 Zum Inhalt springen
Zum Inhalt springen 







Schritt 1: Materialvorbereitung:
Polycarbonat (PC) ist hygroskopisch und absorbiert Feuchtigkeit, was zu Defekten wie Blasen, Schlieren oder Oberflächenfehlern führen kann.
① Trocknen: Trocknen Sie das PC-Material bei 110-130°C (230-266°F) für 3-5 Stunden, um einen Feuchtigkeitsgehalt von weniger als 0,02% zu erreichen. Dies gewährleistet eine ordnungsgemäße Verarbeitung ohne feuchtigkeitsbedingte Mängel.
② Mischen: Wenn Zusatz- oder Füllstoffe verwendet werden, wiegen und mischen Sie sie mit dem PC gemäß den Anweisungen des Herstellers. Stellen Sie sicher, dass das Material frei von Verunreinigungen ist und gleichmäßig gemischt wird.

Schritt 2: Vorbereitung der Form:
Eine ordnungsgemäße Formvorbereitung sorgt für einen leichten Teileauswurf und verhindert Defekte während des Formgebungsprozesses.
① Reinigung: Stellen Sie sicher, dass die Form frei von Staub, Feuchtigkeit und Verunreinigungen ist, die die Qualität des Endprodukts beeinträchtigen könnten.
② Trennmittel: Tragen Sie ein Trennmittel auf die Formoberflächen auf, um ein Verkleben zu verhindern und das Auswerfen des Formteils zu erleichtern.
③ Ausrichten: Befestigen Sie die Form ordnungsgemäß in der Spritzgießmaschine, um sicherzustellen, dass keine Fehlausrichtung vorliegt, die Formfehler verursachen könnte.

Schritt 3: Einlegen des Materials und Einspritzvorgang:
Die richtige Einspritztemperatur und der richtige Druck sorgen dafür, dass das Material korrekt in die Form fließt, alle Kavitäten füllt und eine gleichbleibende Qualität gewährleistet.
① Laden Sie das Material: Geben Sie das getrocknete PC-Granulat in den Trichter der Spritzgießmaschine.
② Einspritztemperatur: Stellen Sie die Einspritztemperatur zwischen 240°C und 260°C (464°F bis 500°F) ein. Der Schmelzbereich für PC liegt in der Regel zwischen 270°C und 320°C, sollte aber 340°C nicht überschreiten, um Zersetzung und Defekte zu vermeiden.
③ Einspritzdruck: Stellen Sie den Einspritzdruck zwischen 1000 und 2000 bar (14.500 bis 29.000 psi) ein, je nach Teilegröße und Werkzeugkonstruktion.
④ Einspritzgeschwindigkeit: Kontrollieren Sie die Geschwindigkeit, um zu verhindern, dass das Material zu schnell in die Form gelangt, was zu Fehlern wie Fließspuren oder Lufteinschlüssen führen könnte.

Schritt 4: Phase der Behausung:
Die Verweilphase sorgt für eine vollständige Füllung der Form und ermöglicht es dem geschmolzenen PC, die Form der Formhohlräume anzunehmen.
① Druck aufrechterhalten: Halten Sie nach dem Einspritzen den Druck in der Form aufrecht, damit das geschmolzene Material jedes Detail vollständig ausfüllen kann und keine Schrumpfung oder Hohlräume entstehen.
② Überwachen: Behalten Sie den Druck im Auge, um sicherzustellen, dass das Material an seinem Platz bleibt, bis es abzukühlen beginnt.

Schritt 5: Abkühlungsphase:
Eine ordnungsgemäße Kühlung verhindert Verzug, Schrumpfung und andere Defekte und gewährleistet gleichzeitig die Maßhaltigkeit des fertigen Teils.
① Abkühlzeit: Planen Sie ausreichend Zeit zum Abkühlen ein. Die Abkühlzeit hängt von der Dicke, der Komplexität und der Formtemperatur des Teils ab. Größere Teile können eine längere Abkühlzeit erfordern.
② Formtemperatur: Halten Sie die Formtemperatur zwischen 80°C und 120°C (176°F bis 248°F), um eine optimale Abkühlung zu erreichen, ohne Defekte wie Verformungen oder Einfallstellen zu verursachen.
③ Kühlkanäle: Stellen Sie sicher, dass das Kühlsystem im Inneren der Form effizient und gleichmäßig verteilt ist, um eine konstante Formtemperatur zu gewährleisten.

Schritt 6: Auswurf:
Ein ordnungsgemäßer Auswurf ist entscheidend für die Unversehrtheit der Teile und die Gewährleistung eines reibungslosen Produktionsflusses.
① Auswurfmechanismus: Verwenden Sie Auswerferstifte oder druckluftbetriebene Auswerfersysteme, um das Teil aus der Form zu drücken.
② Kraftkontrolle: Passen Sie die Auswurfkraft an, um Schäden an empfindlichen oder komplexen Teilen zu vermeiden.
③ Nachbearbeiten: Schneiden Sie bei Bedarf überschüssigen Grat oder Material vom Teil während des Ausstoßens ab.

Schritt 7: Nachbearbeitung:
Die Nachbearbeitung stellt sicher, dass das Formteil alle erforderlichen Spezifikationen für Funktionalität und Ästhetik erfüllt.
① Beschneiden und Entgraten: Entfernen Sie überschüssiges Material (Grat), das beim Gießvorgang übrig geblieben ist. Dies kann Entgratungs- oder Schleifarbeiten erfordern.
② Oberflächenveredelung: Je nach Verwendungszweck kann es erforderlich sein, Teile zu polieren oder zu beschichten, um die Ästhetik zu verbessern oder die Funktionalität zu erhöhen (z. B. um die chemische Beständigkeit oder die Haltbarkeit der Oberfläche zu verbessern).
③ Zusammenbau: Wenn die Formteile Bestandteile einer größeren Baugruppe sind, führen Sie alle erforderlichen Montage- oder Klebevorgänge durch.

Schritt 8: Qualitätskontrolle
Die Sicherstellung der Qualität des Formteils ist entscheidend für die Einhaltung von Produktstandards und die Kundenzufriedenheit.
① Inspektion: Prüfen Sie die Teile regelmäßig auf Mängel wie Blasen, Verformungen oder Farbabweichungen. Maßhaltigkeit ist wichtig.
② Prüfung: Führen Sie Tests zur Schlagfestigkeit, Transparenz und Hitzetoleranz durch, insbesondere bei kritischen Anwendungen.
③ Konsistenz: Überwachen Sie die Verarbeitungsbedingungen (Temperatur, Druck und Zykluszeit), um eine gleichbleibende Teilequalität über alle Produktionsläufe hinweg sicherzustellen.





1. Automobilindustrie:
Bauteile: PC wird häufig für Automobilteile wie Scheinwerfergläser, Armaturenbretter, Innenverkleidungen und Außenteile verwendet. Seine Schlagfestigkeit, sein geringes Gewicht und seine optische Klarheit tragen sowohl zur Sicherheit als auch zur Leistung von Fahrzeugen bei.

2. Elektronikindustrie:
Gehäuse und Komponenten: PC wird häufig für Gehäuse von elektronischen Geräten wie Laptops, Smartphones und Tablets verwendet. Seine hervorragenden Isolationseigenschaften und seine Schlagfestigkeit sorgen für Langlebigkeit und Sicherheit bei elektrischen und elektronischen Anwendungen.

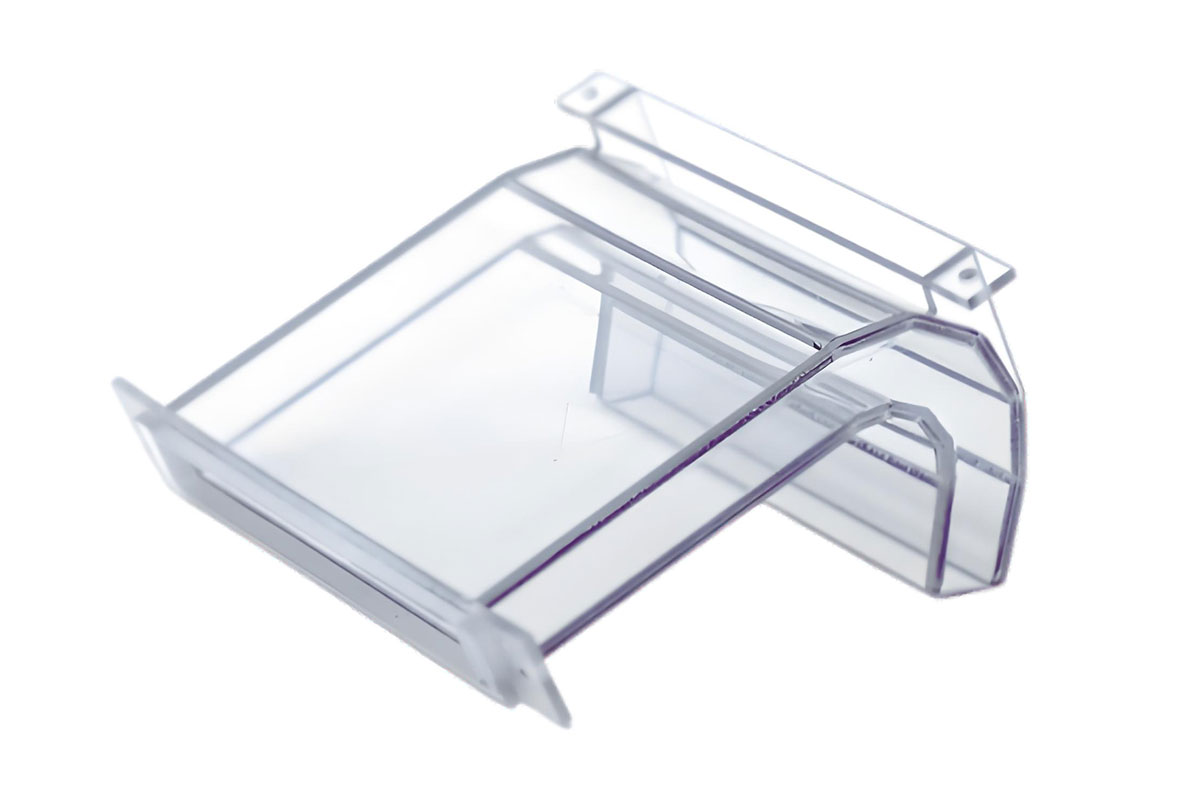
3. Bauindustrie:
Baumaterialien: PC wird für Oberlichter, Dachbahnen und Fensterverglasungen verwendet und bietet eine ausgezeichnete Haltbarkeit, Wetterbeständigkeit und optische Klarheit. Diese Eigenschaften machen es ideal für Anwendungen, die Sicherheit und Transparenz im Bauwesen erfordern.
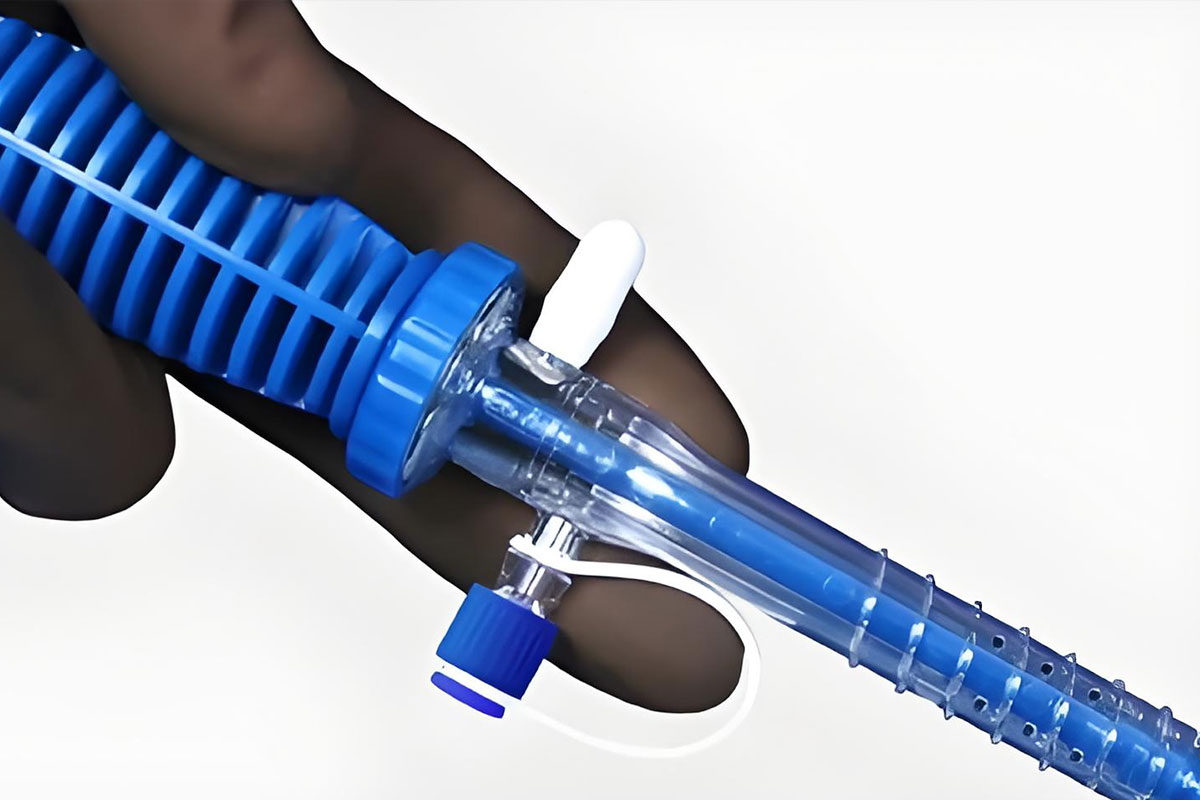
4. Medizinische Geräte:
Chirurgische Instrumente und Ausrüstung: PC ist für die Herstellung von Spritzen, medizinischen Schläuchen und chirurgischen Instrumenten unerlässlich. Seine Biokompatibilität, leichte Sterilisierbarkeit und hohe Festigkeit machen es zu einem bewährten Material für Anwendungen im Gesundheitswesen.
5. Konsumgüter:
Alltägliche Produkte: PC wird häufig für Produkte wie Brillengläser, Wasserflaschen und Schutzhelme verwendet. Seine Schlagfestigkeit und ästhetische Vielseitigkeit ermöglichen langlebige und optisch ansprechende Konsumgüter.
6. Luft- und Raumfahrt und Verteidigung:
Komponenten für Flugzeuge: PC wird in Flugzeugen für Cockpitfenster, Linsen und Instrumententafeln verwendet. Seine Kombination aus leichten Eigenschaften, Festigkeit und Klarheit ist in der Luft- und Raumfahrt von entscheidender Bedeutung für Präzision und Sicherheit.

7. Optische Anwendungen:
Linsen und optische Komponenten: PC wird für Kameralinsen, Projektorlinsen und Brillengläser verwendet, da es optisch klar, kratzfest und stoßfest ist. Es ist sowohl für professionelle als auch für private optische Anwendungen ideal.

8. Lebensmittelverarbeitung:
Gerätekomponenten: PC wird aufgrund seiner chemischen Beständigkeit, Schlagfestigkeit und Unbedenklichkeit für den Kontakt mit Lebensmitteln in Maschinen zur Lebensmittelverarbeitung und in Lagerbehältern verwendet. Es ist ideal für Anwendungen, die eine wiederholte Reinigung und Sterilisation erfordern.

9. Sportgeräte:
Schutzausrüstung: PC wird für Helme, Schutzbrillen und andere Sportschutzausrüstung verwendet. Seine hohe Stoßfestigkeit, sein geringes Gewicht und sein Komfort machen es zu einem unverzichtbaren Material für die Sicherheit und Leistungsfähigkeit von Sportlern.

10. Spielzeug und Spiele:
Plastikspielzeug: PC wird für Action-Figuren, Puppen und anderes Spielzeug verwendet, bei dem es auf Haltbarkeit und Sicherheit ankommt. Seine ungiftige Beschaffenheit, seine Zähigkeit und seine Fähigkeit, komplexe Formen zu bilden, machen es zu einem bevorzugten Material für die Spielzeugherstellung.

11. Verpackung:
Behälter und Flaschen: PC wird für die Herstellung von Verpackungsartikeln wie Wasserflaschen und Lebensmittelbehältern verwendet. Aufgrund seiner Schlagfestigkeit, Klarheit und Widerstandsfähigkeit bei wiederholter Verwendung eignet es sich für langlebige und nachhaltige Verpackungslösungen.

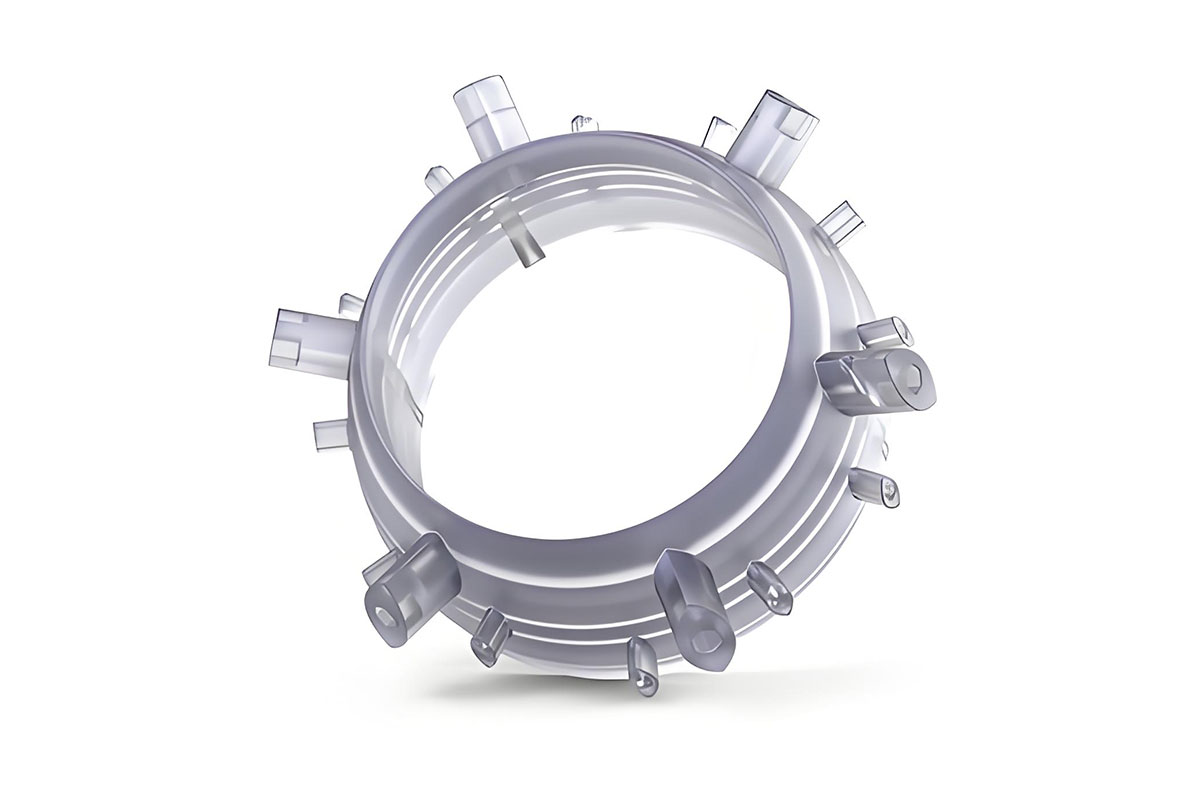
12. Elektrische Komponenten:
Steckverbinder und Schalter: PC wird für elektrische Steckverbinder, Schalter und Leiterplatten verwendet. Seine hervorragenden Isoliereigenschaften und seine Flammfestigkeit gewährleisten Sicherheit und Zuverlässigkeit bei elektrischen Anwendungen.

Zahlungsbedingungen für Spritzgusslieferanten: Wie man Werkzeug- und Produktionsrisiken reduziert
Sie haben gerade ein Werkzeugangebot über 45.000 USD von einem Spritzgießlieferanten in China erhalten. Die Zahlungsbedingungen lauten: 50% im Voraus, 50% vor dem Versand. Keine Meilensteinstruktur, keine Inspektion

Wie Start-ups einen Spritzgusslieferanten für die Erstproduktion auswählen sollten
Sie haben nur einen Versuch für die Erstproduktion. Wählen Sie den richtigen Spritzgusslieferanten, und Ihre Teile kommen spezifikationsgerecht, termingerecht und im Budget an. Wählen Sie falsch, und Sie verbrennen Ihr Startkapital.

Checkliste für die Einarbeitung von Spritzgusslieferanten von der Geheimhaltungsvereinbarung bis zur ersten Lieferung
Warum benötigen Sie eine Checkliste für die Lieferanteneinführung? Die Auswahl eines neuen Spritzgusslieferanten ist eine sechsstellige Entscheidung. Eine einzige schlechte Form kann 15.000–80.000 € an Nacharbeit kosten und Ihre

