 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist eine der besten Methoden zur Herstellung von Produkten. Es ist schnell, man kann viele Dinge auf einmal herstellen, und es ist wirklich gut, um qualitativ hochwertige Dinge herzustellen. Der Grund, warum es so gut ist, liegt darin, dass es viele Schritte gibt, und jeder Schritt ist wirklich wichtig, um sicherzustellen, dass das Produkt, das du herstellen willst, so wird, wie du es haben willst. In diesem Blogbeitrag werden wir alle Schritte des Spritzgießens durchgehen, damit Sie sehen können, wie es von einer Idee zu einem echten Gegenstand kommt.
Verfahren zum Spritzgießen
Grundlegende Prinzipien und Anwendungen des Spritzgießens
Das Spritzgießen ist ein Verfahren, bei dem Kunststoffgranulat durch Hitze in einen flüssigen Zustand versetzt und dann durch eine Düse in eine Form gepresst wird. Sobald der Kunststoff abkühlt, wird er fest und wird aus der Form entfernt. Spritzgießen ist eine kostengünstige und effektive Methode, um mit einer einzigen Form viele Kunststoffteile auf einmal herzustellen. Mit diesem Verfahren lassen sich alle Arten von Kunststoffteilen herstellen, die in Automotoren, Haushaltsgeräten und Lebensmittelbehältern verwendet werden.

Die Bedeutung des Spritzgießens in der modernen Industrie
Da die Nachfrage nach ihren Derivaten weiter steigt, gewinnt die Spritzgießtechnik in der industriellen Produktion zunehmend an Bedeutung. Die Spritzgießtechnik ist eine Form der automatisierten Produktion, die den Produktionsprozess beschleunigt. Da beim Kunststoff-Spritzgießen hochpräzise Werkzeuge eingesetzt werden und exakte Maßtoleranzen eingehalten werden müssen, ist es außerdem möglich, rentabler und mit einem hochwertigeren Endprodukt zu produzieren.
Außerdem, Spritzgießfertigung bietet viele Vorteile, wie z. B. ein breites Anwendungsspektrum, einen hohen Automatisierungsgrad und eine stabile Produktions- und Qualitätseffizienz. Insbesondere während der Pandemie musste die Steckverbinderindustrie schnell die Richtung ändern und viele medizinische Geräte produzieren, um den normalen und unerwarteten Bedarf zu decken. Dieser Ansatz wurde von der Gesellschaft gut aufgenommen.

Produktionsprozess beim Spritzgießen
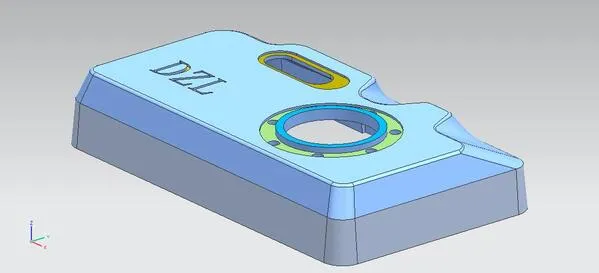
Entwurf und Herstellung von Prototypen
Jedes gute Spritzgießprojekt beginnt mit einem guten Design und einer qualitativ hochwertigen Prototypenfertigung. Dies ist der erste Schritt im Produktentwicklungsprozess, bei dem Ingenieure und Designer ihren kreativen Verstand einsetzen, um Produkte zu entwickeln und Ideen in technische Details umzusetzen. CAD-Software (Computer-Aided Design) ist eines der wichtigsten Werkzeuge, die in der additiven Fertigung eingesetzt werden. Sie hilft bei der Erstellung von Entwürfen, die Details über Abmessungen, Anforderungen und Toleranzwerte enthalten, so dass die Materialien entsprechend den detaillierten Anweisungen hinzugefügt und ausgerichtet werden können, um Genauigkeit zu erreichen.
Zum Design Thinking gehört auch die Ästhetik. Ingenieure müssen eine Vielzahl von Faktoren berücksichtigen, z. B. die Materialauswahl, die Teilegeometrie und die Herstellbarkeit. Es werden fortschrittliche, komplexe Simulatoren entwickelt, um Testläufe von konzeptionellen Entwürfen für komplexe Teile zu simulieren. Diese Simulatoren ermöglichen die Vorhersage potenzieller Probleme, die Ermittlung von Optimierungsbereichen und die Herstellung von Prototypen.
Unter Prototyping versteht man die Herstellung von Modellen, die das Testen konzeptioneller Entwürfe mit der tatsächlichen Herstellung physischer Dinge verbinden. Die schnelle Entwicklung von Technologien wie dem 3D-Druck ermöglicht schnelle Iterationen und Anpassungen, bis das Produktdesign die Leistungskriterien erfüllt und von den ästhetischen Gremien genehmigt wird. Designer können dasselbe tun, aber anstelle von Dingen wie Passform, Form und Funktion nehmen sie Änderungen vor, die sie für richtig halten, um die gewünschten Ergebnisse zu erzielen.
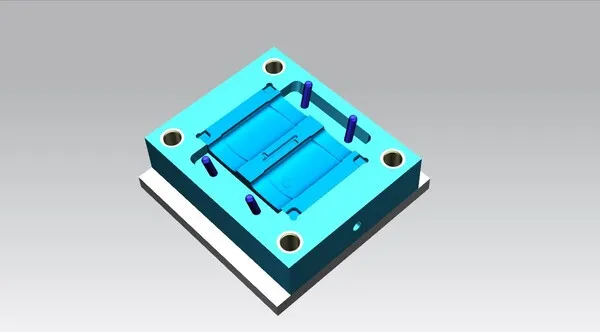
Formenbau
Im Mittelpunkt des Spritzgießens steht die Form - ein präzises Werkzeug, das die Form und die Eigenschaften des Endprodukts vorgibt. Die Herstellung einer Form ist ein äußerst präziser Prozess, bei dem die Maschine das Werkstück durch Abtragen von Material erstellt. In der Regel bestehen die Werkstücke aus Stahl oder Aluminium und werden durch Fräsen oder maschinelle Bearbeitung hergestellt, um die gewünschten Formen und Oberflächengüten zu erzielen.

Die Komplexität des Werkzeugs hängt davon ab, wie komplex die Teile sind. Man kann ein Werkzeug haben, das einfache Teile mit einer Kavität herstellt, und man kann es aufrüsten, um zwei- oder dreimal so viele Teile mit einem Mehrkavitäten- oder Familienwerkzeug herzustellen. Neben den Angusssystemen, der Entlüftung und den Kühlsystemen müssen bei der Werkzeugkonstruktion auch Dinge wie Anschnittpositionen, Kühlkanäle und Trennlinien berücksichtigt werden, um eine gute Qualität des Teils zu gewährleisten.
Danach testen wir die Form und stellen sicher, dass sie einsatzbereit ist. Wir wollen sicherstellen, dass sie lange Zeit ohne Probleme funktioniert. Wir testen die Form, um herauszufinden, wie viel Kunststoff in die Form gegeben werden muss, wie lange es dauert, ein Teil herzustellen, und wie nah wir an die gewünschte Größe herankommen können. Es kann sein, dass wir einige Dinge an der Form ändern müssen, damit sie für uns besser funktioniert.

Vorbereitung des Materials
Sobald die Form fertig ist, gehen wir zur Materialvorbereitung über. Beim Spritzgießen kann eine breite Palette von Thermoplasten und Duroplasten verwendet werden, die je nach den spezifischen Anforderungen der Anwendung ausgewählt werden. Rohpolymerharze in Form von Pellets oder Granulat durchlaufen mehrere Schritte, um sie für das Gießen vorzubereiten.
Wenn es um die Auswahl von Materialien für SpritzgießenDie Qualität des Endprodukts ist von entscheidender Bedeutung, da sie sich sowohl auf die Eigenschaften des Teils als auch auf die Kosten auswirkt. In diesem Fall müssen die Ingenieure bei der Auswahl des richtigen Materials Dinge wie mechanische Festigkeit, chemische Stabilität und Umweltbeständigkeit berücksichtigen. Sie müssen auch sicherstellen, dass das Material mit dem Formgebungsverfahren kompatibel ist, d. h. es muss die richtigen Fließeigenschaften und das richtige Schwindungsverhalten aufweisen. Auf diese Weise können Sie sicherstellen, dass Sie konsistente, wiederholbare Ergebnisse erzielen.

Bei der Herstellung werden dem Basisharz Stoffe wie Farbstoffe, Stabilisatoren oder Verstärkungsstoffe beigemischt, damit es besser funktioniert oder die gewünschten Eigenschaften aufweist. Sie können Materialmischungen oder vorgemischte Materialien verwenden, um die Arbeit zu erleichtern und sicherzustellen, dass die Zusatzstoffe im Harz verteilt sind.
Eine gute Materialaufbereitung ist die Grundlage für eine gleichbleibende Schmelzequalität, einen guten Fluss und eine spätere gute Teileoberfläche. Materialhandhabungssysteme verwenden Förderer, Trockner und Granulatbereitstellungsförderer, um die Feuchtigkeit bei der Lagerung und Herstellung zu reduzieren und zu verhindern, dass sich das Harzgranulat zersetzt und verunreinigt wird.

Einspritzung
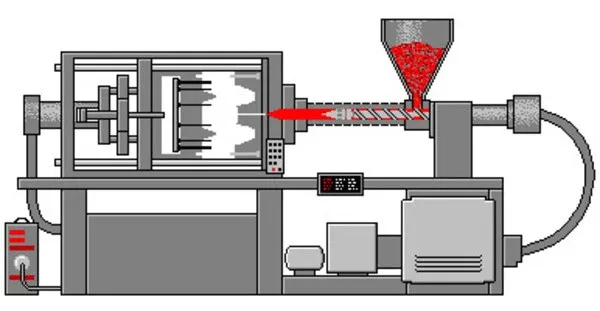
Das Spritzgießverfahren beginnt mit dem Füllen des markierten Bereichs der Form mit geschmolzenem Polymermaterial. Der Prozess beginnt, wenn die Form geschlossen ist und das Polymerharz durch einen speziellen Einlass, den Anguss, eingespritzt wird, wodurch ein geschlossenes System entsteht.
Spritzgießmaschinen können unterschiedliche Größen und Ausstattungen haben, aber sie haben alle die gleichen grundlegenden Teile und funktionieren auf die gleiche Weise. Die Schnecke ist der Teil, der den Kunststoff dreht und bewegt, ihn schmilzt und vermischt, damit alles gleich ist.
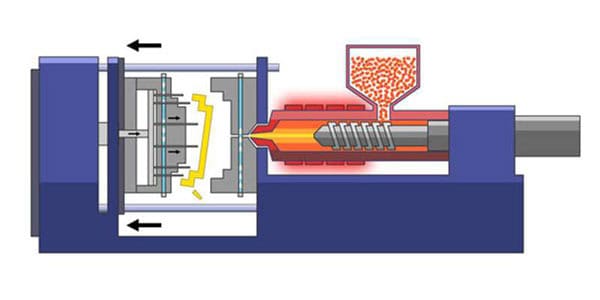
Die Schnecke, die entweder durch Hydraulik- oder Elektromotoren geregelt wird, ermöglicht eine bessere Steuerung von Einspritzmenge, Schneckengeschwindigkeit und Druck.
Das flüssige Material wird dann in die Form geschossen, füllt das Loch auf und nimmt die genaue Form und die Details an, die durch die Form vorgegeben sind. Die perfekte Füllung wird durch die Kontrolle des Drucks und der Temperatur während des gesamten Prozesses erreicht, wodurch die Wahrscheinlichkeit von Defekten minimiert und eine hohe Konsistenz und Qualität jedes Lochs gewährleistet wird. Die Einspritzparameter werden auf der Grundlage des Materials, der Teileform und des Produktionsplans festgelegt. Zu diesen Parametern gehören die Einspritzgeschwindigkeit, das Vakuum, der Füll- und Nachdruck sowie die Kühlzeit.

Abkühlung und Erstarrung
Anschließend wird das geschmolzene Material in die Form gegossen, wo es abkühlt und erstarrt. Um die gewünschten Eigenschaften zu erzielen und Risse zu vermeiden, muss der Abkühlungsprozess so schnell und gleichmäßig wie möglich erfolgen. Die Form hat Schlitze oder Kanäle, die die Wärmeübertragung unterstützen, sodass das Material schnell abkühlt und erstarrt.
Die Abkühlungszeit wird auf der Grundlage von Variablen wie Teilegeometrie, Materialtyp und Formdesign angepasst. Die Kühlung ist wichtig, denn wenn sie nicht richtig durchgeführt wird, kann sich das Teil verziehen, schrumpfen oder innere Spannungen aufweisen, was die Qualität und Leistung des Teils beeinträchtigen kann. Zur Steuerung der Werkzeugtemperatur werden thermische Zirkulationssysteme, entweder Wasser oder Öl, eingesetzt, um die Kühlraten zu stabilisieren und eine gleichmäßige Verarbeitung zu erreichen.
Neue Kühltechnologien wie die konforme Kühlung nutzen die additive Fertigung, um Kühlkanäle zu schaffen, die sich der Form des Teils anpassen, die Wärmeübertragung und die Leistung verbessern und gleichzeitig die Bearbeitungszeit verkürzen. Mithilfe von Software können Konstrukteure die Optimierung des Kühlsystems, die Wärmeübertragung und Temperaturkarten modellieren und heiße Stellen oder Bereiche, die mehr Kühlung benötigen, identifizieren.

Auswerfen und Beschneiden
Sobald das Teil den gewünschten Verfestigungsgrad erreicht hat, öffnet sich die Form und das neu geformte Teil wird aus der Kavität entfernt. Die Maschine ist beispielsweise mit Auswerferstiften oder -platten ausgestattet, die es ermöglichen, das Teil aus der Form zu lösen, ohne die Geometrie zu verformen oder die Oberfläche zu beschädigen.
Dazu kann es erforderlich sein, einige zusätzliche Dinge zu tun, wie z. B. überflüssiges Material und Grat vom Teil abzuschneiden. Das Schneiden, auch Beschneiden oder Bearbeiten genannt, ist das letzte, was Sie tun, um das Teil herzustellen. Sie schneiden oder formen das Teil, damit es die richtige Größe und Form hat. Die Maschinen, die das Teil zuschneiden, verwenden Schneiden, Schleifen oder Strahlen, um die Arbeit zu erledigen. Dadurch wird die Zeit, die für die Arbeit benötigt wird, viel kürzer und man braucht keine Menschen, die die Arbeit erledigen.

Qualitätskontrolle und Endbearbeitung
Schließlich durchläuft der Gießprozess in den letzten Phasen und bei der Endbearbeitung eine Reihe von Qualitätsprüfungen. Wir führen Inspektionen durch, um sicherzustellen, dass die Abmessungen, die strukturelle Integrität und das allgemeine Aussehen der Teile stimmen. Koordinatenmessgeräte (CMM) und optische Scanner sind Beispiele für die Hightech-Messtechnik, die wir einsetzen, um die Qualität zu prüfen und sicherzustellen, dass wir die Spezifikationen und Normen einhalten.
Bei der Maßkontrolle misst man die wichtigen Teile eines Werkstücks. Man misst auch die Rauheit der Oberfläche. Bei der statistischen Prozesskontrolle (SPC) verfolgt man, wie die Dinge laufen, und stellt sicher, dass man gute Teile herstellt. Man kann auch mit Röntgenstrahlen oder Ultraschall in das Innere eines Teils schauen, um festzustellen, ob etwas nicht in Ordnung ist.

Alle Teile, die den Anforderungen an das Aussehen nicht genügen, können sandgestrahlt oder anderweitig oberflächenbehandelt werden. Wir können diese Teile auch lackieren, montieren oder andere abschließende Arbeiten durchführen, damit sie besser funktionieren. Wenn wir spezielle Arbeiten durchführen müssen, müssen wir Unterbaugruppen anfertigen, z. B. durch Bearbeiten, Schweißen oder Kleben, um weitere Teile oder Merkmale hinzuzufügen. Wir verfügen über Qualitätskontrollverfahren, um sicherzustellen, dass wir die Anforderungen erfüllen und dass unsere Kunden mit unseren Produkten zufrieden sind.

Faktoren, die den Spritzgießprozess beeinflussen
Temperaturkontrolle
1. Trommeltemperatur
Die Temperaturkontrolle ist in diesem Prozess von entscheidender Bedeutung, und es gibt drei Parameter, die kontrolliert werden müssen: Zylindertemperatur, Düsentemperatur und Werkzeugtemperatur. Die ersten beiden Temperaturen wirken sich in erster Linie auf das Fließen und die Kristallisation des Kunststoffs aus, während die zweite Temperatur die wichtigste ist, da sie die Abkühlung und das Fließen steuern kann. Jeder Kunststofftyp hat eine andere Fließtemperatur, und selbst innerhalb desselben Kunststofftyps haben verschiedene Sorten und Quellen unterschiedliche Fließ- und Zersetzungstemperaturen. Infolgedessen können sich die chemischen Eigenschaften des Harzes ändern, was mit dem durchschnittlichen Molekulargewicht und der Molekulargewichtsverteilung zusammenhängt. Die Temperatur des Zylinders des Handwerkzeugs variiert je nach Art der Spritzgussmaschine, so dass auch die Auswahl des Zylinders unterschiedlich ist.

2. Düsentemperatur
In der Regel ist die Düsentemperatur nicht viel niedriger als die höchste Temperatur des Zylinders. Dadurch wird verhindert, dass das geschmolzene Material aus der Düse tropft, was auch als "Sabbern" bezeichnet wird. Die Temperatur der Schmelzdüse sollte nicht zu niedrig sein, damit das geschmolzene Material nicht zu früh gefriert und die Düse oder die Teile verstopft.
3. Formtemperatur
Die Temperatur der Form ist der wichtigste Faktor, der die Eigenschaften und das Aussehen des Teils beeinflusst. Die hohen und niedrigen Temperaturen des Werkzeugs werden von verschiedenen Faktoren beeinflusst, wie z. B. dem Vorhandensein von Kristallinität, der Größe und Konstruktion des Werkzeugs, den Eigenschaften des Teils und anderen Prozessbedingungen (wie Schmelzetemperatur, Einspritzgeschwindigkeit und -druck, Zykluszeit usw.).

Druckkontrolle
Spritzgießen Der Druck umfasst den Plastifizierdruck und den Einspritzdruck, die sich beide direkt auf die Plastifizierung und die Produktqualität auswirken.
1. Plastifizierungsdruck
(Reverse Pressure) Bei einer Schneckenmaschine mit Einspritzdüse vergrößert der Plastifizierdruck der Schnecke den Schneckendurchmesser an der Teilung. Die Kraft im System wird durch das Überdruckventil im Hydrauliksystem geregelt. Das heißt, wenn der Plastifizierdruck bei gleicher Antriebsleistung gleich bleibt, erhöht sich mit steigendem Plastifizierdruck zwar die Temperatur der Schmelze, aber die Plastifiziergeschwindigkeit sinkt. Andererseits führt ein höherer Plastifizierdruck in der Regel zur Herstellung von Kunststoffprodukten, die nicht nur eine gleichmäßige Temperatur und Farbe aufweisen, sondern auch frei von Gasen sind, die möglicherweise in der Schmelze eingeschlossen wurden. Meistens wird der Druck auf den niedrigstmöglichen Wert eingestellt, mit dem eine gute Produktqualität hergestellt und erhalten werden kann. In der Praxis hängt der Plastifizierdruck von der Art des gewählten Kunststoffs ab, erreicht aber selten den Wert von 20 kg/cm².

2. Einspritzdruck
Gegenwärtig verwenden fast alle Spritzgießmaschinen den gleichen Druck für den Kunststoffdruck und den Einspritzdruck (der durch den Kreislauf aus Öldruck umgewandelt wird). Der Einspritzdruck dient dazu, den Widerstand zu überwinden, der durch den Fluss der Schmelze aus dem Zylinder in die Kavität entsteht, die Form mit einer bestimmten Geschwindigkeit zu füllen und die Schmelze zu verdichten.

Zyklus der Formgebung
Die Zeit, die benötigt wird, um einen Prozess beim Spritzgießen abzuschließen, wird als Gießzyklus oder Formgebungszyklus bezeichnet. Der Prozess des Gießens durch Formen steht in direktem Zusammenhang mit der Arbeitsproduktivität und der Auslastung der Anlagen. Daher sollte im Produktionsprozess die Dauer der Formgebungsphase verkürzt werden, während gleichzeitig das höchste Qualitätsniveau beibehalten wird. Die Einspritzzeit und die Abkühlzeit sind die Schlüsselphasen im Spritzgießprozessdie sich am unmittelbarsten auf die Qualität des Produkts auswirken. Die Abfüllzeit ist direkt proportional zur Abfüllgeschwindigkeit (der Kehrwert der Zeit). In der Produktion beträgt die Füllzeit für das Material normalerweise 3-5 Sekunden.

Die Zeit, in der der Kunststoff in der Kavität unter Druck steht, wird als Packzeit bezeichnet. Sie ist sehr wichtig und macht einen großen Teil der gesamten Einspritzzeit aus. Sie beträgt in der Regel zwischen 20 und 120 Sekunden (in Extremfällen 5 bis 10 Minuten bei dicken Teilen). Die Füllzeit bestimmt die endgültige Größe des Produkts, nachdem die Schmelze in der Düse der Maschine erstarrt ist. Die Packzeit des Werkzeugs wird auf der Grundlage der Bedingungen der Werkzeug- und Materialtemperaturen sowie der Breite des Einzugsbereichs und des Angusses, des sogenannten Anschnitts, berechnet. Je nach Größe des Hauptkanals und des Anschnitts und den Prozessbedingungen sollte der Druck mit der geringsten Schrumpfungsrate des Produkts als Standard gewählt werden. Die Kühlzeit hängt von der Dicke des Produkts, den thermischen und kristallinen Eigenschaften des Kunststoffs und der Werkzeugtemperatur ab. Das Wichtigste ist, dass sich das Produkt während des Öffnungsvorgangs der Form nicht verändert. Sie beträgt in der Regel etwa 30 bis 120 Sekunden. Ist die Abkühlzeit zu lang, ist das eine Zeitverschwendung. Dies verringert nicht nur die Produktionseffizienz, sondern erschwert auch die Entnahme komplexer und dünner Teile, und es kann schwierig sein, sie ohne Entformungsstress zu entnehmen. In anderen Fällen hängt die Form der Gießzeit davon ab, wie unterbrechungsfrei und maschinenorientiert die Materialverarbeitung ist und wie integriert die Gieß- und Füllprozesse sind.
Trends in der Spritzgießtechnik
In Zukunft wird das Spritzgießen flexibler sein und gleich bleiben. Je extremer die Umweltprobleme weltweit werden, desto wahrscheinlicher ist es, dass die umweltfreundliche Fertigung ein neuer Trend in der Fertigungsindustrie sein wird. Die CNC-Bearbeitung und die Spritzgusstechnik, bei denen keine Rohstoffe eingekauft werden und keine Abfälle während des Produktionsprozesses anfallen, werden in Zukunft eine größere Rolle bei der grünen Fertigung spielen. Auch die Entwicklung der Automatisierungstechnik wird durch das Wachstum der Spritzgießtechnikdie besser und weniger fehleranfällig sein wird.

Schlussfolgerung
Das Spritzgießen ist ein hochentwickelter Prozess, der mehrere Stufen umfasst. Jede Stufe ist wichtig für die Herstellung hochwertiger Fertigteile und Produkte. Das Verständnis der Abfolge der einzelnen Schritte - vom Entwurf über die Prototypenherstellung bis hin zur Prüfung vor der Freigabe des Endprodukts - ist für die Hersteller von entscheidender Bedeutung, um ihre Produktionsmethoden zu verbessern, die Qualität zu kontrollieren und die besten Produkte herzustellen. Die Zukunft des Spritzgießens wird von anderen Technologien und dem Einsatz neuer Materialien und Techniken geprägt, die effizienter, genauer und vielseitiger sind.






