der Kunststoff fließt, wie die Teile abkühlen und wie gut die Teile werden.
Düsendruck: So stark wird der Kunststoff von der Düse in die Form gedrückt. Er ist Teil des Einspritzdrucks, aber es ist nur der Druck an der Form.
Einziehungsquote: Wie schnell das Material zurückfedert, nachdem es während des Einspritzvorgangs gequetscht wurde.
Schrumpfungsrate: Wie stark das Formteil vom geschmolzenen Zustand in den festen Zustand schrumpft.
Spannkraft: Die Kraft, die die Formhälften zusammenhält, während der Kunststoff eingespritzt und abgekühlt wird.

Schneckendrehzahl: Wie schnell sich die Schnecke im Zylinder der Spritzgießmaschine dreht. Die Schneckendrehzahl steuert, wie schnell der Kunststoff in den Formhohlraum gedrückt wird, und beeinflusst, wie lange es dauert, bis er gefüllt und abgekühlt ist.
Was sind die Bedingungen des Spritzgießprozesses?
Temperaturkontrolle
Temperatur des Fasses
Zu den Temperaturen, die im Spritzgießprozess kontrolliert werden müssen, gehören die Zylindertemperatur, die Düsentemperatur und die Werkzeugtemperatur. Die ersten beiden Temperaturen wirken sich hauptsächlich auf die Plastifizierung und das Fließen des Kunststoffs aus, während die letztere Temperatur hauptsächlich das Fließen und Abkühlen des Kunststoffs beeinflusst. Jede Art von Kunststoff hat eine andere Fließtemperatur.
Verschiedene Quellen oder Marken desselben Kunststofftyps haben unterschiedliche Fließ- und Zersetzungstemperaturen. Das liegt daran, dass sie unterschiedliche durchschnittliche Molekulargewichte und Molekulargewichtsverteilungen haben. Der Plastifizierungsprozess von Kunststoffen in verschiedenen Typen von Spritzgussmaschinen ist ebenfalls unterschiedlich, so dass auch die Zylindertemperatur unterschiedlich ist.

Düsentemperatur
Die Düsentemperatur ist normalerweise etwas niedriger als die maximale Zylindertemperatur. Damit soll das "Tropfphänomen" verhindert werden, das bei einer Durchlaufdüse auftreten kann. Die Düsentemperatur darf nicht zu niedrig sein, da es sonst zu einer vorzeitigen Koagulation der Schmelze kommt und die Düse verstopft, oder die Leistung des Produkts durch das Einspritzen von vorzeitiger Koagulation in den Formhohlraum beeinträchtigt wird.
Temperatur der Form
Die Werkzeugtemperatur ist sehr wichtig für die eigentliche Leistung und die sichtbare Qualität des Produkts. Die Werkzeugtemperatur wird durch das Vorhandensein oder Nichtvorhandensein von Kunststoffkristallinität, die Größe und Struktur des Produkts, die Leistungsanforderungen und andere Prozessbedingungen (Schmelzetemperatur, Einspritzgeschwindigkeit und Einspritzdruck, Formgebungszyklus usw.) bestimmt.

Druckkontrolle
Der Druck im Spritzgießprozess umfasst den Plastifizierungsdruck und den Einspritzdruck, die sich direkt auf die Plastifizierung des Kunststoffs und die Qualität des Produkts auswirken.
Plastifizierdruck
(Gegendruck) Bei der Verwendung einer Schneckenspritzmaschine wird der Druck auf die Oberseite der Schnecke, wenn diese sich rückwärts dreht, als Plastifizierdruck bezeichnet, der auch als Gegendruck bekannt ist. Die Größe dieses Drucks kann über das Überströmventil im Hydrauliksystem eingestellt werden.
Beim Einspritzen ändert sich die Höhe des Plastifizierdrucks nicht mit der Geschwindigkeit der Schnecke. Erhöht man den Plastifizierdruck, erhöht man zwar die Temperatur der Schmelze, verlangsamt aber die Plastifizierung. Außerdem kann eine Erhöhung des Plastifizierdrucks häufig dazu führen, dass die Temperatur der Schmelze gleichmäßig ist, die Farbstoffe sich gleichmäßig vermischen und das Gas in der Schmelze entweicht.

Im Allgemeinen sollte so wenig Druck wie möglich ausgeübt werden, um den Kunststoff zu schmelzen und ein gutes Teil herzustellen. Der genaue Wert hängt vom jeweiligen Kunststoff ab, liegt aber in der Regel unter 20 kg/cm2.
Einspritzdruck
Bei den meisten heutigen Spritzgießmaschinen wird der Einspritzdruck durch den Druck bestimmt, den der Kolben oder die Oberseite der Schnecke auf den Kunststoff ausübt (umgerechnet aus dem Druck des Ölkreislaufs). Der Zweck des Einspritzdrucks beim Spritzgießen besteht darin, den Fließwiderstand des Kunststoffs vom Zylinder zur Kavität zu überwinden, die Schmelzefüllrate zu steuern und die Schmelze zu verdichten.

Zyklus der Formgebung
Der Gießzyklus steht in direktem Zusammenhang mit der Arbeitsproduktivität und der Auslastung der Anlagen. Daher sollte die für den Produktionsprozess relevante Zeit im Formzyklus so weit wie möglich verkürzt werden, ohne die Qualität zu beeinträchtigen. Im gesamten Gießzyklus sind die Einspritzzeit und die Abkühlzeit am wichtigsten und haben einen entscheidenden Einfluss auf die Qualität des Produkts.
Die andere Zeit im Formgebungszyklus hängt davon ab, ob der Produktionsprozess kontinuierlich und automatisiert ist, sowie vom Grad der Kontinuität und Automatisierung.

Welche Materialien werden üblicherweise für das Spritzgießen verwendet?
Die Wahl der Kunststoffmaterialien ist nicht willkürlich, sondern eine strategische Entscheidung auf der Grundlage der zu fertigenden Produkte. Ob es um die Transparenz von Polycarbonat bei optischen Teilen oder die Verschleißfestigkeit von Nylon bei mechanischen Teilen geht, jedes Material spielt eine entscheidende Rolle für den Erfolg des Spritzgussverfahrens.

Polypropylen (PP)
PP, oder Polypropylen, ist ein vielseitiger Thermoplast, der in folgenden Bereichen eingesetzt wird Spritzgießen. Es ist leicht, chemikalienbeständig und hält einer hohen Beanspruchung stand. Deshalb ist es so beliebt für die Herstellung von Verpackungen, Behältern und Autoteilen.

Acrylnitril-Butadien-Styrol (ABS)
ABS ist bekannt für seine Festigkeit, Schlagzähigkeit und Formbeständigkeit. Diese Eigenschaften sowie seine Fähigkeit, leicht geformt und eingefärbt zu werden, machen ABS zur ersten Wahl für die Herstellung von Konsumgütern, Automobilteilen und Elektronikgehäusen.
Polyethylen (PE)
Polyethylen (PE) ist ein leichter Kunststoff, der dafür bekannt ist, flexibel und billig zu sein. Es gibt verschiedene Arten wie HDPE und LDPE, die in vielen verschiedenen Branchen verwendet werden können, von Verpackungen und Behältern bis hin zu landwirtschaftlichen Produkten und Spielzeug.

Polystyrol (PS)
Polystyrol (PS) ist klar, hart und billig. PS wird häufig für Wegwerfartikel wie Verpackungen, Lebensmittelbehälter und Wegwerfbesteck verwendet und ist beliebt, weil es sich leicht formen lässt und billig ist.
Nylon (PA 6)
Nylon, insbesondere Nylon 6 oder PA 6, ist dafür bekannt, dass es stark, zäh und abriebfest ist. Es eignet sich hervorragend für die Herstellung mechanischer Teile und wird häufig für Zahnräder, Lager und andere Teile verwendet, die in großen Mengen hergestellt werden, lange halten und sehr präzise gefertigt werden müssen.

Polycarbonat (PC)
PC oder Polycarbonat ist dafür bekannt, dass es durchsichtig, robust und hitzebeständig ist. Deshalb wird es zur Herstellung von Brillengläsern, Computerteilen und durchsichtigen, bruchsicheren Gegenständen in vielen verschiedenen Branchen verwendet.
Polyoxymethylen (POM)
POM, auch bekannt als Acetal oder Delrin, ist ein superstarker technischer Kunststoff mit hoher Dimensionsstabilität. Er eignet sich perfekt für die Herstellung von Zahnrädern, Buchsen und anderen Präzisionsteilen, da er eine geringe Reibung und Abnutzung aufweist und gut mit Chemikalien verträglich ist.

Was ist eine Spritzgießausrüstung?
Welche Arten von Spritzgießmaschinen gibt es?
Es gibt vertikale, horizontale, rechtwinklige, rotierende und exzentrische Typen von Spritzgießmaschinen, die sich in ihrem Aussehen unterscheiden. Gegenwärtig ist der horizontale Typ am weitesten verbreitet. Je nach der Art und Weise, wie technische Kunststoffe im Zylinder geschmolzen und plastifiziert werden, gibt es zwei gängige Typen: den Kolbentyp und den Schneckentyp.

Die Kolbeninjektionsmaschine hat sich in den letzten Jahren kaum weiterentwickelt, da sie Nachteile wie geringe Plastifizierleistung, ungleichmäßige Plastifizierung, großen Druckverlust und niedrige Einspritzgeschwindigkeit aufweist. Die am weitesten verbreitete Spritzgießmaschine ist die Kolbenschnecke.
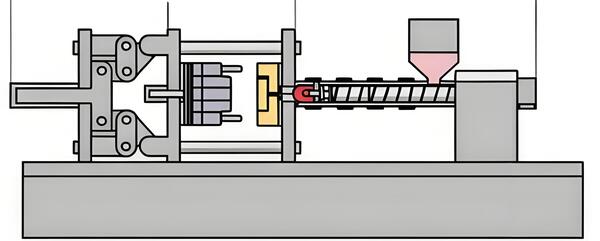
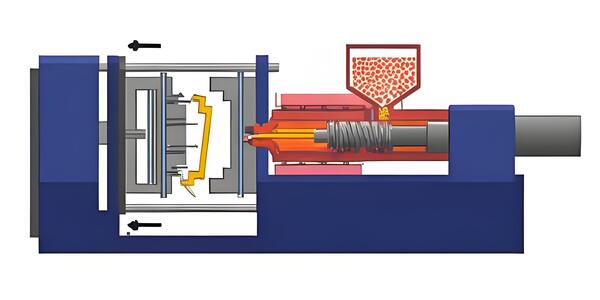
Was sind die Bestandteile einer Spritzgießmaschine?
Hopper: Es handelt sich um einen Behälter am oberen Ende der Spritzgießmaschine, der das Rohmaterial (in der Regel Kunststoffgranulat oder Harz) aufnimmt. Er führt das Material in den Zylinder der Spritzgießmaschine ein.

Fass: Das ist ein langes Rohr in der Spritzgießmaschine, in dem die Rohstoffe geschmolzen und gemischt werden. Darin befinden sich die Schnecke und die Heizung.
Schrauben: Das ist das Ding, das im Inneren des Fasses hin- und herfährt. Es schmilzt und mischt die Rohstoffe und spritzt sie dann in die Form.

Heizungen: Sie beheizen den Zylinder der Spritzgießmaschine und halten die Temperatur aufrecht, die zum Schmelzen der Rohstoffe erforderlich ist. Sie sorgen dafür, dass das Material richtig fließt und die Form richtig ist.
Walze: Dies ist eine der beiden Platten, die die beiden Hälften während des Spritzgießprozesses zusammenhalten. Sie kann hin und her bewegt werden, um die Form zu öffnen und zu schließen, sodass Sie das Teil herausnehmen und die Form wechseln können.
Düse: Hier kommt der geschmolzene Kunststoff aus dem Fass und wird in die Form gegossen. Er sorgt dafür, dass der Kunststoff gleichmäßig in die Form gelangt.

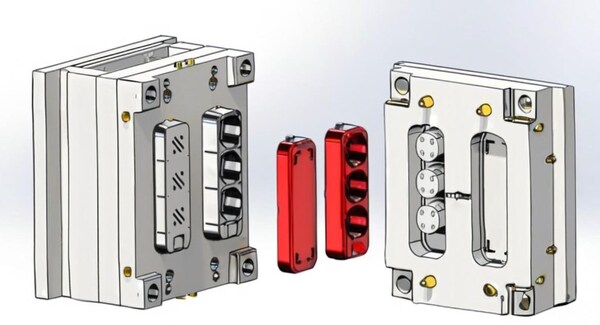
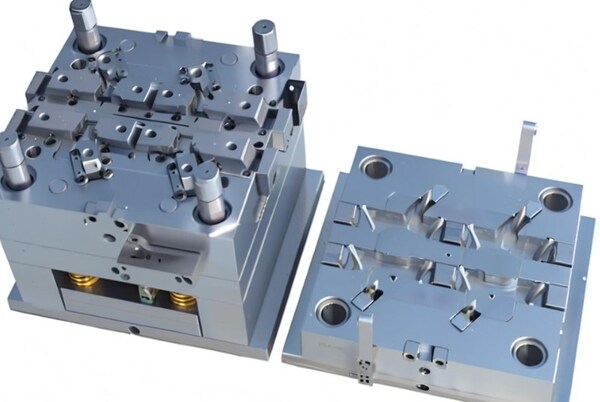
Kunststoff-Spritzgießformen: Ein ausgefallenes Werkzeug, in der Regel aus Stahl oder Aluminium, das die Form eines Kunststoffteils herstellt. Es besteht aus zwei Hälften (Kern und Hohlraum), die zusammenkommen, um ein Loch zu bilden, in das der geschmolzene Kunststoff fließt und dann aushärtet.
Formhohlraum: Dies ist das Loch oder die Delle in der Form, in die der geschmolzene Kunststoff fließt, um das endgültige Teil herzustellen. Es ist genau so geformt wie das Teil, das Sie herstellen möchten.
Welche Arten des Spritzgießens gibt es?
Umspritzen
Beim Umspritzen werden zwei verschiedene Materialien zur Herstellung eines Teils verwendet. Das erste Material wird geformt, und dann wird das zweite Material auf das erste Material aufgetragen, bevor es abkühlt. Dadurch entsteht eine starke Verbindung zwischen den beiden Materialien. Mit dieser Technologie können Sie Teile herstellen, die besser aussehen und besser funktionieren, und Sie müssen keine zusätzliche Arbeit leisten, um das Teil fertigzustellen.
Einsatzformteil
Insert Molding ist wie Overmolding. Bei dieser Spritzgusstechnik wird ein vorgeformtes Objekt in die Form gelegt, bevor das geschmolzene Material eingegossen wird. Die Idee ist, das vorgeformte Material in das geformte Objekt zu bringen. Eine Anwendung des Insert Molding ist das Einbringen von Metallschraubenlöchern in Kunststoffteile.

Metall-Spritzgießen
Bei diesem Verfahren wird fein pulverisiertes Metall mit Wachs, Polypropylen-Bindemittel oder anderen Polymeren gemischt, um eine Rohmaterialmischung herzustellen. Dann spritzt man es in die Form und kühlt es ab. Nach dem Aushärten wird ein Teil der Maskierung durch katalytische Verfahren und Lösungsmittel entfernt.
Beim Druckguss, auch Druckgießen genannt, wird geschmolzenes Metall unter hohem Druck in einen Hohlraum gepresst. So funktioniert es:

Zunächst bereitet man die Form vor, d. h. man schmiert den Formhohlraum, damit das Gussteil leicht herauskommt, und kontrolliert die Temperatur. Dann wird das Gussteil geschlossen und das geschmolzene Metall mit einem relativ hohen Druck (zwischen 1500 und 25400 psi) eingespritzt. Druckgussprodukte werden aus Nichteisenmetallen wie Kupfer, Zink, Aluminium und Blei hergestellt.
Dünnwandige Injektion
Diese Spritzgießprozess wird zur Herstellung von Kunststoffteilen mit sehr dünnen Wänden verwendet, z. B. für Lebensmittelverpackungen, Geräteteile und Laborgeräte. Die Größe dieser Teile ist größer als ihre Dicke. Dieses Verfahren zur Herstellung dünner Wände ist schwieriger als andere Verfahren.

Mikro-Spritzgießen
Das Mikrospritzgießen ist ein Formgebungsverfahren zur Herstellung winziger Kunststoffteile mit einem Gewicht von etwa 1 bis 0,1 Gramm. Es hilft bei der Herstellung von Mikroteilen verschiedener komplexer Geometrien mit höchster Präzision und Genauigkeit.
Gasunterstütztes Spritzgießen
Wenn Sie dicke Kunststoffteile im Spritzgussverfahren herstellen, besteht die Gefahr, dass sich der geschmolzene Kunststoff beim Abkühlen verzieht. Das gasunterstützte Einspritzen verhindert dies. Wenn der geschmolzene Kunststoff aushärtet, strömt Gas durch einen Gaskanal in die Form, um eine glatte Oberfläche zu erzeugen.

Wie funktioniert das Spritzgießen?
Für das Spritzgießen benötigen Sie eine Spritzgießmaschine. Das Verfahren besteht aus einigen Schritten:
Klemmen
Zunächst wird die Form zugeklemmt, um zu verhindern, dass der geschmolzene Kunststoff aufgrund der Wärmeausdehnung ausläuft. Die Schließeinheit übt Druck aus, um die Formhälften zusammenzuhalten und eine gute Dichtung zu schaffen. Dieser Schritt ist wichtig, weil er die Voraussetzungen für die nächsten Schritte schafft und alles stabil hält, während der Kunststoff eingespritzt und abgekühlt wird.
Einspritzung
Die Einspritzphase beginnt mit dem Einspritzen von geschmolzenem Kunststoff in den Formhohlraum unter hohem Druck. Geschmolzener Kunststoff ist Kunststoff, der bis zu seinem Schmelzpunkt geschmolzen wurde. Dieser Schritt erfordert eine präzise Steuerung der Einspritzgeschwindigkeit, des Drucks und der Temperatur, um sicherzustellen, dass das Material die Kavität vollständig und gleichmäßig ausfüllt.
Normalerweise drückt eine Schnecke im Inneren der Spritzgießmaschine das geschmolzene Material unter kontrollierten Bedingungen in die Form. Wenn der Einspritzdruck aufgebracht wird, fließt der geschmolzene Kunststoff durch das Angusssystem und in den Formhohlraum, wo er die Form des gewünschten Teils annimmt.
Holding
Nachdem der heiße Kunststoff in die Form geschossen wurde, gibt es eine kleine Pause, die sogenannte Haltephase. Während dieser Phase sitzt das Material einfach in der Metallform, damit es sich absetzen und gleichmäßig ausbreiten kann. Es ist wichtig, dem Material genügend Zeit zu geben, sich auszubreiten und alle Ecken und Winkel des Teils auszufüllen. Diese Phase trägt dazu bei, Defekte wie Lufteinschlüsse oder Hohlräume zu minimieren, und sorgt dafür, dass das Teil fest und gleichmäßig ist.

Kühlung
Nach der Haltephase geht die Form in die Abkühlphase über, in der der geschmolzene Kunststoff im Inneren des Formhohlraums aushärtet. Die Abkühlung kann auf verschiedene Weise erfolgen, z. B. indem man ein Kühlmittel durch Kanäle in der Form leitet oder die Form an der Luft abkühlen lässt.

Die Kühlung ist sehr wichtig, um die gewünschten Eigenschaften des Teils zu erhalten, um sicherzustellen, dass das Teil die richtige Größe hat, und um zu verhindern, dass es sich verzieht oder durcheinander gerät. Wir kontrollieren, wie schnell das Teil abkühlt, und stellen sicher, dass es überall gleich abkühlt, damit es im Inneren nicht unter Stress gerät und überall in der Form gleich abkühlt.
Eröffnung
Sobald der Kunststoff aushärtet, wird die Form geöffnet, wobei sich die beiden Hälften der Form trennen und das neue Teil sichtbar wird.

Das Öffnen der Form erfolgt in der Regel mit einem hydraulischen oder mechanischen System, das Kraft auf den Schließmechanismus der Form ausübt, so dass sich dieser löst und öffnet. Genauigkeit und Konsistenz sind in dieser Phase wichtig, um sicherzustellen, dass das Teil reibungslos und ohne Beschädigung ausgeworfen wird. Eine ordnungsgemäße Öffnung der Form trägt auch dazu bei, eine Verformung oder Verzerrung des Teils zu verhindern, wenn es aus der Kavität kommt.
Auswurf (Produktentnahme)
Nach dem Öffnen der Form wird das fertige Kunststoffteil aus dem Formhohlraum ausgestoßen, was der letzte Schritt des Kunststoffspritzgießverfahrens ist. Das ausgestoßene Teil kann von einem Bediener von Hand oder automatisch mithilfe von Auswerferstiften oder Auswerferplatten, die in die Formkonstruktion integriert sind, entnommen werden.

Wenn du Teile vom Anguss abnimmst, achte darauf, dass du das Teil nicht beschädigst oder verbiegst. Du kannst auch überschüssiges Plastik, den sogenannten Grat, abschneiden, damit das Teil besser aussieht und passt.
Was sind die Vorteile des Spritzgießens?
Hohe Präzision
Das Spritzgießen ist ein Verfahren, mit dem Teile mit äußerst engen Toleranzen und gleichmäßigen Abmessungen hergestellt werden können. Es ermöglicht Herstellern die Herstellung von Teilen mit komplexen Formen und komplizierten Details mit höchster Genauigkeit, so dass jedes Teil genau so ist, wie es sein soll. Das Gummispritzgießen kann die Produktionseffizienz verbessern, indem die Einstellungen der Spritzeinheit optimiert werden.

Aufwändige Details
Einer der Gründe, warum das Spritzgießen so großartig ist, besteht darin, dass man Teile mit vielen Details und komplizierten Merkmalen herstellen kann. Dazu gehören dünne Wände, komplizierte Muster, Hinterschneidungen, Gewinde und andere Details, die mit anderen Herstellungsmethoden nur schwer oder gar nicht zu realisieren sind.
Längerer Startzeitpunkt
Die Einrichtung und Inbetriebnahme des Spritzgießens dauert in der Regel länger als bei einigen Rapid-Prototyping-Methoden wie dem 3D-Druck. Sie müssen Formen entwerfen und bauen, Formversuche durchführen und Prozessparameter einstellen, bevor Sie mit der Serienfertigung von Teilen beginnen können. Die Zeit vom Konzept bis zum fertigen Teil kann also länger sein als bei schnelleren Prototyping-Verfahren.

Dauerhaftigkeit
Spritzgegossene Teile sind robust. Sie sind dafür gemacht, stark zu sein. Das Verfahren sorgt dafür, dass das Material gleichmäßig verteilt wird, so dass die Teile stabil sind und einiges aushalten. Sie nutzen sich nicht so schnell ab. Sie können Schläge vertragen. Sie sind witterungsbeständig. Deshalb kann man sie für alle möglichen Dinge in allen möglichen Branchen verwenden.
Automatisierung
Das Spritzgießen ist hochgradig automatisiert, so dass es schnell geht und Personal eingespart werden kann. Automatisierte Spritzgießmaschinen können die ganze Zeit mit kaum Personal betrieben werden, so dass die Teile immer gut werden und man eine große Menge davon herstellen kann. Das bedeutet auch, dass man viele Teile sehr schnell herstellen kann, so dass man sie rechtzeitig fertigstellen und bei Bedarf eine große Anzahl von Teilen produzieren kann.
Was sind die Nachteile des Spritzgießens?
Hohe anfängliche Schimmelkosten
Einer der großen Nachteile des Spritzgießens sind die hohen Kosten für die Herstellung der Form. Der Entwurf und die Herstellung einer Form, die an eine bestimmte Teileform angepasst ist, kann sehr teuer sein, insbesondere bei komplexen oder ausgefallenen Designs. Diese Vorlaufkosten können für Unternehmen mit kleineren Produktionsserien oder begrenzten Budgets ein Hindernis darstellen.
Größenbeschränkungen
Spritzgießen können Größenbeschränkungen haben, insbesondere bei größeren Teilen. Die Größe der Spritzgießmaschine und die Kapazität der Kavitäten können die maximale Größe des herstellbaren Teils begrenzen. Die Herstellung übergroßer Teile erfordert unter Umständen eine spezielle Ausrüstung oder mehrere Kavitäten, was die Kosten und die Komplexität erhöht.

Grenzen des Designs
Das Spritzgießen ist sehr vielseitig und eignet sich für die Herstellung aller möglichen Formen und Details, aber es gibt dennoch einige Dinge, die Sie bei der Gestaltung Ihres Teils berücksichtigen müssen. Einige Formen, wie scharfe Ecken, dünne Wände oder tiefe Löcher, können das Füllen der Form, das Kühlen des Teils oder das Entnehmen aus der Form erschweren.

Wenn Sie ein Spritzgussteil entwerfen, müssen Sie an Dinge wie Entformungswinkel, Wandstärke und andere Konstruktionsregeln denken, um sicherzustellen, dass Ihr Teil hergestellt werden kann und von guter Qualität ist. Manchmal braucht man zusätzliche Teile in der Form oder zusätzliche Schritte, um das Teil herzustellen, wenn es Hinterschneidungen oder seltsame Formen im Inneren hat, was die Herstellung teurer und schwieriger machen kann.
Was sind einige häufige Fehler beim Spritzgießen?
Verzug
Von Verzug beim Spritzgießen spricht man, wenn das Teil verbogen oder verdreht wird. Dies geschieht, weil der Kunststoff beim Abkühlen ungleichmäßig schrumpft. Dies kann durch ungleichmäßiges Abkühlen in der Form verursacht werden, wodurch das Teil unter Spannung steht.

Um Verzug zu vermeiden, stellen Sie sicher, dass die Wände Ihrer Form rundherum gleich dick sind, und geben Sie Ihrem Teil genügend Zeit, um langsam abzukühlen. Materialien mit teilkristalliner Struktur sind besonders anfällig für Verformungen.
Oberflächen-Delamination
Oberflächenablösung bedeutet, dass sich die Oberfläche eines Teils in dünne Schichten auflöst, ähnlich wie bei einer abziehbaren Beschichtung. Dieses Problem wird durch Verunreinigungen im Material oder die Verwendung von zu viel Formtrennmitteln verursacht.
Delamination kann das Aussehen und die Festigkeit des Materials beeinträchtigen. Sie können dies verhindern, indem Sie die Temperatur der Form ändern, weniger Formtrennmittel verwenden und sicherstellen, dass der Kunststoff trocken ist, bevor Sie ihn formen.
Sinkende Markierungen
Einfallstellen sind diese kleinen Dellen oder Vertiefungen, die man manchmal auf der Oberfläche eines Formteils sieht. Sie werden durch ungleichmäßige Abkühlung oder dadurch verursacht, dass das Material die Form nicht vollständig ausfüllt. In diesem Artikel erklären wir, was Einfallstellen sind, was sie verursacht und wie man sie behebt, damit Sie eine glatte, perfekte Oberfläche erhalten.

Linien weben oder schweißen
Fusionslinien oder Schweißlinien sind Linien, an denen sich zwei Ströme geschmolzenen Harzes auf ihrem Weg durch die Form treffen. Diese Linien bilden sich normalerweise um Löcher in einer geometrischen Form. Wenn der Kunststoff um das Loch herumfließt, bildet der Schnittpunkt der beiden Ströme eine sichtbare Linie.
Schweißnähte sind schlecht. Sie machen Ihr Teil schwach und zerbrechlich. Schweißnähte können entstehen, wenn das Harz zu kalt ist, wenn Sie zu langsam injizieren oder wenn Sie nicht genug Druck haben. Sie können Schweißnähte beheben, indem Sie Ihre Form ändern. Sie können die Dinge entfernen, die die Schweißnähte verursachen.
Was sind die Hauptverwendungszwecke von Spritzgussteilen?
Autoindustrie
Kunststoffteile machen die Karosserie und verschiedene Teile des Fahrzeugs aerodynamischer. Angesichts der sich wandelnden Anforderungen in dieser Branche ist das Spritzgießen für Automobilanwendungen der Weg, den die Hersteller gehen.

Verpackungsindustrie
Die Verpackungsindustrie verwendet Komponenten, die bei der Entwicklung kreativer Verpackungsdesigns, die den Kunden ansprechen, wirksam sind. Neben einem attraktiven Aussehen und einer ansprechenden Ästhetik müssen die Produkte auch strenge Sicherheits- und Hygienevorschriften erfüllen. Spritzgießen kann die Gesamtqualität des Produkts verbessern, ohne größere Probleme zu verursachen.
Medizinische Industrie
Für medizinische Komponenten werden häufig kundenspezifische Kunststoffteile verwendet, die hervorragende mechanische Eigenschaften und enge Toleranzen aufweisen. Die medizinische Industrie steht in Sachen Präzision und Nachhaltigkeit an vorderster Front. Die Herstellung medizinischer Kunststoffteile unterliegt strengen Vorschriften. Medizinische Teile benötigen außerdem die richtigen Verbindungen und strukturellen Eigenschaften, um langlebig zu sein und höheren Temperaturen standzuhalten.

Konsumgüterindustrie
Die Industrie zur Herstellung von Einrichtungsgegenständen stützt sich in hohem Maße auf die Kunststoffspritzgusstechnik. Der Hauptvorteil dieser Methode für Konsumgüter ist die Möglichkeit, die gewünschte Oberfläche und Ästhetik zu erzielen.
Zusammenfassung
Spritzgießen ist eine großartige Möglichkeit, viele Kunststoffteile auf einmal herzustellen. Es ist schnell und kann viele Teile auf einmal herstellen. Außerdem lassen sich damit sehr gut Teile herstellen, die jedes Mal gleich sind. Aber die Herstellung der Form ist teuer, und es dauert lange, bis man damit anfangen kann.

Manchmal sehen die Teile nicht gut aus, weil sie verbogen sind oder Löcher haben. Im Spritzgussverfahren werden viele Dinge hergestellt, z. B. Autoteile, Verpackungen und medizinische Produkte. Es ist eine wirklich wichtige Art, Dinge herzustellen.







