 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Spritzgussform ist ein Werkzeug zur Herstellung von Kunststoffprodukten. Es funktioniert, indem Kunststoff erhitzt, geschmolzen und dann mit einer Maschine in eine Form gespritzt wird. Der Kunststoff kühlt ab und härtet aus, und schon hat man einen Kunststoffgegenstand.

Die meisten Produkte mit Hinterschneidungen in der Spritzgießform können Lifter zur Beseitigung der Hinterschneidungen verwenden. Der Zweck ähnelt dem des Schiebermechanismus, da die Entformungsrichtung des spritzgegossenen Produkts darin besteht, dass die Spritzgießmaschine das Produkt aus der Auswerferplatte drückt, und es gibt nur eine Entformungsrichtung.
Wenn das Produkt Vorsprünge, Löcher und Rillen hat, bilden sich Hinterschneidungen (Knopfpositionen), wenn sie nicht mit der Entformungsrichtung übereinstimmen. Es ist notwendig, einen Mechanismus zum Entformen in andere Richtungen hinzuzufügen, um die Hinterschneidungen zu entfernen.

Wenn Sie über Kosten, Herstellungsaufwand und Funktionsfähigkeit nachdenken, sollten Sie, wenn Sie entweder einen Heber oder einen Schieber verwenden können, einen Heber für innere Hinterschneidungen und einen Schieber für äußere Hinterschneidungen verwenden. Heber sind gut, denn sie sind einfach, leicht herzustellen, billig und brauchen nicht viel Platz.

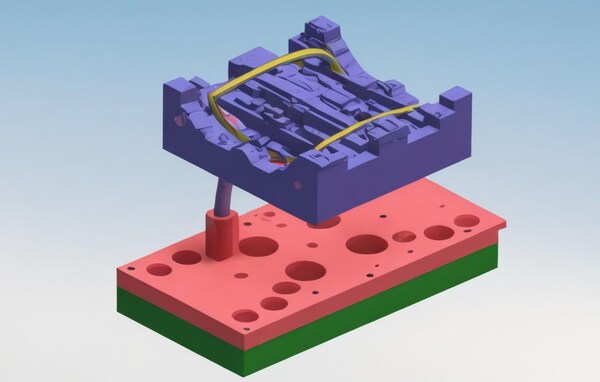
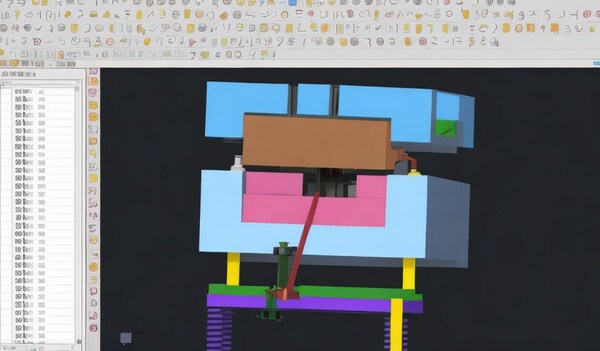
Bei einigen Formen, wie z. B. der Form für die Abdeckung eines Laptops, die viele kleine schräge Auswerfer hat, ist sie sehr praktisch und kann den Auswerfmechanismus der hinteren Form vereinfachen, wenn die Größe des schrägen Auswerfers relativ klein ist oder der Platz für die Bewegung des schrägen Auswerfers nicht ausreicht. In diesem Artikel wird erklärt, was der schräge Auswerfer beim Spritzgießen ist.
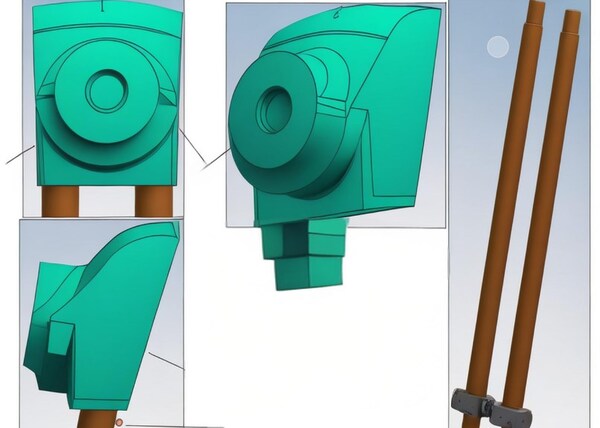
Was sind die Bestandteile der Schrägauswurfstruktur?
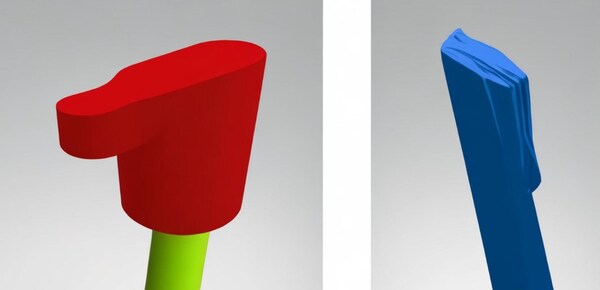
Schräger Auswerferkopf
Es handelt sich hauptsächlich um das Formteil. Die untere Fläche der hinterschnittenen Position wird in der Regel als gerade Fläche ausgeführt, um die Verarbeitung und die Anpassung an die Form zu erleichtern. Die anderen drei Flächen sind schräg, um eine einfache Anpassung an den Dichtungskleber zu ermöglichen. Die Oberseite des schrägen Auswerferkopfes wird in der Regel um 0,05-0,1 mm unter die Klebefläche abgesenkt, um zu verhindern, dass der schräge Auswerfer den Kleber beim Auswerfen abstreift.
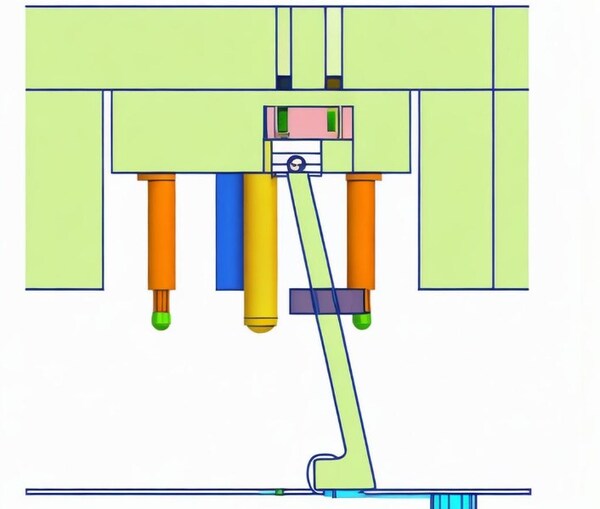
Schräge Auswerferstange
Es verbindet hauptsächlich den Schrägauswurfsitz mit dem Schrägauswurfkopf und muss die Ausstoßkraft während des Schrägauswurfs aufnehmen.
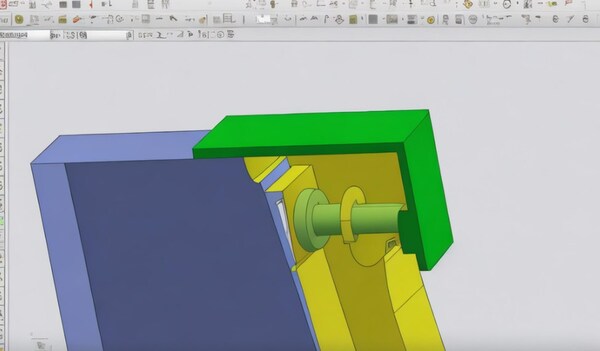
Führungsblock
Bei der Bearbeitung der Form wird die bewegliche Schablone so behandelt, dass Luft vermieden wird (Verringerung der Reibung), um Verzerrungen und Verformungen zu reduzieren, und es wird ein Führungsblock hinzugefügt, um die genaue Positionierung und Einstellung zu erleichtern.

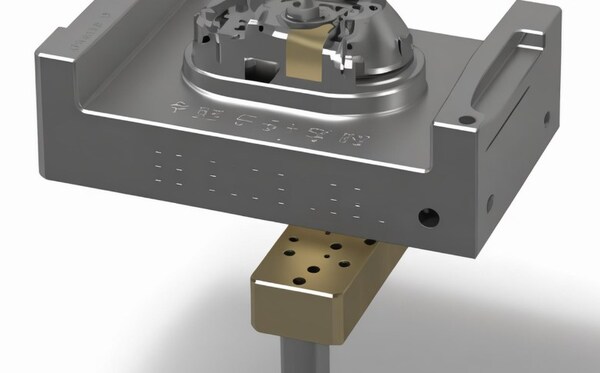
Führungshülse (Kupferlegierung + Graphit)
Im kombinierten Heber befinden sich zwei Führungshülsen zur Schmierung und Führung. Die Heberstange nutzt sich nach längerer Bewegung ab. Die zusätzlichen Führungshülsen können den Verschleiß verringern und die Wartung und den Austausch bei Problemen mit der Genauigkeit erleichtern.

Lift Sitz
Bei den integrierten Hebevorrichtungen werden in der Regel eine T-Nut-Führung und eine Stiftführung verwendet. Die Bolzenführung wird am häufigsten verwendet und ist einfach zu verarbeiten und zu installieren. Der Preis der "T"-Schlitzführung ist etwas höher, und ein "T"-Sockel ist separat erforderlich. Auch die Verarbeitung und Anpassung ist komplizierter als bei der Stiftführung.

Was sind die geeigneten Materialien für Injektionsheber?
Cr12Mov Stahl Werkstoff
Cr12Mov ist ein hochwertiger, hochkohlenstoffhaltiger legierter Stahl mit sehr hoher Härte und Festigkeit, der hohen Temperaturen und Langzeiteinsatz standhält. Er hat eine ausgezeichnete Korrosionsbeständigkeit, hohe Schlagzähigkeit, gute Verarbeitungseigenschaften, gute Verschleißfestigkeit usw. Cr12Mov-Heber sind in der Regel für die Herstellung großer Formen geeignet, da diese Formen einem hohen Druck standhalten müssen.

45# Stahlwerkstoff
45# 45# ist ein kohlenstoffarmer Stahl, der bei der Herstellung von kleinen und mittelgroßen Spritzgussformen weit verbreitet ist. Er hat eine gute Bearbeitbarkeit und Zähigkeit und ist relativ preiswert. Allerdings ist die Härte dieses Materials gering, und es ist nur für einige kleinere Formen geeignet, die keinem hohen Druck standhalten müssen.

SKD11 Stahlwerkstoff
SKD11-Stahl ist ein Kaltarbeitswerkzeugstahl, der aufgrund seiner Festigkeit und Verschleißfestigkeit häufig bei der Herstellung von Spritzgießformen verwendet wird. Er besitzt gute Härte, ausgezeichnete Korrosionsbeständigkeit und gute Bearbeitbarkeit. Er kann hohe Temperaturen und hohen Druck ohne Verformung aushalten, was ihn sehr geeignet für die Produktion großer spritzgegossener Produkte macht.

H13 Werkstoff Stahl
H13-Stahl ist einer der besten Formenstähle. Er hat eine hohe thermische Stabilität, gute Härte und Zähigkeit, hohe Verschleißfestigkeit und Hitzebeständigkeit usw. H13-Stahl wird für viele Arten von Kunststoffformen verwendet, weil er so gut ist, insbesondere für die Herstellung von Formen, die lange halten und häufig verwendet werden.
S136 Stahl Werkstoff
S136 Stahl ist ein hochwertiger rostfreier Stahl. Er hat eine hohe Festigkeit, gute Verschleißfestigkeit, hohe Präzision und starke Korrosionsbeständigkeit. S136-Stahl wird in der Regel für die Herstellung von Hochpräzisionsteilen in Spritzgussprodukten verwendet, z. B. für elektronische Geräte, medizinische Geräte und mechanische Teile.

Was sind Ideen für Überlegungen bei der Konstruktion von Aufzügen?
Der geneigte Auswerfer ist eine Art von Ausstoßsystem. Wenn es einen Hinterschnitt im Teil gibt, ist es nicht bequem, die Position zu tun, aber es ist bequem, den geneigten Auswerfer zu tun, der geneigte Auswerfer muss für das Auswerfen verwendet werden.

Wenn ein tiefer und langer Knochen mit einem geraden Auswerfer ausgeworfen wird, bleibt der Knochen leicht am geraden Auswerfer hängen, und es ist nicht einfach, das Teil zu entnehmen.

Der Schrägauswerfer wird unterteilt in den Schrägauswerfer für die hintere Form und den Schrägauswerfer für die vordere Form. Der Schrägauswerfer kann nicht für das gleiche Material wie der Kern verwendet werden. Er muss um eine Stufe härter sein. Der kleinere Schrägauswerfer verwendet FDAC,

Spritzgießen Heber Design-Ideen
Berechnen Sie zunächst den Auslösehub des schrägen Auswerfers. Berechnen Sie dann die Steigung des Schrägauswerfers auf der Grundlage des Auswerfhubs. Bestimmen Sie anschließend die Dichtungsposition des schrägen Auswerfers in seitlicher Richtung. Vorzugsweise wird eine horizontale Dichtungsposition gewählt, aber auch eine vertikale Dichtungsposition kann verwendet werden.

Bei vertikaler Versiegelung ist zu beachten, dass sich die Leimstelle des Produktverschlusses durch den schrägen Ausstoßer seitlich verformen kann. Wenn der Platz für den schrägen Auswerfer zu groß ist, um sich seitlich zu bewegen, kann sich die Leimstelle des Produktverschlusses seitlich verformen. Wenn die Zeit knapp ist, kann eine vertikale Versiegelung verwendet werden.

Dann machen Sie die Verarbeitung Referenzposition der geneigten Oberseite, und die Verarbeitung Referenzposition basiert auf der Richtung der Leimposition zu kommen; von der Verarbeitung Referenzposition, machen die geneigte Oberfläche der geneigten Oberseite nach unten, um die Dicke der geneigten Oberseite in der seitlichen Bewegungsrichtung einzustellen.

Wenn die Gesamtlänge der schrägen Platte weniger als 100 mm beträgt, muss die Dicke der schrägen Platte garantiert mindestens 6 mm betragen. Wenn die Gesamtlänge mehr als 100 mm beträgt, muss die Dicke der schrägen Platte mindestens 8 mm betragen. Wenn diese Dicke nicht erreicht werden kann, muss die Gesamtlänge der schrägen Platte gekürzt werden.
Kleben Sie die beiden Seiten der schrägen Platte zusammen. Die Stärke und die Position der schrägen Platte bestimmen, wie viel Leim zu verwenden ist.

Wenn die Stärke nicht ausreicht, verwenden Sie mehr Leim. Achte nur darauf, dass der Leim die Seiten der schrägen Platte bedeckt. Machen Sie ein Loch in die Schablone, durch das die schräge Platte passt, und fertigen Sie einen Block für die schräge Platte an. Entwerfen Sie den Sitz für die schräge Platte, und versuchen Sie, scharfe Ecken zu vermeiden.

Was sind die Vorsichtsmaßnahmen für die Schrägdachstruktur?
Die Auswurfweite des Schrägdaches wird nicht zu hoch sein
Normalerweise ist der Auswurfabstand der schrägen Oberseite nicht zu groß, was leicht zu einem Bruch führen kann. Der Auswurfabstand der geneigten Oberseite der Form, die eine vollautomatische Produktion erreichen kann, ist länger als der der geneigten Oberseite der halbautomatischen Aufnahme, um eine ungleichmäßige Kraft zu verhindern, wenn der Roboter das Produkt aufnimmt und es nicht herausnehmen kann.

Vollautomatischer Auswurfabstand = Produktabstand (H) + Sicherheitswert (K) 5,00~10,00mm; halbautomatische Produktion Auswurfabstand = Produkthöhe (H) X (2/3) .
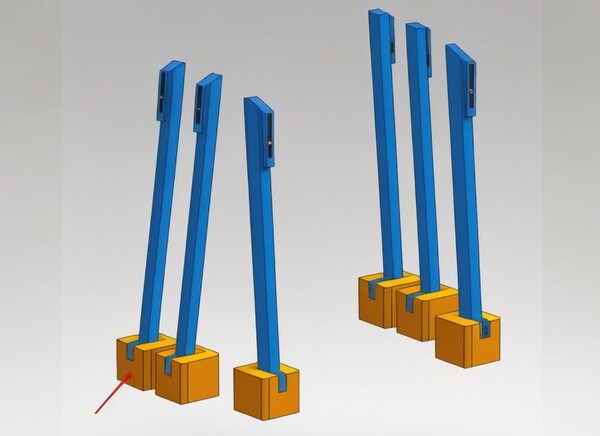
Der Winkelbereich des geneigten Oberteils beträgt 3°~15°
Der Winkelbereich des geneigten Oberteils beträgt 3°~15°, und der beste ist 3°~8°. Wenn der Winkel des geneigten Oberteils größer als 12° ist, muss die Stange des geneigten Oberteils zusätzlich zur Berücksichtigung der Festigkeit auch mit einer Hilfsstange ausgestattet werden, um zu verhindern, dass sich das geneigte Oberteil aufgrund eines übermäßigen Drehmoments während der Produktion verformt und bricht.

Das Phänomen, dass das Produkt an der schrägen Oberseite kleben bleibt, tritt am ehesten in der Produktion auf. Die übliche Methode besteht darin, die Entformungsneigung des Produkts zu erhöhen. Bei der Konstruktion sollte vermieden werden, dass die geneigte Oberseite zu viele Rippen aufweist.
Der Schrägauswerfer sollte nicht zu dünn sein
Machen Sie den schrägen Auswerfer nicht zu dünn. Die Mindestdicke (Durchmesser) des schrägen Auswerfers bei kleinen Produkten beträgt 3,00 mm. Bei Produkten über 500,00 mm sollte die Mindestdicke (Durchmesser) des schrägen Auswerfers nicht weniger als 25,00 mm betragen, um zu verhindern, dass sich der schräge Auswerfer aufgrund eines übermäßigen Drehmoments während der Produktion verformt und bricht.

Der schräge Auswerfer ist Teil des Auswerfersystems, was dem Auswerfen des Teils mit einem Auswerferstift gleichkommt. Es ist nicht erforderlich, einen Auswerferstift an derselben Stelle wie den schrägen Auswerfer anzubringen, um Interferenzen zwischen dem schrägen Auswerfer und dem Auswerferstift zu vermeiden. Sie müssen simulieren, um zu sehen, ob es zu Interferenzen zwischen dem schrägen Auswerfer und dem Auswerferstift kommt.
Was ist die Rolle der Spritzgießer Heber Struktur Form?
Es gibt mehrere Gründe, warum die Kunststoff-Spritzgießindustrie benötigt eine Form mit einer geneigten Auswerferstruktur. Hier sind die wichtigsten davon:

Verbessern Sie die Extrusionsleistung der Form
Bei der Herstellung von Formen fügen wir in der Regel einen schrägen Auswerfer an einer Seite der Form hinzu, um den Materialfluss und die Entlüftung zu unterstützen. Der geneigte Auswerfer kann den Widerstand des Materialflusses verringern und das Material gleichmäßiger fließen lassen. Dies kann die Extrusionsgeschwindigkeit und die Effizienz der Form verbessern.

Optimieren Sie die Füllleistung der Form
Beim Spritzgießen soll das Material die gesamte Form ausfüllen und in jeden noch so kleinen Winkel gelangen. Die abgewinkelte Oberseite ist hilfreich, wenn sich die Widerhaken der Kunststoffteile nicht so leicht aus der Form lösen wollen,

Dadurch lässt sich die Form besser füllen. Das Prinzip der Bewegung besteht auch darin, die vertikale Bewegung des Öffnens und Schließens der Form in eine horizontale Bewegung umzuwandeln, um das seitliche Ziehen des Kerns zu vervollständigen.
Verbesserung der Produktqualität
In der Spritzgussform sind die Position und der Winkel des geneigten Oberteils eng mit der Erscheinungsqualität des spritzgegossenen Produkts verbunden. Eine vernünftige Einstellung der Position und des Winkels der geneigten Oberseite kann die Form dicht schließen lassen, die Blasen im Inneren des Spritzgussprodukts stark reduzieren und die Qualität des Aussehens und die Oberflächengüte des Spritzgussprodukts verbessern.

Durch die geneigte obere Struktur kann das Material die Form gleichmäßiger füllen, Störungen im Inneren des Produkts vermeiden und die Qualität und Präzision des Produkts verbessern.

Verbesserung der Produktionseffizienz
Die geneigte Ziehstrukturform kann den Kernstab während des Spritzgießprozesses durch die Neigungskontrolle gleiten lassen, die Produktformungszeit und den Produktionszyklus verkürzen und die Produktionseffizienz verbessern.

Verbessern Sie die Produktpräzision
Die Kernstange der Form mit schräger Ziehstruktur kann während des Gleitvorgangs stabil bleiben, wodurch Störungen im Inneren des Produkts vermieden und die Präzision und Qualität des Produkts verbessert werden.
Verhindern Sie das Verklemmen von Formen beim Öffnen und Schließen
Wenn sich die Form öffnet und schließt, wird der Spalt zwischen den Formen manchmal kleiner oder verschwindet aus irgendeinem Grund, was zu einem ernsthaften Stau führt. In diesem Fall ist die schräge Oberseite sehr nützlich. Die geneigte Struktur und die schwimmende Vorrichtung des geneigten Oberteils machen die Form während des Öffnungs- und Schließvorgangs glatter, wodurch das Problem der Formverstopfung gelöst wird.

Verlängern Sie die Nutzungsdauer der Form
Bei der Verwendung der Spritzgussform wird die Formebene nicht auf der gesamten Oberfläche geschliffen, und es kommt sogar zu lokalem Verschleiß, wodurch sich der Abstand zwischen den Schablonen leicht verringern und die Wahrscheinlichkeit des Verklemmens erhöhen kann.

Das Design der geneigten Oberseite kann das Problem der Lücke zwischen den Formen wirksam lindern und gleichzeitig die Stoßkraft zwischen den Schablonen minimieren und die Lebensdauer der Form verlängern.
Eigenspannung vermindern
Das Design der Form mit schräger Ziehstruktur kann die Entstehung von Eigenspannungen während des Ziehvorgangs reduzieren. SpritzgießprozessDas ist gut für die Verbesserung der Maßgenauigkeit und Stabilität des Produkts.

Senkung der Produktionskosten
Das Design der schrägen Ziehstrukturform kann die Schwierigkeit und die Kosten der Formherstellung verringern und auch die Wartungskosten und die Ausschussrate während des Produktionsprozesses reduzieren, wodurch die Gesamtproduktionskosten gesenkt werden können.

Verbesserung der Wettbewerbsfähigkeit auf dem Markt
Durch den Einsatz von Formen mit geneigter Auswerferstruktur können qualitativ hochwertigere Produkte hergestellt, der Mehrwert und die Wettbewerbsfähigkeit der Produkte verbessert und den Unternehmen geholfen werden, im harten Marktwettbewerb mehr Marktanteile zu gewinnen.
Schlussfolgerung
Bei der Konstruktion von Kunststoff-Spritzgießwerkzeugen ist es in der Regel notwendig, einen einfacheren Ausstoßmechanismus zu entwickeln, um die komplexe Formhöhlung zu bewältigen und die Einspritzleistung des Werkzeugs zu verbessern.

Insbesondere bei hohem Einspritzdruck kann die rationelle Anwendung von Auswerfermechanismen mit vertikaler und horizontaler Bewegung (z. B. Auswerferstifte) und Formhebern die Wirkung des verbesserten Kunststoffspritzgießens wirksam verstärken.

Das Design der Auswerferplatte und des Spritzgussformhebers trägt zur reibungslosen Entformung der Produkte bei und optimiert so den gesamten Produktionsprozess.

Der Schrägauswerfer ist eine Schlüsselkomponente im Spritzgussverfahren. Er wird eingesetzt, um Hinterschneidungen im Produkt zu beseitigen und eine reibungslose Entformung zu gewährleisten.

Der geneigte Auswerfer hat eine einfache Struktur und niedrige Kosten. Er kann aus verschiedenen Stählen wie Cr12Mov, 45#-Stahl und SKD11 hergestellt werden und ist für Formen unterschiedlicher Größe und Bedürfnisse geeignet.

Die Konstruktion des Schrägauswurfs umfasst den Winkel des Schrägauswurfs, den Auswurfabstand und die Auswahl der Materialien. Es sollte auf die strukturelle Festigkeit und den Bewegungsraum geachtet werden.

Durch die Optimierung der Konstruktion des geneigten Auswerfers können die Füllleistung, die Produktionseffizienz und die Produktqualität der Form verbessert, die Lebensdauer der Form verlängert und die Produktionskosten gesenkt werden.

Kurz gesagt, der sinnvolle Einsatz des Schrägauswerfers optimiert nicht nur den Produktionsprozess, sondern verbessert auch die Wettbewerbsfähigkeit des Marktes und gewährleistet die Genauigkeit und Zuverlässigkeit des Endprodukts.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






