 Zum Inhalt springen
Zum Inhalt springen 
Kundenspezifische PA46-Spritzgießerei
PA46-Spritzgießen - Leitfaden für Herstellung und Design

Ressourcen für den vollständigen Leitfaden zum PA46-Spritzgießen
Was ist PA46?
Polybutylenadipamid, auch bekannt als Polyamid 46, Nylon 46 oder kurz PA46, ist ein hochtemperaturbeständiger technischer Kunststoff aus Polyamid. Es ist bekannt für seine hohe thermische Stabilität, hohe chemische Beständigkeit, gute Wärmeleitfähigkeit, gute Hitzebeständigkeit, gute mechanische Eigenschaften, extrem niedrige Wasseraufnahme und Dimensionsstabilität. PA46 hat eine Dauergebrauchstemperatur von 160 ˚C und eine noch höhere kurzfristige Wärmebeständigkeit. Diese Eigenschaften machen es sehr nützlich in Bereichen, die eine hohe Temperaturbeständigkeit und hohe Festigkeit erfordern, wie z. B. Automobilteile, Elektronik, Flugzeuge und mechanische Geräte.
PA46 wird durch Mischung von Dibutylamin und Adipinsäure hergestellt. Es hat eine besondere chemische Struktur, die es sehr hart macht und nicht in der Lage ist, sich mit Wasser vollzusaugen. Die chemische Kette von PA46 ist regelmäßiger und besser verpackt als bei anderen Polyamiden.
Das macht es einfacher, bei der Herstellung eine wirklich starke Kristallstruktur zu erzeugen, die das Material stärker und hitzebeständiger macht. Außerdem muss man bei der Herstellung von PA46 sehr genau darauf achten, wie heiß es ist, wie hoch der Druck ist und welche Art von Material man dafür verwendet. Auf diese Weise kann man sicherstellen, dass das Material gut genug ist für das, was man mit ihm machen will.
Polyamid (PA) Familie:
Zu den Materialien der PA-Reihe gehören PA6, PA66, PA610, PA612, PA1010, PA11, PA12, PA6T, PA9T, das aromatische Amid MXD-6 usw. sowie PA46. PA (Polyamid), gemeinhin als Nylon bekannt, ist ein Polymer mit langen Ketten von Amidgruppen. Es hat hervorragende mechanische Eigenschaften, ist verschleißfest, selbstschmierend und chemisch inert.
Es gibt viele Arten von Nylon, z. B. PA6, PA 66, PA510, PA11, PA12, usw. Sie werden häufig in Automobilteilen, elektronischen Geräten usw. verwendet. Zum Beispiel werden Nylon 6 (PA6) und Nylon 66 (PA66) häufig für die Herstellung mechanischer Teile in Maschinen, Autos und Elektrogeräten verwendet, z. B. für Zahnräder, Rollen, Riemenscheiben usw. Nylon 11 (PA 11) und Nylon 12 (PA 12) haben einen niedrigen Schmelzpunkt und eine gute Leistung bei niedrigen Temperaturen und eignen sich für Kraftstoffleitungen, Bremsschläuche, Ummantelungen von Glasfaserkabeln usw.
Was sind die Eigenschaften von Polyamid 46 (PA46)?
PA46 ist ein Polyamidprodukt, das durch die Kombination von Butandiamin und Adipinsäure hergestellt wird. Es ist eine neue Art von Polyamidharz mit einem hohen Schmelzpunkt und hoher Kristallinität, so dass es einen höheren Schmelzpunkt (295 Grad Celsius), eine höhere Wärmeverformungstemperatur und eine Langzeitgebrauchstemperatur (CUT 5000hours) von bis zu 163 Grad Celsius hat. Es wird häufig in Autos und anderen Bereichen verwendet und bietet hervorragende mechanische Eigenschaften bei hohen Temperaturen, eine hohe Verschleißfestigkeit und geringe Reibung sowie eine hohe Fließfähigkeit, die die Verarbeitung erleichtert.
1. Hoher Schmelzpunkt:
PA46 hat einen Schmelzpunkt von bis zu 295 °C und liegt damit höher als viele andere technische Kunststoffe, so dass es bei hohen Temperaturen stabil und sehr langlebig ist. PA46 hat einen hohen Schmelzpunkt und ist beständig gegen hohe Temperaturen, wodurch es sich für Anwendungen mit hohen Temperaturen eignet. PA46 hat eine ausgezeichnete Wärmealterungsbeständigkeit und kann seine mechanischen Eigenschaften unter thermischer Belastung lange Zeit beibehalten.
2. Hohe Kristallinität:
PA46 hat eine Kristallinität von etwa 70%, die höher ist als die anderer Polyamidmaterialien wie PA66 (Kristallinität von etwa 50%). PA46 kristallisiert schneller und hat eine höhere Wärmeformbeständigkeit.
3. Temperatur bei langfristiger Verwendung:
PA46 kann über einen langen Zeitraum bei Temperaturen von bis zu 163 °C verwendet werden, viel länger als die meisten anderen technischen Kunststoffe.
4. Wärmeablenkungstemperatur:
Reines PPA46-Harz hat eine Wärmeformbeständigkeit von 190 °C und kann nach Zugabe von Glasfaserverstärkung bis zu 290 °C erreichen, was seine hohe thermische Stabilität belegt.
5. Festigkeit und Steifigkeit:
PA46 hat eine hohe mechanische Festigkeit bei normaler Umgebungstemperatur, und auch sein Elastizitätsmodul, seine Ermüdungsfestigkeit und seine Kriechfestigkeit sind hervorragend. Diese Eigenschaften können auch in Umgebungen mit hohen Temperaturen beibehalten werden. PA46 hat auch eine hohe Zugfestigkeit und eignet sich daher gut für Anwendungen, die eine hohe Festigkeit erfordern.
6. Abnutzungswiderstand:
PA46 verfügt über eine ausgezeichnete Verschleißfestigkeit und kann selbst unter schwierigsten Betriebsbedingungen eine optimale Leistung beibehalten, wodurch es sich ideal für verschleißanfällige Anwendungen eignet.
7. Kurzer Formgebungszyklus:
Da PA46 schneller kristallisiert, ist der Formgebungszyklus kürzer. Das bedeutet, dass Sie mehr Teile in kürzerer Zeit herstellen können, was Ihnen Geld spart.
8. Leicht zu verarbeiten:
PA46 lässt sich leicht zu verschiedenen Formen und Größen verarbeiten und hat gute Verarbeitungs- und Formeigenschaften.

9. Chemische Beständigkeit:
PA46 ist gegen eine Vielzahl von Chemikalien, einschließlich Säuren und Basen, beständig und eignet sich daher für Anwendungen, bei denen ein Kontakt mit Chemikalien möglich ist. PA46 weist auch eine gute chemische Beständigkeit gegen Öle und Lösungsmittel auf und eignet sich daher hervorragend für Anwendungen in der Automobilindustrie und in der Industrie.
10. Elektrische Isolierung:
Es hat außerdem einen hohen Oberflächen- und Volumenwiderstand und eine hohe Durchschlagfestigkeit, so dass es in elektrischen und elektronischen Anwendungen eingesetzt werden kann und sich für Anwendungen eignet, bei denen eine elektrische Isolierung erforderlich ist.
11. Hygroskopizität:
PA46 kann Feuchtigkeit aus der Umgebung aufnehmen, bis ein Gleichgewicht erreicht ist, was bei der Gestaltung von Formen und Produktbedingungen zu berücksichtigen ist.
12. Gute Formbeständigkeit:
PA46 hat eine gute Dimensionsstabilität und eignet sich daher für Anwendungen, die genaue Abmessungen erfordern.
13. Gute UV-Beständigkeit:
PA46 verfügt über eine ausgezeichnete UV-Beständigkeit und eignet sich daher für Anwendungen, bei denen die Gefahr besteht, dass sie UV-Strahlen ausgesetzt sind.
14. Gute Stoßfestigkeit:
PA46 verfügt über eine ausgezeichnete Schlagzähigkeit und eignet sich daher hervorragend für Anwendungen, bei denen es Stößen ausgesetzt werden kann.
15. Kriechstromfestigkeit:
PA46 verfügt über eine ausgezeichnete Kriechfestigkeit, was für Anwendungen mit langfristiger Dauerbelastung wichtig ist.
Was sind die Eigenschaften von PA46?
Polyamid 46 (PA46), auch bekannt als Nylon 46, ist ein technischer Hochleistungsthermoplast, der sich durch seine außergewöhnlichen thermischen und mechanischen Eigenschaften auszeichnet. Nachstehend sind die wichtigsten Eigenschaften von PA46 aufgeführt:
| Eigentum | Metrisch | Englisch |
|---|---|---|
| Dichte | 1,27 g/cc | 0,0459 lb/in³ |
| Maximaler Feuchtigkeitsgehalt | 0.01 | 0.01 |
| Lineare Formschrumpfung, Durchfluss |
0,017 - 0,020 cm/cm @Zeit 86400 sec |
0,017 - 0,020 in/in @Zeit 24.0 Stunde |
| Lineare Formschwindung, Querschwindung |
0,017 - 0,020 cm/cm @Zeit 86400 sec |
0,017 - 0,020 in/in @Zeit 24.0 Stunde |
| Lagertemperatur | <= 30.0 ℃ | <= 86.0 ℉ |
| Zugfestigkeit, Streckgrenze | 60,0 MPa | 8700 psi |
| Dehnung bei Streckung | 2.5% | 2.5% |
| Zugwiderstand | 2,70 GPa | 392 ksi |
| Biegefestigkeit | 110 MPa | 16000 psi |
| Biegemodus | 2,80 GPa | 406 ksi |
| Charpy-Schlagzähigkeit Ungeklinkt | 2,50 J/cm² | 11,9 ft-lb/in² |
| Charpy Impact, gekerbt | 0,400 J/cm² | 1,90 ft-lb/in² |
| Durchbiegungstemperatur bei 1,8 MPa (264 psi) | 90.0 ℃ | 194 ℉ |
| Vicat-Erweichungspunkt | 275 ℃ | 527 ℉ |
| Schmelztemperatur | 305 - 320 ℃ | 581 - 608 ℉ |
| Temperatur der Form | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Trocknungstemperatur |
80.0 ℃ @Zeit 7200 - 43200 sec |
176 ℉ @Zeit 2.00 - 12.0 Stunde |
| Basis-Polymer | Polyamid 4.6 | |
Können PA46-Materialien spritzgegossen werden?
Ja, man kann PA46 durchaus spritzgießen. PA46 (Polyamid 46) ist ein Hochleistungsthermoplast. In der Tat ist das Spritzgießen ein beliebtes Verfahren zur Herstellung von Teilen aus PA46. PA46 hat einen ziemlich hohen Schmelzpunkt und eine hohe Viskosität, was seine Verarbeitung erschwert, aber mit der richtigen Ausrüstung und den richtigen Verarbeitungsbedingungen kann man es durchaus spritzgießen.

Das Spritzgießen von PA46 erfordert jedoch besondere Überlegungen:
1. Verarbeitungstemperatur: PA46 benötigt höhere Verarbeitungstemperaturen, in der Regel Zylindertemperaturen von etwa 290-320 °C und Werkzeugtemperaturen von etwa 80-120 °C. Dies ist wichtig, um sicherzustellen, dass der Kunststoff gut fließt und das Teil gut ist.
2. Feuchtigkeitsempfindlichkeit: PA46 ist wie andere Polyamide hygroskopisch, das heißt, es nimmt Feuchtigkeit aus der Luft auf. Daher muss es vor dem Formen richtig getrocknet werden, um Defekte wie Blasen, Flecken oder verminderte mechanische Eigenschaften zu vermeiden. Die empfohlene Trocknungstemperatur liegt bei 80-100 °C für 4-6 Stunden.
3. Formgestaltung: Eine gute Formgestaltung ist wichtig, um sicherzustellen, dass der Kunststoff gut fließt und keine Probleme auftritt. PA46 schrumpft stark (in der Regel 1,2-1,8%), so dass die Formkonstruktion darauf abgestimmt werden muss.
4. Verarbeitungsgeschwindigkeit: PA46 kristallisiert recht schnell, was bedeutet, dass es schnell abkühlt und erstarrt. Dies kann die Zykluszeiten verkürzen, erfordert aber möglicherweise eine Optimierung des Kühlsystems in der Form, um die Dimensionsstabilität zu erhalten.
Was sind die wichtigsten Aspekte beim PA46-Spritzgießen?
Bei der Herstellung von PA46 gibt es einige Dinge zu beachten, um sicherzustellen, dass Sie gute Teile herstellen. Sie müssen sich mit dem Material, dem Verfahren, der Form und der Umgebung auskennen. Hier sind einige Dinge, an die Sie denken sollten:
1. Auswahl des Materials: Wählen Sie das richtige PA46-Material für Ihre Anwendung. Berücksichtigen Sie Faktoren wie Festigkeit, Hochtemperaturbeständigkeit und chemische Beständigkeit.
2. Empfindlichkeit des Materials gegenüber Feuchtigkeit: PA46 ist ein Material, das Feuchtigkeit aus der Luft absorbiert. Um zu verhindern, dass es kaputt geht, müssen Sie es vor der Verwendung trocknen. Am besten trocknet man es 2-8 Stunden lang bei 80 °C. Sie sollten den Feuchtigkeitsgehalt auf 0,1% oder weniger senken, wenn Sie etwas Wichtiges damit machen.
3. Formgestaltung: Bei der Konstruktion der Form sollten Sie die Verwendung von PA46 in Betracht ziehen. Außerdem sollten Sie sich Gedanken darüber machen, wo der Anguss platziert werden soll, wie der Angusskanal gestaltet werden soll und welche Art von Auswerfersystem verwendet werden soll.
4. Einspritzdruck und -geschwindigkeit: PA46 benötigt einen hohen Einspritzdruck, um die Form zu füllen und sicherzustellen, dass sie richtig gefüllt wird und hält. Typische Einspritzdrücke sind 1000-2000 bar. Die Einspritzgeschwindigkeit muss während der Verarbeitung angepasst werden, um Probleme wie Fließlinien oder Kavitation zu vermeiden. Hohe Einspritzgeschwindigkeiten können zum Füllen der Form beitragen, aber auch Defekte verursachen, wenn sie nicht richtig gesteuert werden.
5. Einspritztemperatur: Die Schmelzetemperatur von PA46 sollte während des Einspritzens zwischen 300 und 330 °C gehalten werden, um sicherzustellen, dass es fließt und die Form richtig ausfüllt.
6. Temperatur der Form: PA46 profitiert von einer hohen Formtemperatur, um die Viskosität zu verringern und die Fließfähigkeit zu verbessern. Der typische Werkzeugtemperaturbereich liegt bei 80-120 °C, um die Kristallisation der Teile zu optimieren und Defekte wie Verzug oder Dimensionsschwankungen zu minimieren.
7. Abkühlzeit: PA46 hat eine hohe Wärmediffusionsfähigkeit, was bedeutet, dass es länger dauern kann, bis es abkühlt und erstarrt. Planen Sie eine längere Abkühlzeit ein, um sicherzustellen, dass das Teil korrekt geformt wird.
8. Tor Standort: Wo Sie den Anschnitt anbringen, hat Einfluss darauf, wie das Teil aussieht und funktioniert. Denken Sie daran, wo die Schweißnaht verläuft, wo die Einfallstellen sind und wie stark sich das Teil verzieht.
9. Gestaltung von Strömungskanälen: Das Design der Fließkanäle hat einen großen Einfluss darauf, wie Ihr Teil aussieht und funktioniert. Denken Sie darüber nach, wie groß die Fließkanäle sind, welche Form sie haben und wo sie sich befinden.
10. Auswerfersystem: Das Auswerfersystem wirkt sich darauf aus, wie das Teil aussieht und wie es funktioniert. Denken Sie darüber nach, wie stark der Auswerfer drückt, wie schnell er sich bewegt und in welche Richtung er geht.
11. Teil-Auswurf: PA46-Teile neigen dazu, sich zu verziehen und an der Form zu kleben. Verwenden Sie ein sanftes Auswerfersystem und erwägen Sie die Verwendung eines Trennmittels, um das Auswerfen der Teile zu verbessern.
12. Vorgänge nach dem Gießen: Möglicherweise müssen Sie einige zusätzliche Arbeiten an PA46-Teilen vornehmen, damit sie richtig aussehen und passen. Möglicherweise müssen Sie sie schneiden, schleifen oder polieren.
13. Kontrolle der Luftfeuchtigkeit: PA46 ist feuchtigkeitsempfindlich, was seine Eigenschaften und Leistung beeinträchtigt. Bitte kontrollieren Sie den Feuchtigkeitsgehalt im Material, in der Form und in der Verarbeitungsumgebung, um optimale Ergebnisse zu erzielen.
14. Verarbeitungsbedingungen: Um mit PA46 die besten Ergebnisse zu erzielen, müssen Sie es richtig machen. Denken Sie daran, wie schnell Sie es einspritzen, wie stark Sie es einspritzen und wie lange Sie es abkühlen lassen, um sicherzustellen, dass Sie das Teil richtig formen.
15. Materialzusammensetzung: Sie können PA46 mit Zusatzstoffen mischen, um es zu verbessern. Denken Sie darüber nach, wie viel Füllstoff, Schmiermittel und Antioxidationsmittel Sie hinzufügen, um das zu erreichen, was Sie wollen.
16. Geometrie der Teile: PA46-Teile sind anfällig für Verformung und Deformation. Berücksichtigen Sie Faktoren wie Teilegeometrie, Wandstärke und Materialeigenschaften, um eine optimale Formgebung zu gewährleisten.
17. Qualitätskontrolle: Richten Sie ein Qualitätskontrollprogramm ein, um sicherzustellen, dass die von Ihnen gefertigten Teile auch das sind, was sie sein sollen. Führen Sie regelmäßig Inspektionen und Tests durch, um Probleme oder Mängel zu finden.
Konstruktionsrichtlinien für PA46-Spritzgießen
Wenn Sie Spritzgussteile aus PA46 (Polyamid 46) entwerfen, müssen Sie an eine Reihe von Dingen denken, die sich auf die Formbarkeit, die Funktionstüchtigkeit und die Qualität des Produkts auswirken. Hier sind einige Dinge, an die Sie denken sollten, wenn Sie Teile für das PA46-Spritzgießen entwerfen.

1. Wanddicke: PA46 ist stark, kann sich aber verziehen. Halten Sie die Wände dick und vermeiden Sie dünne Wände, um Verzug zu vermeiden. Sie sollten eine Mindestwandstärke von 1,5 mm anstreben, aber das hängt von dem Teil und seinen Anforderungen ab.
2. Geometrie der Teile: PA46-Teile können sich verziehen und deformieren. Stellen Sie Teile mit symmetrischen Formen her und vermeiden Sie scharfe Ecken oder komplexe Formen.
3. Tiefgangswinkel : Ein zusätzlicher Entformungswinkel von 1 bis 3 Grad an vertikalen Flächen kann dazu beitragen, dass sich die Teile leichter aus der Form lösen und der Verschleiß an der Form verringert wird. Bei komplexeren Geometrien kann ein größerer Entformungswinkel hilfreich sein.
4. Standort des Tors: PA46 reagiert empfindlich auf die Position des Tores. Platzieren Sie das Tor in einem Bereich, der die Funktion und Ästhetik des Teils nicht beeinträchtigt.
5. Gestaltung von Fließkanälen: Der Fließkanal im PA46 sollte so gestaltet sein, dass der Druckabfall minimiert und eine gleichmäßige Befüllung gewährleistet wird. Verwenden Sie ein "baumartiges" Fließkanaldesign, um den Druckabfall zu reduzieren.
6. Trennungslinie: Richten Sie Features nach Möglichkeit an der Trennebene aus. Diese Ausrichtung erleichtert das Auswerfen des Teils und trägt dazu bei, die Abmessungen des Teils beizubehalten.
7. Radius und Fasen: Wenn Sie scharfe Ecken mit einem Radius oder einer Fase versehen, lässt sich das Teil leichter formen und die Gefahr von Spannungsrissen im fertigen Teil verringern.
8. Temperatur der Form: PA46 profitiert von einer hohen Formtemperatur (80-120°C), um die Viskosität zu verringern und das Fließen zu verbessern.
9. Einspritzdruck: PA46 erfordert einen hohen Einspritzdruck (1000-2000 bar), um die Form zu füllen und einen korrekten Füll- und Nachdruck zu gewährleisten.
10. Einspritzgeschwindigkeit: Um ein frühzeitiges Auskristallisieren während des Einspritzens zu vermeiden, sollten Sie mittlere bis hohe Einspritzgeschwindigkeiten verwenden. Die Geschwindigkeitskurve sollte vom schnellen Füllen der Anschnitte und Angüsse bis zum Füllen der Teile mit mittlerer Geschwindigkeit verlaufen.
11. Abkühlzeit: PA46 hat ein höheres Wärmeleitvermögen, was bedeutet, dass es länger braucht, um abzukühlen und zu erstarren. Bitte planen Sie eine längere Abkühlzeit ein, um sicherzustellen, dass das Teil richtig geformt ist.
12. Auswahl des Materials: Wählen Sie das richtige PA46-Material für Ihre Anwendung. Berücksichtigen Sie Faktoren wie Festigkeit, Hochtemperaturbeständigkeit und chemische Beständigkeit.
13. Formgestaltung: Bei der Konstruktion der Form sollten Sie PA46 berücksichtigen. Sie sollten darüber nachdenken, wo der Anschnitt platziert wird, wie der Anguss gestaltet wird und wie das Teil ausgeworfen wird.
14. Auswerfersystem: PA46-Teile neigen dazu, sich zu verziehen und an der Form zu kleben. Verwenden Sie ein sanftes Auswerfersystem und erwägen Sie die Verwendung eines Trennmittels, um das Auswerfen der Teile zu verbessern.
15. Teil-Auswurf: Einige PA46-Teile benötigen zusätzliche Schritte wie Bearbeitung, Schleifen oder Polieren, um die richtige Oberflächengüte und Genauigkeit zu erreichen.
16. Operationen nach dem Gießen: PA46-Teile benötigen möglicherweise zusätzliche Schritte wie Bearbeitung, Schleifen oder Polieren, um die gewünschte Oberflächengüte und Genauigkeit zu erreichen.
17. Materialzusammensetzung: Sie können PA46 mit Zusatzstoffen mischen, um es zu verbessern. Denken Sie darüber nach, wie viel Füllstoff, Schmiermittel und Antioxidationsmittel Sie hinzufügen, um das zu erreichen, was Sie wollen.
18. Teil Orientierung: PA46-Teile neigen zu Verformungen und Verwerfungen. Entwerfen Sie Teile mit symmetrischer Geometrie und richten Sie sie in der Form aus, um den Verzug zu minimieren.
19. Formhohlraum: PA46-Teile sind anfällig für Verformungen und Deformationen. Entwerfen Sie den Formhohlraum so, dass die Verformung minimiert wird und ein ordnungsgemäßes Gießen der Teile gewährleistet ist.
Herstellung von PA46-Spritzgussteilen
Leitfaden für die Herstellung von PA46-Spritzgussteilen

Ressourcen für den vollständigen Leitfaden zur Herstellung von PA46-Spritzgussteilen
Wie man PA46-Spritzgießen durchführt: Eine Schritt-für-Schritt-Anleitung
PA46 ist ein technischer Hochleistungskunststoff mit hervorragenden mechanischen Eigenschaften und thermischer Stabilität. Um Qualität und Effizienz zu gewährleisten, umfasst das Spritzgießverfahren für PA46 mehrere wichtige Schritte. Im Folgenden finden Sie eine schrittweise Anleitung für das PA46-Spritzgießen.

1. Entwurf und Prototyping:
Prototyping: Fertigen Sie Prototypen mit Methoden wie 3D-Druck oder CNC-Bearbeitung an, bevor Sie das ganze Ding herstellen. So können Sie Probleme mit Ihrem Entwurf frühzeitig erkennen.
Endgültiger Entwurf: Optimieren Sie das Spritzgießdesign unter Berücksichtigung von Faktoren wie Wandstärke, Entformungswinkel und Rippen, um die Herstellung zu erleichtern.
2. Vorbereitung der Form:
Formenbau: Die Spritzgussformen werden durch CNC-Bearbeitung hergestellt und bestehen in der Regel aus Werkzeugstahl oder Aluminium. Die Formen sollten so ausgelegt sein, dass sie den hohen Temperaturen und dem Druck standhalten, die bei PA46 entstehen.
Oberflächenbehandlung: Tun Sie, was Sie an der Oberfläche der Form tun müssen, um das gewünschte Aussehen zu erzielen und das Herauslösen des Teils zu erleichtern.
Sauber und trocken: Reinigen und trocknen Sie die Form, um sicherzustellen, dass sie frei von Verunreinigungen oder Rückständen ist, tragen Sie ein Trennmittel auf die Form auf, um zu verhindern, dass das PA46-Teil daran klebt, und stellen Sie sicher, dass die Form ordnungsgemäß ausgerichtet und an der Spritzgießmaschine befestigt ist.
3. Vorbereitung des Materials:
Auswahl der Materialien: Wählen Sie das beste PA46-Harzgranulat, das Ihren Anwendungsspezifikationen entspricht.
Trocknen: PA46 ist hygroskopisch und muss daher vor der Verarbeitung getrocknet werden, um feuchtigkeitsbedingte Fehler zu vermeiden. Die empfohlene Trocknungstemperatur liegt normalerweise bei 80 °C.
4. Spritzgießverfahren:
Klemmen: Sie hält die Form in der Spritzgießmaschine. Sie sorgt dafür, dass die Form dicht geschlossen ist, damit kein Kunststoff austreten kann, während die Maschine Kunststoff in die Form spritzt.
Spritzgießen: Erhitzen Sie das PA46-Granulat, bis es schmilzt (etwa 315-325 °C). Spritzen Sie das geschmolzene Harz mit kontrollierter Geschwindigkeit und Druck in den Formhohlraum, um alle Bereiche der Form zu füllen.
Nachdruck: Halten Sie den Druck in der Form für kurze Zeit aufrecht, um sicherzustellen, dass der geschmolzene Kunststoff alle Hohlräume der Form ausfüllt und die Schrumpfung beim Abkühlen ausgleicht.
Kühlung: Lassen Sie das gespritzte Teil in der Form abkühlen, bis es aushärtet. Die Abkühlzeit hängt davon ab, wie dick und kompliziert das Teil ist, aber sie ist sehr wichtig, um die richtigen Abmessungen zu erhalten.
5. Rauswurf:
Öffnung der Form: Nach dem Abkühlen wird die Form mit Hilfe des Schließmechanismus geöffnet.
Rauswurf: Entnehmen Sie das fertige Teil mit Auswerferstiften oder Auswerferplatten aus der Form, ohne es zu beschädigen. Prüfen Sie die Qualität und Konsistenz der Teile.
6. Nachbearbeitung:
Beschneiden und Veredeln: Schneiden Sie überschüssiges Material (Grat) von der Kante des Teils ab. Weitere Endbearbeitungsschritte können je nach Werkstück das Schleifen oder Lackieren sein.
Qualitätskontrolle: Inspektionen wie die Erstmusterprüfung (First Article Inspection, FAI) oder der Production Part Approval Process (PPAP) werden durchgeführt, um sicherzustellen, dass die Teile den vorgegebenen Toleranzen und Qualitätsstandards entsprechen.
Was sind die Vorteile des PA46-Spritzgießens?
PA46-Spritzguss (Polyamid 46) ist eine große Sache in der Fertigungswelt. Er ist in vielerlei Hinsicht besser als andere Materialien und Verfahren. Hier sind einige der Gründe, warum PA46-Spritzgießen so großartig ist:
1. Hohe Hitzebeständigkeit und hohe Kristallinität:
PA46 hat einen Schmelzpunkt von etwa 295 °C und eine Kristallinität von etwa 70%. Es eignet sich hervorragend für Spritzgussteile, die bei hohen Temperaturen verarbeitet werden müssen. Auch die Wärmeformbeständigkeit von PA46 ist höher als die vieler anderer technischer Kunststoffe. PA46 verfügt über eine hohe thermische Stabilität und kann kontinuierlich bei Temperaturen bis zu 220°C (428°F) und intermittierend bei Temperaturen bis zu 250°C (482°F) verwendet werden. Damit eignet es sich hervorragend für Anwendungen, die hohe Temperaturen erfordern.
2. Ausgezeichnete Verschleißfestigkeit und geringe Reibung:
PA46 ist ein sehr zähes Material mit sehr hoher Verschleißfestigkeit und kann in Anwendungen mit sehr hohem Reibungsverhalten, wie z. B. Zahnrädern und Lagern, eingesetzt werden.
3. Ausgezeichnete Verarbeitungsleistung:
Dazu gehören auch diese Aspekte: PA46 hat eine gute Fließfähigkeit, einen kurzen Formgebungszyklus und eine effiziente Verarbeitung, was die Produktionseffizienz verbessert und auch zur Kostensenkung beiträgt. Es wird für das Spritzgießen von dünnwandigen Teilen eingeführt, z. B. beträgt die Teiledicke nur 0,1 mm, und es gibt keinen Grat, was an der Notwendigkeit einer minimalen Nachbearbeitung zu erkennen ist.
4. Gute mechanische Eigenschaften:
PA46 hat hervorragende mechanische Eigenschaften und eine hohe Festigkeit, die den Leistungsanforderungen einer Vielzahl von Hightech-Spritzgussteilen gerecht werden. Seine hohe Schlagzähigkeit, sein geringes Kriechen, seine ausgezeichnete Ermüdungsfestigkeit und sein geringer Verschleiß tragen dazu bei, die Haltbarkeit von Spritzgussteilen und damit die Zuverlässigkeit des Produkts zu verbessern.
5. Breite Palette von Anwendungen:
PA46 wird häufig in der Elektrotechnik und Elektronik, in der Automobilindustrie, bei Industrieanlagen und anderen Anwendungen eingesetzt: SMD-Elektroteile, Steckverbinder, Zahnräder, Lager, Sensoren usw., was die hervorragende Leistung und die Beliebtheit dieses Werkstoffs unterstreicht.

6. Geringe Ausgasung:
PA46 hat eine geringe Ausgasungsrate, was für Anwendungen wichtig ist, die ein Vakuum oder eine Niederdruckumgebung benötigen, wie z. B. in der Luft- und Raumfahrt, bei medizinischen Geräten und in der Halbleiterfertigung.
7. Niedrige Feuchtigkeitsabsorption:
PA46 hat eine niedrige Feuchtigkeitsabsorptionsrate, was das Risiko des Verziehens, der Rissbildung oder der Delaminierung verringert. Aufgrund dieser Eigenschaft eignet es sich für Anwendungen, bei denen die Dimensionsstabilität entscheidend ist.
8. Hohes Verhältnis von Festigkeit zu Gewicht:
PA46 hat ein hohes Verhältnis von Festigkeit zu Gewicht und eignet sich daher hervorragend für Anwendungen in der Luft- und Raumfahrt sowie in der Automobilindustrie, bei denen das Gewicht reduziert werden muss.
9. Geringer Verzug:
PA46 weist einen geringen Verzug auf, was das Risiko einer Verformung der Teile während des Formgebungsprozesses verringert. Diese Eigenschaft macht es zu einem guten Material für Anwendungen, bei denen das Teil die richtige Form haben muss.
10. Gute elektrische Isolierung:
PA46 hat hervorragende elektrische Isolationseigenschaften und eignet sich daher hervorragend für Dinge, die elektrisch isoliert werden müssen, wie elektrische Steckverbinder, Schalter und Sensoren.
11. Biokompatibilität:
PA46 hat hervorragende elektrische Isolationseigenschaften und eignet sich daher hervorragend für Dinge, die elektrisch isoliert werden müssen, wie elektrische Steckverbinder, Schalter und Sensoren.
12. Recycelbar:
Sie können PA46 recyceln, was zur Abfallvermeidung beiträgt und Ressourcen spart.
13. Breite Palette von Farben:
PA46 kann in einer Vielzahl von Farben geformt werden und eignet sich daher perfekt für Anwendungen, bei denen es auf Ästhetik ankommt.
14. Geringe Schrumpfung:
PA46 hat eine niedrige Schrumpfungsrate, d. h. es verformt sich kaum, wenn man Teile daraus herstellt. Das ist gut, wenn Sie Teile mit sehr präzisen Formen benötigen.
15. Schwer entflammbar:
PA46 ist schwer entflammbar und eignet sich daher für Anwendungen, bei denen es auf Brandsicherheit ankommt.
16. Breite Palette von Anwendungen:
PA46 wird in vielen verschiedenen Anwendungen eingesetzt, z. B. in der Luft- und Raumfahrt, im Automobilbau, in medizinischen Geräten, Konsumgütern und Industrieanlagen.
17. Hoher Durchfluss:
PA46 hat eine hohe Fließfähigkeit und eignet sich daher für die Herstellung komplexer Geometrien und dünnwandiger Teile.
18. Niedrige Schmelztemperatur:
PA46 hat einen niedrigen Schmelzpunkt, was bedeutet, dass es nicht zerfällt, wenn es heiß wird. Das macht es gut für Dinge, die bei hohen Temperaturen hergestellt werden müssen.
19. Gute Formbeständigkeit:
PA46 verfügt über eine ausgezeichnete Dimensionsstabilität und ist daher ideal für Anwendungen, die eine präzise Bauteilgeometrie erfordern.
20. Geringes Kriechen:
PA46 weist ein geringes Kriechverhalten auf und eignet sich daher gut für Anwendungen, bei denen die Teile einer langfristigen Belastung ausgesetzt sind.
21. Gute Ermüdungsbeständigkeit:
PA46 verfügt über eine ausgezeichnete Ermüdungsbeständigkeit und eignet sich daher hervorragend für Anwendungen, bei denen die Bauteile einer wiederholten Be- und Entlastung ausgesetzt sind.

Was sind die Nachteile des PA46-Spritzgießens?
Das Spritzgießen von PA46 (Polyamid 46) hat viele Vorteile, aber auch einige Nachteile. Hier sind die wichtigsten Nachteile, geordnet nach Kategorien:
1. Kostenbezogene Fragen:
① Hohe Materialkosten: PA46 ist ein Hochleistungswerkstoff, der im Allgemeinen teurer ist als andere technische Kunststoffe, was ihn in kostenorientierten Anwendungen nicht wettbewerbsfähig macht.
② Hohe Formkosten: Für PA46 sind spezielle Formen erforderlich, die vor allem bei der Herstellung kleiner Serien teuer sind, und die Anschaffungskosten sind hoch.
③ Große Anfangsinvestition: Die anfänglichen Kosten für die Herstellung einer Spritzgießform sind hoch und reichen von Tausenden bis Zehntausenden von Dollar.
④ Hohe Anforderungen an die Nachbearbeitungsgeräte: PA46 erfordert hochpräzise Nachbearbeitungsanlagen, was die Kosten noch weiter in die Höhe treibt.
2. Verarbeitung und konstruktive Einschränkungen:
① Begrenzte Bearbeitbarkeit: PA46 ist ein hartes Material, das schwer zu bearbeiten und zu veredeln ist, was die Sache noch komplizierter machen kann.
② Konstruktionseinschränkungen: Bei der Konstruktion für das Spritzgießen müssen Sie an spezielle Konstruktionselemente (wie Entformungswinkel, abgerundete Kanten usw.) denken, die das Herauslösen der Teile aus der Form erleichtern. Das macht die Konstruktion schwieriger.
③ Lange Lieferzeiten: Vom Entwurf bis zur Herstellung der Form können 5 bis 12 Wochen vergehen, was sich auf den Projektplan auswirkt.
④ Begrenzte Farboptionen: PA46 kann nur in einer begrenzten Anzahl von Farben geformt werden und ist nicht für Anwendungen geeignet, bei denen die Farbauswahl wichtig ist.

3. Leistungseinschränkungen:
① Feuchtigkeitsempfindlichkeit: PA46 ist sehr feuchtigkeitsempfindlich und hat eine starke Tendenz, Feuchtigkeit zu absorbieren. Feuchtigkeit beeinträchtigt seine mechanischen Eigenschaften und seine Dimensionsstabilität. Der Feuchtigkeitsgehalt muss während des Spritzgießprozesses streng kontrolliert werden.
② Schlechte Lichtbeständigkeit: Wenn Sie es für längere Zeit in der Sonne oder an einem heißen Ort liegen lassen, oxidiert es und wird gelb oder bekommt Risse. Daher kann es nicht an Orten mit Langzeitlicht verwendet werden.
③ Begrenzte chemische Beständigkeit: PA46 weist eine gute chemische Beständigkeit auf, verträgt sich aber nicht gut mit starken Säuren und Laugen und wird von bestimmten Chemikalien leicht angegriffen.
④ Geringe thermische und elektrische Leitfähigkeit: PA46 hat eine geringe thermische und elektrische Leitfähigkeit, was seine Verwendung bei Anwendungen, bei denen Wärme- und Stromleitung wichtig sind, einschränkt.
⑤ Begrenzte Stoßfestigkeit und Flexibilität: PA46 ist ein ziemlich steifes Material mit geringer Schlagzähigkeit, das bei starken Stößen reißen oder brechen kann.
4. Beschränkungen der Nutzung:
① Begrenzte Schweißmöglichkeiten: PA46 ist nicht leicht zu schweißen, was die Komplexität der Montage erhöht, vor allem wenn es sich um komplexe Teile handelt, die geschweißt werden müssen.
② Nicht weithin verfügbar: PA46 ist auf dem Markt nicht so weit verbreitet wie andere technische Kunststoffe, was seine Beschaffung erschwert.
③ Begrenzte Biokompatibilität: PA46 ist nicht für alle medizinischen Anwendungen biokompatibel und kann mit bestimmten Körperflüssigkeiten oder -geweben unverträglich sein.
④ Eingeschränkte Wiederverwertbarkeit: PA46 ist recycelbar, aber es ist schwierig zu recyceln, weil es eine komplexe Molekularstruktur hat.
Häufige Probleme und Lösungen beim PA46-Spritzgießen
PA46 (Polyamid 46) ist ein beliebter technischer Kunststoff, der in einer Vielzahl von Anwendungen eingesetzt wird, darunter auch im Spritzgussverfahren. Aufgrund seiner einzigartigen Eigenschaften und möglicher Probleme, die während des Spritzgießens auftreten können, kann die Arbeit mit diesem Kunststoff jedoch sehr mühsam sein. Im Folgenden finden Sie einige häufige Probleme und Lösungen beim PA46-Spritzgießen:

1. Verformung und Schrumpfung:
Ursachen: hohe Schrumpfung, schlechte Formgestaltung, unzureichende Kühlung.
Lösung: Optimieren Sie die Formkonstruktion, verwenden Sie belüftete Formen und passen Sie die Kühlsysteme an. Erwägen Sie die Verwendung von Algorithmen zur Schwindungskompensation in der Formsimulationssoftware.
2. Oberflächenmängel:
Ursachen: Unzureichende Entformung, schlechte Formoberfläche, falsches Verfahren, zu geringe Dichte, langsame Füllgeschwindigkeit, niedrige Formtemperatur.
Die Lösung: Verbessern Sie die Oberfläche der Form, füllen Sie mehr Kunststoff ein und schießen Sie härter, steuern Sie die Temperatur der Form besser, verwenden Sie Mittel, die das Herauslösen erleichtern, und ändern Sie den Prozess (z. B. Temperatur, Druck und die Geschwindigkeit, mit der Sie schießen).
3. Trennlinienfehler:
Ursachen: Schlechtes Design der Form, falsche Lage der Trennebene, schlechte Ausrichtung der Form.
Lösung: Bessere Formgestaltung, Verschiebung der Trennlinie und korrekte Ausrichtung der Form.
4. Tordefekte:
Ursachen: Falsche Position des Gates, zu kleines Gate, schlechtes Gate-Design.
Lösung: Die Position des Tores festlegen, das Tor größer machen, das Tor besser machen (z. B. einen Heißkanal verwenden).
5. Materialverschlechterung:
Ursachen: Zu hohe Temperatur, falsche Handhabung, nicht ausreichend getrocknet.
Die Lösung: Niedrigere Temperatur, bessere Handhabung, richtiges Trocknen.
6. Farbkonsistenz:
Ursachen: Inkonsistente Materialfarbe, falsche Farbmischung, unzureichende Farbkontrolle.
Lösung: Stellen Sie sicher, dass die Materialfarbe einheitlich ist, verbessern Sie die Art und Weise, wie Sie Farben mischen, und verwenden Sie Farbsensoren, um die Farbe zu kontrollieren.
7. Kontrolle der Formtemperatur:
Die Ursachen: Unzureichende Temperaturkontrolle, falsche Temperatureinstellung, schlechte Temperaturverteilung.
Lösung: Bessere Temperaturkontrolle, Änderung der Temperatureinstellungen, bessere Temperaturverteilung.
8. Einspritzgeschwindigkeit und -druck:
Ursachen: falsche Einspritzgeschwindigkeit und falscher Druck, schlechtes Werkzeugdesign und schlechte Verarbeitungsbedingungen.
Lösung: Festlegen der Einspritzgeschwindigkeit und des Drucks, Festlegen der Werkzeugkonstruktion und Festlegen der Verarbeitungsbedingungen.
9. Materialfluss und Befüllung:
Ursachen: Unzureichender Materialfluss, falsche Formgestaltung, schlechte Verarbeitungsbedingungen.
Lösung: Verbessern Sie den Materialfluss, verbessern Sie die Formgestaltung und ändern Sie die Verarbeitungsbedingungen.
10. Verarbeitung nach dem Spritzgießen:
Die Ursache: Unzureichende Trocknung, falsche Nachbearbeitung und schlechtes Materialhandling.
Die Lösung: Richtig trocknen, besser verarbeiten, mit Vorsicht behandeln.

11. Unzureichende Polsterung:
Ursachen: Niedriger Einspritzdruck, langsame Einspritzgeschwindigkeit, niedrige Schmelzetemperatur, schlechte Entlüftungskonstruktion und kleine Anschnittgröße.
Lösungen: Erhöhen Sie den Einspritzdruck, um sicherzustellen, dass das Material vollständig eingefüllt wird, stellen Sie die Einspritzgeschwindigkeit auf eine höhere Rate ein, erhöhen Sie die Zylindertemperatur, damit die Schmelze besser fließt, erhöhen Sie die Werkzeugbelüftung, um eingeschlossene Luft entweichen zu lassen, vergrößern Sie die Anschnittgröße oder optimieren Sie das Angussdesign, um den Materialfluss zu fördern.
12. Farbwechsel:
Die Ursachen: Hohe Schmelztemperatur, hohe Einspritzgeschwindigkeit und schlechte Auspuffkonstruktion.
Lösung: Reduzierung der Zylinder- und Werkzeugtemperatur, Verringerung der Einspritzgeschwindigkeit und des Drucks, Verbesserung der Werkzeugentlüftung und Vermeidung von Verfärbungen durch eingeschlossene Gase.
13. Interne Risse:
Die Ursache: Die Teile kühlen zu schnell ab und es entstehen Eigenspannungen im Material.
Lösung: Machen Sie die Form heißer, verlangsamen Sie die Abkühlgeschwindigkeit der Teile und lassen Sie die Teile nach dem Herausnehmen aus der Form langsam abkühlen. Sie können die Teile auch stärker abkühlen lassen, indem Sie sie in warmes Wasser legen.
14. Brandflecken:
Ursachen: Hohe Schmelztemperatur und schlechte Abluft, die zu Lufteinschlüssen führt.
Lösung: Verringern Sie die Zylindertemperatur und die Einspritzgeschwindigkeit, verbessern Sie die Entlüftung in der Werkzeugkonstruktion und entfernen Sie effektiv eingeschlossene Luft.
15. Schwierige Entformung:
Ursache: Die Form hat einen unzureichenden Entformungswinkel oder eine unzureichende Oberflächenbeschaffenheit.
Lösung: Erhöhen Sie den Entformungswinkel der Form, um die Entnahme des Teils zu erleichtern, und polieren Sie die Formoberfläche, um die Reibung bei der Entnahme des Teils zu verringern.
Welche Anwendungen gibt es für PA46-Spritzguss?
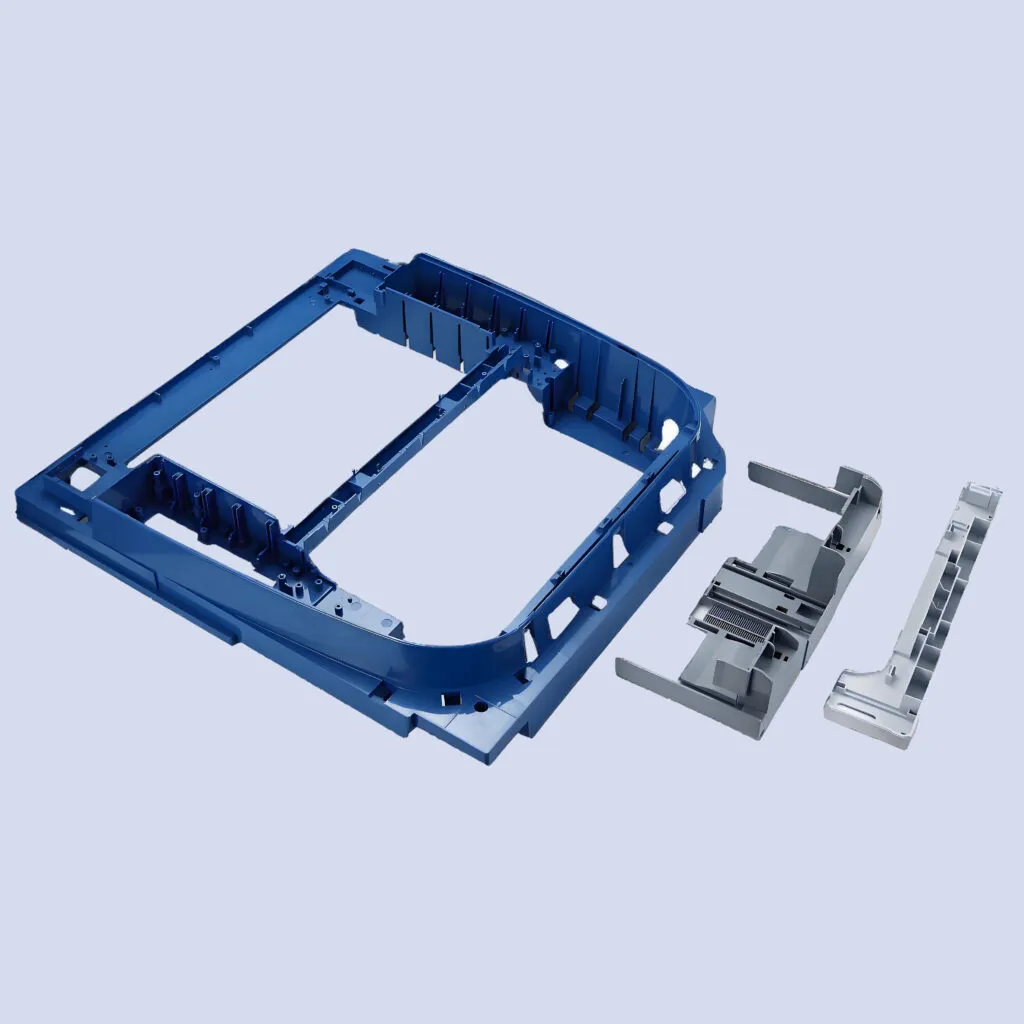
PA46 (Polyamid 46) ist ein vielseitiger technischer Kunststoff, der in einer Vielzahl von Anwendungen eingesetzt wird, da er stark, steif, chemikalienbeständig, verschleißfest und hochtemperaturbeständig ist. Hier sind einige gängige Produkte, die mit PA46-Spritzguss hergestellt werden:

1. Luft- und Raumfahrtindustrie:
In der Luft- und Raumfahrtindustrie benötigen wir Werkstoffe, die stark sind, große Hitze aushalten, nicht brechen, nicht rosten und sich nicht verformen. PA46 kann all das. Wir verwenden es z. B. in Motoren, Kraftstoffsystemen, Hydrauliksystemen und vielen anderen mechanischen Teilen. Aus PA46-Spritzguss stellen wir unter anderem Zahnräder, Lager, Buchsen und Gehäuse her.
① Luftfahrzeugteile (z. B. Triebwerksaufhängungen, Befestigungselemente)
② Satellitenkomponenten (z. B. Strukturteile, Verbindungsstücke)
③ Komponenten für die Weltraumforschung (z. B. Hitzeschilde, mechanische Teile)
2. Autoindustrie:
PA46 wird in der Automobilindustrie häufig zur Herstellung von Ansaugrohren, Zylinderkopfhauben, Ölwannen und Klimaanlagenkomponenten verwendet. Aufgrund seiner hohen Wärmebeständigkeit, seiner mechanischen Eigenschaften und seiner chemischen Beständigkeit eignet es sich perfekt für die Herstellung von Hochleistungs-Autoteilen.
① Motorteile (z. B. Ölwanne, Ventildeckel)
② Getriebeteile (z. B. Zahnräder, Wellen)
③ Elektrische Komponenten (z.B. Stecker, Schalter)
④ Innenteile (z. B. Armaturenbrettverkleidung, Türgriffe)
3. Elektronik- und Elektroindustrie:
PA46 verfügt über eine hervorragende elektrische Isolierung, mechanische Festigkeit und thermische Stabilität und eignet sich daher ideal für eine Vielzahl elektronischer und elektrischer Anwendungen, darunter Steckverbinder, Schalter, Sensoren, Leistungsschalter und andere elektronische Komponenten. Die Fähigkeit des Materials, hohen Temperaturen zu widerstehen und die Dimensionsstabilität beizubehalten, ist entscheidend für die Zuverlässigkeit und Lebensdauer dieser Komponenten.
① Elektronische Bauteile (z. B. Steckverbinder, Schalter)
② Kabel- und Leitungsmanagement-Systeme
③ Gehäuse und Kästen
④ Komponenten für gedruckte Schaltungen (PCB)
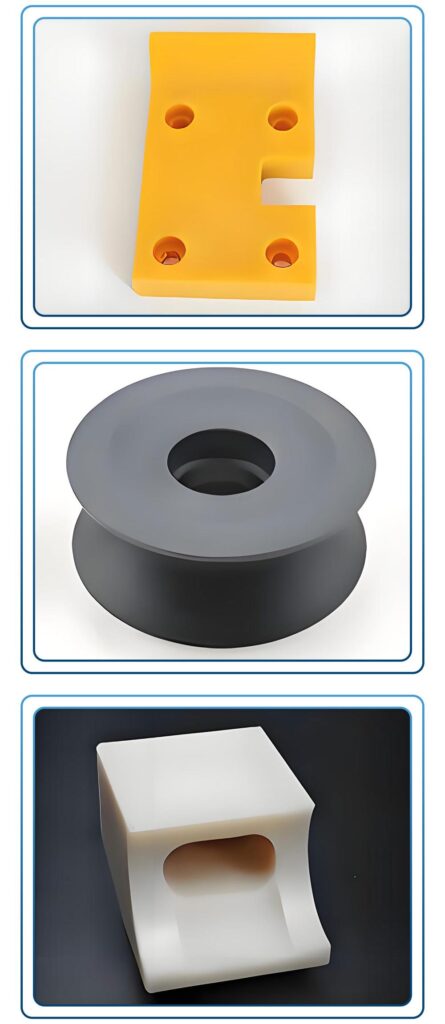
4. Industrielle Ausrüstung:
PA46 wird in der Industrie zur Herstellung von Teilen verwendet, die besonders stark, besonders zäh und besonders hitzebeständig sein müssen. Man kann es für die Herstellung von Zahnrädern, Lagern, Buchsen, Dichtungen und allen anderen beweglichen Teilen verwenden. PA46 eignet sich hervorragend für Teile, die sich viel bewegen, da es sich nicht so schnell abnutzt wie andere Materialien. Das bedeutet, dass Ihre Geräte besser funktionieren und länger halten.
① Pumpenteile (z. B. Laufräder, Wellen)
② Getriebeteile (z. B. Zahnräder, Lager)
③ Ventilkomponenten (z. B. Ventilsitz, Ventilschaft)
④ Befestigungselemente und Zubehör
5. Medizinische Ausrüstung:
PA46 wird auch in der Medizintechnik für Anwendungen eingesetzt, die hohe Präzision, hohe Festigkeit und chemische Beständigkeit erfordern. Es eignet sich für die Herstellung von chirurgischen Instrumenten, Gehäusen für medizinische Geräte und anderen Komponenten, die eine hohe Beständigkeit gegenüber Sterilisationsverfahren und Stabilität erfordern. Die Biokompatibilität des Materials und seine Beständigkeit gegenüber einer Vielzahl von Chemikalien machen es für medizinische Anwendungen geeignet.
① Chirurgische Instrumente (z. B. Zangen, Scheren)
② Medizinische Implantate (z. B. Hüft- und Knieprothesen, chirurgische Netze)
③ Diagnostische Geräte (z. B. Spritzen, Reagenzgläser)
④ Medizinische Geräte (z. B. Infusionspumpen, Beatmungsgeräte)
6. Chemische Industrie:
PA46 wird in der chemischen Industrie zur Herstellung zahlreicher chemischer Ausrüstungen und Rohrleitungskomponenten verwendet, da es eine sehr gute Chemikalien- und Korrosionsbeständigkeit aufweist. Es kann beispielsweise für die Herstellung von Pumpengehäusen, Ventilen, Rohrverbindungen und Anschlüssen verwendet werden, die häufig in direktem Kontakt mit allen Arten von korrosiven Medien stehen. Da PA46 über eine gute chemische Beständigkeit verfügt, können Sie hochstabile Geräte herstellen, die in wirklich rauen chemischen Umgebungen eingesetzt werden können, was Ihnen helfen kann, den Umfang der Wartung und des Geräteaustauschs zu verringern.
① Komponenten ( Pumpengehäuse, Ventilkomponenten, Dichtungen )
② Chemische Lagereinrichtungen (Rohre, Verbindungen)
7. Konsumgüter:
PA46 wird in der Unterhaltungselektronik häufig für die Herstellung von Telefongehäusen, Ladekoffern und anderen elektronischen Teilen verwendet. Es ist hoch temperaturbeständig und hat starke mechanische Eigenschaften, wodurch es sich für den Einsatz in Umgebungen mit hoher Festigkeit und hohen Temperaturen eignet. In der Automobilindustrie kann PA46 für die Herstellung von Zahnrädern, Lagern, Steckverbindern und anderen Teilen verwendet werden, die sehr verschleißfest sein müssen und hohen Temperaturen standhalten können.
① Outdoor-Ausrüstung (z. B. Campingausrüstung, Sportgeräte)
② Möbelteile (z. B. Stuhlbeine, Tischgestelle)
③ Geräteteile (z. B. Geschirrspülerteile, Kühlschrankdichtungen)
④ Spielzeug und Spiele (z. B. Figuren, Puzzles)

8. Energie:
PA46 wird für Dichtungen und Ventilkomponenten in Öl- und Gasanlagen verwendet. Es hat eine gute Verschleiß- und Korrosionsbeständigkeit bei hohen Temperaturen und hohem Druck. PA46 wird auch für Getriebe und andere mechanische Komponenten in Wind- und Solarenergieanlagen verwendet. Es verfügt über eine ausgezeichnete Ermüdungs- und Verschleißfestigkeit, wodurch sich die Lebensdauer der Anlagen verlängert.
① Komponenten von Windkraftanlagen (z. B. Flügel, Naben)
② Komponenten für Solarmodule (z. B. Rahmen, Anschlüsse)
③ Öl- und Gasausrüstung (z. B. Ventile, Pumpen)
④ Kernkraftwerkskomponenten (z. B. Brennstäbe, Reaktorkomponenten)
9. Ozean:
PA46 eignet sich hervorragend für die Herstellung von Ölbohrgeräten und Offshore-Plattformen, da es im Salzwasser nicht rostet und sehr robust ist. Man kann PA46 auch zur Herstellung von Getrieben und elektrischen Steckern für Boote verwenden. Es ist robust genug, um dem Meer zu trotzen.
① Schiffsteile (z. B. Propeller, Wellen)
② Schiffskomponenten (z. B. Pumpen, Ventile)
Offshore-Ausrüstung (z. B. Bohrinseln, Pipelines)
10. Essen und Getränke:
PA46 eignet sich hervorragend für Getriebeteile, Lager und Zahnräder in Lebensmittelverarbeitungsanlagen, da es chemisch inert ist und hohen Temperaturen standhält. Sie können PA46 für gleitende Teile und verschleißfeste Teile in Hochgeschwindigkeitsverpackungsmaschinen für Lebensmittel verwenden. Es kann mit dem hohen Tempo der Lebensmittelindustrie mithalten und lässt Sie nicht im Stich.
① Lebensmittelverarbeitungsanlagen (z. B. Pumpen, Ventile)
② Getränkeausrüstung (z. B. Abfüllanlagen, Zapfanlagen)
③ Verpackungskomponenten (z. B. Kappen, Verschlüsse)

NDA und IP-Schutz für Spritzguss in China: Was tatsächlich funktioniert
Sie haben acht Monate lang ein Teil entwickelt. Sie haben eine Fabrik in China gefunden, die 40% weniger als Ihr lokales Werkzeuggeschäft anbietet. Aber bevor Sie auf "Senden" für diese CAD-Datei klicken

Wie man eine Spritzgussfabrik in China prüft
Sie haben eine Angebot von einer chinesischen Spritzgießfabrik erhalten, und der Preis scheint fast zu gut zu sein. $8.000 für ein Produktionswerkzeug, das in den USA $25.000 kosten würde. Ihr

Was ist wissenschaftliches Spritzgießen: Vollständiger Leitfaden
Was ist wissenschaftliches Spritzgießen: Vollständiger Leitfaden Wissenschaftliches Spritzgießen verwandelt Versuch und Irrtum in datengesteuerte Präzision. Erfahren Sie, wie systematische Prozesskontrolle Fehler reduziert, die Qualität verbessert und jedes Mal konsistente Teile liefert.
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

